
Abstract
Aluminum tri-hydroxide (ATH) was selected as a retardant doped into epoxy resin (EP), and smoke suppression and flame retardancy of ATH/EP were investigated. The results showed that ATH-doped EP has superior performance resisting the flame development and smoke release to EP. Peak heat release rate of EP doped with 15-wt% ATH decreased by 28.49% in comparison with EP; total smoke release of it decreased by 17.65%; production rate of carbon monoxide decreased by 30.24%. The activation energy of it was much smaller than EP due to the decomposition of ATH, but it was 30–40 kJ mol−1 higher than EP in the second stage. Based on analysis of the residual carbon, it was confirmed that ATH can attract lots of heat to produce aluminum oxide (Al2O3) films and H2O at high temperature. H2O decreases the production of flammable gas to inhibit combustion, and Al2O3 films adhered to the residue carbon can insulate air to reduce combustion and smoke release.
Introduction
As matrix materials, epoxy resins (EPs) play an important role in composites 1,2 which have inherent advantages such as low density, high resistance to corrosion, and excellent electrochemical and mechanical properties. 3,4 Therefore, it can be made into coatings, composite materials, castables, adhesives, and molding materials, which are widely used in various fields of national economy. However, composites would be subjected to fire hazard in some cases. Due to the low limit oxygen index (LOI), EP is a weak component of a composite to resist to fire in applications. 5,6 Moreover, EP usually releases lots of smoke during burning. To increase the ability of composites to reduce the fire hazard, flame retardancy of EP has attracted more and more attentions in recent years.
Generally, the typical idea to improve the flammability property of EP comes into two ways, that is, flame retardant addition and reactive method. In practice, halogen- and phosphorus-containing retardants have been usually used for decades. 7 –9 However, they all have some inherent shortcomings. Halogen-containing flame retardant always releases too much poisonous and corrosive smoke during burning, 10 which is not only harmful to people’s health but also contaminative to the environment. Phosphorous-containing flame retardants easily absorb moisture and are easy to be oxidized. This can make it lose effect. In addition, it can also release lots of poisonous smoke during burning. 11 At present, the awareness of environmental protection is enhanced gradually. Hence, investigation of the effective flame retardant without poisonous and corrosive smoke is of significance. 12,13
Aluminum tri-hydroxide (ATH) belongs to additive inorganic flame retardant, which attracts some attention due to its outstanding advantages such as low cost, low smoke, low toxicity, and environmental friendliness. 14 –16 Meanwhile, ATH can be used combining with other kinds of flame retardants to improve the performances. 17,18 It is a pity that ATH has lower efficiency to resist flame alone. 19,20 As a flame retardant, a lot of ATH is needed. Too much ATH doping will make the mechanical properties of the materials worse. 21 However, ATH deserves application as a smoke suppressant to carry forward its merits because smoke suppression needs smaller amount of ATH. Smoke suppressants are very important for life protection in the fire hazard, but few studies focus on smoke suppression at present. Many studies have focused on the influence of ATH doping on the mechanical and heat properties, 22 –24 which are significant for the materials used in the case that both flame retardancy and mechanical property are considered. If the mechanical property of the materials was not the key, to obtain high smoke suppression and flame retardancy would be highly significant. In this article, the effect of ATH on flame retardancy and smoke suppression of the EP was investigated through the analysis of total smoke release (TSR), carbon oxide producing rate (COP), mean specific extinction area (MSEA), total heat release (THR), and LOI; the mechanisms of flame retardancy and smoke suppression were discussed.
Experiments
Materials and samples preparation
EP adopted in this study was E-51 (epoxy equivalent = 184–195 g mol−1). Its molecular structure is shown in Figure 1. The powder of ATH (≥97%) was selected as smoke and flame retardant. Imidazole (≥99.0%) was used as a hardener.

