
Abstract
The effects of machining parameters, such as reinforcement size, machining speed and feed rate, on tensile strength, strain at break and fractured surfaces of Al-based metal matrix composites were analysed in this present investigation. It was found that larger particles (13 µm) induce higher stiffness on machined metal matrix composite parts machined at higher speed (2500 r/min) and lower feed (200 mm/min), providing constant input parameters are of low values and vice versa. The effect of reinforcement size on tensile strength is negligible and higher speed (2500 r/min) and lower feed (200 mm/min) give higher tensile strength when constant input parameters are of low values. The higher machining speed (2500 r/min) gives higher strain at break though reinforcement size and feed rate have minor effect on strain at break when the constant input parameters are of high values. When the constant input parameters are of low values, the smaller reinforcement (0.7 µm), machining speed (1500 r/min) and feed rate (200 mm/min) give higher strain at break. Ductile fracture occurs in all cases regardless of input variables and smaller nodules were formed on fractured surface in the case of smaller particle (0.7 µm)-reinforced metal matrix composites.
Introduction
Incorporation of hard and brittle particles in ductile materials, such as aluminium alloys, induces effects such as interactions between tool and particles, no-uniform plastic deformation, initiation of crack in the material and so on during machining of such materials which are commonly known as metal matrix composites (MMCs).1–3 These additional effects change machining mechanisms of MMCs. Non-uniform and severe plastic deformation contributes to compressive residual stress in freshly generated surface, segmented chips and enhanced disposability of chips.4,5 Lower strength of the formed chips during machining and enhanced disposability probably form cracks in the shear zone which results in discontinuous chip formation. Severe wear in cutting tool and voids/cavities on freshly generated surface are contributed by interactions between tool and particles. 6 A number of studies have been conducted addressing the effect of machining parameters on surface integrity of the machined MMCs parts as well as the effect of ‘surface defect minimisation process’.7–11 However, application of ‘surface defect minimisation processes’ for parts used in practical applications is very expensive and not realistic from commercial point of view. In literature, enough information is not available on the behaviour of MMCs with imperfect surface integrity generated by different machining processes. Most of the parts used in the practical applications are processed by standard machining processes such as turning, grinding and milling. These processes affect the integrity of freshly generated machined surface which ultimately dictate the performance of the parts in services. 12 So far there is no study on the effect of machining conditions on the deformation of MMCs reinforced with particles of different size under tension, though it is imperatively needed to improve the design of parts machined from MMCs. In view of that, the objective of this study is to investigate the effect of reinforcement size, machining conditions and their interactions on tensile behaviour of MMCs. This will contribute towards better understanding on the performance of machined MMC components.
Materials and methods
The MMCs were made of 6061 aluminium alloy reinforced with 10 vol. % SiC particles through ex situ method followed by hot-isostatic pressing. Two different particle sizes were explored: 13 and 0.7 µm (approximately). Figure 1 shows the microstructure of the above-mentioned MMCs after standard metallographic polishing 13 and reveals that the reinforcing particles are evenly distributed in the metal matrix. Test specimens had the dimensions according to ASTM standard 14 as shown in Figure 2, schematically and fabricated by milling process at different machining conditions from a plate of 137 mm × 42 mm × 9 mm MMCs block. A total of eight machined samples were tested in the EZ 50 tensile testing machine (Lloyd instruments, AMETEK) to investigate the influence of input parameters on the deformation of MMC under tension. The depth of cut for all specimens was constant at 0.25 mm. The tensile force was applied to a longitudinal tension test specimen in the direction of the greatest extension. The cross head speed was limited to a maximum value of 2 mm/min.
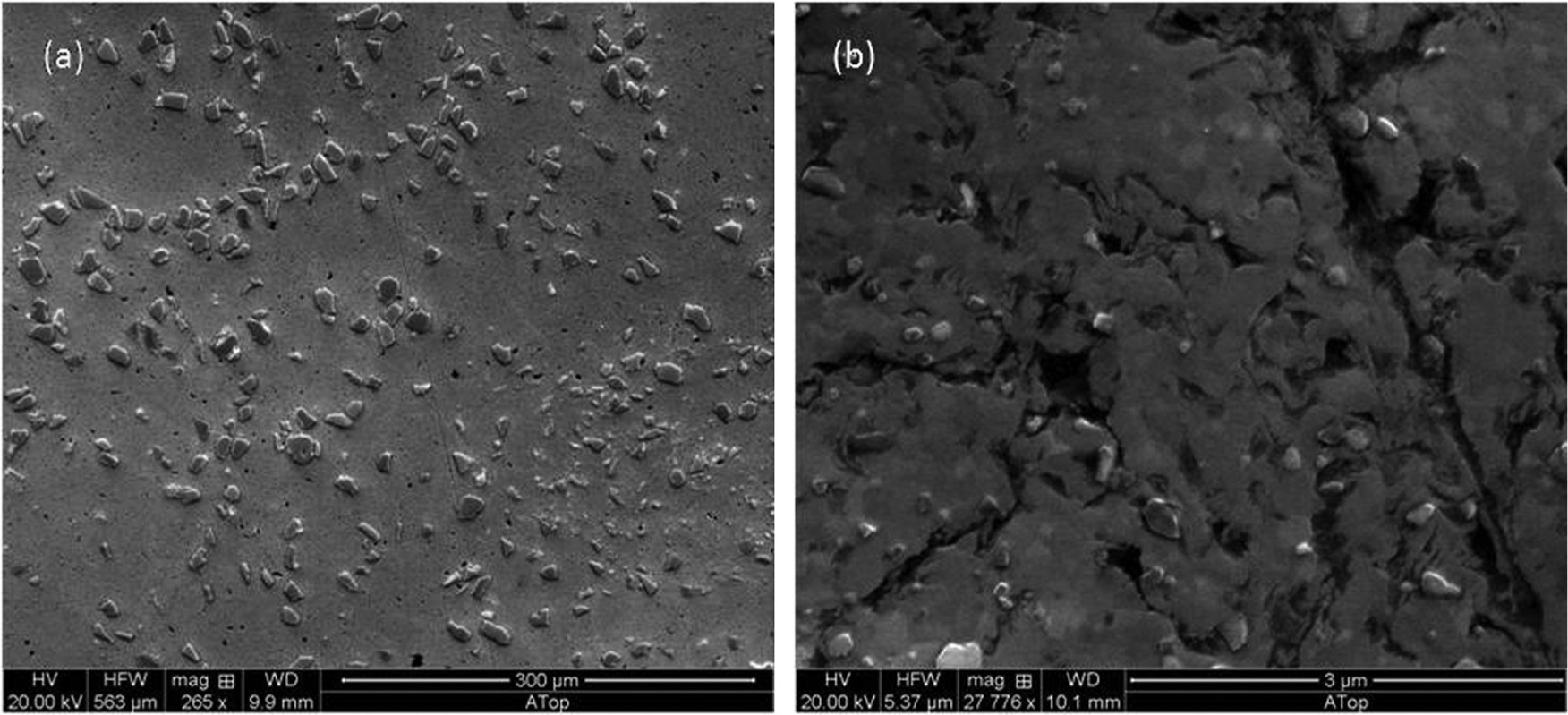
SiC-reinforced MMC processed by ex situ technique with different particle sizes: (a) 13 µm and (b) 0.7 µm.
