
Abstract
Bone drilling is a standard procedure in medicine mainly for internal fixation with a gripper plate. Drilling bone generates much heat, then the heat causes the temperature of bone to rise, nearby the borehole rapidly, while drilling. Studies indicated that the bone would irreversibly be damaged after being heated up to 47°C for 60 s. Hence, it is vitally important to control the drilling temperature of bone. Two different models of the tibia for drilling simulation were established with ABAQUS software based on finite element analysis in this article. The first model is an approximate ideal model of the tibia with fluid in the bone cavity. And the other one is a tubular tibia without fluid in the bone cavity, and a pair of thermocouples is embedded to match the experimental condition when measuring the drilling temperature. The distribution of heat on the bone and the highest drilling temperature were revealed by simulation, and the influences of drilling parameters on drilling temperature of bone were also explored by variance analysis. The results show that the maximum drilling temperature increases with an increase in the diameter of bit and spindle speed. The drilling temperature also increases as the feed rate increase, but the effect of feed rate on drilling temperature is not as significant as that of spindle speed. The drilling temperatures of two models were obtained by the finite element method. The maximum temperature of model 1 is taken as the benchmark. The temperature of model 2 takes as the experimental result. A formula for modifying the experimental temperature to actual value was derived. Then predicted temperature of model 1 could be achieved to obtain the optimized drilling parameters.
Introduction
As a significant part of the living body, bones play essential functions to human beings, such as supporting the body, protecting internal organs, making blood cells, storing minerals, maintaining pH in the blood, and completing the exercise. Excessive exercise, falling, and impacting objects would subject the bone to transient impact loads which might cause bone injury and fracture. Fracture is prone to occur when the bone is subjected to a large impact force. Bone fracture becomes a common surgical disease and severely affects human’s daily life, especially tibia fracture, which accounted for 13.7% of all fracture. Sequela would occur and affect people’s healthy life if they did not have timely and effective treatment after severe fractures.
Bone drilling is a standard procedure in medicine, 1 mainly for internal fixation with a gripper plate. A twist drill is often used in orthopedic surgery to drill a mounting hole around the fracture site for fixing a gripper plate to maintain the stability of the bone structure. There is serious friction between the bit and the bone during the drilling process. Then, a large amount of heat will be generated in the process. The drilling heat is transferred to drilling bit, cortical bones, and bone chips. Then, the heat causes the temperature of bone to rise which is called drilling temperature. Drilling temperature is an important consideration when drilling bone because the property of the bone would be obviously damaged after withstanding excessive temperature for a while. Mukherjee and Ray 2 found that the activity of the bone would not be damaged as the temperature is maintained at 20–43°C. They also found that the maximum temperature that the bone tissue can withstand is 50°C. The experimental study on the bone of rabbit 3 reveals that irreversible cell death would occur when the temperature of bone increases to 55°C and lasts for 30 s. In the literature, 4 bones of the rabbits were studied, and the threshold causing thermal necrosis of cortical bone was determined at 47°C for 1 min by experimental research. So the bone tissue would be damaged if it withstands the excessive temperature during surgery and thus would also affect its healthy recovery. Hence, the bone temperature should be strictly controlled during the surgery.
The drilling temperature of bone depends on the drilling conditions. 5 –7 Some scholars have studied the effects of parameters such as spindle speed and feed rate on the drilling temperature of bone during orthopedic surgery by experiments. The results indicated that drilling temperature increased with spindle speed and feed rate. Spindle speed would significantly affect the drilling temperature when the speed is at a relatively low level. Studies have also shown that coolant could greatly reduce the drilling temperature of bone. 8 –10
In recent years, finite element software was widely used for drilling simulation. Alam et al. measured the mechanical and material properties of the cortical bone by carrying out the experiments; they also obtained the parameters of cortical bone by simulation. 11,12 Li et al. 13 used a three-dimensional finite element model of bone with the ANSYS software to explore the influence of parameters on the drilling temperature of bone and fitted the empirical formula to predict the reasonable parameters for drilling.