Molecular structure of EP. EP: epoxy resin.
The samples were prepared with EP:ATH (wt%) of 100:0, 100:5, 100:10, and 100:15, and named as EP-A0, EP-A5, EP-A10, and EP-A15, respectively. In the preparing process, the E-51 and the ATH were weighed accurately according to the weight ratios and then were mixed by mechanical stirring until they were uniformly mixed at the temperature of 80°C. After this stage, imidazole was added into the doped EPs with weight ratio of 3:100 (wt%). In this process, stirring was kept for obtaining a uniform system. After then, the material systems were put in the vacuum at 60°C for gas releasing and poured in a Teflon mold at 50°C. The material systems in the Teflon mold were cured at 80°C for 3 h and then 120°C for 3 h, respectively, in an air dryer. Finally, they were air cooled to room temperature to form the target samples.
Measurement
Combustion performances of the prepared samples, such as smoke release and heat release, were investigated by a cone calorimeter (Fire Testing Technology [FTT0242]). According to the standard of ISO5660-1, the prepared samples (100 × 100 × 4 mm3) were tested for three times, the resultant data were averaged. 25 According to the standard of GB-T2406.1-2008, LOI of the samples (80 × 10 × 4 mm3) was measured on an oxygen index meter FTT. 26 According to the standard of GB-T2408-2008, the samples (125 × 13 × 3 mm3) for the horizontal combustion were tested for five times, and the resultant data were averaged. 27 The weight and derivative weight of the prepared materials were measured from 50°C to 700°C at a heating rate of 5°C min−1 on a thermo gravimetric analyzer (SDT Q600, TA Instruments, US). Scanning electron microscope (SEM, JSM-5610LV/INCA, Oxford instruments, UK) was used to analyze the morphologies of the materials after combustion test on the cone calorimeter. C, O, and Al elements in the residue of the burned samples were identified by energy dispersive spectrometer (EDS, JSM-5610LV/INCA). The valence states of C, O, and Al were analyzed by X-ray photoelectron spectroscopy (XPS, ESCALAB 250Xi). The measurement of mechanical properties of the samples was conducted on a microcomputer-controlled test machine (WDW-50) according to GB/T2567-2008. 28
Results and discussion
Flame retardant properties
LOI measurements and horizontal combustion tests were conducted to evaluate the flame retardancy of the samples. The LOI data and horizontal combustion results are listed in Table 1. It can be seen that LOI increased with increment of ATH addition. However, the augment of LOI was limited with the addition of ATH. LOI of EP-A15 sample increases to 22.9%, merely raised 1.4% as compared with pure EP (EP-A0 sample). Accordingly, the burning rate (BR) of the doped samples decreased with the addition of ATH. Figure 2 shows the macroscopic morphologies of burned samples. In the test, we made two labels on the sample at the distances of 25 and 100 mm from the ignition point to analyze the BR and burning length. The burning length of EP-A0 sample has exceeded 100 mm, while that of EP-A5, EP-A10, and EP-A15 is about 100 mm, 98 mm, and 95 mm, respectively. According to the evaluation standard of China, the combustion level of EP-A15 reaches to FH-2-70 mm.

