
Abstract
Cryogenic 09MnNiDR steel was prepared using arc additive manufacturing technology. Following manufacture, its phase composition, microstructure, and crystal structure were analyzed by spectrometer, X-ray diffraction, optical microscopy, scanning electron microscopy, and transmission electron microscopy (TEM). In addition, the mechanical properties of arc additive manufactured 09MnNiDR were determined by microhardness measurements, tensile testing, and Charpy impact testing. Results showed that the material displayed good quality form without defects, such as holes, cracks, solid inclusions, incomplete fusion and penetration, or unfavorable shape and size. Furthermore, it displayed good internal metallurgical bonding and has a metallographic structure composed mainly of ferrite and granular bainite. High-resolution TEM suggested sharp grain edges, as well as a large number of crystal defects, such as dislocations and martensite–austenite islands in the 09MnNiDR crystal structure. The material showed relatively uniform microhardness distribution on the longitudinal and transverse sections with average values of 188.2 and 167.5 HV0.2, respectively. Also, the material exhibited superior mechanical properties. Prior to heat treatment, the material presented a yield strength of 436 MPa, a tensile strength of 552 MPa, an elongation of 30%, and a Charpy impact value of 96 J at −70°C.
Introduction
Additive manufacturing (AM) is also known as three-dimensional (3D) printing. Unlike traditional subtractive (cutting) manufacturing technology, AM employs 3D models for component construction. AM is driven by a heat source (e.g. laser beam, ion beam, electron beam, arc, ultraviolet light, etc.). Based on the discrete-stacking principle, components are manufactured layer-by-layer through the accumulation of raw materials (e.g. powder, wire, liquid materials, etc.). Compared with the traditional manufacturing technology, AM offers superior features, including rapid trial production, prototype components verification, and shortened development cycles; reduced processing time and high flexibility; improved design freedom and reduced structural weight; enhanced reliability; and lower manufacturing cost, high material utilization efficiency, and low-cost repair. As such, AM has broad application prospects in the fields of aviation, aerospace, automotive, biomedical, and mold manufacturing, and is considered one of the key technologies promoting the “third industrial revolution.” 1 –6
Depending on the material type, AM can be classified as either metallic or nonmetallic. Metallic AM is further subdivided based on the utilized heat source and mainly includes laser, electron beam, plasma, and arc AM. 7 –9 Compared with other AM technologies, arc AM has high production efficiency and is suitable for manufacturing large-scale components; yet, its manufacturing accuracy is lower than that of laser and electron beam AM. 10 –13 Regardless, because of its benefits, in recent years, arc AM has attracted significant attention in various fields, such as aerospace and mechanical equipment. 14 –16
However, studies on AM of low-temperature steel components are very limited. To that end, there are very few published studies on AM of cryogenic 09MnNiDR steel, which is primarily used in the manufacture of petroleum and chemical equipment, de-ethanizer columns, carbon dioxide (CO2) absorption towers, medium pressure flash separation tanks, coolers, reabsorption towers, compressor housings, and propane cryogenic storage tanks. 17 –19 Herein, arc AM was applied to cryogenic 09MnNiDR steel welding wires to obtain theoretical and empirical data to support the promotion and application of AM technology.
Experimental section
Cryogenic 09MnNiDR steel welding wire used in this study was produced by Luoyang Ship Material Research Institute, China Shipbuilding Industry Corporation (CSIC). The wires were of the H09MnNiDR grade, which complies with the standard AWS A5.28 ER80S-Ni3. The welding wires’ diameter was 1.2 mm, and its chemical composition is provided in Table 1. A cold metal transfer (CMT) advanced power supply, six-axis roboter, and robotic arc AM software comprised the arc AM equipment. The experimental substrate material consisted of a 300 × 100 × 10 mm3 piece of ASME SA203 grade E steel. Prior to beginning the experiment, the substrate was polished with a handheld grinding wheel to remove the rust and oxide layer from the steel plate’s surface. To lower the steel plate’s degree of deformation during the AM process, a designed fixture was used to secure the steel plate’s position. In this study, the CMT mode was used for arc AM. Single-layer, single-pass; single-layer, multipass; and multilayer, multipass tests were performed in the early stage of testing. The optimal AM parameters were determined according to the appearance of the weld. To control the AM material’s forming accuracy, an infrared thermometer was used to detect the interlayer temperature during the AM process. In this study, the following process parameters were selected and employed for AM: current 159 A, voltage 11.8V, wire feed speed 4.7 m min−1, protective gas 75% Ar + 25% CO2, protective gas flow 20 L min−1, and interlayer temperature ≤150°C. The parameter details are listed in Table 2.
Chemical composition (wt%) of the 09MnNiDR solid wire.

