
Abstract
In this study, the effects of truncated ellipsoids and cubes on the particle size distribution of a UG2 ore were compared to the spheres using the response surface methodology for experimental design, modeling, and optimization. The response surface methodology demonstrated that it can be useful in optimizing grinding operations. It provides lenses to see and analyze the behavior of the ball filling, interstitial filling, and % solids parameters which are complex and interactive, and their effects on the production of the desired product (−75 µm) for different grinding media. Spherical grinding media outperformed truncated ellipsoids and cubes, producing the highest amount of the desired size class (82.58%), followed by 80.41% for truncated ellipsoids and 77.07% for cubes. Spheres also consumed the least power followed by cubes and lastly truncated ellipsoids. The differences in optimal grinding conditions were attributed to different contact mechanisms, surface area, and load behavior of the grinding media.
Introduction
Comminution, an essential step in mineral processing, has a profound influence on mineral recovery in downstream processes and is also the most expensive process in the mineral beneficiation chain. 1 Comminution consists of blasting, crushing, and milling with milling being the most inefficient. The ball mill is commonly used for milling due to its low maintenance cost, easy operation, and high reduction ratios. 2 However, the ball mill is associated with high energy, media, and liner consumption resulting in exorbitantly high costs of production. High power consumption leads to more carbon footprints since South Africa's energy is mostly thermal power. This has attracted so much research in this field since a slight improvement in the process could give great rewards economically and environmentally.
The ball mill lifts the grinding media by rotation of its horizontal cylindrical part which then falls back impacting the ore particles. The grinding action is then achieved by attrition, abrasion, and impact between the ore and the grinding media. 3 Spherical media has been commonly used in ball mills; however, different shapes of grinding media have different contact mechanisms, bulk density, and surface area. According to Shahbazi et al., 4 all these properties of the grinding media affect the milling process as they influence the breakage distribution function, selection function, and load behavior inside the mill. Several researchers have studied the effect of grinding media shapes in ball milling using cylpebs, cubes, ellipsoids, spheres, and other media.5–8 Khumalo et al., 9 investigated the effect of cubes, spheres, and ellipsoids on particle breakage using the population balance model and attainable region technique which showed that spheres and ellipsoids give higher values of the required product size than cubes. Simba and Moys, 10 also used the same media shapes to investigate their effect on milling kinetics and found that a mixture of the shapes can increase the breakage rates in some mill environments though spherical media proved to be the best. Wu et al., 8 compared cylpebs with hexagon grinding media and found them to produce the same particle size distribution in the ground product. However, most researchers used grinding time, media size distribution, and critical speed as their input variables using the one variable at a time (OVAT) method which does not consider any interaction effects between variables.10–13 Response surface methodology (RSM) is a multivariate method that has been used to model and optimize comminution circuits which is going to be employed in the current work. Ebadnejad et al., 14 employed RSM for milling copper sulfide ore with varying solid content, ball charge, and ball size. Makokha et al., 15 also optimized the ball mill using slurry solid concentration and ball loading as the variables in grinding a UG2 ore. However, the effect of media shapes has not been investigated using RSM on UG2 PGM's ore which is a source of base metal sulfides and platinum group of elements.
This study thus aims to investigate the effects of spheres, cubes, and truncated ellipsoids on the PSD of UG2 PGM's ore using the RSM and central composite design (CCD). The input variables used to compare the various media are interstitial filling (U), ball filling (J), and percent solids (% solids). The percentage of ground product passing 75 µm, was the response used to determine the milling efficiency of the various media shapes. The RSM in conjunction with CCD was used to establish the relationship between the input variables and the responses and to optimize the three operating input variables. Other media shapes may improve the ball mill efficiency by producing better product PSD and decreased power consumption thereby reducing production costs and making low-grade ores economical to mine.
Fundamentals of RSM/central composite design
According to Asghar et al.,
16
RSM is a multivariate tool consisting of a group of mathematical and statistical techniques that fits models to experimental data obtained to experimental design useful for developing, improving, and optimizing processes. The RSM was developed by Box and Wilson.
17
RSM allows manipulating independent factors and evaluating their effect on the response output. It can show the effects of the interaction of the factors on the response output hence making it superior to the OVAT method. RSM consists of Box–Behnken design, CCD, and three-level factoring design. However, CCD is the most used for optimization purposes.
18
The current scope of the study is based on CCD. Ghodrati et al.,
19
used CCD to optimize chemical reagents in copper floatation resulting in an increase in grade and recovery by 1.8% and 2%, respectively. Motasim,
20
employed CCD to beneficiate chromium ore using a shaking table hence improving the chromite grade from 30.21% to 48.52%. CCD is made up of 3 groups of design points which are factorial, axial, and center points. CCD is appropriate for fitting second-order polynomial equations. The total number of runs for CCD is dependent on the number of factors given by Equation 1. It includes 2k factorial points, 2k axial points, and n center points.
21

Materials and methods
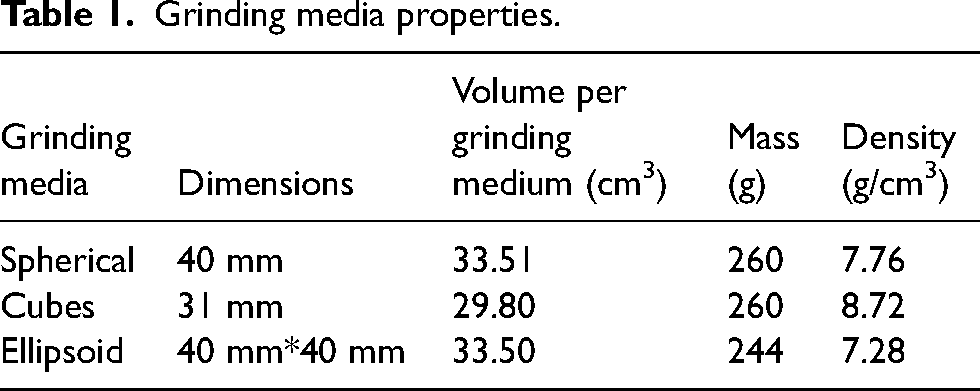
A UG2 ore obtained from one of the concentrators in Limpopo was used as the sample in the experimental work with a density of 3.45 g/cm3. The sample was crushed using a Denver XJ 2625 Jaw crusher and a Denver WJ 18732 double Roll crusher to 80% passing 1776 µm, properly blended for homogenization, and split into representative samples using the Jones riffler splitter followed by the spinning riffler. The characterization of the sample was carried out for the PSD, chemical composition, and mineralogy of the ore. The PSD was conducted using sieves in √2 sequence. The Rigaku ZSX PRIMUS II X-ray fluorescence (XRF) spectrometer incorporated with SQX analysis software (Japan) operating under EZscan was used for chemical analysis. The mineralogical analysis was conducted with the X-ray diffractometer (XRD) Rigaku Ultima IV using PDXL analysis software (Japan) incorporated with the International Centre for Diffraction Data card for mineral identification. A 5 L laboratory ball mill without liners was used with a diameter of 0.18 and 0.20 m length run at 80% of its critical speed. All the equipment used was from the University of Johannesburg Mineral Processing and Analytical Laboratories. Spheres, cubes, and truncated ellipsoids shown in Figure 1 were used for the batch grinding tests. The properties of the grinding media used are presented in Table 1.