Macroscopic pictures of samples after the horizontal combustion tests. (a) EP-A0, (b) EP-A5, (c) EP-A10, and (d) EP-A15. EP: epoxy resin.
LOI values and the results of horizontal combustion tests for samples.
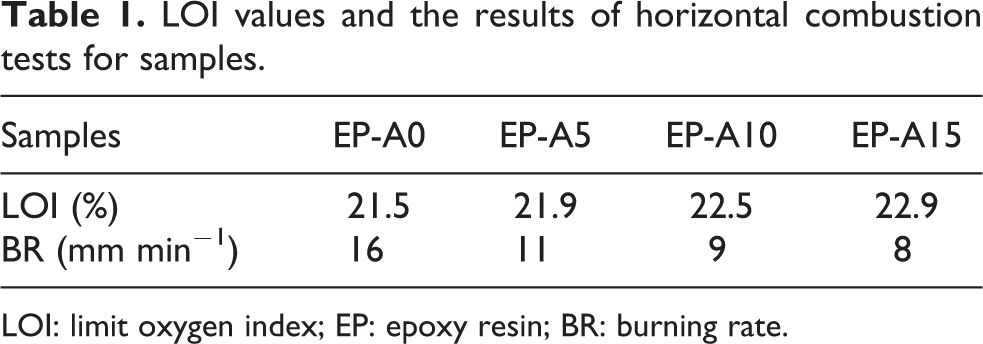
LOI: limit oxygen index; EP: epoxy resin; BR: burning rate.
Thermal properties
To evaluate the effect of ATH addition on the thermal stability of EP, thermo gravimetric analyzer (TGA) was used for analysis of samples EP-A0 and EP-A15. Thermo-gravimetric (TG) and derivative thermogravimetric (DTG) curves are shown in Figure 3. Meanwhile, the temperatures corresponding to 5% weight loss (T 5%) and the maximum loss rate (T max) and the residues weight at 600°C are listed in Table 2. In Figure 3, it can be seen that there is a single weight loss stage for EP-A0 (Figure 3(a)) but two for EP-A15 (Figure 3(b)). For sample EP-A15, there exists a slight weight loss at 324°C as circled in Figure 3(b). This resulted from the lower decomposed temperature of ATH. T 5% of EP-A15 is 341°C, which is 48°C lower than that of EP-A0. Both samples have similar T max. EP-A15 exhibits lower weight loss rate (10.77% min−1) than that of EP-A0 (12.92% min−1). The residues of EP-A0 and EP-A15 are 13.33% and 20.82%, respectively.
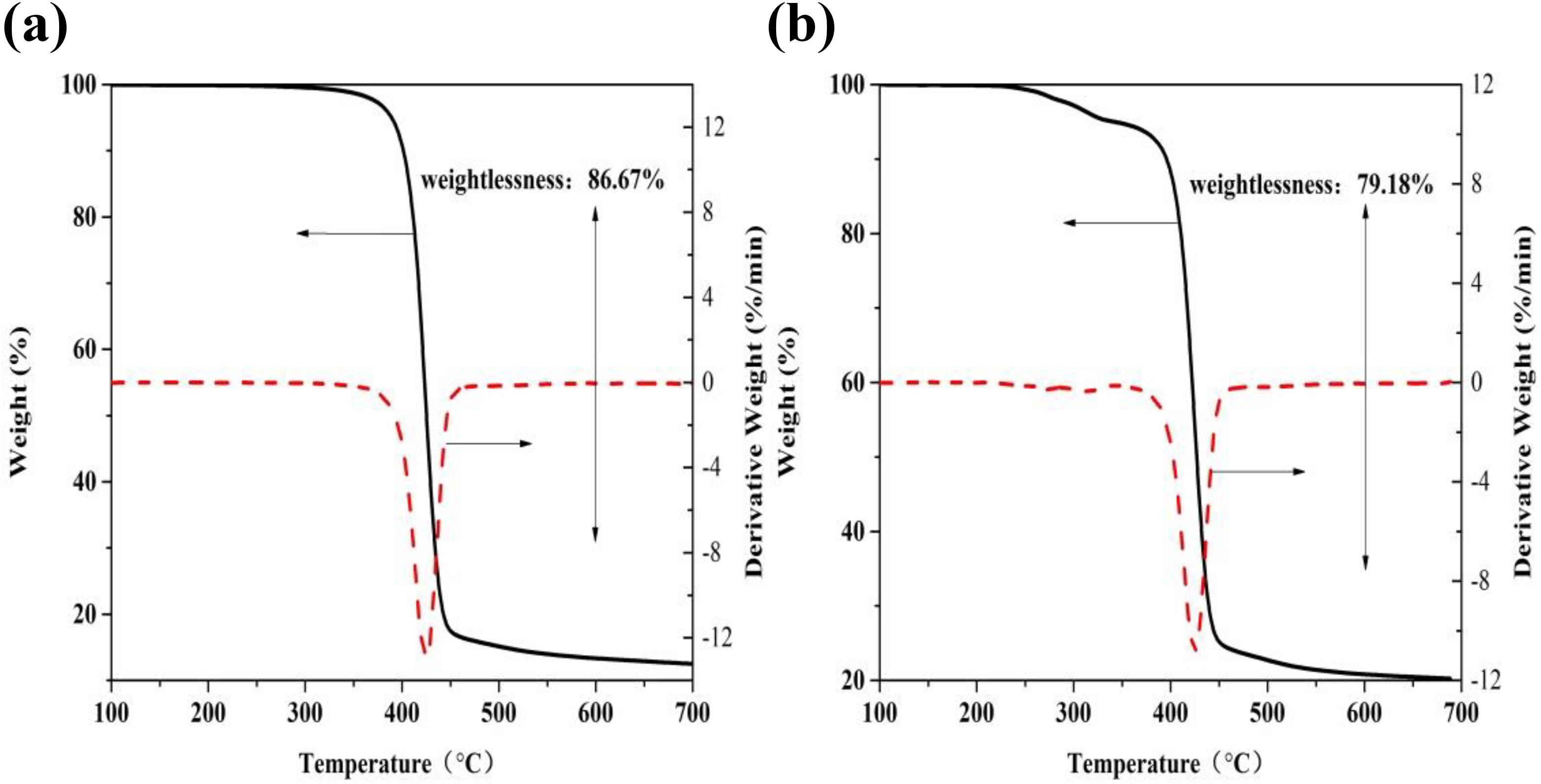
TG and DTG plots of EP-A0 (a) and EP-A15 (b). TG: Thermo-gravimetric; DTG: derivative thermogravimetric; EP: epoxy resin.
