
Abstract
The effect of temperature on scratching forces for 16% SiC/Al and 45% SiC/Al composites was investigated in this article. The results showed that the mean normal forces for 16% SiCp/Al and 45% SiCp/Al decreased by 80% and 68% at 300°C compared with 25°C, and the average tangential force decreased by 67% and 66%, respectively. The reason was that the strength of composites was reduced with the increasing temperature, which results in a reduction of flow stresses in the primary shear zones. There are three stages occurring in the scratching process according to the cutting tool interacting with different phases with the increasing temperature. The temperature and the particle contents have an obvious effect on the deformation mechanism by influencing the ratio value of the elastic modulus and hardness. It is founded that the friction coefficient increased fast when the temperatures increased from 25° to 300°C for both 16% SiCp/Al and 45% SiCp/Al composites, and the temperature provided a bigger influence compared with the particle contents. Furthermore, two distinct regions of the hardness variation with the increasing temperature for both two composites were observed: (1) a gradual decrease with the temperature up to 285°C and (2) an abrupt dropping above 285°C. Finally, a physical model representing the deformation process considering the elastic recovery and piles up in high temperature has been developed.
Introduction
Metal matrix composites (MMCs) have been used more and more popularly due to their outstanding performance in strength, wear resistance, low density, and damage resistance 1–3 in many engineering fields 4,5 Many researchers have taken advantages of scratch tests for investigating the material mechanical properties including friction and wear, such as metals, 6,7 ceramics, 8 –10 composites, 5,11,12 and coatings. 13,14 Scratching experiments not only evaluate the scratching force, residual depth, and the depth of spring back but also can reveal the mechanisms of material removal, friction, and wear. Ghosh et al. 15 investigated the scratch-induced microplasticity and microcracking in zirconium diboride–silicon carbide composite using a Berkovich nanoindenter. It is found that there are many slip bands in the form of random angles and microcracks perpendicular to the scratching direction in scratching grooves. The results were explained by an elastic stress field based on the Boussinesq and Cerruti-field solutions. Futami et al. 16 have conducted scratching tests using a Berkervich indenter for the particles-reinforced composites with copper contents from 0 vol% to 40 vol%. The results indicated that the scratching induced surface deformation process is comprised of four stages. Habibnejad Korayem et al. 17 have discussed the tribological behavior both magnesium and magnesium alloy reinforced by Al2O3 particles. The results indicated that wear rates were reduced with increasing particle contents. The reason is that the reinforced particles have a big load-carrying ability.
Zafari et al. 18 have investigated the tribological mechanism for AZ91 alloy with different loads and increasing temperatures and analyzed the effects of 1–3 wt%, the rare earth additions on the frictional performance of AZ91 alloy from 25°C to 250°C. 19,20 The results revealed that there was a similar wear characteristic at a temperature of 25°C. Lafaye 21,22 studied the friction behavior of polymers and metals in nanoscratch testing, and the results showed that the friction coefficient was varying in the scratching process. They proposed a model considering the elastic recovery for explaining the friction mechanism of polymers and metals.
Advanced MMCs have a great attractive owing to the strong wear resistance and the big ability to sustain service with increasing temperatures. 23 The scratching experiments results usually illustrated the wear and deformation mechanisms for many metals or brittle ceramics, but a chemical and adhesion behavior usually occurred between the indenter and composites in high temperatures, 24,25 and the material deformation mechanism is more complex comparing to the deformation behavior at room temperatures. Although many scratch tests have been conducted by many scholars, the results showed lots of valuable knowledge to understand the material deformation mechanism, friction and wear behavior, and scratching forces in all directions. 26,27 However, only a few investigations focus on the scratching performance for high volume fraction particles-reinforced composites at high temperature. 28 –32 Park et al. 33 have developed a high-temperature indentation system to analyze the deformation mechanism for different metals with elevated temperatures. In addition, they proposed an equation for calculating the contact area with the increasing temperature. Obviously, the behavior of high volume fraction composites and low volume fraction composites is completely different according to the applied mechanical conditions. Therefore, the deformation mechanism of high volume fraction composites encountered at high temperatures during scratching is not be obtained from predecessor’s studies.
In this article, microscratching experiments were conducted to evaluate the deformation and friction behavior using a high-temperature integrated indentation system. The purpose of this work is to illustrate the deformation behavior and friction behavior of the composites associated with heating. The scratch forces in two directions and residual depth were collected in the scratching with elevated temperatures. The scratching groove surface characterization was observed using the scanning electron microscope (SEM). The deformation mechanism was inferred from the groove deformation characterization and the scratching forces. Moreover, a physical model representing the deformation process considering the elastic recovery and piles up in high temperature was developed. Finally, this work discussed the theoretical and experimental results of the scratching process in high temperatures.