Photograph of spheres, cubes, and truncated ellipsoids (left to right) used for milling.
Grinding media properties.
Experimental method
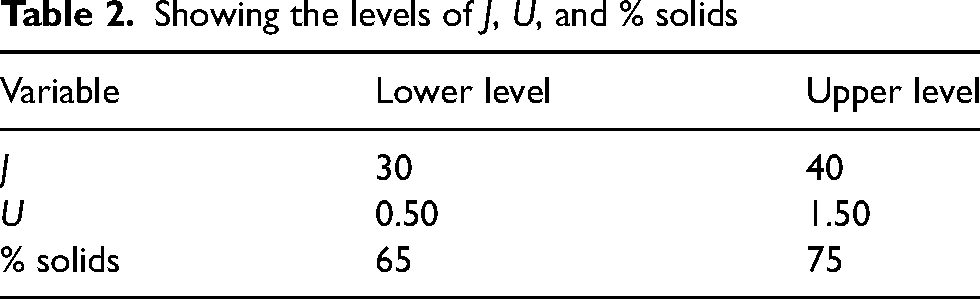
The sample was ground in batches for 70 min using different ball shapes, varying 3 parameters according to the design of experiments (DoEs) obtained using RSM (CCD). Twenty experiments were generated for each grinding media shape. The variable input parameters were ball filling (J), interstitial filling (U), and % solids. Equations 2–5 were used to calculate the input variables adapted from the work of Deniz.
22
The levels of the input parameters are presented in Table 2 which are similar to various industrial applications for processing UG2 ore.23–25 The mill product was collected and wet screened using the smallest sieve size of 75 µm following the ASTM C-136 standard. After wet sieving the +75 μm was dry screened using sieves (850, 600, 425, 300, 212, 150, 106, and 75 μm) on a rotap for 10 min following the ASTM standard √2 series. To imitate the processing operations throughout the Bushveld Complex of South Africa, for optimal liberation of PGMs for UG2 ore, the target grind for the milling experiments was 80% passing 75 μm.
26
The energy used for each experiment was measured using a Geewiz Kill-A-Watt power meter. The grinding time and percentage critical speed were kept constant throughout all the experiments.



Showing the levels of J, U, and % solids
where J is the ball filling ratio, U is the interstitial filling ratio, fc is the powder filling ratio, Ms is the mass of solids, Mw is the mass of water.
Mill feed characterization
The PSD of the mill feed showed that 80% of the sample passed 1776 µm. The ore was composed of Si (14.3%), Fe (14.8%), Mg (9.58%), Cr (9.36%), Ca (4.69%), and Al (4.98%). The abundance of chromite and iron conformed to the typical mineralogy of UG2 ore XRF results. 27 Very low concentrations of Cu (0.034%), V (0.09%), Mn (0.19%), Ni (0.2%), K (0.29%), Na (0.36), P (0.013), and Zn (0.036%) were present in the sample. The PGM's could not be shown as they were in undetectable quantities. The XRD results displayed 8 phases which were enstatite (MgSiO3), aluminum oxide (Al2O3), magnesiochromite (MgCr2O4), anorthite (CaAl2Si2O8), magnetite (Fe3O4), millerite (NiS), djurleite (Cu31S16) and chalcocite (Cu2S) shown in Figure 2.
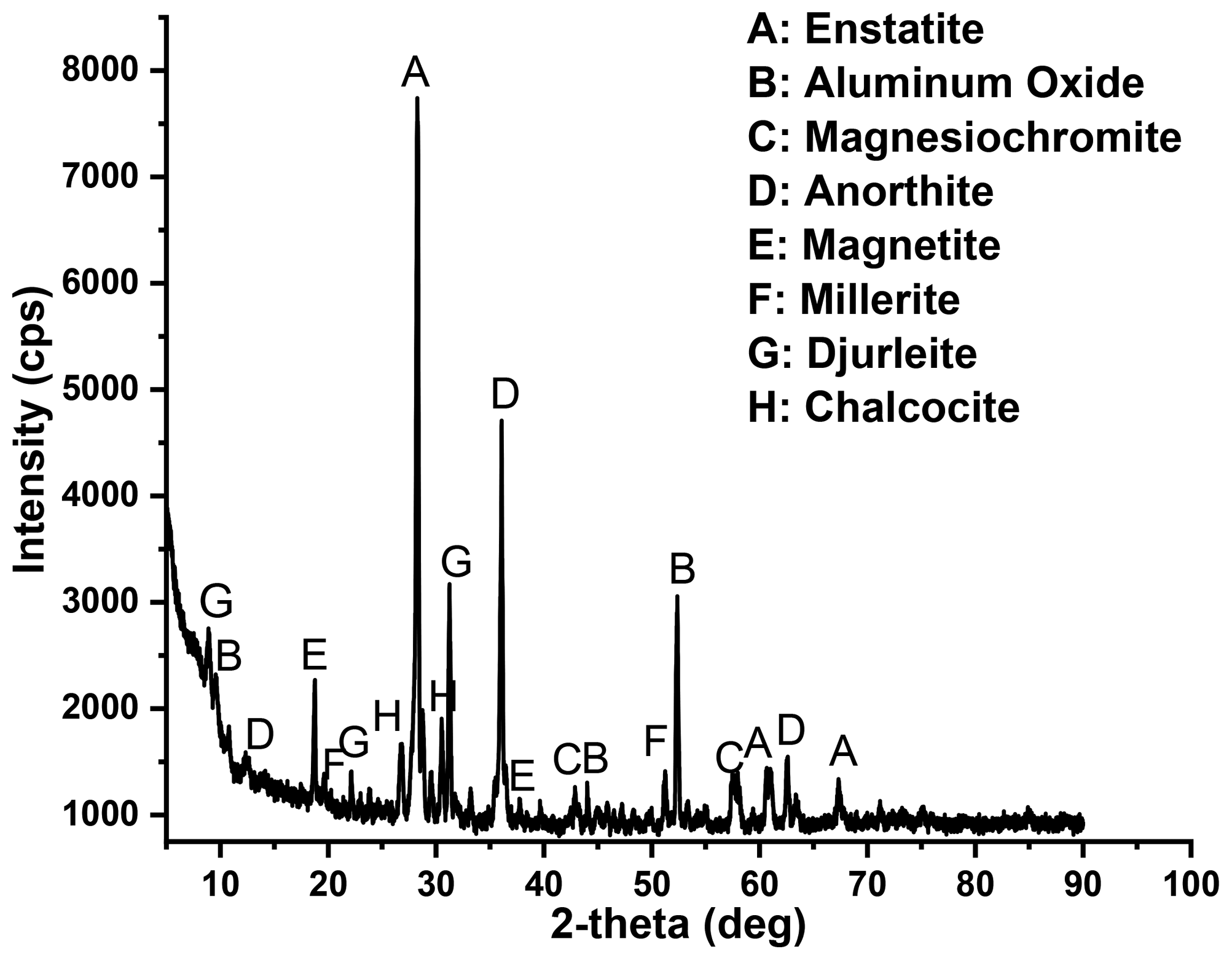
Mineralogical composition of the ore sample.
