
Abstract
In the present research work, (titanium (Ti) + magnesium antimonide (Mg3Sb2)/magnesium (Mg) composites with Ti contents of 0, 5%, 10%, and 15% (mass fraction, %) were fabricated by powder metallurgy. The effect of different Ti contents on the microstructure and mechanical properties of (Ti + Mg3Sb2)/Mg composites was investigated. The results show that the volume of Mg3Sb2 compounds can be significantly refined and the distribution uniformity of Mg3Sb2 compounds can be improved by adding an appropriate amount of Ti. Part of Sb reacts with Ti in situ to form TiSb2 compounds at the periphery of Ti particles. However, the reaction is not sufficient, and there is still the remaining Ti distribution in composites. Both Ti particles and TiSb2 compounds form (Ti + TiSb2) microstructures, which have different degrees of agglomeration with the increase of Ti contents in composites. The appropriate amount of Ti can improve the mechanical properties of the composite, but excessive Ti can reduce the tensile strength of the composite.
Keywords
Introduction
Magnesium (Mg)-based composites have the advantages of high specific strength and specific stiffness, good abrasion resistance and damping properties, low density, easy processing, and so on. They are light metal-based composites with excellent properties developed after aluminum-based composites. They have a broad prospect in the fields of aerospace, automobile industry, electronic communication, and other fields, which become one of the research hotspots in the field of materials. 1 –5
Intermetallic compounds have the advantages of high melting point, high strength, high hardness, good creep-fatigue, and oxidation resistance. 6 –8 Their properties are between metal and ceramic, so they are known as semiceramic materials. 9 It is of great research value to use intermetallic compounds as the reinforcing phases of pure Mg or Mg alloys. According to the phase diagram of Mg-Sb binary alloy 10 (Figure 1), there is a high melting point intermetallic compound magnesium antimonide (Mg3Sb2) in the magnesium (Mg)-antimony (Sb) binary alloy system, and its melting point is 1245 ± 5°C. Some literature 11–13 have shown that adding a small amount of Sb to Mg alloys can form rod-shaped Mg3Sb2 intermetallic compounds. Mg3Sb2 compounds can strengthen the matrix and grain boundaries and also have good thermodynamic stability. Therefore, the mechanical properties of Mg alloys are improved at room temperature and high temperature, but the ductility is slightly reduced. In addition, the creep resistance of Mg alloys is also improved. 12 Tian et al. 14 and Wang et al. 15 have deformed Mg alloys by hot extrusion. The research have been proved that a large plastic deformation can change the microstructure of rod-shaped Mg3Sb2 compounds and make them broken into particles. Both mechanical properties and toughness of Mg alloys are significantly improved. Han et al. 16,17 have prepared the Al-Mg3Sb2 composite coating on the surface of AZ31B Mg alloy. The research has shown that the hardness, wear resistance, and corrosion resistance of the coating can be promoted by adding an appropriate amount of Mg3Sb2 intermetallic compounds. When the mass fraction of Mg3Sb2 compounds is 80%, the hardness of the coating increases by about 579%. Thus, as an intermetallic compound, the Mg3Sb2 compound is a potential structural material due to its excellent properties. However, relatively few studies have used Mg3Sb2 intermetallics as the main reinforcing phase of Mg or Mg alloys. It can be seen from the research results of the existing literature 18 –20 that the properties of Mg3Sb2/Mg composites are not ideal, so how to improve the properties of Mg3Sb2/Mg composites is worth further study.

Phase diagram of Mg-Sb binary alloy. Mg: magnesium; Sb: antimony.
Titanium (Ti) has the characteristics of high specific strength and good corrosion resistance. The solid solubility of Ti in Mg is very small and does not react with Mg, as shown in the Mg-Ti phase diagram 10 of Figure 2. In addition, both Ti and Mg have hexagonal close-packed structure 21 with the same crystal structure and good compatibility. Adding Ti as a reinforcing phase to Mg and Mg alloys can not only improve the strength and hardness of the matrix but also maintain many advantages of Ti. It has been reported in the literature 22,23 that adding Ti to pure Mg or Mg alloy can improve the mechanical properties of the material. So far, there is no systematic study on the evaluation of the microstructure and mechanical properties of Mg-Sb-Ti materials. Therefore, choosing Ti to reinforce the Mg3Sb2/Mg composite could theoretically solve the problem of low strength of Mg3Sb2/Mg composite and improve the mechanical properties of the composite.