Thermogravimetric analysis data of EP-A0 and EP-A15.
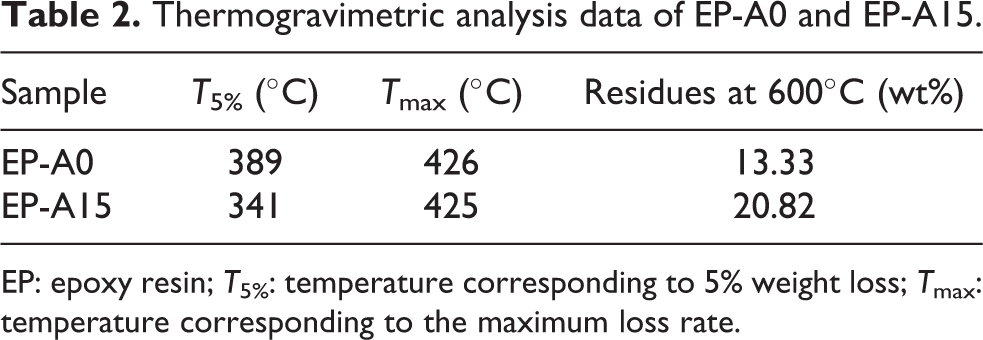
EP: epoxy resin; T 5%: temperature corresponding to 5% weight loss; T max: temperature corresponding to the maximum loss rate.
Heat release rate
Figure 4 shows the heat release rate (HRR) and the THR curves versus burning time. The HRR of EP-A0 increases very quickly after ignition and then reaches to the peak of 836.21 kW m−2 at thermal radiation intensity (TRI) of 35 kW m−2 (Figure 4(a)). In contrast, the HRR of doped samples increases slower, and the release time is retarded. The highest release rates are lowered. The highest release rate of sample EP-A15 is 598.0 kW m−2, 28.49% lowered. At TRI of 50 kW m−2, ATH doping is also effective for heat release, but the effect is limited (Figure 4(b)). When burning time reaches to 600 s, the THR of un-doped EP (EP-A0) and doped EP (EP-A15) is, respectively, 99.71 MJ m−2 and 85.48 MJ m−2 at TRI of 35 kW m−2 (Figure 4(c)). The THR of un-doped EP (EP-A0) and doped EP (EP-A15) are 122.18 MJ m−2 and 90.45 MJ m−2, respectively, at 50 kW m−2 (TRI; Figure 4(d)). It is evident that ATH doping is more effective for lowering down the THR at the higher TRI. The relationship between the peak HRR (PHRR) and concentration of ATH is shown in Figure 5. It can be deduced that ATH doping is more effective at the lower TRI.