Thermocouple 14 –16 and infrared 17,18 were widely used for measuring temperatures in the manufacturing experiments. Due to the no-open drilling contact interface, infrared rays could not irradiate into the workpiece and therefore it was not suitable for measuring the drilling temperature. Thermocouples could be pre-embedded inside the workpiece and continuously measure the internal temperatures of bone during the drilling, as shown in Figure 1. A blind hole was located at a specific distance from the hold which is to be drilled. A pair of thermocouples was pre-embedded in the bottom of the blind hole to measure the bone temperature. The measured result was called drilling temperature of the bone. But the temperature measured by thermocouples was not the highest in the thermal area; it must be much lower than the actual maximum temperature on the bone. Furthermore, drilling a blinded hole in the bone and embedding a pair of thermocouples in it would affect the distribution and conditional temperature of the bone. So there is a particular difference between the measured temperature and the actual maximum temperature when considering the impact of these two factors.

The method for measuring drilling temperature with thermocouples.
Two digital models were established with the software for simulation research. The first one is an approximate ideal model of the tibia that considers the fluid of marrow in the bone cavity. The other one is an experimental model in which a tubular tibia ignores marrow in the bone cavity and pre-embedded a pair of thermocouples in it. The temperature field distribution and the location of the highest temperature in these two models during drilling were simulated and compared with the finite element software. The software used in this paper is ABAQUS in version 6.14 which developed by Dassault SIMULIA. A formula for the relative error of drilling temperature measured by thermocouples with an experimental model versus the borehole temperatures simulated with the ideal model under different drilling parameters was obtained. The formula can be used to adjust the measurement values under different conditions. The effects of drilling parameters on the drilling temperatures of bone were also explored by simulating method.
Models for simulating the drilling temperature
Drilling temperature of the ideal model by simulation
Drilling temperature of bone exceeds the upper threshold that the bone can withstand causing irreversible cell death. To avoid bone necrosis, the drilling temperature should be kept below the threshold during drilling. A three-dimensional model of bone was established to find the location of the maximum temperature of bone while being drilled by a drill made of cobalt-containing stainless steel. The temperature field of the whole bone during drilling was analyzed by finite-element method.
The drilling process of bone is a thermodynamically coupled process not only with high temperature but also with high strain rate. The material undergoes elastoplastic deformation during this process. Stress–strain function under high strain conditions needs to be established. The Johnson–Cook (JC) constitutive model has the advantages of not having complicated equations and easy fitting of material coefficients. It can well express the mechanical properties of materials under large strain, high strain rate, and high temperature conditions, and it is widely used for cutting finite element numerical simulation. Parameters of the JC model for constituting the model of bone are given in Table 1 and 2. The shear damage failure criterion was used for the material failure criterion. The mesh of the drill was tetrahedral and the bone structure was hexahedral. The boundary condition of the model was lateral fixation. Penalty method is used in this article to construct the numerical model. The penalty contact algorithm based on contact stiffness and contact displacement was used to derive the contact force and the real contact conditions for zero penetration. This method requires multiple iterative calculations, but it can have flexible control in the solution control of contact problems and can achieve a required penetration limit faster. The flow stress formula could be written as


JC: Johnson–Cook.
The drilling temperature field in the axially symmetric section of the model is shown in Figure 2. It reflects the temperature changes along the axial and radial directions. The value of temperatures of each point in the bone can be obtained.