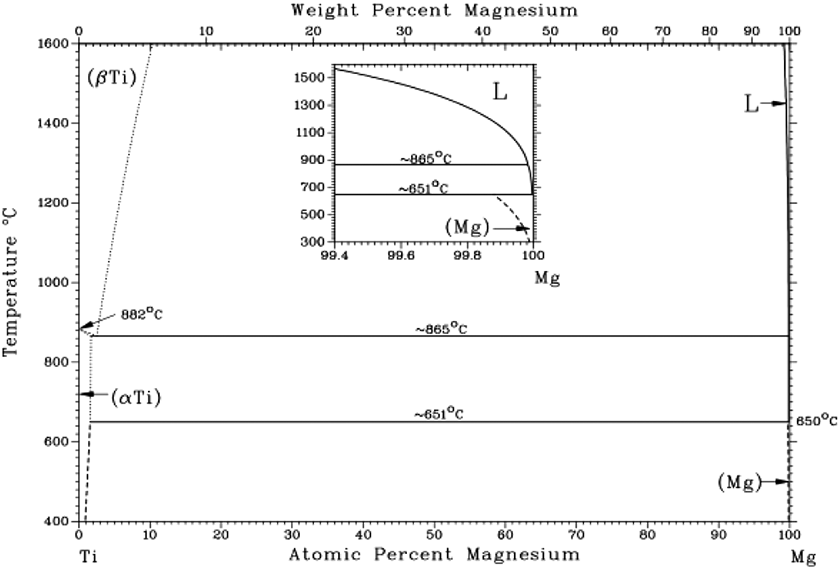
Phase diagram of Mg-Ti binary alloy. Mg: magnesium; Ti: titanium.
Compared with the traditional casting method, there are no too many requirements for the type and volume fraction of the reinforcing phase in the composite prepared by powder metallurgy. In addition, to reduce the defects, such as small amount of residual holes, due to inadequate adhesion between powder particles, it is often necessary to use the hot-pressing deformation process to fill the holes and eliminate the defects so as to improve the performance of composites.
In this article, (Ti + Mg3Sb2)/Mg composites with Ti contents of 0, 5%, 10%, and 15% were prepared by powder metallurgy. The present investigation aims to study the microstructure, mechanical properties, and strengthening mechanism of composites with different Ti contents.
Experimental procedure
The composite materials were prepared from three pure metals of Mg (99.5% purity), Sb (99.0% purity), and Ti (99.99% purity) by powder metallurgy. First, the raw materials were weighed according to the composition ratio provided in Table 1. Next, the raw materials were put into the ball mill and mixed uniformly at a speed of 200 r min−1 for 60 min. Then, the uniformly mixed powder was put into the mold and cold-pressed into round billets of ϕ 40 × 6 mm2 under the press. Subsequently, the billets were sintered in an environment protected by argon gas, heated to 700°C at a heating rate of 10°C min−1, and held for 60 min. After sintering, the samples were cooled to room temperature with the furnace temperature. Finally, the prepared (Ti + Mg3Sb2)/Mg composite materials were put into a press for hot-pressing deformation.
Chemical composition of composite (wt%).

The phase composition of the composite was analyzed using X-ray diffraction (XRD) analyzer. The microstructure and tensile fracture morphologies of the composite with different Ti contents were observed using field-emission scanning electron microscope (SEM). The distribution of elements in the composite was analyzed by energy dispersive X-ray spectroscopy (EDS). The microhardness of the composite was measured using a semiautomatic micro Vickers hardness tester Te Shi Inspection Technology (Shanghai) Co., Ltd with the load of 100 g force and duration of 10 s. The tensile strength of the composite was tested by a microcomputer-controlled electronic universal material experimental machine with the tensile speed of 2 mm min−1, and the tensile specimen is shown in Figure 3.

Schematic diagram of tensile samples.