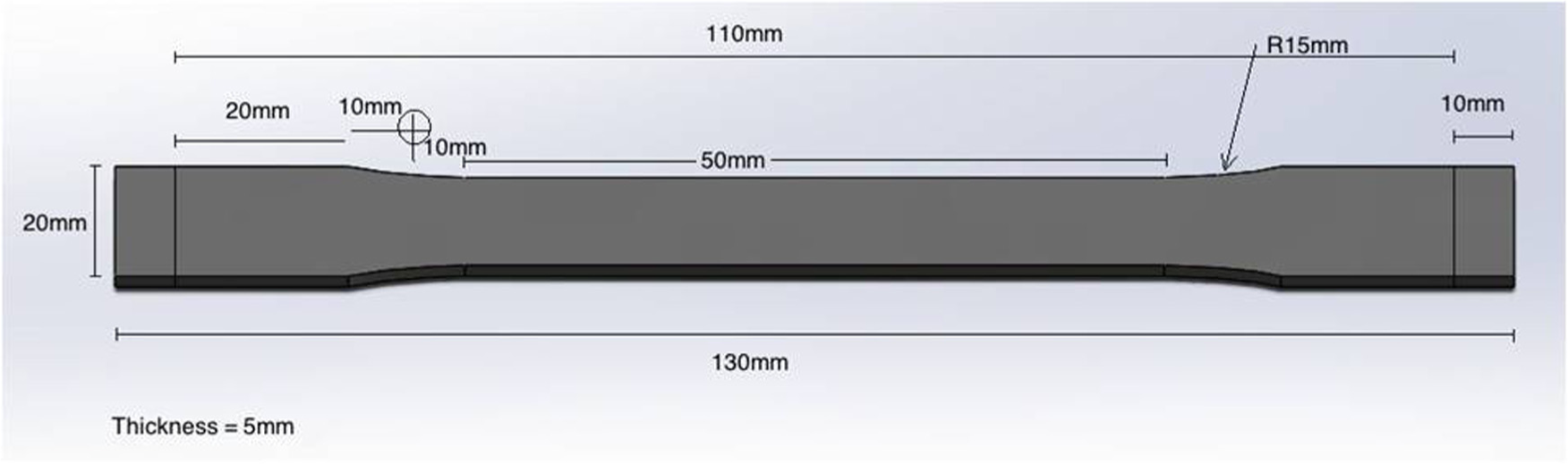
Schematic of specimen for load–extension experiment drawn in SolidWorks.
Before carrying out the load–extension tests, the machined specimens were subject to roughness (Ra) measurements with the help of Mitutovo Surftest SJ-201P profilometer. Measurements were carried out manually, for each plate with the average being taken over five runs. Representative profile of such measurements is shown in Figure 3 for 13-µm particle-reinforced MMC machined at 1500 r/min and 200 mm/min feed rate. Roughness data along with input variables during machining the specimens are listed in Table 1. It seems that in general MMCs reinforced with larger particles show higher roughness (Ra) compared to the one reinforced with smaller particles, regardless of milling parameters. After load–extension experiments, all the fractured surfaces of the samples were investigated with the help of scanning electron microscope (MIRA, TESCAN) to unravel fracture mechanics.
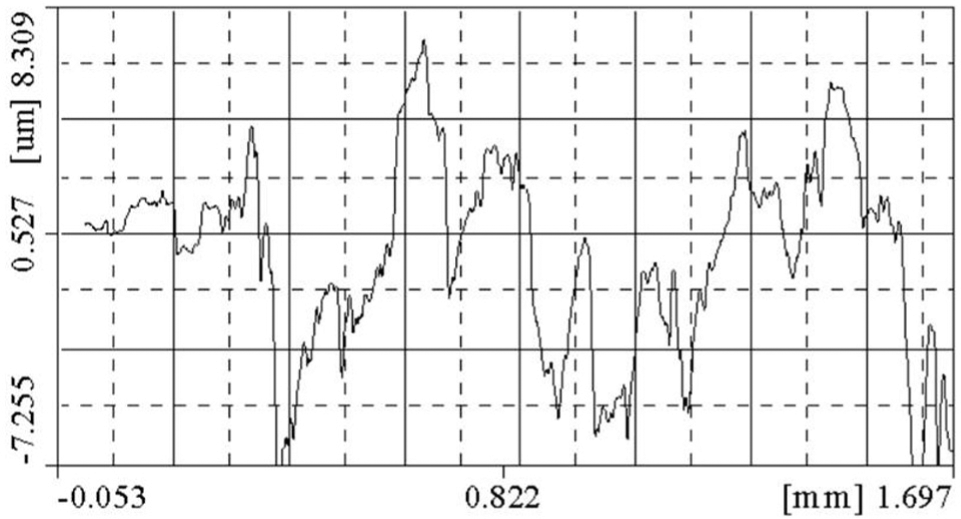
Representative roughness (Ra) profile of 13 µm particle-reinforced MMCs machined at 1500 r/min and 200 mm/min feed rate.