Wire + arc AM parameters.

In this study, the test block (thin wall) printed by arc AM was ∼150 × 20 × 60 mm3. The AM test block was subjected to heat treatment at 620°C for 1 h before being processed into various test samples. Using a band saw and wire cutter, samples were retrieved from the test block’s center for metallographic analysis, that is, hardness testing and scanning electron microscopy (SEM), transmission electron microscopy (TEM), and chemical composition analysis. In addition, samples for tensile testing and impact testing were also obtained from the material’s center and were specifically harvested parallel and perpendicular to the deposition direction, respectively. The chemical composition analysis test was performed with an optical emission spectrometer in accordance with the standard ASTM E415-2015 while the tensile test was carried out with a 100-kN tensile testing machine at room temperature in accordance with the standard ASTM E8M-2013a. The displacement control was employed during testing, and the sample’s initial strain rate was 0.005 min−1. The impact test was performed according to the standard ASTM E23-2016b using a pendulum impact testing machine at a testing temperature of −50°C. Three samples in each group were tested. Metallographic and SEM samples were cut, ground, and polished, and then etched with 4% nitric acid alcohol solution. The metallographic sample’s microstructure was observed by metallographic microscope, according to the standard ASTM E112-2013. An SEM was used to observe the metallographic sample’s microstructure at high magnification. An X-ray spectrometer was coupled with the SEM for composition analysis. For TEM sample preparation, a 0.5 mm slice was cut from the test block and ground to ∼120 µm. Afterward, three discs were punched out and finely ground to 50 µm. With 4% perchloric acid alcohol solution as the electrolyte, perforated film samples were obtained by a double jet electrolytic thinning instrument at −20°C with an electrolysis voltage of 75 V. Then, an Ar ion polishing system was applied for 0.5 h. Finally, a TEM was used to observe the sample’s crystal structure using an acceleration voltage of 200 kV. According to the ASTM E384-2017 standard, the micro Vickers hardness measurement was performed using a microhardness tester with a test force of 200 gf and a dwell time of 15 s. During the test, 10 points with an interval of 1 mm were arranged on the welded seam beginning 2 mm from the top and extending to the bottom.
Results and analysis
Formability of additive manufactured cryogenic 09MnNiDR steel
The cryogenic 09MnNiDR steel thin-wall test block printed by arc AM is shown in Figure 1. The test block displayed good formability with no evidence of collapse. Furthermore, fewer solidified metal particles were generated by welding spatter during the formation process. In addition, as demonstrated by the cross-sectional view (metallurgical sample) in Figure 2, the material was free of defects, such as holes, cracks, slag inclusions, incomplete fusion and penetration, and unfavorable shape and size. The material exhibited good internal metallurgical bonding, which further implied its superior formability.

Sampling schematic of cryogenic 09MnNiDR steel prepared by wire + arc additive manufacturing.
Cross-section diagram of cryogenic 09MnNiDR steel prepared by wire + arc additive manufacturing.
Composition and microstructure characteristics of additive manufactured cryogenic 09MnNiDR steel
The arc AM cryogenic 09MnNiDR steel chemical composition analysis results are provided in Table 3. Compared with the raw wires’ chemical composition (Table 1), the combustion loss rates of the main deoxidizing elements silicon and manganese in the material were 76.3% and 21.1%, respectively. The combustion loss rates of the main alloying elements nickel and copper were 2.8% and 4.2%, which correspond to a transition rate of 97.2% and 95.8%, respectively. Therefore, the deoxidizing elements in the welding wires displayed higher combustion loss while the alloying elements showed higher transition rates, indicating complete deoxidation of the deoxidizing elements during the arc AM process and good deoxidation performance of the additive molten pool.
Chemical composition (wt%) of the 09MnNiDR sample made by wire + arc additive manufacturing.