Experimental details
Materials
The 16% SiCp/Al and 45% SiCp/Al composites in this study were prepared by squeeze casting methods according to the following procedure. The composite material was heated to the temperature of 500–600°C in a mold by a proportion of particles, and the temperature was kept constant. The casting temperature of the aluminum alloy liquid was kept constant at 750–800°C, the extrusion pressure was from 25 MPa to 100 MPa, and the holding time was 5 min. Finally, a rough casting was produced after demolding. Figures 1 showed a typical structure of a MMC comprising 16% SiCp/Al and 45% SiCp/Al composites by an extrusion casting process. The figure showed that the SiC particles in the dispersed aluminum matrix have a uniform distribution. The samples of two composite materials were cut into a rectangle of 16 × 5 mm2 . The samples were then polished to the surface roughness of 100 nm.

Microstructure photos of AlSi alloy matrix of with the SiC particles (a) 16% SiCp/Al and (b) 45% SiCp/Al.
Microscratch testing
Heat scratching tests were conducted using a DMG HSC20 machining center, Spain, and a 1000 W diode laser at a temperature range of 25–350°C. The workpiece was illuminated by the laser with a circular spot, and the irradiated laser was 60° ahead of the cutting direction of the cutting tool and 4 mm upstream of the tool in the feed direction. The schematic diagram of the laser heating scoring experimental device was shown in Figure 2. The scratching direction was parallel to one of the diagonals of the indenter, and all the experiments were carried out in air at a temperature range of 25–350°C. Under air conditions, the temperature was varied from room temperature to 350°C at intervals of 50°C, and all samples were held at each temperature for 10 min to stabilize the temperature before starting the scratching tests.
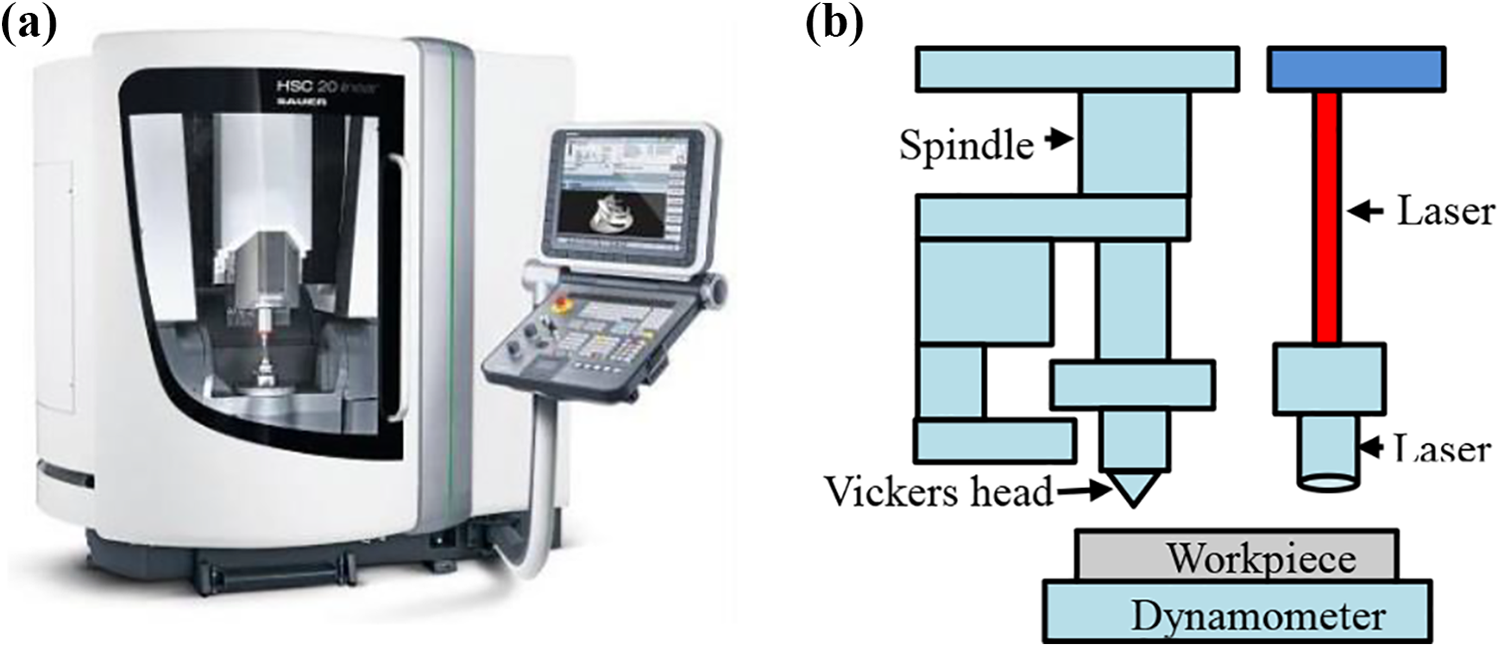
Laser-assisted scratching experimental device diagram: (a) actual device and (b) schematic diagram.