The heat release rate of samples at the thermal radiation intensity of 35 kW m−2 (a) and 50 kW m−2 (b); the total heat release for all the materials at the thermal radiation intensity of 35 kW m−2 (c) and 50 kW m−2 (d).

The relationship curves of PHRR and concentration of ATH. PHRR: peak heat release rate; ATH: aluminum tri-hydroxide.
Smoke production
The curves of the rate of smoke release (RSR) are presented in Figure 6. It can be seen that all the samples began to release smoke at the similar time when the same TRI was applied. The beginning time is, respectively, 140 s and 80 s in average when TRI was 35 kW m−2 (Figure 6(a)) and 50 kW m−2 (Figure 6(b)).The peak RSR (PRSR) of EP-A0, EP-A5, EP-A10, and EP-A15 at 35 kW m−2 are 35.15 (m2 s−1) m−2, 31.88 (m2 s−1) m−2, 29.92 (m2 s−1) m−2, and 26.39 (m2 s−1) m−2, respectively. At 50 kW m−2, the PRSR of EP-A0, EP-A5, EP-A10, and EP-A15 are 43.71 (m2 s−1) m−2, 37.22 (m2 s−1) m−2, 34.31 (m2 s−1) m−2, and 32.19 (m2 s−1) m−2, respectively. The relationship between PRSR and concentration of ATH is shown in Figure 7. Based on the results, it can be seen that ATH doping slowed down the smoke release. EP-A15 has the lowest RSR at 35 and 50 kW m−2.

Rate of smoke release curves of samples at the thermal radiation intensity of 35 kW m−2 (a) and 50 kW m−2 (b).