Results and discussion
Phase composition
Figure 4 shows the XRD diffraction patterns of (Ti + Mg3Sb2)/Mg composite materials with different Ti contents. It can be seen from the figure that when Ti is not added, the composite only contains the diffraction peaks of Mg and Mg3Sb2 phases. After adding Ti particles, a new intermetallic compound TiSb2 appears in the composite. Due to the small amount of Ti particles added, the diffraction peaks of TiSb2 are relatively weak, and the traces of Ti element diffraction peaks can be observed by zooming in the local position in Figure 4. It indicates that during the sintering process, the added Ti reacts with a part of Sb to form the new intermetallic compound TiSb2, but the reaction is not sufficient, and there is still elemental Ti remaining.

XRD patterns of (Ti + Mg3Sb2)/Mg composites. XRD: X-ray diffraction; Mg3Sb2: magnesium antimonide; Ti: titanium; Mg: magnesium.
Figure 5 shows the image of the microstructure element surface distribution of the (Ti+Mg3Sb2)/Mg (wtTi = 10%) composite. It can be observed from the comparison of the surface distribution images of each element that there is a large concentrated distribution of Ti elements, as shown in Figure 5(d), and these areas are Ti particles. Some Sb elements are enriched in the periphery of Ti particles, and the enriched areas have a part of Ti elements distribution, as shown in the dotted area in Figure 5, and these areas are new intermetallic compounds TiSb2. The remaining Sb elements are distributed in a granular or rod-shaped away from Ti particles, as shown in Figure 5(c), and these areas are intermetallic compounds Mg3Sb2. According to the comprehensive analysis of Figure 5, in Figure 5(a), the dark-gray granular microstructure is Ti particle, and the gray-white microstructure distributed around the Ti particle is the TiSb2 compound, and the gray-white microstructure with granular or rod distribution is the Mg3Sb2 compound, which has no contact with Ti particles, and the dark gray part of the remaining large area is the Mg matrix.
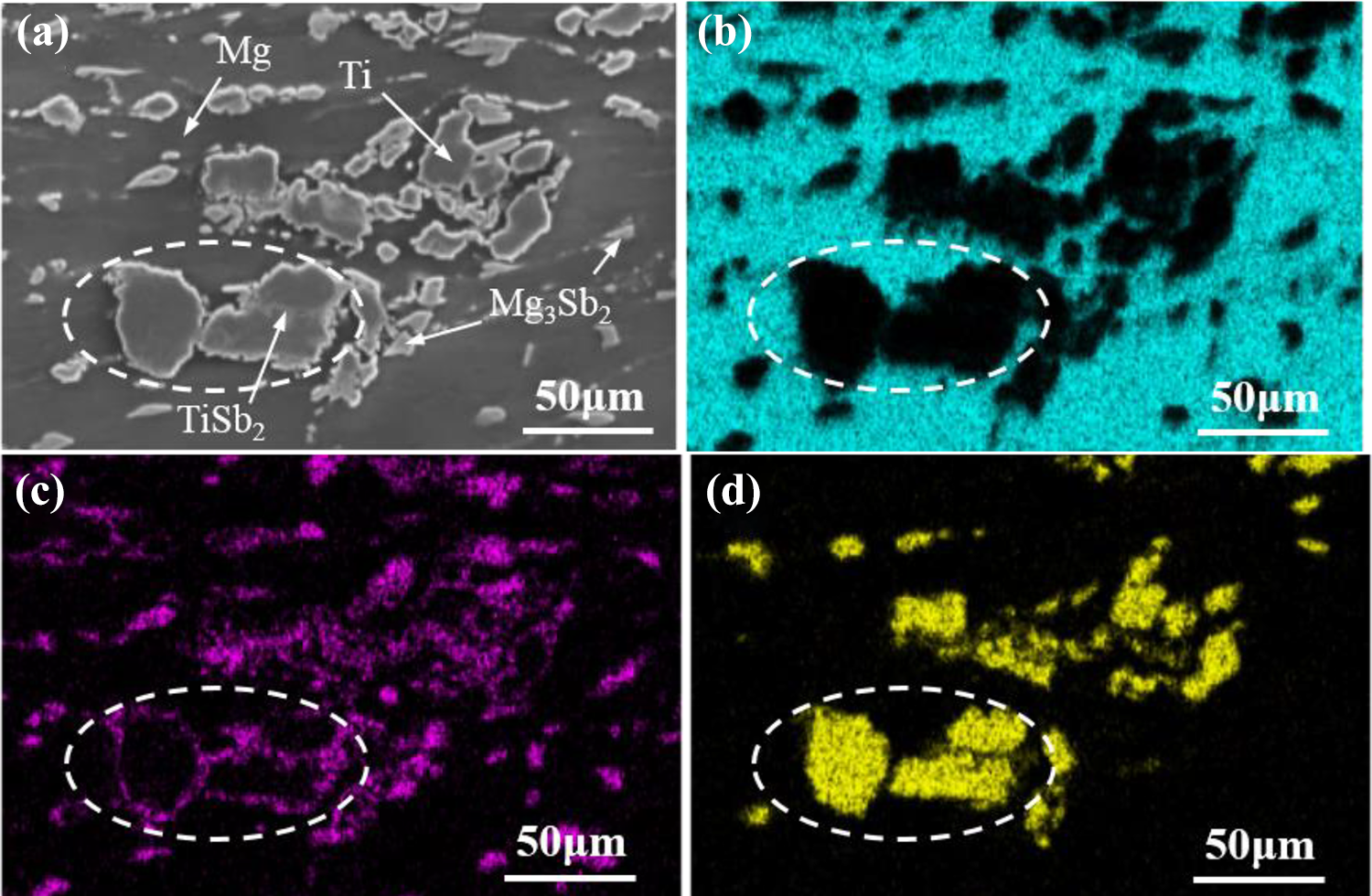
The (Ti + Mg3Sb2)/Mg composite (wt Ti = 10%) microstructure element surface distribution image of (a) EDS surface scanning area, (b) Mg, (c) Sb, and (d) Ti. EDS: energy dispersive X-ray spectroscopy; Mg3Sb2: magnesium antimonide; Ti: titanium; Mg: magnesium; Sb: antimony.
Microstructure