Two scratching depth of 20 and 100 µm were employed during scratching. To reduce the testing error, at least five indentations were made on each sample and keep a gap of at least 5 mm in between two scratches. Prior to scratching the surface of the samples, the sample was grounded with 1000 grit silicon carbide paper and was polished to a mirror finish.
A high-precision microdynamometer, Kistler dynamometer, was used to record the normal force and tangential forces and the data collection frequency was 15 kHz. The coefficient of friction of the composites during scratching was obtained using the ratio value of the scratch force with normal force. The scratches morphology and wear surfaces morphology were characterized by SEM. The indentation tests were carried out at a constant load of 100 mN with a hold time of 10 s at maximum load, and an average of five indentations was recorded to reduce the deviation. The speed rate of loading and unloading was 5 mN/s. SEM was used to find the accurate locations of each component indentations for the composite including the matrix, interface, and particles, and then the microhardness of each component was tested.
Results and discussions
Scratch force and material removal rate
The effect of temperature on the scratching forces for 16% SiCp/6061 and 45% SiCp/6061 composites was shown in Figure 3 at the same scratching conditions. As can be seen from the figures, the normal forces were greater than the tangential forces during all scratching tests. In addition, it was observed that both the mean normal forces and tangential force decreased with the increasing temperature. The mean normal forces decreased by 80% and 68%, and the average tangential force decreased by 67% and 66% for 16% SiCp/6061 and 45% SiC/p6061 compared with the temperature of 300°C. The reason was that the strength of composites was reduced with the increasing temperature, which results in a reduction of flow stresses in the primary shear zones. To further investigate the mechanism of scratching loads reduction, the variation of scratching forces with the scratching time at details was analyzed. Figure 4 showed that there are three stages occurring in the scratching process. It can be seen from the figures that the first stage was the fast increasing stage of scratching forces, where indenter started to touch with the workpiece from zero to scratching depth. As the scratching process progressed to stage 2 further, which was a steady scratching stage, the normal and tangential forces were in a small fluctuation zone due to the obstruction of SiC particles. The fluctuation was obvious bigger at the temperature of 300°C compared with the 25°C, as can be seen in Figure 3. The reason was that the cutting tool interacted with particles in a soft matrix causing a larger slipping distance of particles. The third region was the unloading stage where an abrupt decrease curve can be observed when different scratching temperatures were applied. But the decreasing speed of scratching forces in high temperature was slower than in room temperature. It is because that the bigger elastic recovery from aluminum matrix occurred due to the actual bigger scratching depth at high temperature.

Evolution of the scratching force as a function of Tmr for the different particle volumes; (a) 16% SiCp/Al and (b) 45% SiCp/Al.

Evolution of the scratching force for 16% SiC/Al composites with the increasing temperature; (a) 25°C and (b) 300°C.
Figure 5 revealed the variation law of the ratio value of the normal forces and tangential forces for 16% SiCp/Al and 45% SiCp/Al composites with the increasing scratching temperature. As expected, the ratio of the normal and tangential is smaller, the processing efficiency was higher. Figure 5 exhibits that the ratio of the normal and tangential for 16% SiC/Al was dropped in accordance with the quadratic parabola approximately and was reduced from 2.39 to 1.51. However, the reduction speed of the ratio of the normal and tangential for high volume fraction particles-reinforced composites (45% SiC/Al) is far less than the 16% SiC/Al composites and is only reduced from 1.24 to 1.13 at the temperature of 300°C in accordance with linear mild. In addition, the rules of the ratio of the normal and tangential have no obvious difference and are both reduced approximate linear when the scratching depth increases from 20 µm to 100 µm for 45% SiC/Al composites. It is indicated that the particle contents have a bigger influence for the processing efficiency compared with the scratching depth.

Evolution of the ratio of the normal forces and tangential forces with increasing temperatures.
Scratch morpholog y
Figure 6 shows the groove morphology of the 16% SiC/Al composites at a constant scratching depth of 20 µm and a scratch speed of 5 mm/s with elevated temperatures. The scratch process mainly included microcutting, plowing, rubbing, and adhesion. It is indicated that the raising temperature accelerated the plastic deformation and pileup of aluminum matrix, which can be seen in Figure 6(b) and (c). This is due to the high temperature causing a bigger matrix plastic deformation. With increasing the temperature, the number of broken particles is becoming less and less in all cases, which shows that the interaction force between particles and indenter was reduced. As a result, the service life of indenters was improved due to the lower stress coming from the composites. Only a few pulled out SiC particles were observed in the testing temperatures range, and many particles were squeezed into the matrix. The squeezing depth of the particles and the sliding/rolling distance of the particles increased with the increasing temperature. Some particles have been moved from position 1 to position 2 at the temperature of 300°C, as can be seen in Figure 6(c). So the scratching surface exhibited many scratches, microcracks, and microvoids due to the uneven material structures.