RSM model
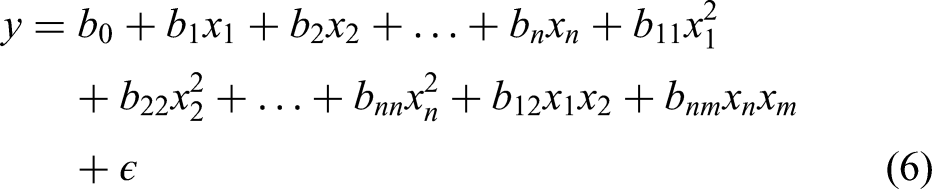
The experimental data obtained from this study was analyzed using the second-order polynomial model represented by Equation 6 because the CCD used enables the estimation of regression parameters that fit a second-order regression model which relates the response and several experimental factors.
28
Furthermore, the second-order model gives better optimization compared to the first-order model as it can estimate nonlinearity of responses in a dataset, and estimate curvature in continuous processes.
29
The adequacy of the models was determined using the residual plots. R2 values showed if the model fits the experimental data well and if the model can be used for prediction. Analysis of variance (ANOVA) analysis using Minitab 21 software was used to determine the significance of the models by using p values. The significance level (α) was set at 0.05. Optimization was achieved by use of contour plots and the response surfaces plots which showed the variable interactions with the output response. The prediction tool was used to optimize and validate the models. Validation was conducted using 2 points which were the midpoint and the optimal point.
Results and discussion
RSM analysis on the effect of media shape on % passing 75 µm
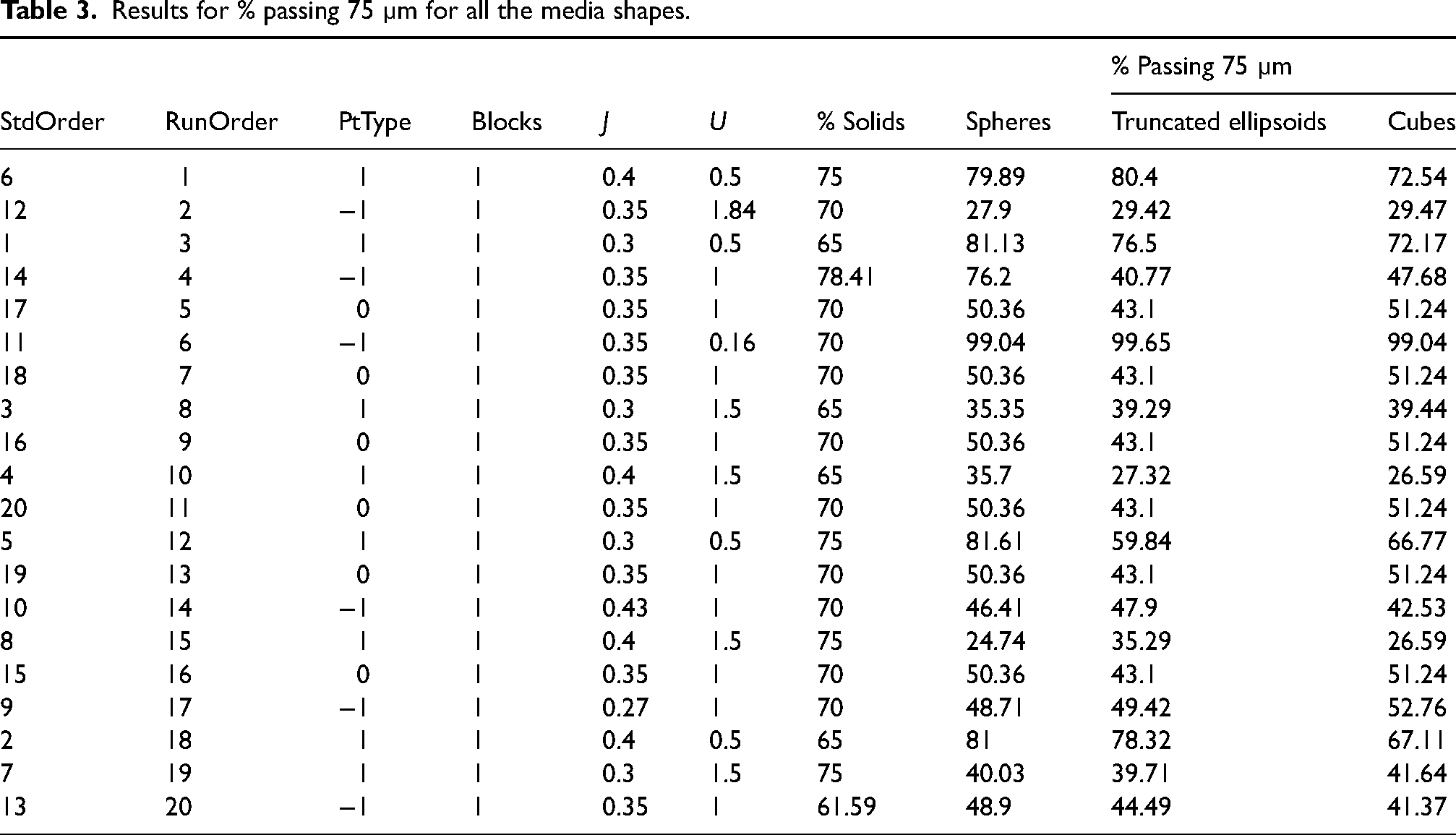
The results for the % passing 75 µm after implementing the DoE using RSM for spheres, truncated ellipsoids, and cubes are presented in Table 3. Table 3 shows experimental run orders with uncoded coefficients together with the responses for the different grinding media shapes. A total of 20 runs were conducted for each grinding media shape. Figure 3 shows a graphical representation of the results obtained for the % passing 75 µm for all the media shapes. It compares PSDs produced by the different grinding media shapes for each experimental run using the same conditions.