Figure 6 shows the microstructure of (Ti + Mg3Sb2)/Mg composites with different Ti contents. When Ti particles are not added, as shown in Figure 6(a), the gray-white microstructures are Mg3Sb2 intermetallic compounds with different morphologies and volume sizes. Moreover, some closely spaced Mg3Sb2 intermetallics are continuously distributed. This is because, during the rise of sintering temperature, some Sb and Mg react to form the primary phase Mg3Sb2 compound (Mg(s) + 2Sb(s) = Mg3Sb2(s)). 24 However, the reaction is not sufficient. When the temperature is 630–700°C, the part of Sb which is not involved in the reaction is the liquid phase, as shown in the Mg-Sb phase diagram of Figure 1. Due to the growth resistance of Mg3Sb2 compounds in the liquid phase is smaller than that of the solid phase, some Sb reaction generates the secondary phase Mg3Sb2 compound (Mg(s or l) + 2Sb(l) = Mg3Sb2(s)), which grows preferentially along the direction of atomic saturation and presents rod-shaped distribution with different length, as shown in Figure 6(a) dotted circles. During cooling, there is still some residual liquid Sb in the Mg-Sb binary liquid phase, and with the decrease of temperature, the eutectoid reaction (L(Mg-Sb) = Mg3Sb2 (s) + Mg (s)) takes place in Mg-Sb binary liquid phase. The Mg3Sb2 compound is continuously precipitated from the liquid phase with some primary phase or secondary phase Mg3Sb2 as the base phase, and the precipitated phase Mg3Sb2 grows on the periphery of the generated Mg3Sb2 phase, making some Mg3Sb2 phases larger in volume. Therefore, the volume of Mg3Sb2 varies, and some closely spaced Mg3Sb2 phases are connected together due to the growth of the precipitated phase Mg3Sb2 and distributed continuously in the Mg matrix. When Ti contents are 5%, as shown in Figure 6(b), the distribution uniformity of Mg3Sb2 compounds in the Mg matrix is improved, and the volumes of Mg3Sb2 phases are significantly refined and distributed in a granular or rod shape, and the continuously distributed Mg3Sb2 microstructure is reduced. This is because the new intermetallic compounds TiSb2 are formed by the reaction 21 of Ti particles with part of Sb, which consumes part of Sb and reduces the content of Sb participating in the eutectoid reaction, so as to reduce the amount of precipitated phases Mg3Sb2. It can be also observed from Figure 6(b) that TiSb2 compounds grow along the periphery of Ti particles. Because of the thin thickness of TiSb2 microstructures, it is equivalent to forming a protective layer on the outside of Ti particles, forming the (Ti + TiSb2) microstructure together with Ti particles. To some extent, the microstructure can not only prevent the propagation of internal cracks and other defects of Ti particles but also retain the excellent properties of Ti particles. When Ti contents are 10%, as shown in Figure 6(c), the distribution of Mg3Sb2 phases is more uniform, and most of them are granular and a few are rod-shaped. This is because with the increase of Ti contents, the amount of Sb participating in the reaction of Ti + 2Sb = TiSb2 increases, which makes the precipitated phase and secondary phase Mg3Sb2 decrease. The