Machining parameters used during milling of MMCs along with corresponding roughness (Ra) values of the machined parts.
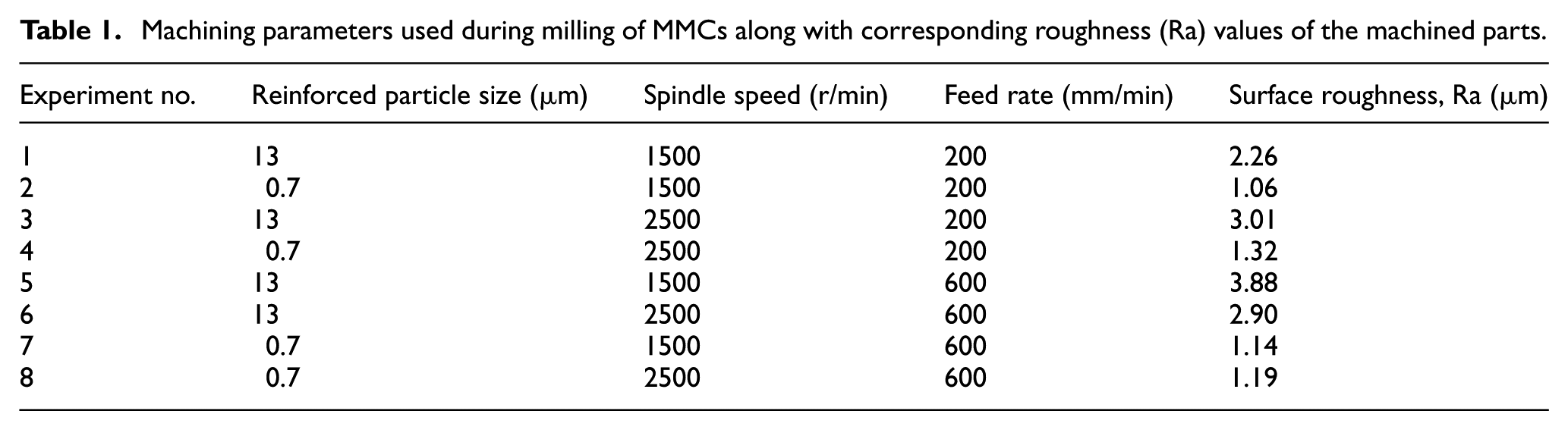
In this investigation, materials and machining parameters have been categorised in ‘low’ and ‘high’ values. The ‘low’ values indicate the lower magnitude of parameters (0.7 µm particles, 1500 r/min speed and 200 mm/min feed rate) except the one under comparison. Similarly, ‘high’ indicates the higher magnitude of parameters (13 µm particles, 2500 r/min speed and 600 mm/min feed rate) except the one under comparison. Interactions between different parameters have significant influence on the surface integrity of the machined parts.15–17 Therefore, in order to include this effect in our analysis, different parameters at high and low values have been discussed and explained.
Results and discussion
Figure 4 shows the effects of different parameters used during machining of MMC specimens on load–extension curve when the constant parameters are of low values. Curves 1 and 2 in Figure 4 compare the influence of the reinforced particle size on load–extension curves. At these conditions (1500 r/min speed and 200 mm/min feed rate), MMCs reinforced with larger particles showed higher strength. It requires higher load for similar extension of MMC reinforced with smaller particles. However, the total extension of MMC reinforced with smaller particles is higher at break, indicating higher ductility which is line with experimental findings reported in literature,1,18 which depends on the reinforcement content, heat treatment conditions and range of reinforcement sizes. 11 The effect of machining speed on load–extension curve can be observed by comparing curves 2 and 4 in Figure 4. It shows that the stiffness of the specimens does not depend on the speed at lower range of load; however, at higher range of loads, specimens machined at faster speed show higher stiffness. The material with higher stiffness requires higher load to make similar extension. MMC machined at higher speed requires higher load and more extension than that of low speed. This is due to strain rate dominance at low cutting speed which probably causes inhomogeneous deformation resulting in more defects in the machined surface. On the other hand, increase in speed induces thermal effects that may reduce the inhomogeneous deformation of material and increase the ductility of matrix which reduces the defects in the machined surface and increase the stiffness.4,19 The defects generated at lower speed do not affect the stiffness significantly at lower load. With the increase in the applied load, the defects start to expand and reduce the stiffness and strength. Thus, the stiffness of the workpieces machined at higher and lower speeds is very similar at lower load. Curves 2 and 7 in Figure 4 compare the effect of feed rate on load–extension curve where all the other constant parameters such as speed (1500 r/min) and reinforcement size (0.7 µm) were of low values. These show that the stiffness of the two parts machined at different feed rates is identical at lower load, but at higher load, the part machined at higher feed rate shows higher stiffness compared to that at lower feed rate. The tool–particle interaction reduces at higher feed rate which reduces the damages in the machined surfaces. 4 In this case, the parts will have higher resistance to crack-initiated deformation. Therefore, higher feed provides better stiffness on the machined MMC part.