The arc AM cryogenic 09MnNiDR steel’s XRD pattern is shown in Figure 3. Note that Fe (α-Fe) was the main phase in the material. Due to XRD’s low resolution, phases with a mass fraction <5% cannot be detected. Therefore, no trace phase was observed in the material’s XRD pattern.

XRD patterns of 09MnNiDR sample made by wire + arc additive manufacturing. XRD: X-ray diffraction.
The metallographic microstructures of different zones in the arc AM cryogenic 09MnNiDR steel are shown in Figure 4. The columnar crystal zone’s microstructures were ferrite and granular bainite (Figure 4(a) and (b)). The same microstructures were identified for the remelting zone (Figure 4(c) and (d)) and heat-affected zone (Figure 4(e) and (f)). Moreover, similar findings (the formation of bainite and/or martensite in the weld region of laser beam welding of structural steels even with a low C content grades due to fast cooling rates involved) have been reported for steels in the open literature. 20 –25 In addition, according to the high-magnification metallographic images, the material was free of defects, such as holes, cracks, slag inclusions, incomplete fusion and penetration, and unfavorable shape and size, which further support the superior internal quality of the material. A high-magnification SEM image of the metallographic sample is displayed in Figure 5. Even in a high-magnification SEM image, no smaller defects were found, however, fine inclusion particles were observed.

Microstructures of the specimens: (a) Columnar crystal zone ×100, (b) columnar crystal zone ×500, (c) remelting zone ×100, (d) remelting zone ×500, (e) heat-affected zone ×100, and (f) heat-affected zone ×500.

SEM image of the 09MnNiDR sample made by wire + arc additive manufacturing. SEM: scanning electron microscopy.
TEM imagery was used to further determine the arc AM cryogenic 09MnNiDR steel’s crystal structure (Figure 6). Results showed that the material’s crystal structure is composed of obvious ferrite and granular bainite structures and shows the presence of martensite–austenite (M-A) constituents. The corresponding selected area electron diffraction (SAED) pattern suggests a ferrite matrix. Figure 7(a) depicts a high-magnification image of the granular bainite structure and Figure 7(b) displays isolated M-A islands further confirming the presence of M-A constituents. The presence of dislocations in the welded sample’s crystal structure was suggested by the high-resolution TEM (HRTEM) imagery. This phenomenon is due to the high content of alloy elements, such as Ni and Cu in the material, which leads to high hardening capacity and generation of crystal defects, such as hardened structure and dislocation. Therefore, in engineering applications, cryogenic 09MnNiDR steel needs to be subjected to postweld heat treatment to improve the structure and properties. Figure 7(d) shows the area, where inclusions were observed under HRTEM. According to the image, the morphology of the inclusions was mainly spherical, with the size being relatively small, at ∼400 nm. The inclusions’ composition was analyzed by the spectrometer and SAED in conjunction with TEM. According to the results (Figure 8), the inclusions were composed of titanium oxides and manganese oxides. In summary, HRTEM imagery showed that the arc AM 09MnNiDR low-temperature steel sample’s microstructures were mainly ferrite and granular bainite structure; dislocations and a small amount of inclusions were also observed under HRTEM; and the inclusions were mainly composites of titanium oxides and manganese oxides.
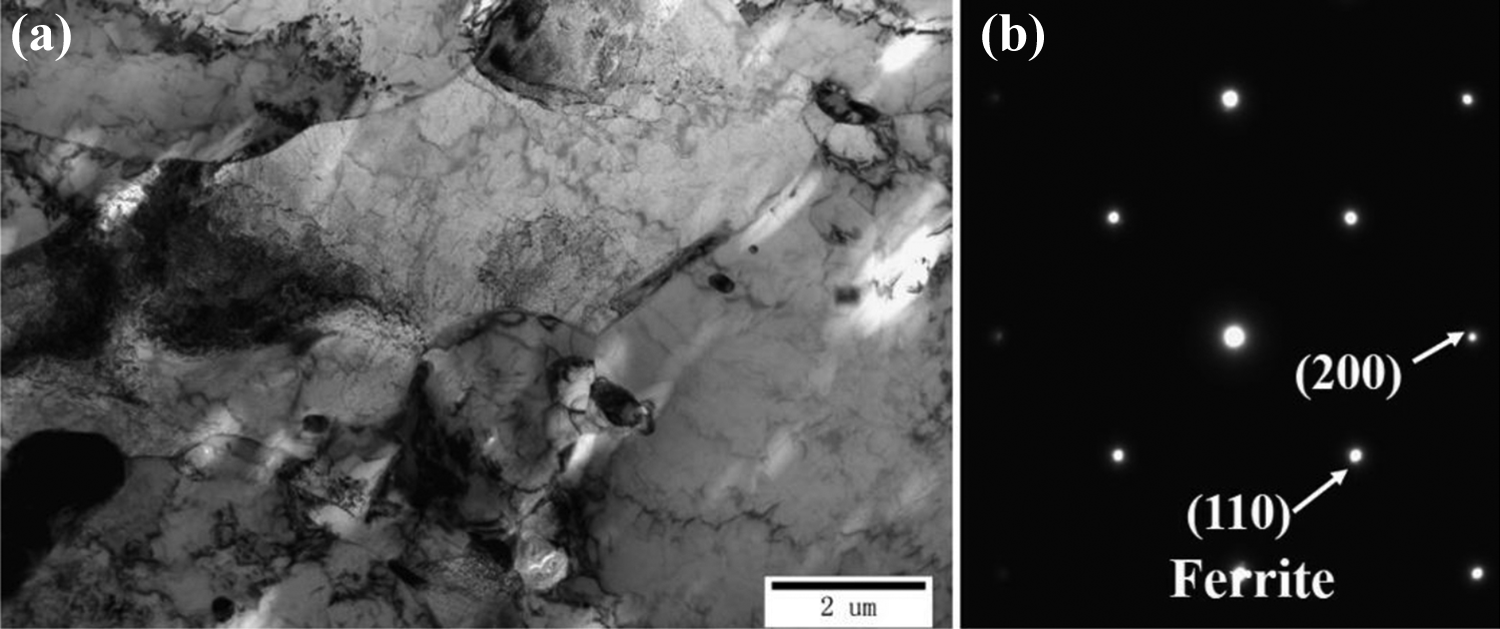
(a, b) Microstructures of the 09MnNiDR sample made by wire + arc additive manufacturing.