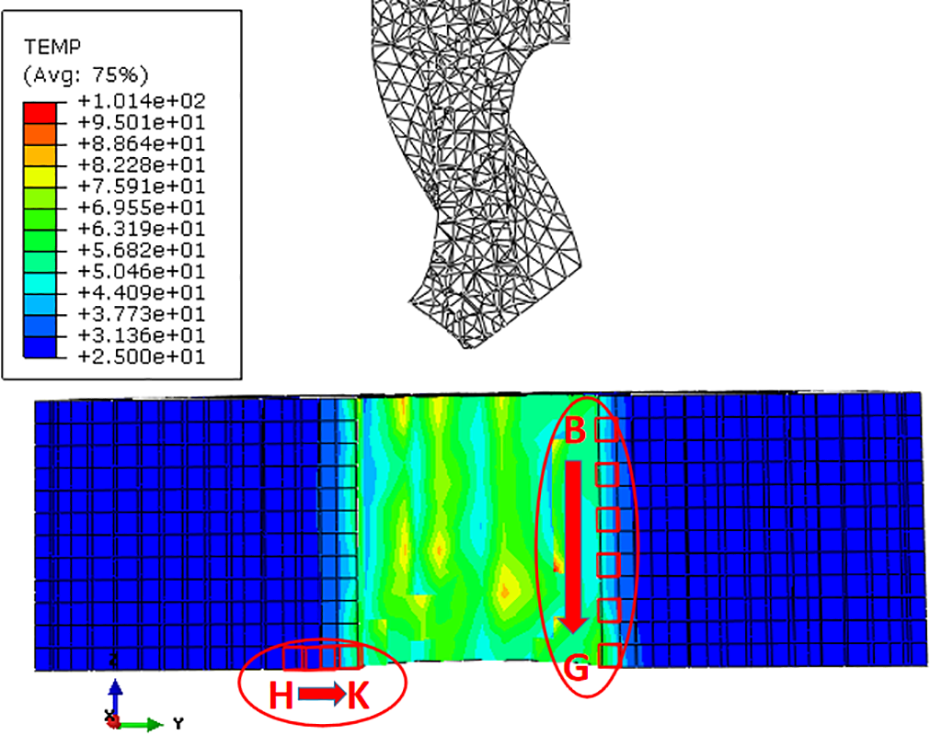
The axially symmetric section of the model.
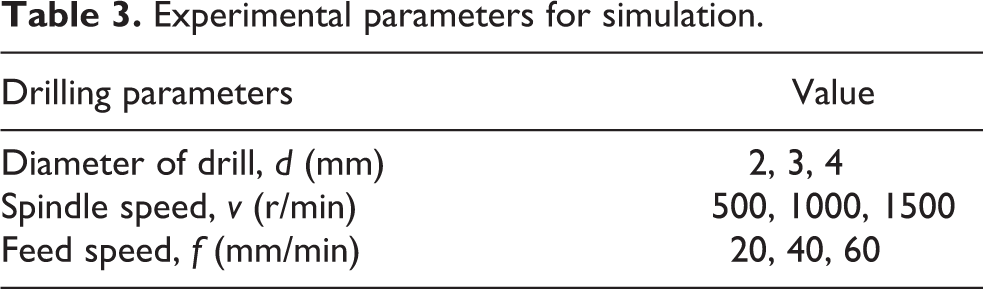
Experimental parameters for simulation are show in Table 3. The maximum temperatures of different points in the surface of borehole along the axis under different drilling parameters were extracted from the model, as shown in Figure 3(a). We can find that along the radial direction, the highest temperature point is on the hold wall. The temperature of the inner wall of the hole gradually increases along the axial direction. The reason is due to the poor heat conductivity of the bone. Accumulating drilling heat causes the temperature of the bone to rise continuously. So the highest temperature region was distributed at the bottom of the bone along the axial direction. The radial temperature under the bottom of the model was extracted from the model, as shown in Figure 3(b), it reflects that the highest temperature in the radial direction is on the bottom surface of the hole. From the above analysis, it could be seen that the highest drilling temperature region is distributed on the bottom surface of the hole close to the drill. The maximum value of drilling temperature can be obtained by tracking and extracting the temperature in this area.
Experimental parameters for simulation.