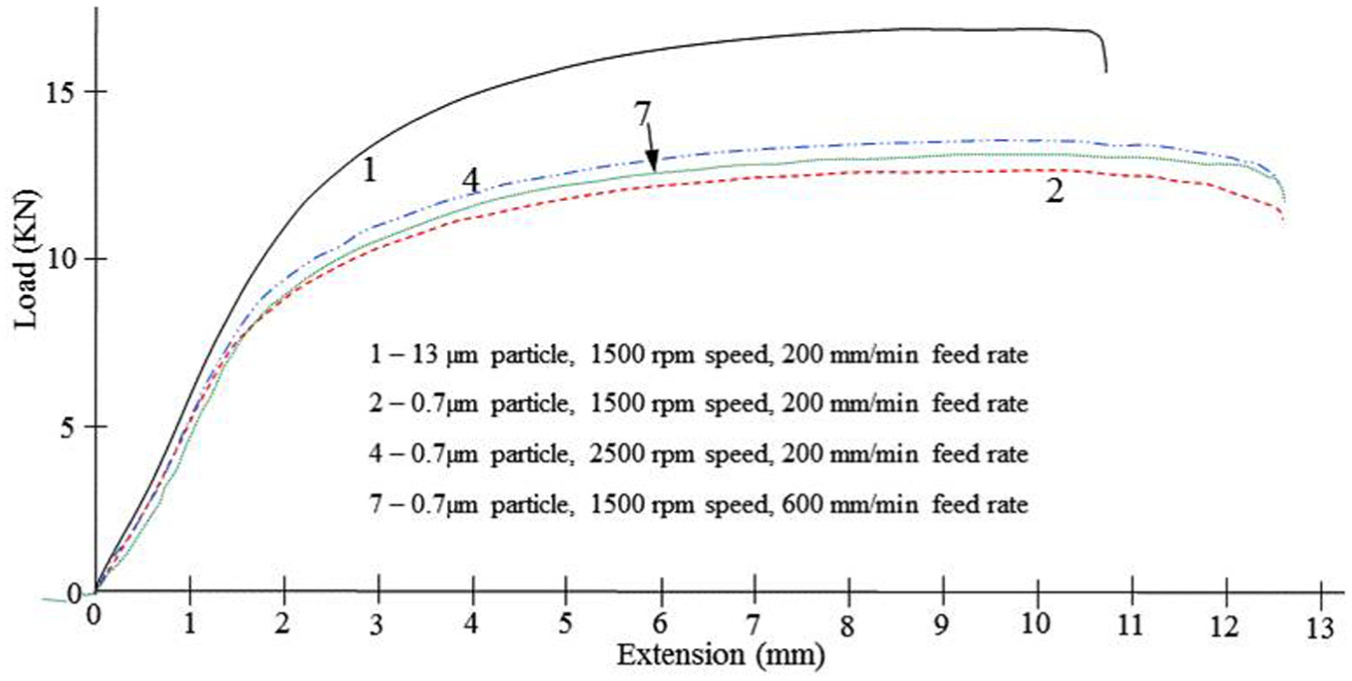
Load–extension curves for different MMC specimens for comparison (at low values of constant parameters).
Effects of different machining parameters on MMC specimens under load–extension experiments, when the constant parameters are of high values, are given in Figure 5. It shows that the stiffness of the MMC reinforced with bigger particle (curve 6) shows higher stiffness than that of MMC reinforced with smaller particle (curve 8) at higher load. In this case also, the parts machined at higher speed (curve 6) show higher stiffness compared to that at lower speed (curve 5) at higher load. The effect of feed rate on the stiffness is not distinguishable at higher load when curves 3 and 6 are compared. However, parts machined at lower feed rate are stiffer than that at lower feed rate at lower load.
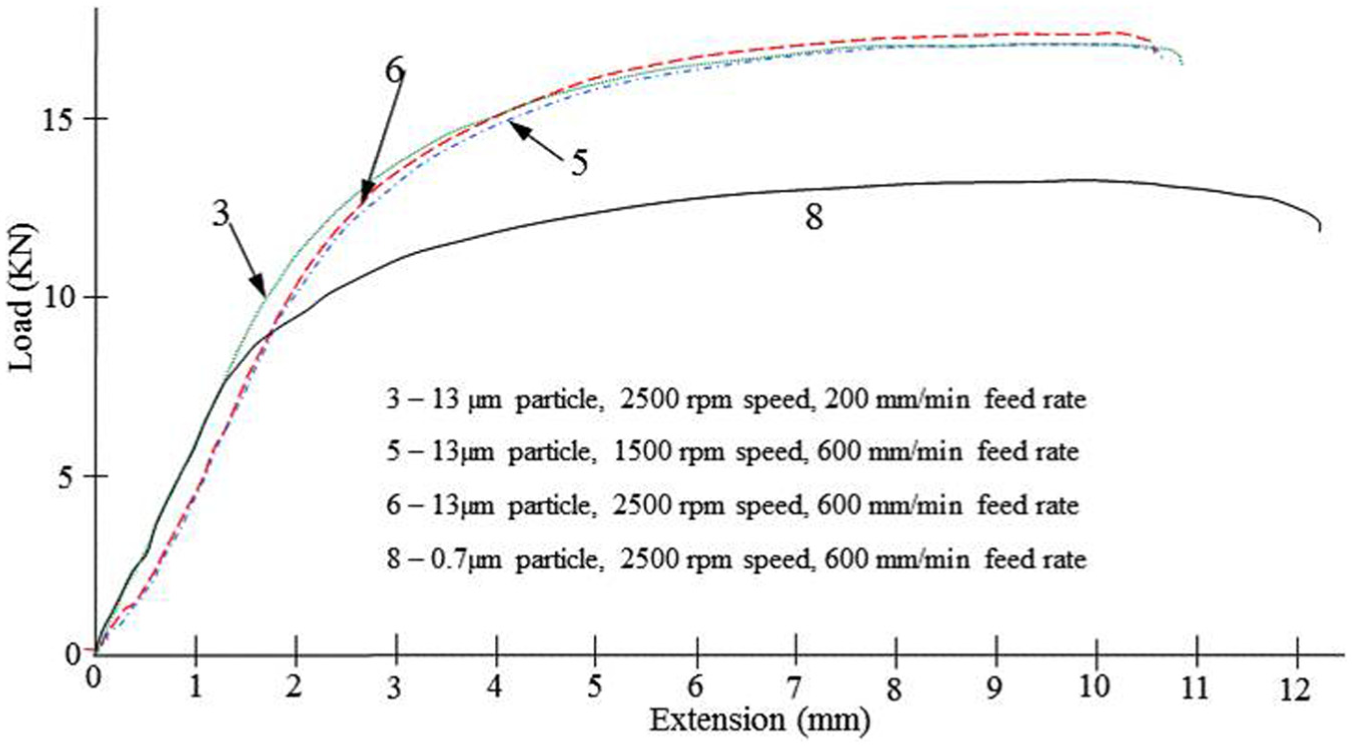
Load–extension curves for different MMC specimens for comparison (at high values of constant parameters).