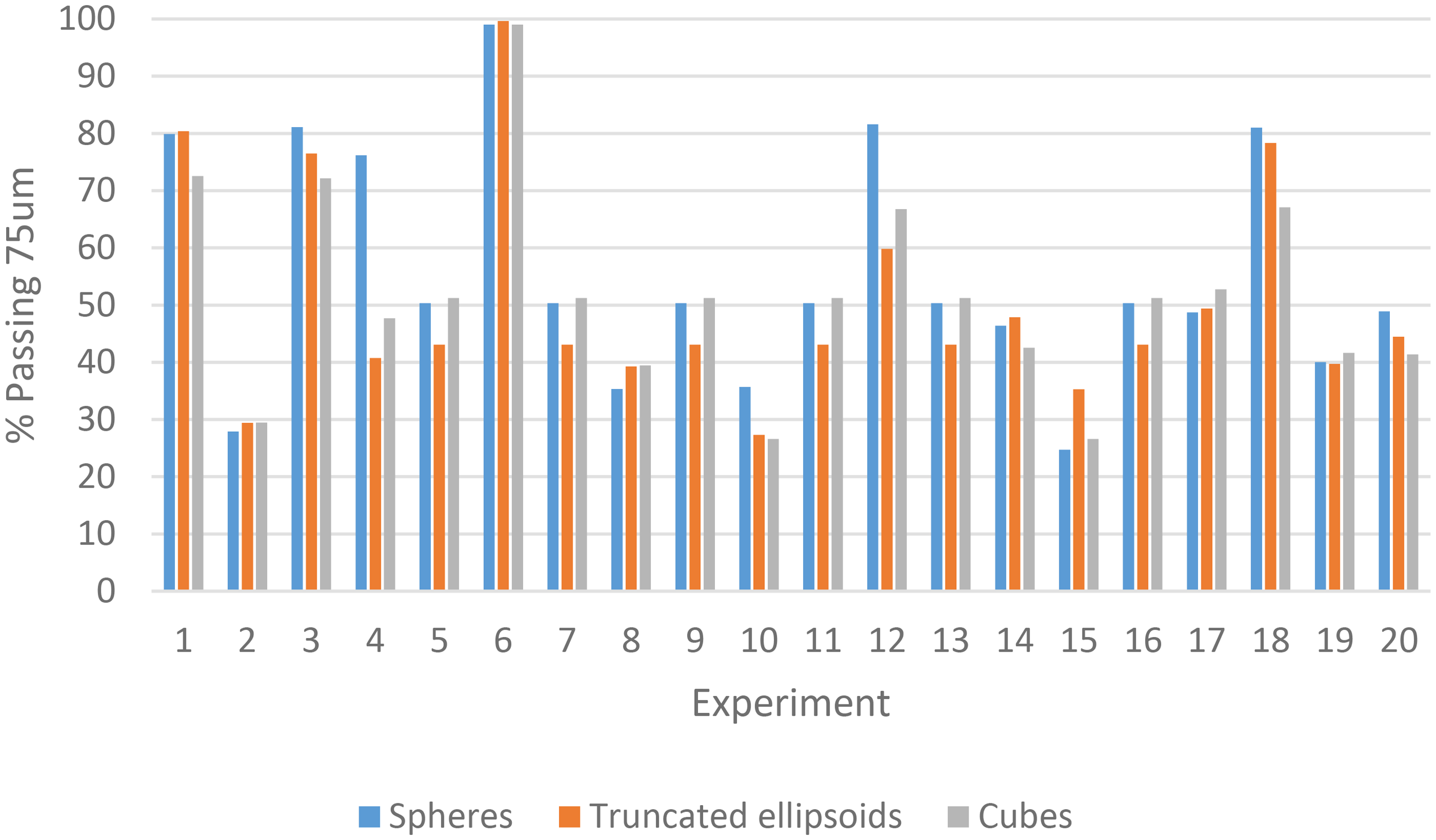
Experimental results for % passing 75 µm for all media shapes.
Results for % passing 75 µm for all the media shapes.
RSM models
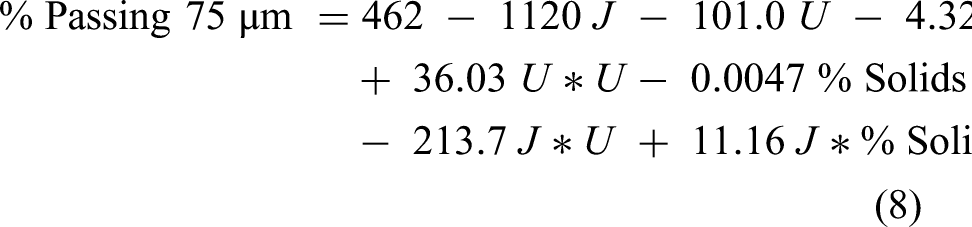
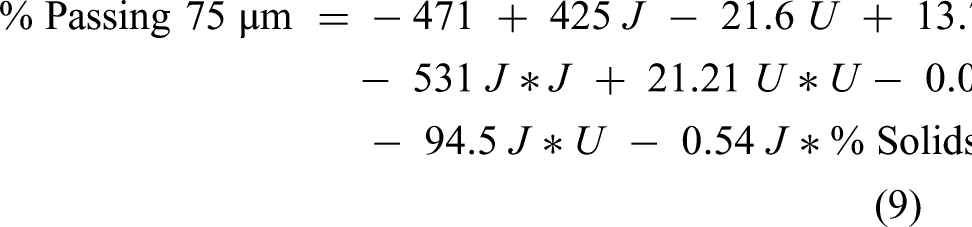
The models for % passing 75 µm for spheres, truncated ellipsoids, and cubes are presented by Equations 7–9, respectively. All the models had very high R2 values close to 100 of 98.73, 99.67, and 99.80 for spheres, truncated ellipsoids, and cubes respectively thus the models fit the data perfectly well. Also, the predicted R2 values were high as well with spheres, truncated ellipsoids and cubs having values of 77.60, 94.75, and 94.49, respectively therefore the models are suitable for prediction.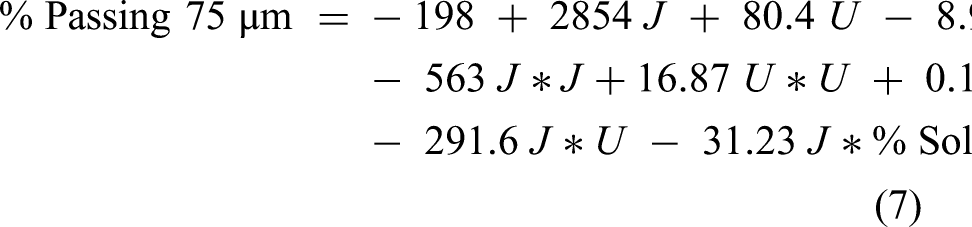
ANOVA analysis
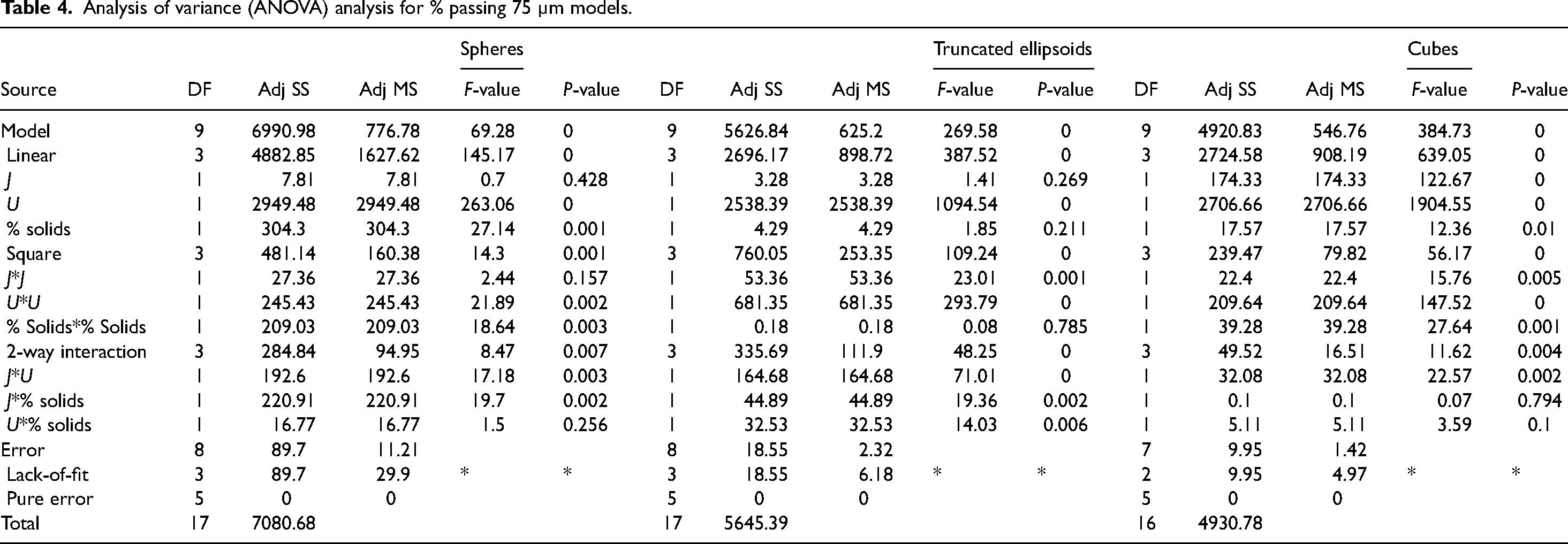
The ANOVA analysis of the effect of grinding media shape on % passing 75 µm is presented in Table 4. P values greater than 0.05 designates that the term is statistically insignificant whilst those less than 0.05 were statistically significant. All three models for the different grinding media shapes were statistically significant with p-values of 0 which is less than 0.05. U was the only statistically significant parameter for all media shapes with p-values of 0 which is less than 0.05. J was significant only for cubes with a p-value of 0. Percentage of solids were statistically significant for both spheres and cubes with p-values of 0.001 and 0.01, respectively. All the square terms were statistically significant for cubes with p values of 0.005, 0, and 0.001 for J*J, U*U, and % solids*% solids, respectively. U*U was significant for all media shapes. However, % solids * % solids were significant for spheres whilst J*J was significant for truncated ellipsoids. All the 2-way interactions were statistically significant for truncated ellipsoids with p values of 0, 0.002, and 0.006 for J*U, J*% solids, and U*% solids, respectively. The interaction J*U was