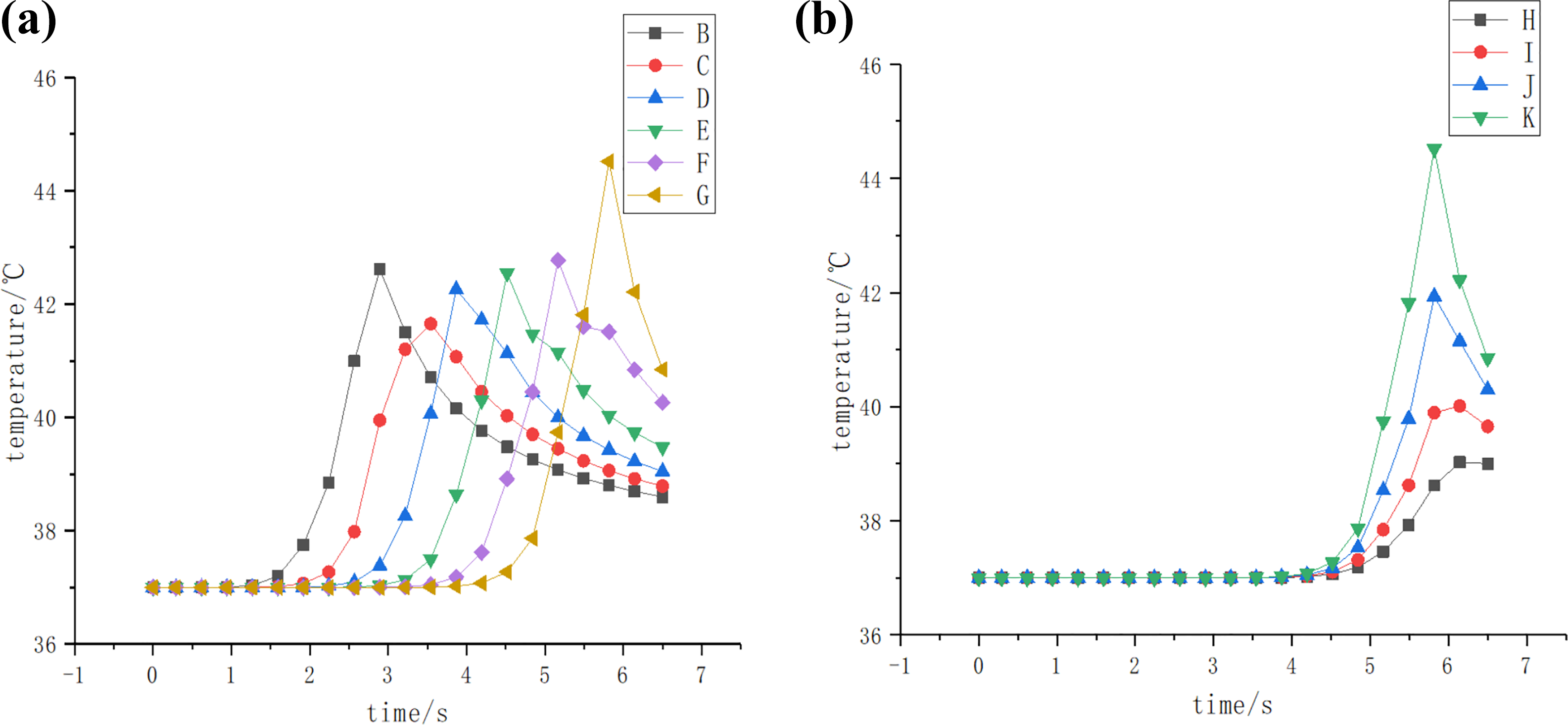
Temperature–time history of points on the bone. (a) Temperature–time of points in the surface of borehole along the axis. (b) Temperature–time of points in the bottom surface along radial direction.
Two models for simulation
There are two shortcomings in the experimental methods to measure the drilling temperatures. The first one is that the marrow was removed from the bone to facilitate the experimental research. So the experiment model should ignore the influence of fluid flow in the cavity of bone to fit the experiment situation. Then the drilling temperature of fluid-free bone should be higher than the actual drilling temperatures during surgery. The second flaw is a pair of thermocouples embedded in the bone of about 0.5 mm from the borehole. Embedded thermocouples destroy the integrity of the bone. Drilling a hole in the bone for embedding thermocouples will affect the transmission of heat. So the experimental model also needs to consider the effects of thermocouples. Therefore, there is a measurement error between the measured temperature in the experiment and the actual drilling temperature in orthopedic surgery, which would affect the determination of reasonable drilling parameters. Finding out the formula to revise the measurement error will help provide more reasonable drilling parameters. So an experimental model for simulating the drilling temperature of bone was established to explore this problem.
Since the inner and outer contours of the bone were approximated in a circular shape, as shown in Figure 4, a simplified model of bone was designed as a tube to fit the prototype of bone, as shown in Figure 5.