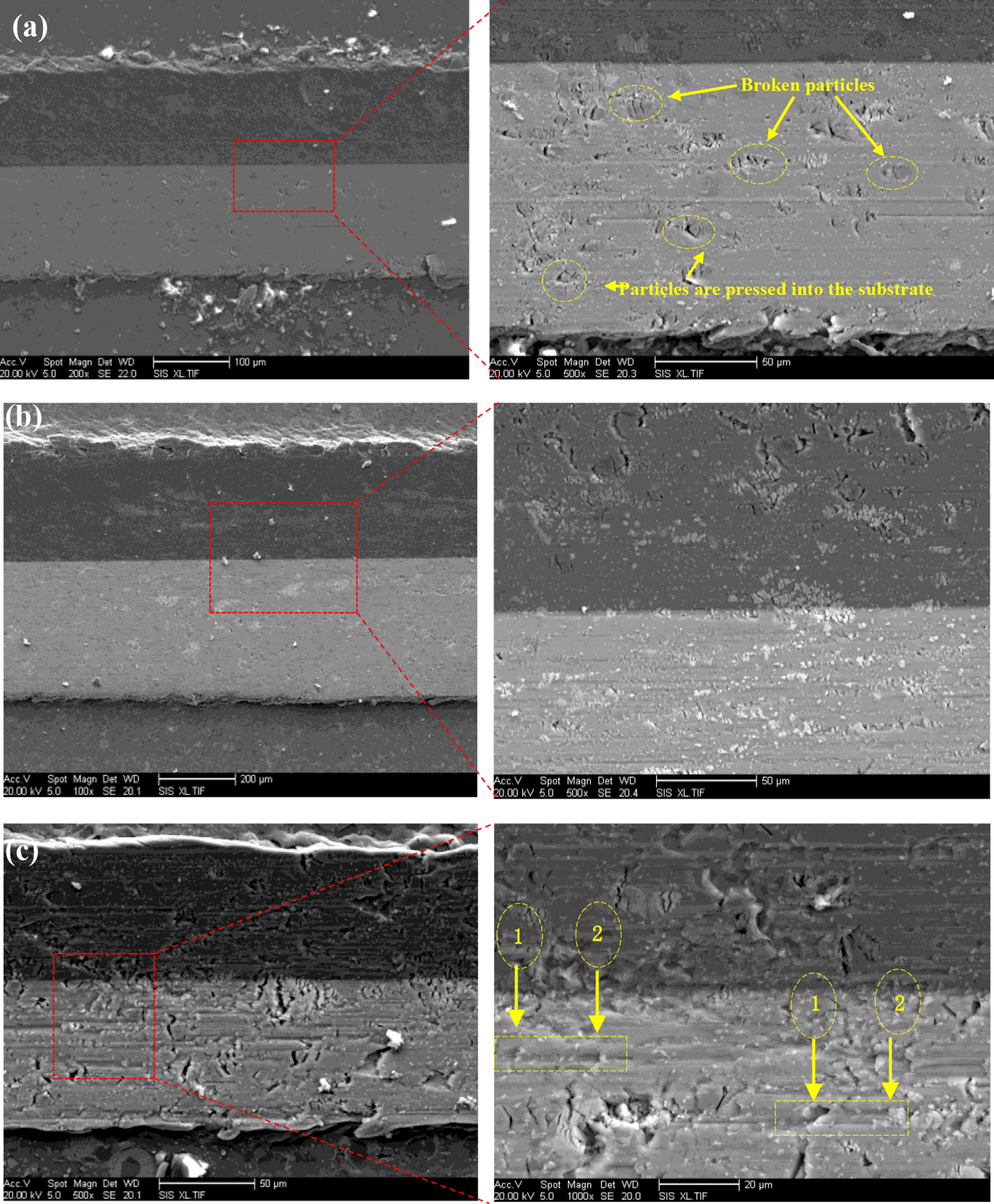
The scratching morphology at the depth of 20 µm of 16% SiC/Al composites as a function of Tmr (a) 25°C, (b) 100°C, and (c) 300°C.
Under all test conditions, almost all microcracks perpendicular to the direction of the scratching were observed. Some smooth scratching surfaces indicated that the 16% SiCp/Al composites suffered a big plastic deformation or in the form of ductile removal mode. In addition, the microscratches from the aluminum substrate caused by the mobile particles increased obviously with the elevated temperature, which indicated that the two-body wear was replaced by the three-body wear. As a result, the indenter wear was reduced.