Figures 4 and 5 clearly show that the size of the reinforced particle is the main contributing factor in the load–extension curves. The curves generated from parts machined at different conditions are very close to each other when the size of the reinforcements is constant. However, distinct entity of the curves for different machining conditions was clearly noted when the size of the particles is smaller as shown in Figure 4. On the other hand, the curves for different machining conditions were completely overlapped with each other when the size of the particles is bigger as shown in Figure 5.
The influence of particle size and machining parameters on the tensile strength for high values of constant parameters is shown in Figure 6. The larger particles give higher strength to MMC when machining speed and feed rate are higher. But the effect of particle size on strength is negligible at lower speed and feed. It also shows that larger speed gives higher tensile strength compared to that of smaller speed. However, the effect of feed on the tensile strength is negligible for the range of machining conditions considered in this investigation. On the other hand, when the constant input parameters are of high values, the effect of reinforcement size on tensile strength is negligible as shown in Figure 7. The higher speed and lower feed rate give higher tensile strength for the considered range of parameters.
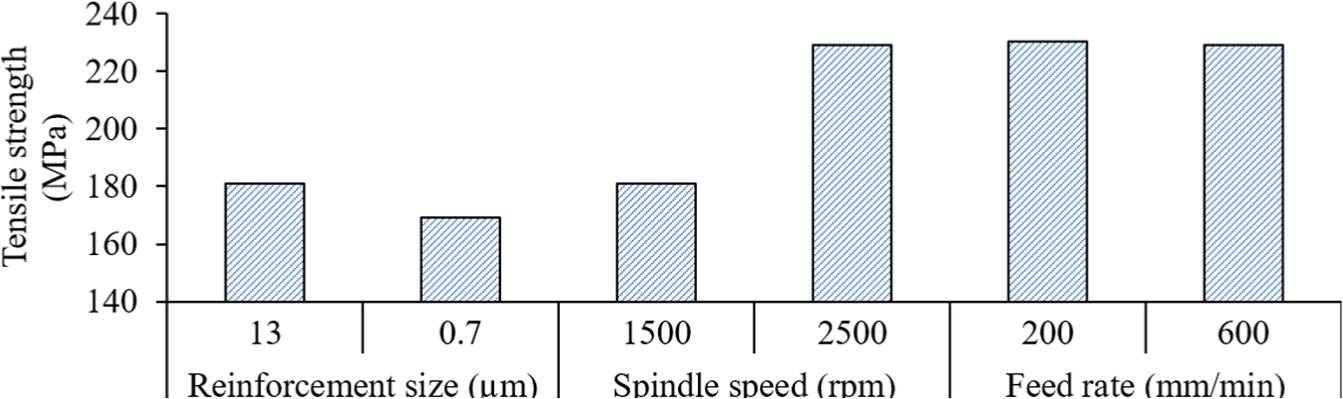
Influence of different parameters on tensile strength at high values of constant parameters.
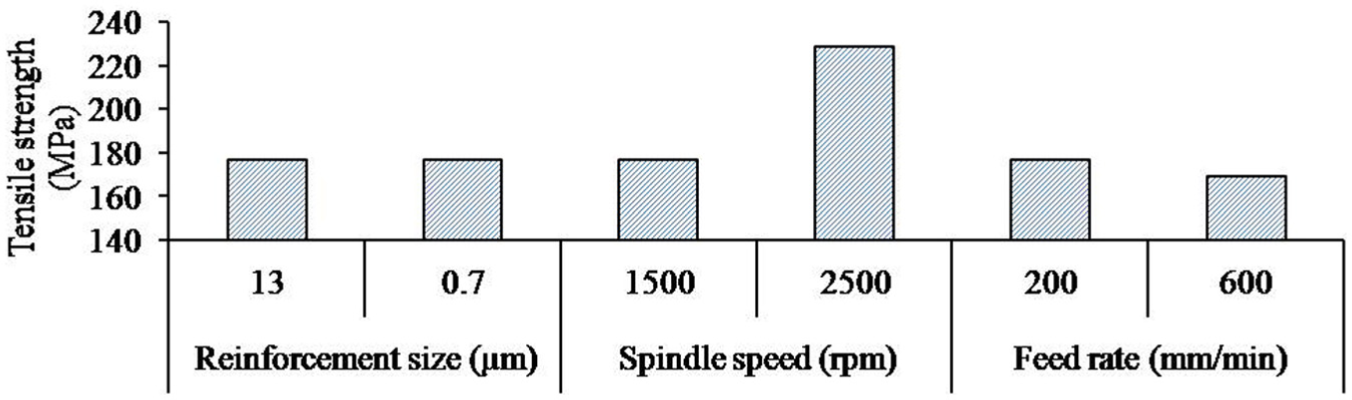
Influence of different parameters on tensile strength at low values of constant parameters.
Generally, low strength and high ductile materials experience higher strain at break. The effect of reinforcement size and machining parameters on strain at break is given in Figures 8 and 9. The values of constant parameters are higher and lower in Figures 8 and 9, respectively. Figure 8 shows that only the machining speed significantly affects the strain at break. Other factors such as reinforcement size and feed rate have minor effect on strain at break. It shows that this strain is lower when the speed is higher for the considered range of parameters. However, all the factors affect the strain at break when the values of constant parameters are higher as shown in Figure 9. It shows that smaller reinforcement, speed and feed give higher strain at break.