statistically significant for all media shapes with p values less than 0.05 of 0.003, 0, and 0.002 for spheres, truncated ellipsoids, and cubes, respectively. U*% solids were insignificant for spheres and cubes with p values of 0.256 and 0.1 respectively whilst J* % solids were insignificant for cubes only with a p value of 0.794.
Analysis of variance (ANOVA) analysis for % passing 75 µm models.
All the models’ adequacy was assessed using the residual plots to check if the models met the assumptions of the analysis. 30 The Normal probability plot versus residual displayed a normal distribution along the straight line with an equal number of points fairly distributed on both sides of the straight line. The residual versus fits plots had a random distribution on both sides of the 0 line without any recognizable patterns in point distribution which showed that the residuals have a constant variance and are randomly distributed. The histograms showed a normal distribution curve. The residual versus order showed no pattern therefore there was no correlation of residuals near each other.
Main effect and interaction plots for the desired product
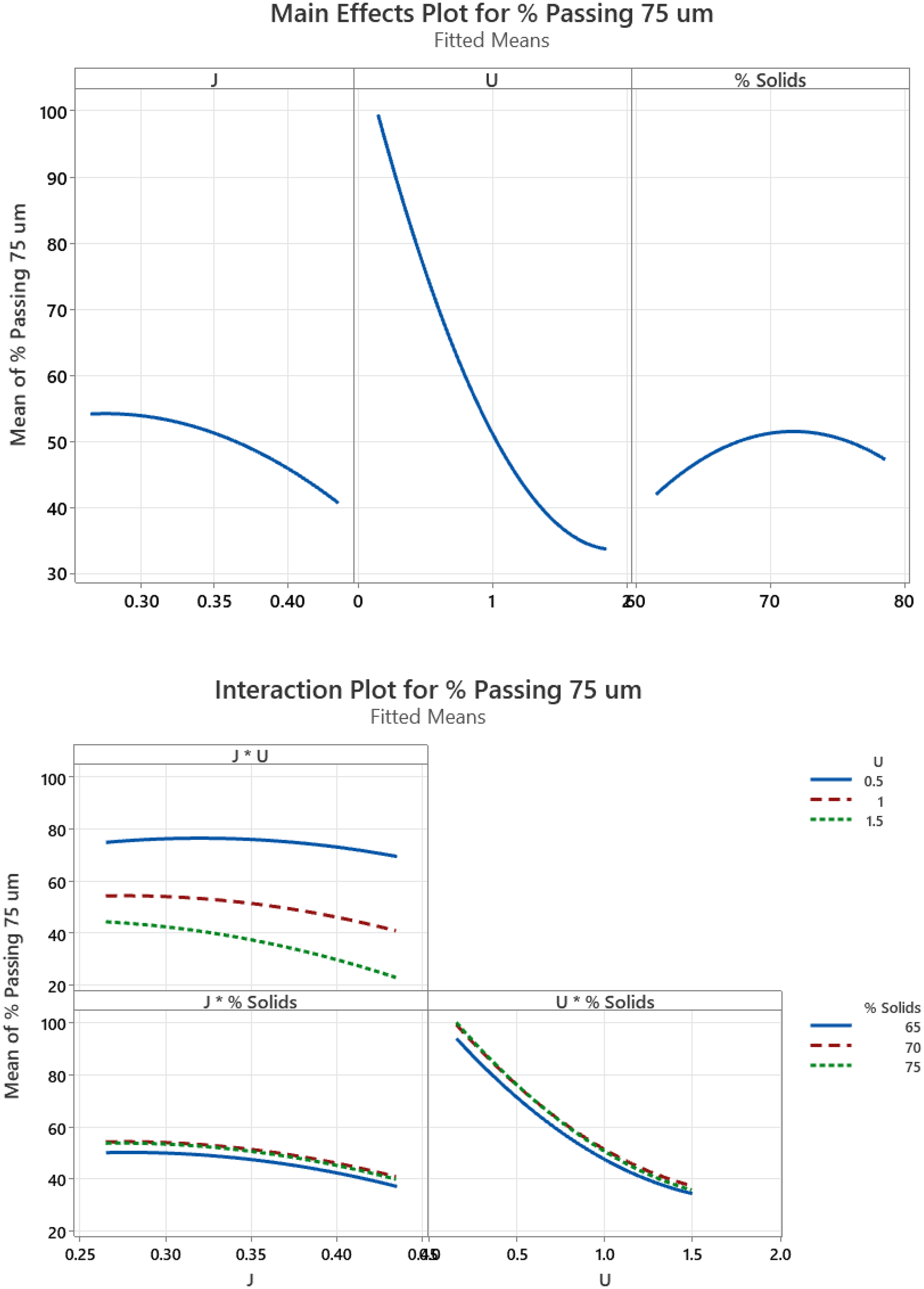
The main effects and interaction plots for spheres, truncated ellipsoids, and cubes are conveyed in Figures 4–6, correspondingly. For spheres, the production of the desired product (80% passing 75 µm) was maximized at J = 0.35 in Figure 4 and starts to decrease thereafter whereas, for truncated ellipsoid, the relationship is opposite as the amount of the desired product produced shows a minima at J = 0.35 in Figure 5 and starts to increase thereafter. For cubes, the relationship is negative as shown in Figure 6. The interstitial filling has generally a negative relationship with the amount of the desired product produced generally for all grinding media. However, the relationship of the % solids and the desired amount of product varies with each grinding media. Detailed analysis is given in the subsequent paragraphs.