The section of bone.
The tubular model of bone.
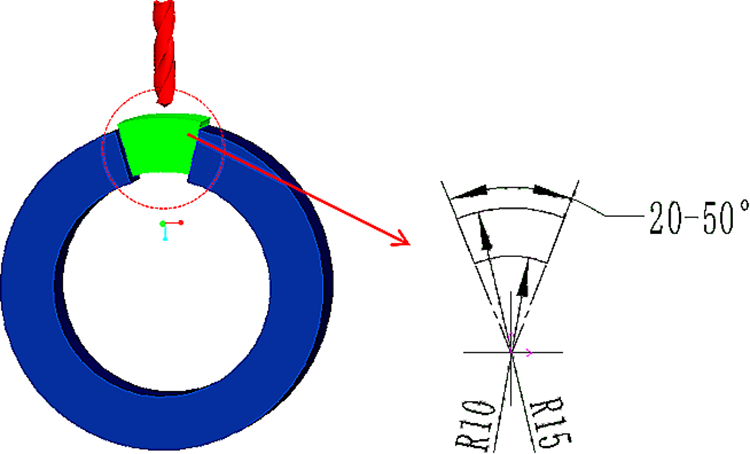
A large number of mesh elements should be generated during meshing. Simulating and calculating the bulky whole model is time-consuming. It can be found by simulation that the drilling heat distribution area concentrated in a 30° sector. Therefore, the simulation model can be improved and simplified into a sector shape with 30°. Two models based on the sector model and a drilling bit are established and shown in Figure 6. Model 1 is a simplified model for a tubular tibia considering the fluid flow in the bone cavity. Model 2 is a simplified experimental scene model embedded in a pair of thermocouples in the tubular tibia without considering fluid flow in the bone cavity. The boundary condition of these two bone models was lateral fixation.

Two models of bone for simulation.
Response surface methodology is a feasible method for solving multivariate problems. The effect of drilling parameters on the drilling temperature can be investigated by the response surface method. First, a reasonable experimental scheme should be designed, and then the data were obtained through experiments. Then multivariate quadratic regression equations are used to fit the functional relationship between the factors and the response values, and finally, the regression equation can be obtained and then optimized drilling parameters were obtained.
Tahmasbi et al. 19 used a response surface methodology to analyze the effects of different factors on bone temperature and to optimize the drilling parameters. Because the drilling temperature measured by thermocouples varied with drilling parameters, the error between the measured temperature and the actual maximum temperature would vary with the drilling parameters too. To explore this problem, drilling simulations were carried out with different parameters in this article, which included the diameter of the bit, spindle speed, and feed rate. The drilling temperatures were simulated with different parameters based on two different models. The calculating formula for the relative error of model 2 to model 1 was derived respectively to fitting the experimental data.
Discussions
The relative error of drilling temperature for model 2 versus model 1
Model 2 has a pair of thermocouples embedded in and ignored the fluid in the bone cavity, but model 1 is ideal, so the simulation results of the drilling temperature of these two models should be different. There is always a relative error between these two models under different drilling parameters. If the value of error caused by different drilling parameters were obtained, it would be used to adjust the maximum drilling temperature of model 2. Then the temperature of model 1 can be achieved. The analysis method of response surface was used to fit the function formula of the relative error between model 1 and model 2 under different drilling parameters. The drilling temperature of model 1 is recorded as T1, the measurement temperature of model 2 recorded as T2, and the error recorded as e, then:

Drilling temperatures of these two models were simulated according to the experimental sequence in the previous simulation schemes, as given in Table 4. Figure 7 shows the maximum temperatures of model 1 and model 2 and Figure 8 shows the relative error between model 1 and model 2 under different experimental parameters.
Experimental scheme and maximum temperature.