Figure 7 illustrated the scratching grooves morphology of 45% SiCp/Al composites at a constant scratch depth of 20 µm and a scratch speed of 5 mm/s with the elevated temperatures. There is an obvious different deformation mechanism in the scratching experiments comparing with 16% SiCp/Al composites. The scratching rough surface comprises lots of microcracks, scratches, and intermittent grooves. It means that the deformation mode was predominantly brittle even if scratching at a temperature of 300°C. Comparing to the scratching results of 16% SiCp/Al composites, it is found that the actual depth of the scratching is smaller. The reason is that the 45% SiCp/Al composites hardness is much greater than the 16% SiC/Al composites hardness, and the 45% SiCp/Al composites containing lots of hard particles obstruct the interaction between indenter with the aluminum matrix. In addition, the sharp cutting edge from the fresh indenter is becoming more and more blunter with the increasing scratching length. The adhesion of aluminum alloy and indenter is growing more and more serious with the elevated temperature comparing with the V-shaped groove from Figure 7(b) and (c). This phenomenon usually leads to a larger friction coefficient, the details will be discussed in the “Friction efficient” section.

The scratching morphology at the depth of 20 µm of 45% SiC/Al composites as a function of Tmr (a) 25°C, (b) 100°C and (c) 300°C.
Deformation characteristic
Figure 8(a) shows the theoretical cross-sectional profiles of the heating scratching SiCp/Al composites at different conditions. In fact, the scratching process was comprised of elastic recovery, plastic deformation, and piles up due to the process deformation of MMCs. The real cross-sectional profiles including complex processing mechanism are observed as shown in Figure 8(b). The theoretical width value of the V-shape cross-sectional profiles can be calculated by equation (1), which was developed according to the geometrical parameter of the indenter. The geometry of the apex angle of the indenter is a square pyramid with a relative angle of 136°. The theoretical depth was based on the scratching condition, and the value was 20 µm in all cases, where the θ is 68°.


The theoretical and experimental cross-sectional profiles of the heating scratching SiCp/Al composites at different conditions; (a) theoretical profile and (b) experimental profile.
The previous results indicated that the depth and width of experiments were smaller than the theoretical value due to the effect of elastic deformation and deflection. The residual cross-sectional profiles presented the plastic deformation during the scratching, which was represented by the h
a, as can be seen in Figure 8(b). The angle of the scratching groove was calculated by the radio of scratching depth and width, which was beneficial for comparing the deformation performance of composites with different temperatures. The depth and width of scratching morphology were becoming bigger with the elevated temperature and were growing smaller with the increasing particle volume fraction, as can be seen in Figure 9. The more details analysis can be found in the “Scratch morpholo

The depth and width of scratching morphology as a function of elevated temperature; (a) 25°C and (b) 300°C.
Friction efficient
Figure 10 illustrated the influences of temperature and particle contents on the friction coefficient. The coefficient of friction was obtained by calculating the ratio of the lateral force to the normal force during the scratching process. The results indicated that the coefficient of friction increased with an elevated temperature when the particle volume fraction increased from 16% to 45%.

The effect of particle contents and scratching depth on friction coefficient of composites with the elevated temperature.
It was attributed to more particles improving the scratch resistance of the composites. The hardness has a certain influence on the tribological properties of the composite. The results show that the friction coefficient increased with the decrease of hardness. However, the soft matrix aluminum usually undergone a considerable plastic deformation due to the indenter plowing, work harden was able to happen, and which caused an increase of friction coefficient. And the experiment results showed that the work harden has a little effect comparing with the thermal soften. A quick increase for the friction coefficient of 16% SiCp/Al composites was observed from Figure 10 and which increased almost linearly during the scratching temperatures. However, the increase of friction coefficient for 45% SiC/Al composites was slow, especially when the temperature was below 200°C. This was because that the adhesion interactions were not predominant below 200°C and the particle additions caused high wear resistance of composites.
Figure 11 shows that the friction coefficient change with the scratching length for 16% SiCp/Al composites and 45% SiCp/Al composites at different temperatures, respectively. In all cases, friction coefficient with the scratching range was always bigger at the temperature of 300°C than 25°C. The results show that friction coefficients were relatively stable when scratching at the temperature of 300°C comparing with the scratching at room temperature for both the composites with SiC contents of 16 and 45 vol%. With the increasing SiC contents, the friction coefficient fluctuated in a bigger range, as can be seen in Figure 11(b). There were more collision chances between indenter and composites with the increasing particle contents, which caused an improvement for the wear resistance. In addition, it was very obscured for evaluating the interfacial properties between the particles and the metal matrix. The influences of temperature on the friction coefficient were far more than the particle’s influence. This was attributed that the aluminum atoms from a soft matrix have a stronger adhesion behavior with the indenter with the elevated temperature. Another reason was that some reinforced particles started to pull out or fracture, which caused a reduction of the wear resistance. As a result, the comprehensive factors caused a significant increase in the friction coefficient.