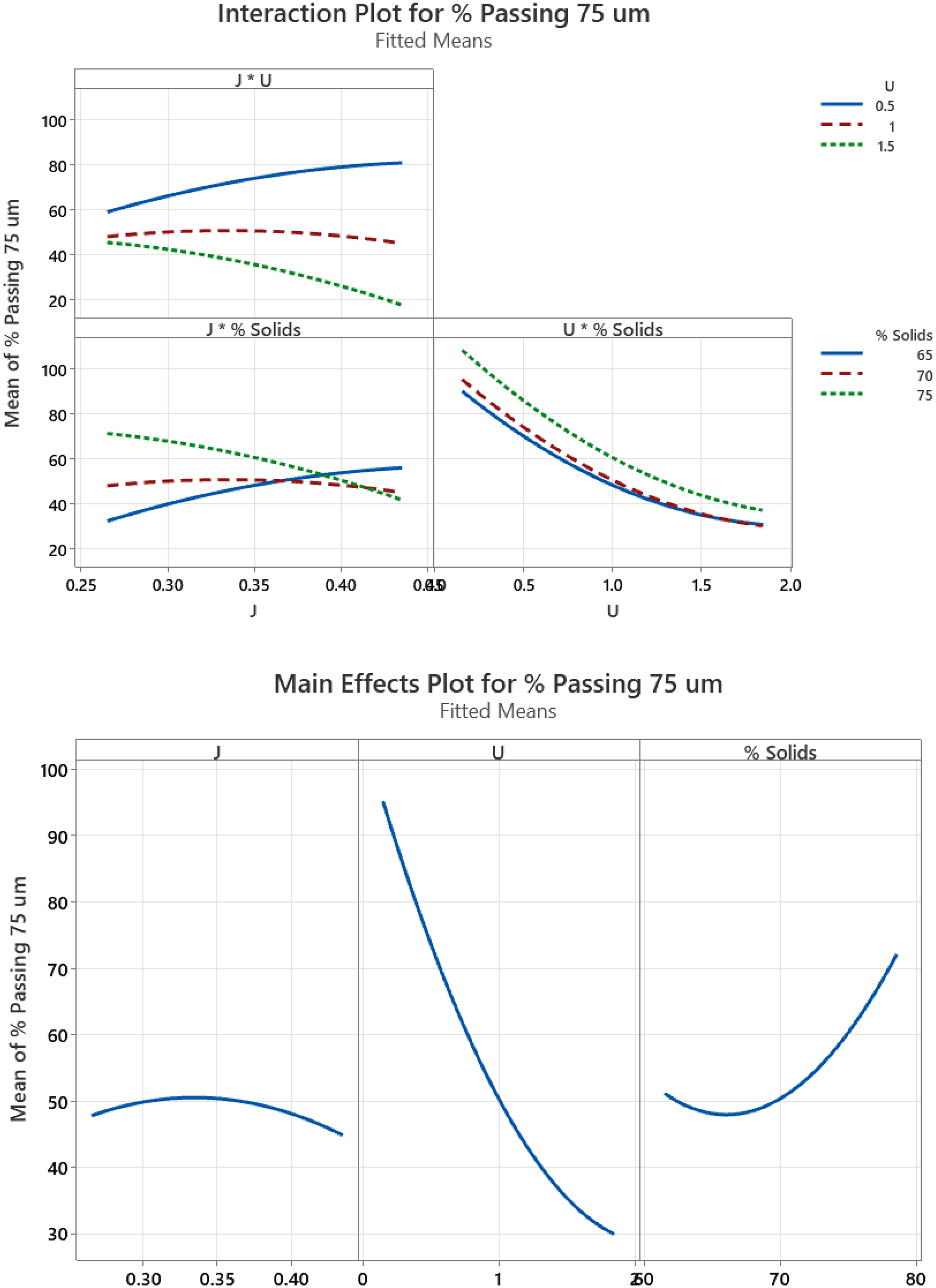
Main effects and interaction plots for spheres on % passing 75 µm.