increase of TiSb2 phases causes agglomeration of some Ti particles closer to each other. As the Ti content increases, the agglomeration phenomenon becomes more serious, as shown in Figure 6(d). This may be the content of the reinforcing phase in the composite increases as the Ti content increases, which increases the probability of the agglomeration of the reinforcing phase. The closer Ti particles are gathered together and finally connected together as the TiSb2 compound grows on the surface of Ti particles to cause agglomeration. In addition, the gravity of Ti particles might also be one of the reasons for the agglomeration of microstructures. The agglomeration of (Ti + TiSb2) microstructures results in the uneven distribution of the microstructure of the composite, and it can be observed that there are many large-area Mg matrix with no microstructure distribution in Figure 6(d).
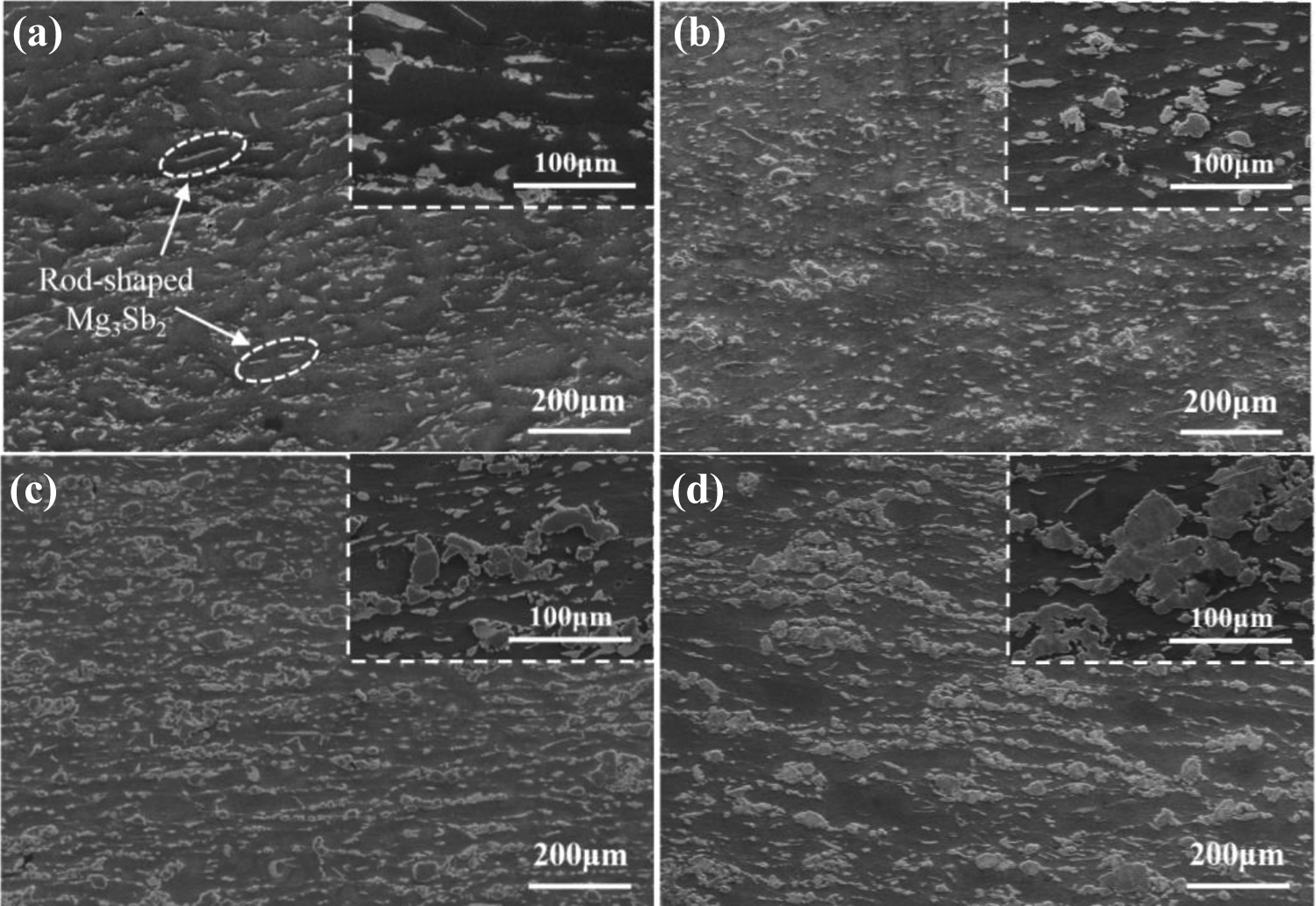
Microstructure of (Ti + Mg3Sb2)/Mg composites with Ti content of (a) 0, (b) 5%, (c) 10%, and (d) 15%. Mg3Sb2: magnesium antimonide; Ti: titanium; Mg: magnesium.
Mechanical property
Figure 7 shows the microhardness of different Ti contents (Ti + Mg3Sb2)/Mg composites. It can be seen from the figure that after adding Ti, the microhardness of composites is improved, and the hardness data increase with the increase of Ti contents. The reasons may be that, on the one hand, the distribution of (Ti + TiSb2) microstructures in composites may play a role of pinning dislocation movement to hinder dislocation movement. On the other hand, due to the larger hardness of Ti particles, when the composite is subjected to a vertical load, Ti particles share part of the load of the composite, which limits the deformation of the matrix Mg. As the Ti content increases, the strengthening effect of Ti particles becomes more pronounced. When the Ti content is 15%, the average microhardness of the composite is 74.5 HV, which is 28.8% higher than that of Mg3Sb2/Mg composites.

Microhardness of (Ti + Mg3Sb2)/Mg composites. Mg3Sb2: magnesium antimonide; Ti: titanium.
Figure 8 shows the tensile properties of (Ti + Mg3Sb2)/Mg composites with different Ti contents. It can be seen from the figure that after adding Ti particles, the tensile strength of composites is significantly improved. When the Ti content is 10%, the average tensile strength of the composite is the maximum, which is 177.8 MPa. Compared with the Mg3Sb2/Mg composite without Ti particles, the tensile strength of the composite is increased by about 33%. This is because when the Ti content is 0, the Mg3Sb2 phase in the composite presents a large number of rod-shaped, which is easy to produce stress concentration 12,13 at the tip or edge of the shape when stretched, forming the crack source to seriously