The friction coefficient of composites as a scratching length at 25°C and 300°C; (a) 16% SiC/Al composites and (b) 45% SiC/Al composites.
Hardness
The average microhardness values as a function of temperatures for the 15% SiC/6061 composite and 45% SiC/6061 composite samples were investigated. Figure 11 illustrated that the sample hardness in all cases decreased with increasing temperatures during testing temperatures range. High volume fractions composites showed an obvious improvement in the hardness comparing with low volume fractions composites during the testing temperatures. These observations were associated with the presence of more reinforcement particles, which were beneficial for maintaining the hardness and strength for the composites at relatively high temperature.
Two distinct regions of the hardness variation with temperature for aluminum alloy were observed from Figure 12, means (1) a gradual decrease with the temperature up to 285°C and (2) an abrupt dropping above 285°C. In most metal materials, the transition temperature is approximately half of the melting point. The function of hardness with the variable temperature could be expressed by the following equation
35
:

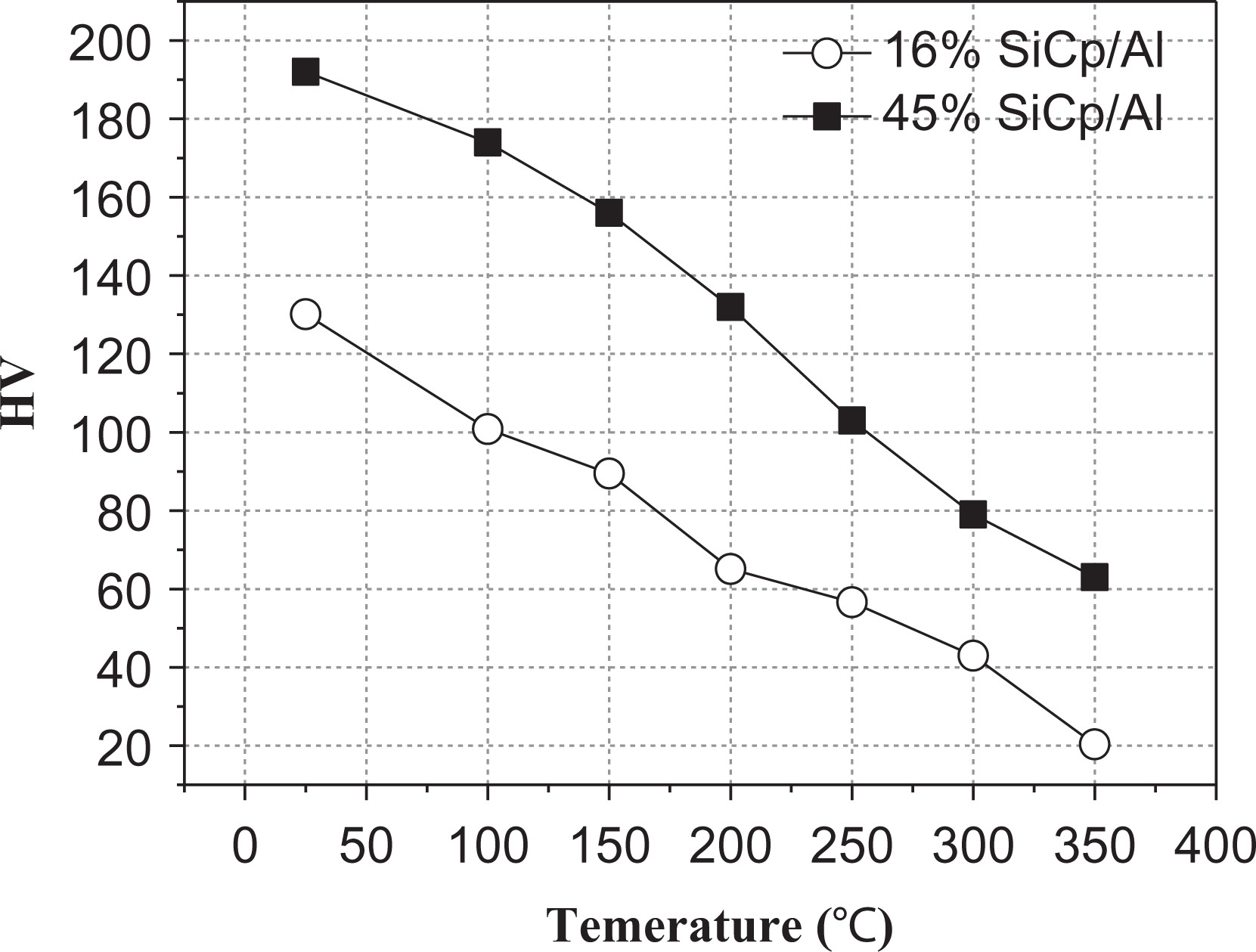
The average microhardness values as a function of temperatures for the 15% SiC/6061 composite and 45% SiC/6061 composite.
where HV represents the Vickers hardness, T represents the temperature (K), A represents a constant, and B represents the softening coefficient.