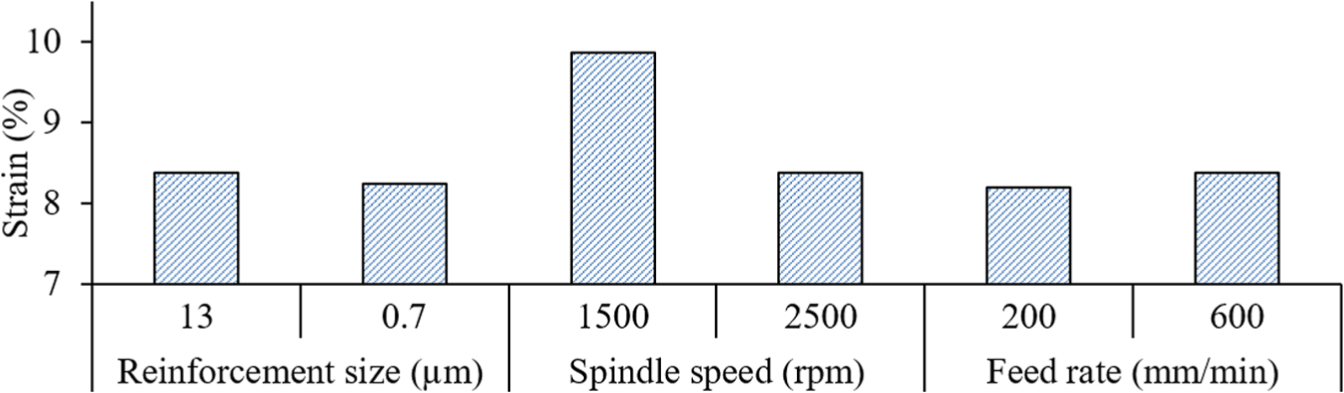
Influence of different parameters on strain at high values of constant parameters.
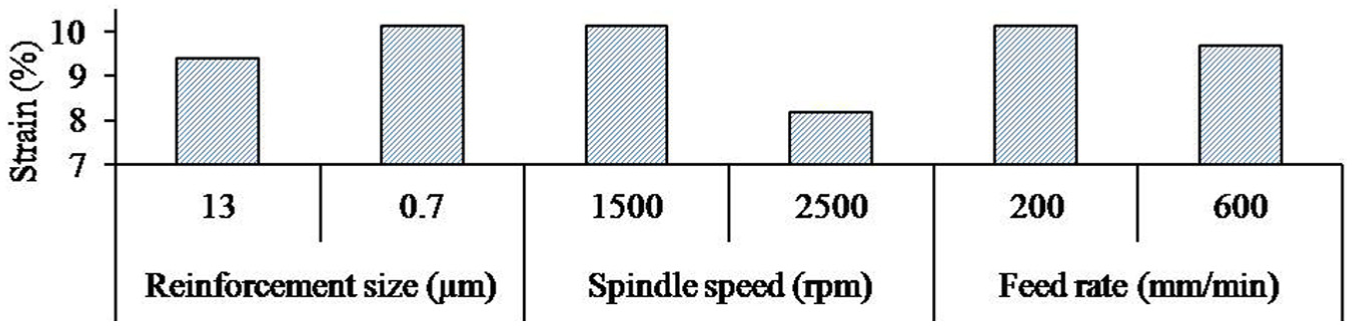
Influence of different parameters on strain at low values of constant parameters.
The effect of surface roughness on tensile strength and strain at break is shown in Figure 10. The data of surface roughness from all the experiments, both low and high values of constant parameters, were included. Figure 10 shows that a clear influence of roughness on the tensile strength and strain at break does not exist for the range of parameters considered in this investigation. This might be due to the variation of reinforced particle size and residual stress at different experiments. The effect of roughness could be clearly visible when other parameters are constant.
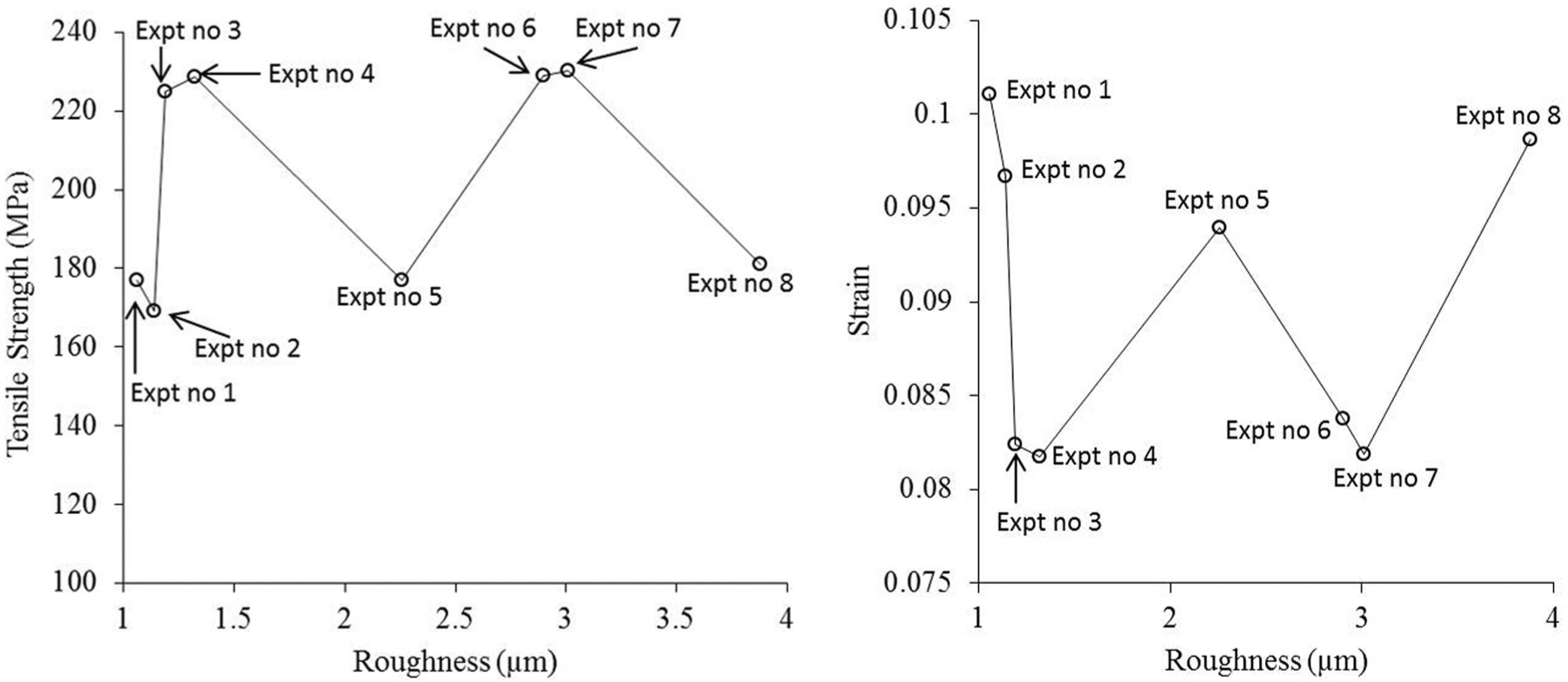
Influence of roughness on tensile strength and strain at high and low values of constant parameters.