cut the Mg matrix. Moreover, some of the Mg3Sb2 phase with continuous growth and long length is more brittle, which limits the deformation degree of the composite, and it is easy to fracture when it is subject to tensile deformation. When the Ti content is 5%, the strength of the composite is improved. The reasons for the increase in tensile strength are as follows. (1) Fine-grain strengthening: With the addition of Ti particles, the microstructure of Mg3Sb2 is refined and the grain boundaries are increased, which hinder the movement of dislocations and the propagation of cracks, so the strength and toughness of the composite are improved. (2) Dispersion strengthening: The number of continuously growing Mg3Sb2 compounds was reduced, and (Ti + TiSb2) and Mg3Sb2 phases in the composite are evenly distributed in the matrix, hindering the movement of dislocations and increasing the strength of the composite. (3) Deformation strengthening: The hardness of Ti particles is much higher than that of Mg matrix. In the process of hot-pressing deformation, the lattice distortion could occur around Ti particles due to plastic deformation, which hinders the movement of dislocations and grain boundaries so as to achieve the purpose of strengthening. (4) Different thermal expansion coefficients: The difference in thermal expansion coefficients makes the volume shrinkage of Ti particles and Mg matrix different during the cooling process of the preparation of composites, thereby forming dislocations and thermal stresses around Ti particles to achieve the effect of dislocation strengthening and improve the strength of the composite. However, in the composite with Ti content of 5%, there are more rod-shaped Mg3Sb2 phases, which still have adverse effects on the matrix. When the Ti content is 10%, the Mg3Sb2 microstructure is mostly granular. The reduction of the rod-shaped Mg3Sb2 avoids excessive stress concentration in the material to break the matrix. The distribution of (Ti + TiSb2) microstructure is more uniform, and the pinning effect on dislocations is particularly obvious. With the increase of Ti contents, the lattice distortion in the composite increases. Therefore, compared with the composite with 5% Ti content, the strength of the composite is further improved, and the toughness is also greatly improved. However, when the content of Ti increases to 15%, the agglomeration of (Ti + TiSb2) microstructure makes the internal microstructure of the composite distribute unevenly. When the composite is stretched, it could fracture at the agglomerated (Ti + TiSb2) compounds preferentially. In addition, the existence of a large number of reinforcing phases could reduce the toughness of the composite, thus resulting in a decrease of the strength of the composite.