The gradual decrease of hardness was because the plastic deformation led to work hardening, and the soft speed rate was slightly higher than the hardening speed rate below 285°C. In addition, the temperature below 285°C has a little effect on the hardness, and the plastic deformation in this stage could happen in the form of dislocation slip or dislocation cross-slip in a short range, especially for the high volume fraction particles. An abrupt drop in hardness above 285°C was due to the softening of the metal matrix and the weakening behavior of the interfaces between the particles and the metal matrix.
The dislocations are easier to move by crossclimbing, viscous glide, and so on due to the higher stack fault energy for aluminum metal substrate. On the other hand, the dislocations start to happen dynamically recover during the high-temperature process by the dislocation activities controlling. 36,37 For the high volume fraction composites, the tangled high-density dislocation often caused dislocation mobile difficulty. As a result, a mild reduction in hardness was observed compared with the low volume fraction composites. The composites deformation was controlled predominately by large plastic deformation in high temperature, and the dislocations slip and cross-slip only have a little effect on the deformation. 38
A nanoindentation test was performed to discuss the influences of temperature on the mechanical properties of a single phase. Figure 13 shows a schematic of the indenter of a single phase of the composite at different temperatures. Generally, once the shape and volume fraction of the reinforced material are fixed, the strength of the composite materials only depend on the dislocation state and the residual thermal stress of the matrix. As can be seen from Figure 14, the microhardness of the interface and the substrate was lowered from 25°C to 300°C and increased from 300°C to 400°C. The microhardness of the matrix and interface were 2.98 and 7.61 GPa at 25°C, which was reduced by 32% and 61% compared with 300°C, respectively.
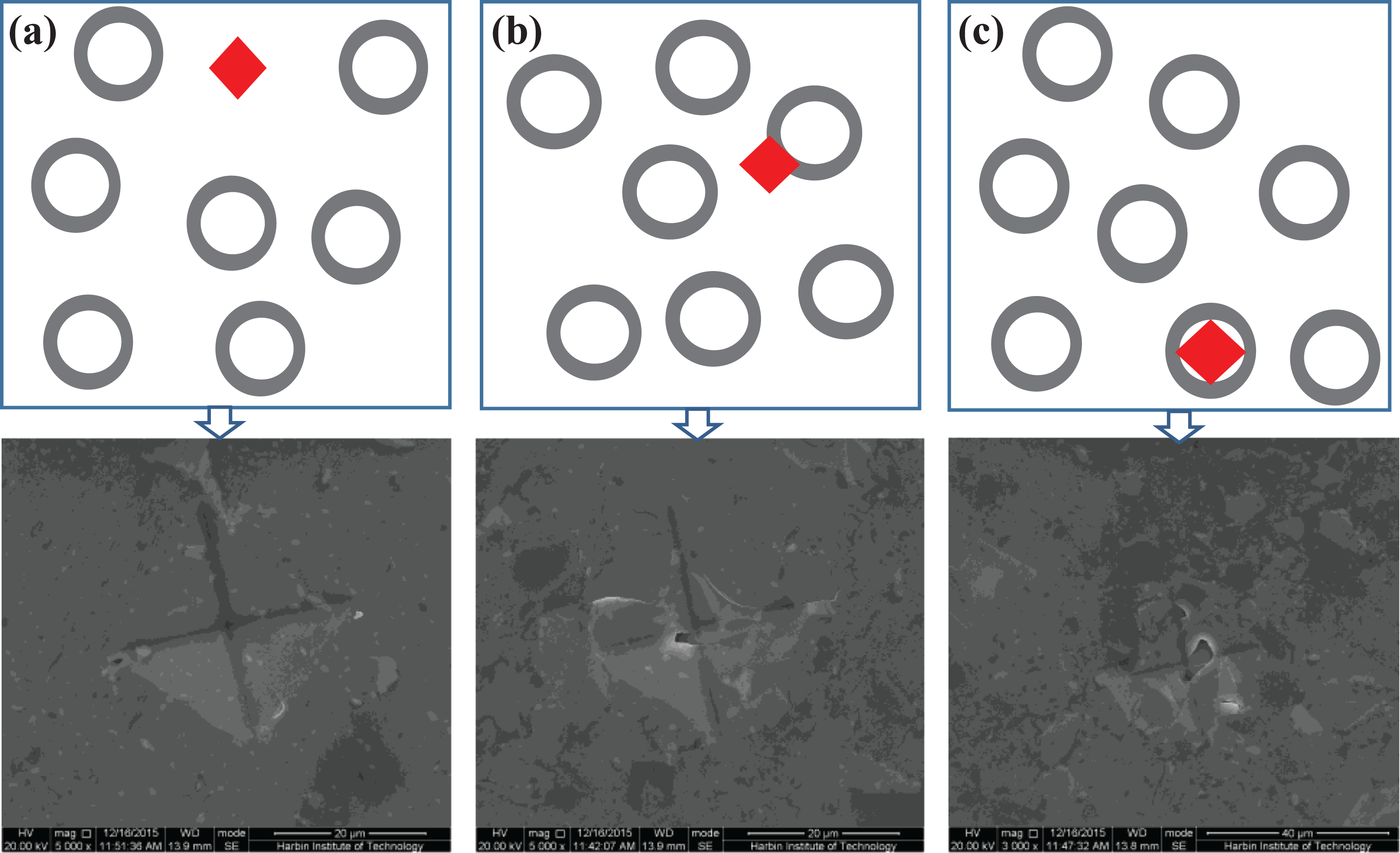
The indenter schematic of an individual component of 15% SiC/6061 composite; (a) matrix, (b) interface, and (c) particles.