Microstructures of the 09MnNiDR sample made by wire + arc additive manufacturing: (a) bainite, (b) M-A constituent, (c) dislocation, and (d) inclusions. M-A: martensite–austenite.
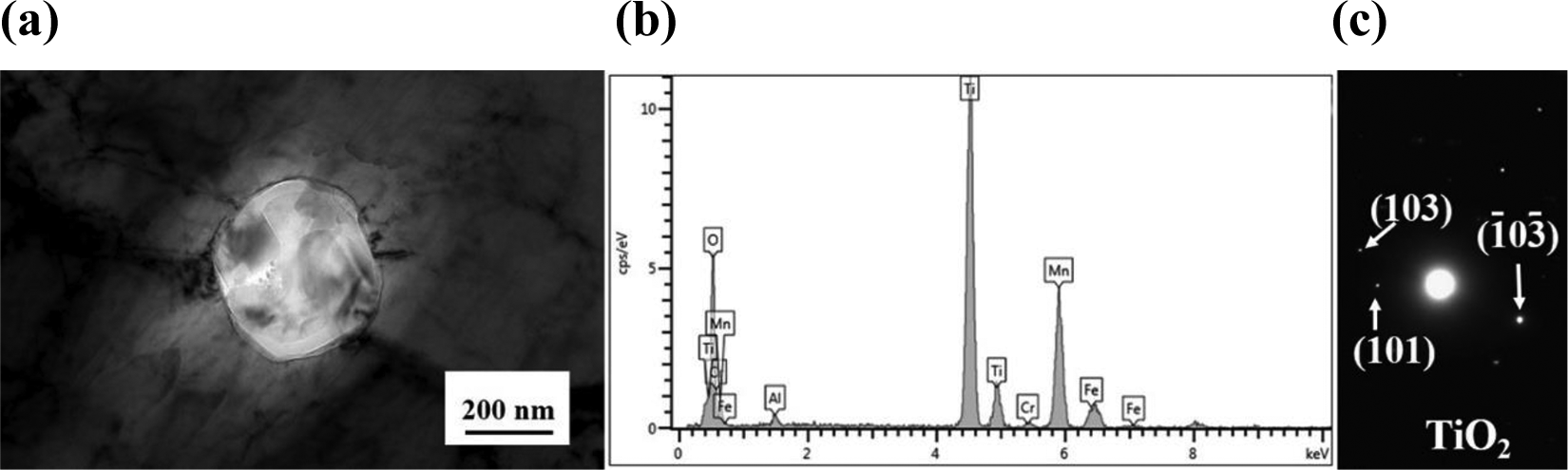
(a–c) Morphology, EDS, and SAED of inclusions in 09MnNiDR sample made by wire + arc additive manufacturing. EDS: energy-dispersive spectroscopy; SAED: selected area electron diffraction.
Properties of additive manufactured cryogenic 09MnNiDR steel
Figure 9 depicts the arc AM cryogenic 09MnNiDR steel’s microhardness distribution. During the test, 10 points with a 1-mm interval were arranged on the welded seam beginning 2 mm from the top and extending to the bottom along the transverse direction. In addition, another 10 points with a 1-mm interval were arranged beginning 2 mm from the left side and extending to the right side along the longitudinal direction. According to Figure 9, the hardness distribution ranged from 153 to 213 HV0.2; thus, the hardness distribution was relatively uniform. The average microhardness of the material’s longitudinal and transverse sections was 188.2 and 167.5 HV0.2, respectively; thus, the difference between the average microhardness values was very minor. However, the longitudinal section depicted larger microhardness fluctuations than the transverse section. This phenomenon is explained by the fact that the microhardness fluctuation was primarily caused by changes in the microstructure. According to Figure 2, the material’s cross-section morphology is a multilayer and multipass welding structure. The first layer’s weld bead structure was affected by the heat circulation of the first and second layers, and the structure generally included the original columnar crystal zone, remelting zone, and heat-affected zone. Thus, the microstructures (e.g. grain size, precipitates, etc.) and, therefore, the hardness varied in the different zones. As such, the hardness across the cross-section fluctuated, and the fluctuation was greater in the longitudinal section.