The above facts are due to the combined and complex effects of speed, feed and particle size on the material properties, surface roughness and residual stress of machined workpieces. The higher speed induces higher strain rate and temperature during machining. The higher strain rate work hardens the workpiece which increases its strength; on the other hand, higher temperature relieves the work hardening which makes the workpiece softer and ductile. Larger particles inside the workpiece induce more cracks in the MMCs which reduce the strength but the larger particles at the surface fracture due to interaction with cutting tool.1,6,18 The larger particles are fragmented into smaller particles and those indent and plough on the machined surface.20–22 Thus, the MMCs reinforced with larger particles experience more work hardening compared to that reinforced with smaller particles. This contributes to higher tensile strength of MMCs reinforced with larger particles. The compressive residual stress on the machined MMC surface is higher when the feed rate is lower. The lower feed rate also gives lower surface roughness. On the other hand, the residual stress in the machined MMC is compressive for a wide range of speed though the influence of machining speed on residual stress and roughness is negligible.4,6 For similar reasons, the strain at break also depends on complex relation among particle size, speed and feed. Therefore, a separate investigation is required to correlate tensile strength and strain at break with particle size, speed and feed accurately.
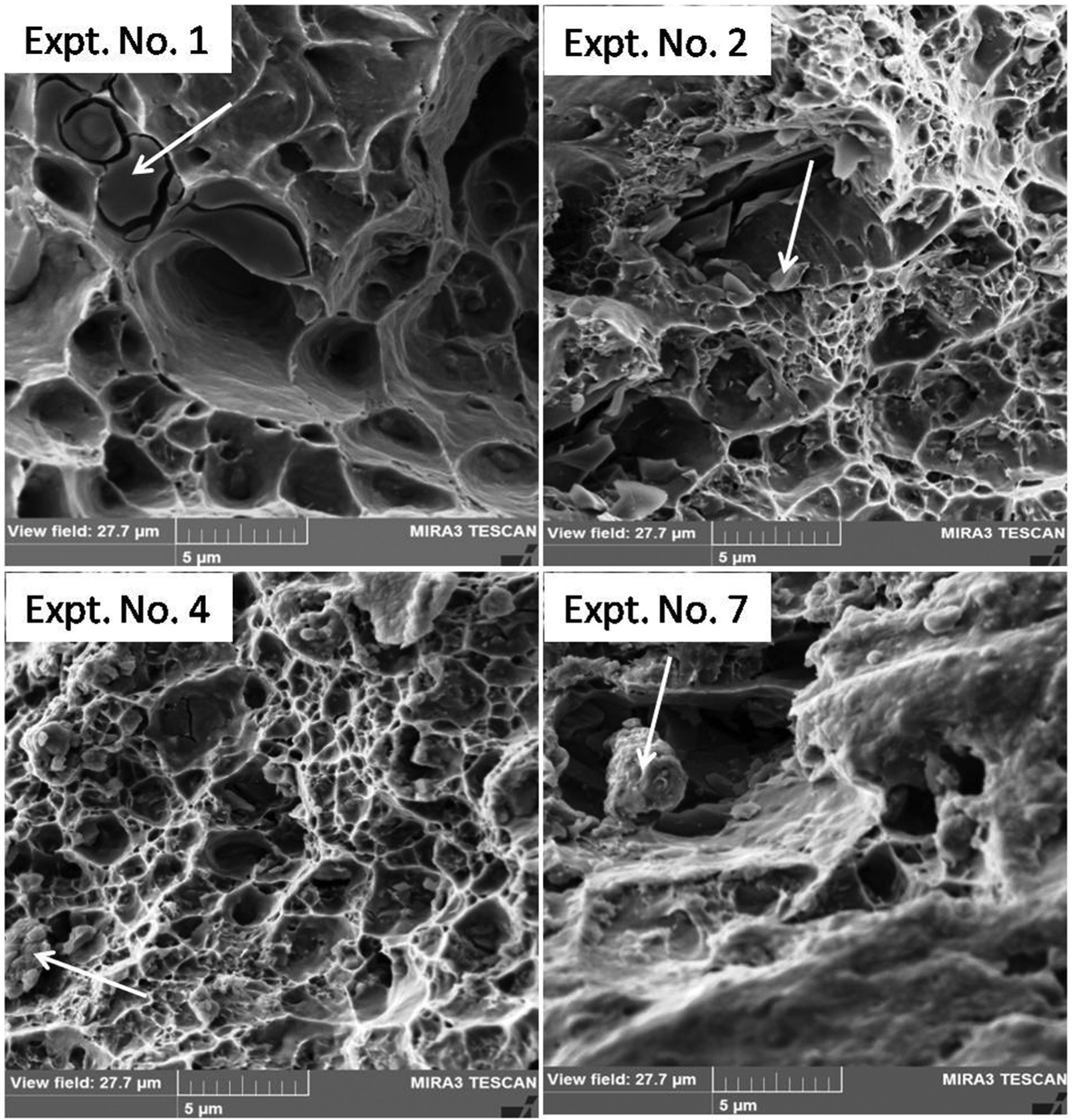
The micrographs of the fractured surfaces are presented in Figure 11 for samples machined with high values of constant parameters. It clearly shows the ductile nature of fracture in all cases as evident by the presence of dimples. The fractured and dislodged particles are clearly visible in most of the cases, as indicated by arrows in Figure 11. It seems that machining conditions do not have mentionable effect on the fractured surface when the size of the reinforcements is constant. The dimples in the cleavage fracture become smaller when the particles are smaller in case of higher values of constant machining parameters. Figure 12 presents the micrographs of the fractured surfaces for samples machined with high values of constant parameters.