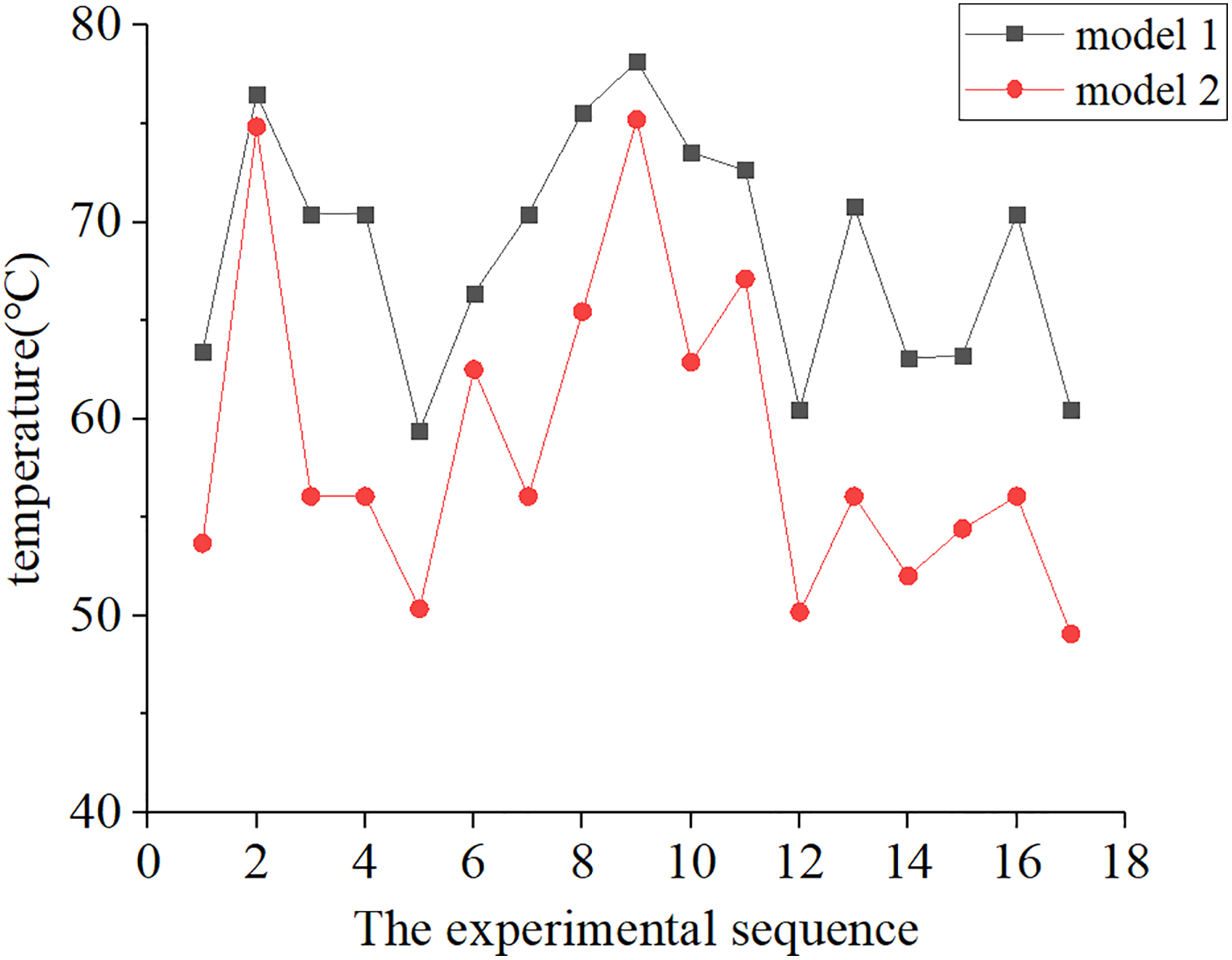
Maximum temperature under different experimental parameters.

Relative error of temperatures between these two models.
Equation (4) is the relative errors of maximum temperatures between these two models unsder various conditions which derivate by data fitting. Also, it can be seen that the average relative error of these two models is 15%.

The drilling temperature measured under the condition of model 2 can be adjusted to match that of model 1 by using this formula, and the actual maximum drilling temperature in the bone can be obtained.
Analysis of the drilling temperature with mode 1
The drilling temperature depends on drilling parameters. To control the highest temperature during drilling, the effects of spindle speed, feed rate, drill diameter, and the mutual effects of all these factors on drilling temperature were studied and analyzed with the method of response surface methodology. Simulation results were presented in Table 5.