The microhardness of an individual component of 15% SiC/6061 composite as a function of temperature.
There are several factors that cause a reduction of microhardness with the increasing temperature. Firstly, when the laser sweeping the surface of the composite materials, the matrix expands larger than the particles, and the thermal residual stress at the interface is released in the following form: elastic relaxation and plastic deformation. Secondly, as the temperature was further increased, the compressive stress in the reinforced particles began to decrease, the expansion of the matrix composite was restricted by the reinforcements, and tensile stress was generated in the particles. Thirdly, when the mismatch stress relaxation going on, the thermal residual stress became smaller and the stress may not be sufficient to cause plastic deformation of the matrix. Therefore, the microhardness of the interface was lower than in the previous process. Another reason was that the dislocation state changed from a tangled state to a relatively stable structure. On the other hand, the cross-sliding of more dislocations causes a combination of dislocations. They all lead to a reduction of the work hardening of the composite materials.
The mechanism of microhardness reduction can be explained by the process of dislocation evolution. In the temperature range of 25–300°C, the number of movable dislocations increased. Many dislocations began to slip and even double cross-slip occurred, thereby which reduced the work hardening ability of the composite. Another reason is that dynamic recovery occurred once the temperature exceeded 300°C, which causing a decrease in tensile strength and work hardening. In addition, dislocations usually began to migrate, annihilate, develop into a more stable configuration, and relax interactions with other existing dislocations. Thus, the relaxation of the dislocation interaction resulted in a decrease in yield strength.
Conclusions
A systematic study on the scratch tests for the 16% SiC/6061 and 45% SiC/6061 composites with the increasing temperature was conducted. The main conclusions of this article are summarized in the following:
The mean normal forces decreased by 80% and 68%; at the same time, the average tangential force decreased by 67% and 66%, respectively, when the temperature increases from 25°C to 300°C. There were three stages for explaining the scratching process, which included the quick increasing stage of scratching loads, steadily scratching stage, and the abrupt decrease stage of scratching loads.
The surface characterization of the scratching groove indicated that the scratch process mainly includes microcutting, plowing, rubbing, and adhesion. The deformation process was related to the ratio between the hardness and the elastic modulus. The microscratches from the aluminum substrate caused by the mobile particles obviously increase with the elevated temperature, which illustrated the two-body wear was replaced by the three-body wear. The scratching surface is comprised of lots of microcracks and scratches, and the groove is intermittent mostly with an increase of particle contents.
The friction coefficient increased with the elevated temperatures when particle volume fractions increased from 16% to 45%, and the effect of temperature on the friction coefficient was far more than the particles. The hardness of samples in all cases decreased with increasing temperatures during testing temperatures range. There was a gradual hardness decrease with the temperature up to 285°C and an abrupt hardness dropping above 285°C for aluminum alloy at testing temperatures, and the microharnesses of interfaces and metal matrix decreased by 32% and 61% at 25°C comparing with 300°C.
Moreover, a physical model representing the deformation process considering the elastic recovery and piles up in high temperature was developed.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was started by The National Key Research Projects of China (grant no. 2018YFB1107603), the Fund of Liaoning Province Doctor started (grant no. 20180540039), the Science and Technology Innovation Team of Liaoning Province (grant no. LT2016008), and the Shenyang Key Laboratory of Digital Manufacturing Technology for Advanced Aviation Difficult-to-Process Structures (grant no. 1801713)