Microhardness distribution of the 09MnNiDR sample made by wire + arc additive manufacturing.
The arc AM cryogenic 09MnNiDR steel
Mechanical properties of the 09MnNiDR sample made by wire + arc additive manufacturing.

Impact fracture morphologies were assessed to analyze the material’s fracture mechanism. As clearly indicated by the Charpy impact fractures that were performed at −70°C (Figure 10), the material exhibits an impact toughness. Obvious dimples were observed in the fibrous area and secondary fibrous area, indicating the presence of ductile fractures. In addition, the radiation area displayed a river-like dissociation surface.

The morphologies of the impact fractures of the arc additive manufactured cryogenic 09MnNiDR steel: (a) overall view, (b) fibrous area, (c) radiation area, and (d) secondary fibrous area.
Conclusions
A cryogenic 09MnNiDR steel sample was successfully prepared by arc AM. The material displayed excellent formability without any major defects as well as superior internal metallurgical bonding. The main phase of the material was Fe (α-Fe), and the metallographic structures were mainly ferrite and granular bainite. Crystal defects, such as dislocations and M-A islands, were observed in the steel’s crystal structure. Also, a small amount of inclusions, composed primarily of titanium oxides and manganese oxides, were found in the material under HRTEM. The material’s hardness distribution range was 153–213 HV0.2, and the hardness distribution was relatively uniform. The material’s average microhardness of the longitudinal and transverse sections was 188.2 and 167.5 HV0.2, respectively. The material also exhibited excellent mechanical properties with a yield strength of 436 MPa, a tensile strength of 552 MPa, an elongation of 30%, and a Charpy impact value of 96 J at −70°C. The current research is expected to provide theoretical and empirical data to support the application of AM technology in the manufacture of low-temperature steel components.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Natural Science Foundation of Anhui Education Department (Project No: KJ2019A0809).