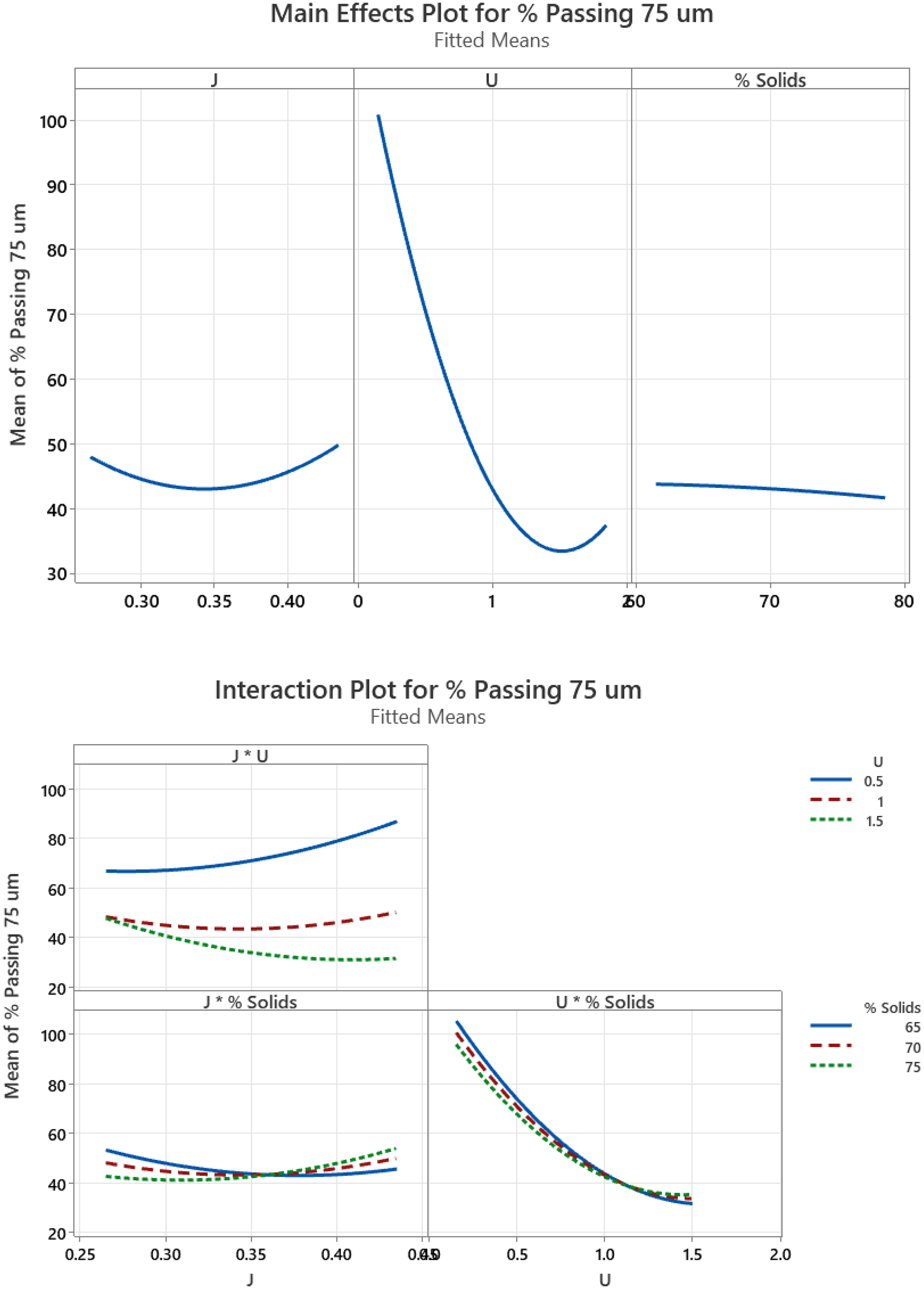
Main effects and interaction plots for truncated ellipsoids on % passing 75 µm.
Main effects and interaction plots for cubes on % passing 75 µm.
For spheres, at U = 0.5 and 65% solids, the increase in J is directly proportional to the amount of the desired product whereas at U of 1 and 75% solids, there is an inverse proportionality relationship between J and the percentage of the desired product produced. At lower values of U, the increase in the desired amount produced confirms Öksüzoğlu and Uçurum’s, 31 findings which showed a significant increase of undersized particles produced using spheres as J increased from 0.15 to 0.4. However, at higher values of U and the % solids, the decreases in the production of the desired size are owing to the decrease in the breakage rate as the collision zone becomes saturated. 7 Shoji et al., 32 also observed a decrease in the specific rate of breakage as the ball filling increased from 0.2–0.5 for dry grinding of quartz. This was most probably owing to the more dominance of the attrition breakage mechanism effected by the increase in the volume of balls. For the % solids, the amount of the desired size produced increased as the % solid increased at low J and the results agree with the findings of Bu et al. 33 As J increases the % solids exhibited the same behavior as observed for U discussed in the foregoing.
Truncated ellipsoids exhibited different behavior from that of spheres. For U, the desired product increased at U = 0.5, remained relatively constant at U = 1, and decreased at U = 1.5, with an increase in J. At 65% solids, the increase in J has a negative effect on the amount of the desired size class produced but, at 75% solids, the effect was positive. This may be attributed to the influence of the media shape on the media packing that allows a higher mill filling volume before saturation in the collision zone. 34
At all values of U for the cubes, the 80% passing 75 µm rises as % solids increase to a maximum at about 70% solids then begins to decrease and is statically significant for cubes. J for all % solid values has an inverse proportionality with the amount of the desired product produced and it is significant statistically as depicted by Figure 6. This may be due to the trigonometrical shape of cubes which makes the grinding media fail to interpack but lay next to or on top of each other.
For all grinding media shapes, U is inversely related to the amount of the desired product and is statistically significant. This is due to the filling of the interstitial spaces that increases the powder cushioning caused by the expansion of the ball-powder bed that in turn results in poor collisions hence decreasing the grinding efficiency. 7 Excessive interstitial filling can result in the grinding media sticking on the walls of the mill. Similar trends were reported by Serajuddin et al. 35 A study by Korkmaz and Hacifazlioğlu, 36 also showed a decrease in PSD of nanosized particles when U increased. The interaction plots indicate significant interactions by non-parallelism of the curves. The more the non-parallelism, the stronger the interactions between the parameters. Important to note is that the behaviors of J and % solids were not consistent for different media. Only U displayed a consistent behavior for all grinding media shapes where there was an inverse relationship between the interstitial filling and the quantity of fines produced.
Optimization and validation of models
The response optimizer from RSM was utilized whereby the target response of the milling process was aimed at attaining 80% passing 75 µm using minimum energy. Three solutions were generated and the solution meeting the product specifications was chosen. Desirability indicates how well a combination of variables meets the desired response with ranges from zero to one with 1 being the ideal situation. 37 The optimal conditions for spheres were J = 0.3, U = 0.5, and 74% solids at a composite desirability of 0.97. Spheres produced 82.58% passing 75 µm using the energy of 0.211 KWh. From the responses recorded in Table 3 showing the results of the experiments, the optimum conditions for spheres were similar with experiment 12 which also proves that spheres produced more product passing 75 µm than truncated ellipsoids. Optimization of the model for truncated ellipsoids gave conditions of J = 0.41, U = 0.5, and 65% solids at a composite desirability of 0.79 producing 80.41% passing 75 µm using 0.23 KWh. These values were similar to conditions in experiment 18 in Table 3 and showed that under the same optimum conditions for truncated ellipsoids, spheres also produce more product passing 75 µm. The results were similar to findings by Hlabangana et al., 12 The optimal conditions for cubes were J = 0.32, U = 0.5, and % solids =73 at a composite desirability of 0.96. Cubes could not reach the minimum target grind after optimization reaching 77.07% passing 75 µm using 0.22 KWh of energy. The results correlate with findings by Simba and Moys. 10 The validation of the models was conducted using two points which were the optimal points for each grinding media shape that have been discussed before and the midpoint corresponding to J = 0.35, U = 1, and % solids =70 for all media shapes. The midpoint consisted of mid-values between the lower and upper level of the input variables. Experiments using these 2 points were conducted for each grinding media and the experimental results compared with the predicted results are presented in Figure 7(a) to (c) for spheres, truncated ellipsoids, and cubes, respectively. All the models for % passing 75 µm for all grinding media shapes were valid with percentage error of less than 5% ranging from 0.48% to 2.9%.