The relationship curves of PRSR and concentration of ATH. PRSR: peak rate of smoke release; ATH: aluminum tri-hydroxide.
Figure 8 presents the curves of TSR versus combustion time of all the samples at the TRIs of 35 and 50 kW m−2. It is seen that without doping ATH, TSR is as high as 4833.75 m2/m2 at 35 kW m−2 (Figure 8(a)) and 4912.03 m2/m2 at 50 kW m−2 (Figure 8(b)), respectively, when the samples were burned for 600 s. As the concentration of ATH increases, TSR decreases. The TSR of EP-A15 sample is as low as 3980.54 m2/m2 and 3831.16 m2/m2, respectively, at 35 kW m−2 and 50 kW m−2. The result indicates that EP doped with ATH can effectively reduce smoke release.
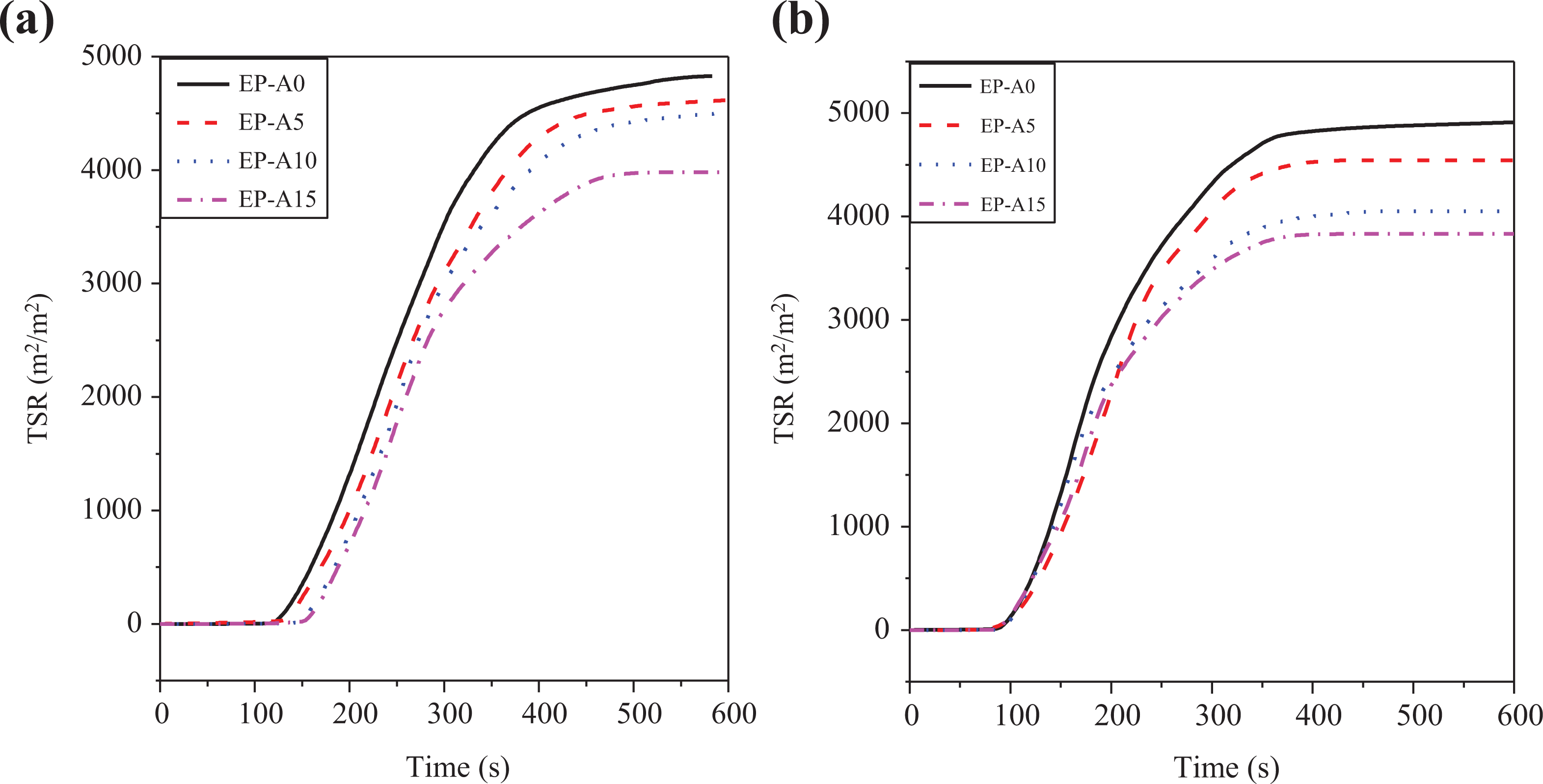
The total smoke release plots for samples at the thermal radiation intensity of 35 kW m−2 (a) and 50 kW m−2 (b).
COP is the main parameter to characterize the smoke toxicity. COP curves of all the samples are shown in Figure 9. It is seen that at the lower TRI (35 kW m−2), ATH doping slightly retards the beginning time of the carbon monoxide (CO) production (Figure 9(a)). COP decreases with increasing of doping concentration. At the higher TRI (50 kW m−2), ATH can also low down COP but exhibits no effect on the beginning time of CO production.

The rate of smoke release for samples at the thermal radiation intensity of 35 kW m−2 (a) and 50 kW m−2 (b).
Table 3 presents the data of the time-to-ignition (TTI), MSEA, the mean mass of CO (MCOY), and the mean mass of carbon dioxide (MCO2Y). TTI is usually used as a parameter to evaluate the effect of flame retardants on flammability. From Table 3, it can be seen that TTI prolongs with the increment of ATH. MSEA presents for the smoke-generating capacity during combustion. We can see that with the increase of ATH, MSEA becomes smaller at both the low and high TRIs, which confirms that ATH has the ability to suppress smoke. As the same as MSEA, both MCOY and MCO2Y decrease with the increase of ATH doping. Based on this result, it can be deduced that as the released amount of CO and CO2 decreases with increasing ATH, the carbon residue after combustion would increase. This is consistent with the Thermogravimetric analysis results of samples.
Burning data from cone calorimetry.