ANOVA for response surface quadratic model.

ANOVA: analysis of variance.
The F-value of this model is 20.16. It implies that the model is significant. The probability of such a large F-value due to the noise is only 0.03%. When the “Value” and “Prob > F” of the term are less than 0.05, the term is significant. We can see that d, v, and v 2 are all significant terms on the model in this case. On the other hand, if the values of terms are greater than 0.05, they are nonsignificant factors, such as f, v × f, d × f, and f 2 , as given in Table 5.

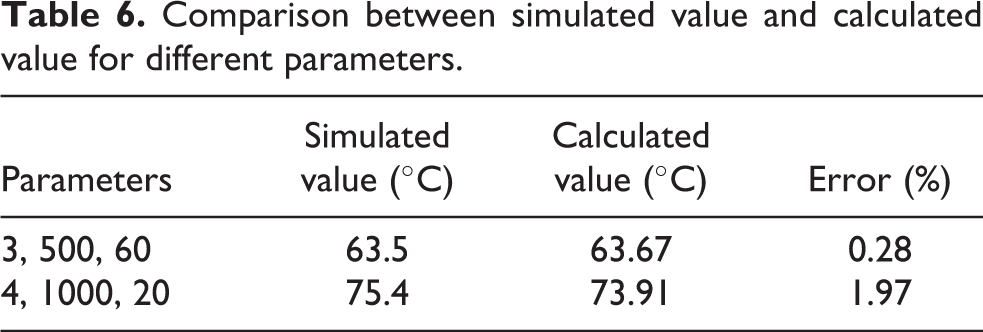
The drilling temperature of model 1 can be expressed and predicted by a formula composed of these factors as in equation (5). Two sets of drilling parameters were selected to verify the reasonability of this formula. The errors of original value obtained from simulation and the calculated values by equation (5) are less than 2%, as shows in Table 6. Therefore, the equation is acceptable.
Comparison between simulated value and calculated value for different parameters.
The optimized drilling parameters were obtained by analysis and be rounded to an integer as follows: drill diameter is 2 mm, spindle speed is 514 r/min, and feed speed is 50 mm/min. Then the maximum temperature of bone by model 1 is 49°C.
The influence of drilling parameters on drilling temperature
The influence of drilling parameters on the maximum drilling temperatures is shown in Figure 9. Also, it can be seen that the maximum drilling temperature increases with the increase in diameter spindle speed and feed rate. The drilling temperature increases as the feed rate increases, but the degree of change is not obvious. Univariate analysis based on the above could visually see the influence of a single factor on the experimental results, but it could not analyze the interaction of multiple factors, hence multifactor analysis also needs to be performed.

The influence of drilling parameters on temperature. (a) Influence of diameter, (b) influence of spindle speed, and (c) influence of feed rate.
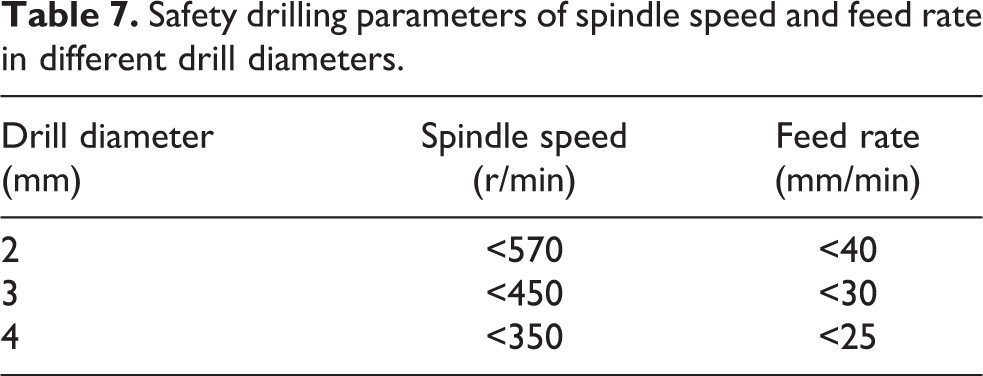
The method of response surface methodology was used to explore the influence of the interaction of various factors on the maximum temperature of drilling. The focus is on the effects of spindle speed, feed rate, and drill diameter on drilling temperature. The results are presented in the form of a three-dimensional graph. The x-axis and the y-axis, respectively, represented the two influencing factors of the exploration. The z-axis represented the highest drilling temperature, and then the effect of these two factors on the experimental results could be visually seen. The drilling temperature infected by spindle speed and feed rate with three different drill diameters are shown in Figure 10. The drilling temperature contour plot when the diameter of bit is 3 mm is shown in Figure 11. From Figure 11, we can see the range of the spindle speed and feed rate, and the temperature is lower than 58°C. The range of these two parameters can be obtained by this way when drilling the bone with a bit in different diameters to keep the drilling temperature under allowable value. The safety drilling parameters of spindle speed and feed rate in different drill diameters are showed in Table 7.