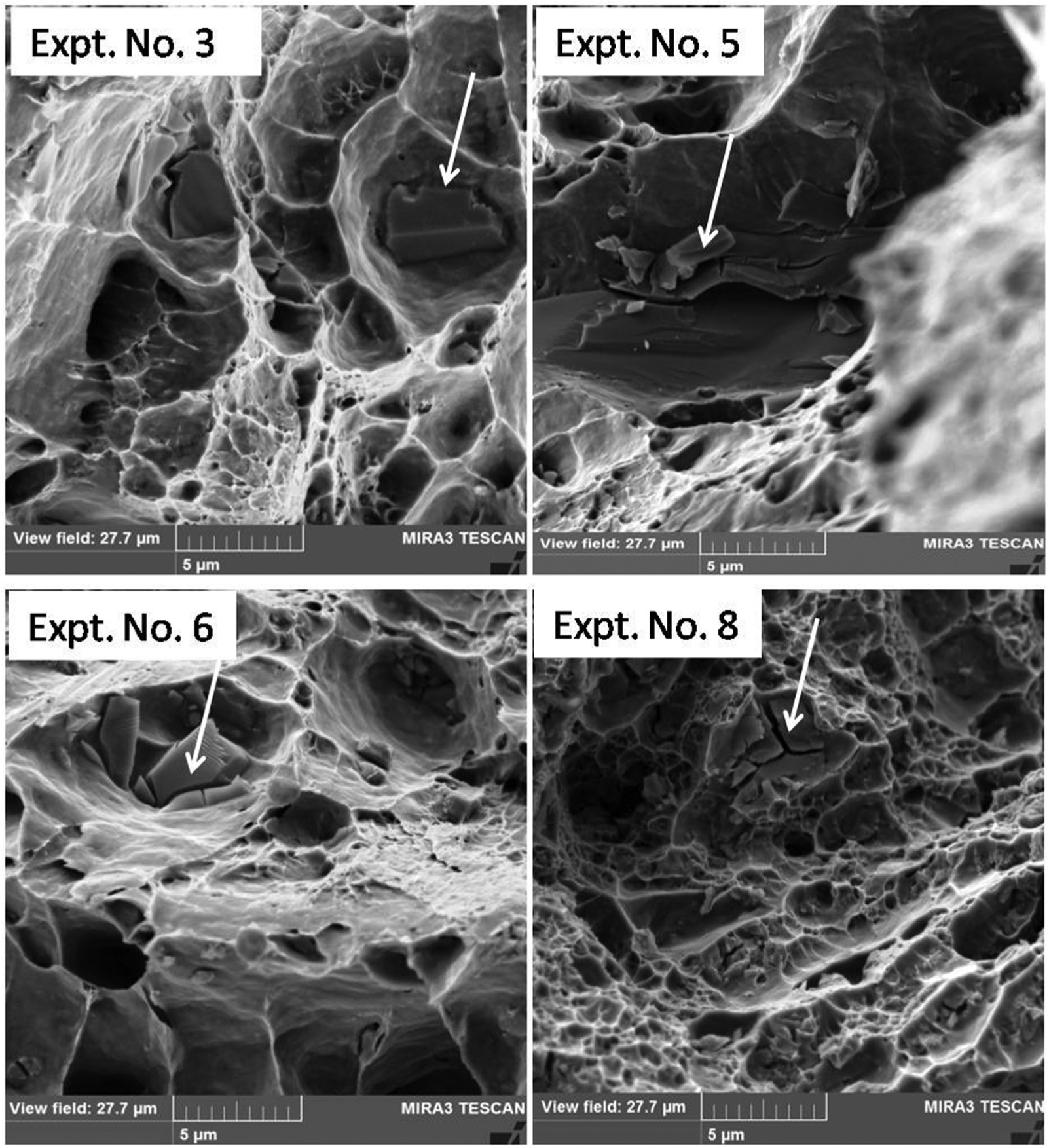
SEM of fractured surfaces after load–extension experiments on different specimens fabricated according to the parameters shown in Table 1 (at high values of constant parameters).
SEM of fractured surfaces after load–extension experiments on different specimens fabricated according to the parameters shown in Table 1 (at low values of constant parameters).
Similar to Figure 11, ductile nature of fracture occurs in all cases as well dimples were noted. However, the finer dimples were present in all machining condition where size of the particles is smaller. This is due to the effect of smaller particles. As smaller particles left behind smaller crates when they fall-off during machining, results in smaller dimples and vice versa. The fractured and pulled out particles were not noted in this case but cleavage steps and ductile tearing ridges were clearly visible regardless of experiment conditions. The dimples of the cleavage fracture become bigger when the reinforced particles were bigger for the series of variables considered in this study.
Conclusion
After analysing the influence of reinforced size and machining parameter, such as speed and feed, and their interactions on the deformation of MMCs under tensile load, the following conclusions can be made:
Reinforcement size has much higher effect on the stiffness of the machined MMC components than that of machining parameters. Larger particles (13 µm) induce higher stiffness to MMC for experimental condition considered in this investigation.
Higher speed (2500 r/min) and feed (600 mm/min) induce higher stiffness on the machined MMC parts where constant input parameters are of low values. The influence of feed and speed on stiffness is not significant when constant input parameters are of low values.
Larger reinforcements (13 µm) and speed (2500 r/min) give higher tensile strength and the effect of feed is negligible when constant input parameters are of high values. The effect of reinforcement size on tensile strength is negligible and, higher speed (2500 r/min) and lower feed (200 mm/min) rate give higher tensile strength when constant input parameters are of low values.
The higher machining speed (2500 r/min) gives higher strain at break though reinforcement size and feed rate have minor effect on strain at break when the constant input parameters are of high values. When the constant input parameters are of high values, the smaller reinforcement (0.7 µm), speed (1500 r/min) and feed (200 mm/min) give higher strain at break.
Ductile fracture occurs to the specimen regardless of input variables. Only the size of the reinforcement affects the structure of the fractured surface by generating small dimples in the fractured surface for smaller reinforced particles (0.7 µm). Fractured and pulled out particles were also noted on the fractured surface when the size of reinforced particles was bigger (13 µm).
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.