EP: epoxy resin; TTI: time-to-ignition; MSEA: mean specific extinction area; COP: carbon oxide producing rate; MCOY: mean mass of carbon monoxide; MCO2Y: mean mass of carbon dioxide.
Discussion
Flame retardancy and smoke suppression
From the above results, it can be seen that with increment of ATH, LOI increases and BR decreases. This certifies directly the retardancy of ATH doped in EP. Meanwhile, the results of DTG and HRR can also demonstrate that ATH addition can improve the thermal and flame-retardant properties of EP composites. Generally, when burning, ATH doped in the polymer would be decomposed as proposed in the literature 22

Thermodynamic process can be described in terms of Coats–Redfern relation 29

where α is the decomposing rate, T is the decomposing temperature, n is the reaction order, β is the heating rate, R is the gas constant (8.314 J mol−1 K), A is the pre-exponential factors, and E is the activation energy.
In the present article, the concentration of ATH in EP-A15 is 13.04%. Accordingly, the decomposed H2O is 4.52%. However, TG curve of EP-A15 shows that the weight loss is 4.4%. Therefore, we assume that there are two stages for EP-A15 to lose H2O. The first stage (weight loss is marked by red circle in Figure 3(b)) is between 250°C and 324°C, which loses major part of H2O. The second stage is in the range of 324–700°C losing the remainder part. It is known that the specific heat of ATH (c = 1.18 J g−1·K) is higher than that of EP (c = 1.05 J g−1·K), and the decomposed temperature of ATH is lower, so EP-A15 loses H2O before the main weight. We used equation (2) to calculate the activation energy. Figure 10 shows the Coats–Redfern curves of EP-A0 and EP-A15 with n = 0 and n = 1, respectively. Activation energy (E) was determined by the slope of the curves. The detailed data are summarized in Table 4. It is seen that EP-A0 just has one stage, while EP-A15 has two stages. At the first stage, E corresponds to 42.61 kJ mol−1 (Figure 10(a)) and 43.37 kJ mol−1 (Figure 10(b)), which were much lower than that of EP-A0 due to the decomposition of ATH. When ATH is decomposed, the sample would absorb heat to retard flame. At the second stage, E of EP-A15 is larger than that of EP-A0, which suggests that remaining ATH is decomposed into aluminum oxide (Al2O3) and H2O. As mentioned above, the doped ATH contributes to the flame retardancy through the decomposition of ATH at two stages.
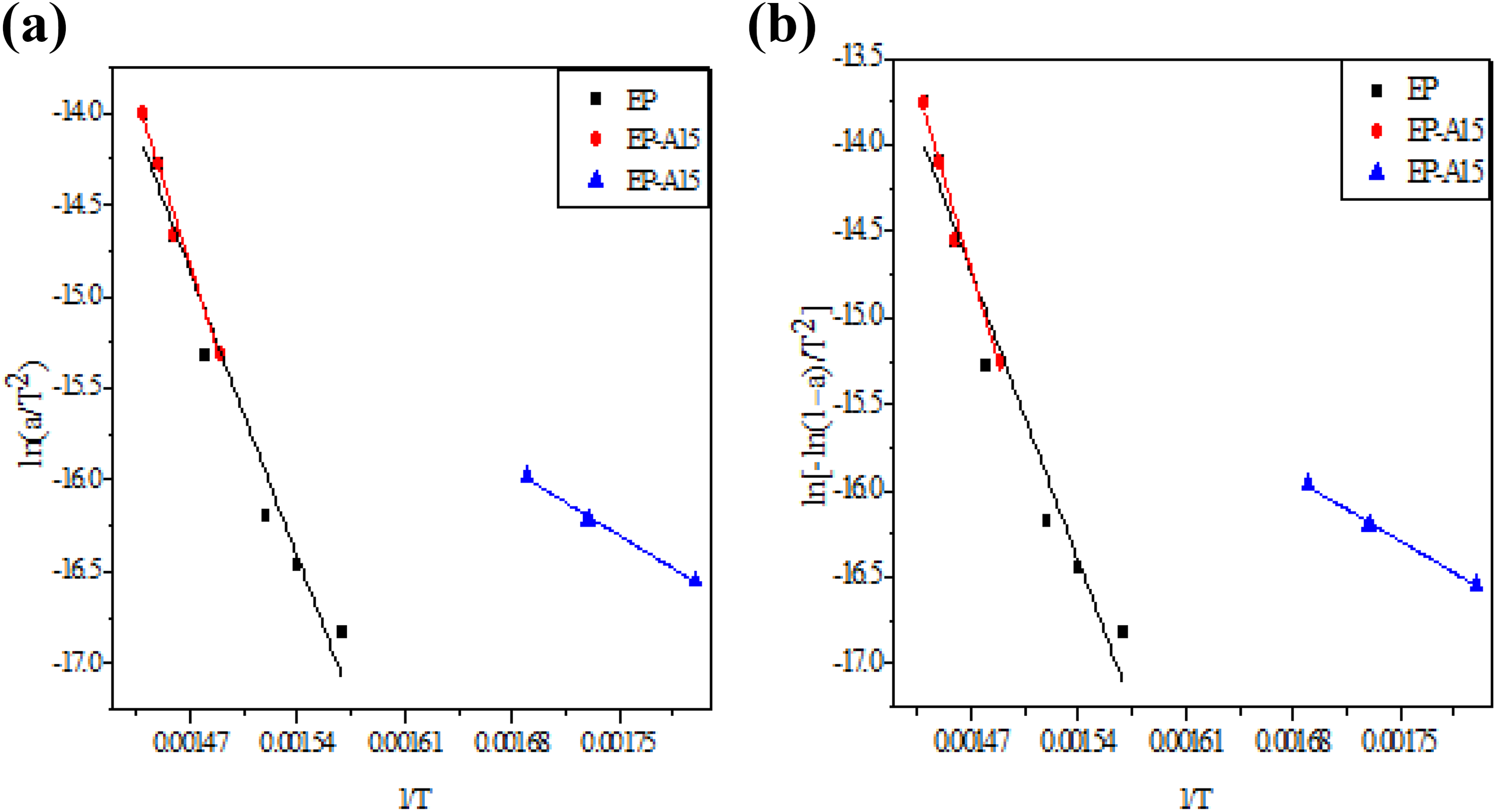
The fitting curves for EP-A0 and EP-A15. EP: epoxy resin.
The activation energy of EP-A0 and EP-A15 for different stages.