The influence of double factors on temperature. (a) The influence of speed and feed rate on temperature while the drill diameter is 2 mm, (b) the influence of speed and feed rate on temperature while the drill diameter is 3 mm, and (c) the influence of speed and feed rate on temperature while the drill diameter is 4 mm.
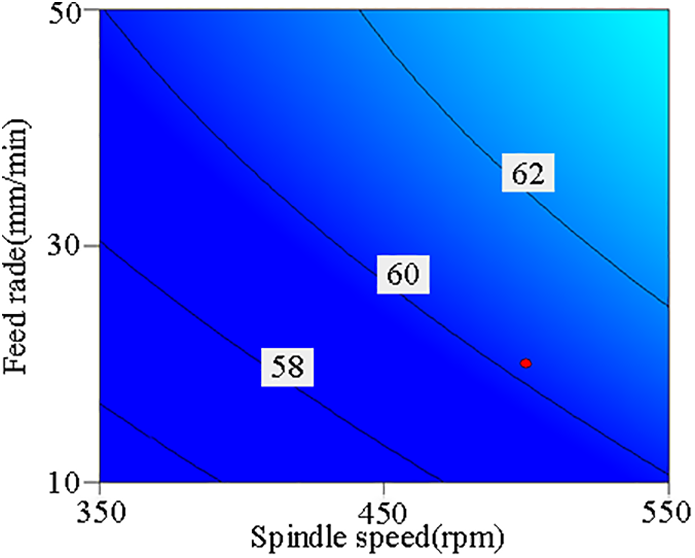
The drilling temperature contour plot while the diameter of bit is 3 mm.
Safety drilling parameters of spindle speed and feed rate in different drill diameters.
If the level of stresses at the bone tissues exceeds certain thresholds, irreversible damages may occur. 20 .So it is necessary to carry out temperature–stress coupled analysis of the drilling process in the future research.
Conclusion
Controlling temperature is a critical task in orthopedic surgery, so reasonable drilling parameters should be optimized for drilling bone. The experimental temperature was measured from a point in which a distance from the highest temperature zone was measured by thermocouples. Further, a pair of thermocouples is embedded in the hole which affects the heat transfer. Besides, the experiment ignored the liquid flow affect heat dissipation in the bone cavity. These factors will affect the value of maximum temperature more or less. Relative error due to these factors is about 15%. The influence of different models on the highest temperature was explored and compared by the finite element method. A formula for the relative error of drilling temperature was derived. Moreover, the predictor formula of model 1 was also derived. These formulas can predict and correct the highest temperature data measured under different conditions. Then, for the three influencing factors of spindle speed, feed rate, and drill diameter, the effects of single-factor and two-factor coupling effect on the maximum temperature were explored, respectively. The results have shown that the maximum drilling temperature increases with the diameter of bit and spindle speed. The drilling temperature also increases as the feed rate increases, but the degree of change is not obvious. The range of these two parameters can be obtained to keep the drilling temperature under allowable value while drilling the bone.
Based on the above work, temperature–stress coupled analysis of the drilling process is expected to be conducted in future work.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Science and Technology Project of Quanzhou (Grant Number 2016G049) and the National Nature Science Foundation of China (Grant Number 51375180).