Tensile properties of (Ti + Mg3Sb2)/Mg composites. Mg3Sb2: magnesium antimonide; Ti: titanium; Mg: magnesium.
Figure 9 shows the tensile fracture morphology of (Ti + Mg3Sb2)/Mg composites with different Ti contents. When Ti content is 0, as shown in Figure 9(a), during stretching, part of Mg3Sb2 phases breaks from the inside to form a smooth cleavage surface Figure 9(a-A). Some Mg3Sb2 compounds tend to produce stress concentration at the tip or edge, leading to cracks, and the crack growth leads to the separation of Mg3Sb2 and Mg matrix interface, resulting in exposed Mg3Sb2 structures interface (Figure 9(a-D)). Some dimples (Figure 9(a-C)) and a few pits (Figure 9(a-B)) are also observed. These are the mixed morphology of quasi-cleavage fracture and intergranular fracture. When the content of Ti is 5%, as shown in Figure 9(b), the exposed Mg3Sb2 phase decreases and the fracture surface of Ti particles with larger area appears in it. The increase of dimple area indicates the increase of toughness. When the Ti content is 10%, as shown in Figure 9(c), the dimple area is the largest, which means that the toughness is the best. Obviously, this is consistent with the tensile properties of composites (Figure 6). When the Ti content is 15%, the dimples decrease and a large number of cleavage surfaces appear, as shown in Figure 9(d), and it shows that the increase of the reinforcing phase increases the brittleness of the composite.

Fracture morphology of composites with Ti contents of (a) 0, (b) 5%, (c) 10%, and (d) 15%. Ti: titanium.
Conclusions
In this article, the (Ti + Mg3Sb2)/Mg composite was prepared by powder metallurgy, and the effect of Ti on the microstructure and mechanical properties of Mg3Sb2/Mg composites was studied. It has a certain reference value for the research of Mg-Sb and Mg-Sb-Ti materials. The major conclusions can be derived as follows: Ti particles react with some Sb to form the new intermetallic compound TiSb2. The (Ti + Mg3Sb2)/Mg composite with different Ti contents are composed of four phases: Mg, Mg3Sb2, TiSb2, and Ti. After adding Ti particles, the volume of the Mg3Sb2 phase is reduced, and the uniformity of the Mg3Sb2 phase distribution is improved. The TiSb2 compound is distributed around Ti particles to form the (Ti + TiSb2) microstructure. With the increase of Ti contents, the (Ti + TiSb2) microstructure appears in different degrees of agglomeration. Adding Ti particles can improve the mechanical properties of Mg3Sb2/Mg composites. The modification effect of Ti particles on Mg3Sb2 phases, to a certain extent, reduces the problem of lower strength of the composite caused by the stress concentration at the tip of the rod-shaped Mg3Sb2 phase. The (Ti + TiSb2) and Mg3Sb2 phases play a role of pinning in the matrix to hinder dislocation movement so as to improve the strength and hardness of the composite. In contrast, when the Ti content is 10%, the mechanical properties of the composite are the best, and the average microhardness and average tensile strength are increased by about 23% and 33%, respectively, compared with the Mg3Sb2/Mg composite.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.