EP: epoxy resin; E: activation energy.
The previous studies 29 –31 reported that the structure of residual carbon always has a great influence on the flame retardancy. The coating film of Al2O3 formed in the present experiment would combine with carbon residue to resist the flame. Figure 11 shows the morphologies of the sample surfaces after burning. It can be seen that the surface of EP-A0 (Figure 11(a)) is covered by carbon residue. Such structure would be less thermo stable as compared with those on other sample surfaces that are coated with Al2O3 films. With the doping ATH increasing, there are more and more Al2O3 films coated on the surfaces, which was identified with EDS analysis (as presented in Table 5) and XPS analysis (as shown in Figure 12). Figure 12(a) confirms that the elements C, N, O, and Al exist. Figure 12(b) to (d) shows that the content of C is similar on surface of both samples EP-A0 and EP-A5. However, the content of O on surface of sample EP-A5 are much higher than that on sample EP-A0; meanwhile, there exists high content of Al on the surface. Hence, it is demonstrated that the addition of ATH can form Al2O3 films to prevent further reaction during the burning and then decrease the release of smoke. 14 In addition, the mechanism of flame retardancy of ATH can be also explained in terms of heat absorption and burning gas reducing, as discussed in the literature. 14,32,33

SEM micrographs of residual carbon for EP-A0 (a), EP-A5 (b), EP-A10 (c), and EP-A15 (d). SEM: scanning electron microscope; EP: epoxy resin.
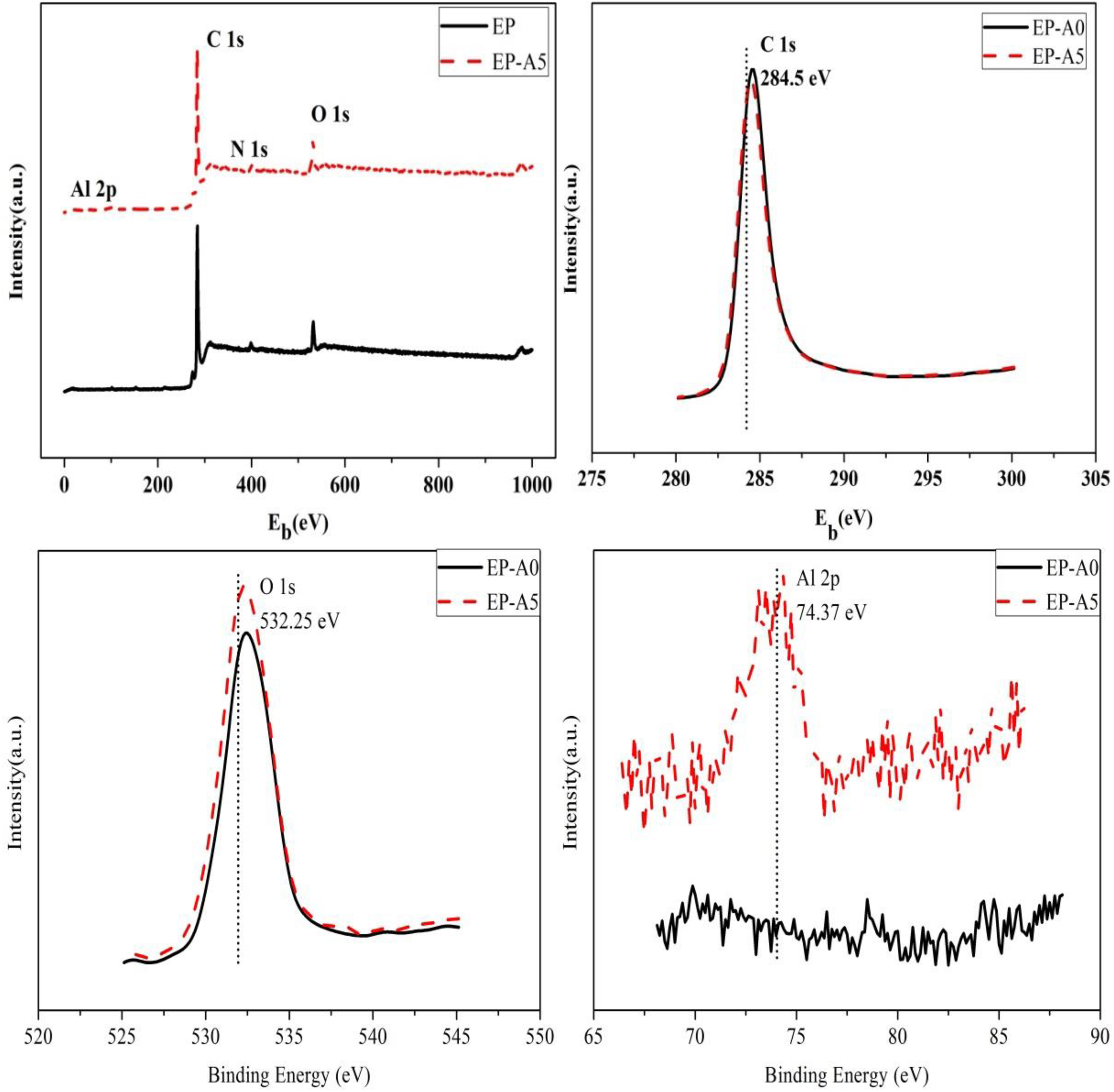
XPS images of EP-A0 and EP-A5. XPS: X-ray photoelectron spectroscopy; EP: epoxy resin.
The content of C, O, and Al in the surface of carbon residue.

EP: epoxy resin.
Mechanical properties
Table 6 presents the tensile strength of the prepared materials. It can be seen that with the content of ATH increasing, the tensile strength of the materials drops quickly. It is evident that the doping ATH can reduce the mechanical property. As known, EP is bonded by covalent and van der Waals forces. ATH is inorganic compound connected by ionic bond. Because of poor compatibility, they can’t form a single homogeneous phase when mixed together. The ATH particles distributed in the materials would reduce the Waals forces between the polymer molecular chains. When loaded, the material easily leads to cracks. However, the uniform distribution of the particles would benefit for the mechanical properties.
The tensile strength of the prepared materials.

EP: epoxy resin.
If the additive ATHs were dispersed evenly with small size in the composite, the material would be improved in the performances. Figure 13 shows the SEM images of samples of EP-A5 and EP-A15. As seen, ATH in EP-A5 and EP-A15 was dispersed evenly in general but clustered into particles, showing an uneven size which would be unfavorable for the mechanical properties. And as ATH increases, it is easier to cluster into particles reducing the tensile strength as the results showed.

Scanning electron microscopic images of EP-A5 and EP-A15. EP: epoxy resin.
Summary and conclusions
The EPs were synthesized with ATH via thermal curing in this study. The results showed that ATH doping can lower RSR, TSR, and COP, so that ATH doping can decrease the smoke and harmful gas releases. In addition, ATH doping can reduce HRR and THR, which makes TTI become longer. Based on LOI experiments, it is concluded that ATH has effective flame-retardant performance.
The smoke suppression of ATH was attributed to the formation of Al2O3 films which can prevent further reaction during the burning and then decrease the release of smoke. The mechanisms of flame retardancy of ATH were discussed. It was confirmed that the doped ATH contributes to the flame retardancy through the decomposition which can enhance the activation energy of EP. In addition, Al2O3 films coated on the surface of residual carbon are favorable for resisting to the burning. H2O decomposed from ATH can dilute the concentration of flammable gas to inhibit burning.
Although EP doped with ATH is effective on retarding flame and suppressing smoke, its mechanical properties becomes worse with increment of ATH that deserves to be resolved.
Footnotes
Data availability statement
The burning data of Cone calorimeter, TGA, and LOI and data of mechanical test used to support the findings of this study are available from the corresponding author upon request.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Key Research and Development Plan (project no. 2016YFC0802900).