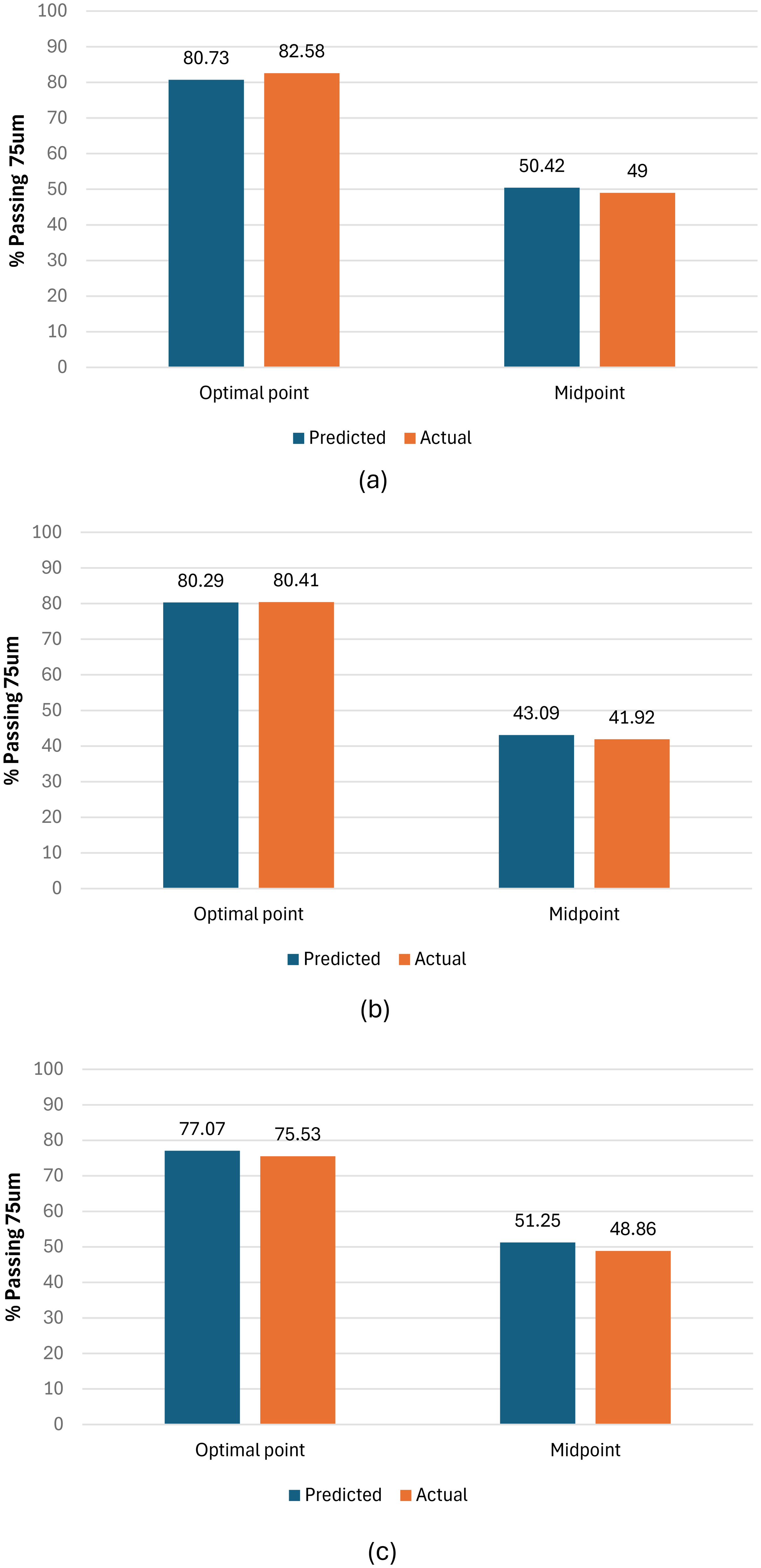
Validation of (a) spherical model (b) truncated ellipsoids model (c) cubical model.
Variability of grinding characteristics of the grinding media shapes
The grinding media shapes investigated in this study exhibited differences in their grinding capabilities. These differences in the grinding characteristics were engendered by dissimilar contact mechanisms, surface area, load behavior, and particle packing. 38 After varying J, U, and % solids, spheres had the highest amount of ground product passing 75 µm, followed by truncated ellipsoids and the cubes performed the least.
Spheres have point contact only which gives them good rotational performance and high crushing force 39 compared to cubes and truncated ellipsoids, hence producing more material passing 75 µm. According to Simba et al., 40 cubes have linear contacts, surface, and point contacts causing particle reduction by mostly abrasion and chipping. However, the impacts from cubes are inadequate to cause breakage therefore cubes produced the least amount of ground product less than 75 µm.
Simba et al., 40 observed that truncated ellipsoids have the highest surface area followed by cubes and spheres having the least surface area. Even though spheres performed the best, truncated ellipsoids produced an amount of ground material reaching the target grind. This may be attributed to the fact that truncated ellipsoids have a higher breakage rate for coarser particles than spheres owing to the higher surface area. 10 However, as the size of particles decreases, the advantage of truncated ellipsoids having much surface area is eliminated. Moreover, Shahbazi et al., 4 found that the surface area helps to effectively lift the load depending on the grinding media shape hence truncated ellipsoids lift the load more effectively compared to the other 2 grinding media shapes.
Lameck et al., 41 observed variations in toe and shoulder positions of spherical and non-spherical media caused by different media geometry. Spheres have a steadier load behavior than other grinding media. However, premature centrifugation and early cataracting of nonspherical grinding media may have caused both the truncated ellipsoids and cubes to reach a higher shoulder position than spheres, hence consuming more energy compared to spheres. Furthermore, the linear and surface contact mechanisms of truncated ellipsoids and cubes due to these shapes effected the non-spherical grinding media to experience restricted rolling and sliding motion resulting in a delayed departure from the surface of the mill therefore, these media shapes may be raised to a higher shoulder position as compared to spherical media. Hlabangana et al., 12 observed that the three grinding media shapes investigated in this study have different impact breakages due to the disparate impact orientation because of the media shapes. The authors showed that spheres produced more required product (−850 + 150 µm) than the other 2 grinding media in drop tests. Since impact by breakage occurs in the ball mill, it is logical to conclude that in the current study, the higher impact energies due to impact orientation of spheres gave rise to a higher amount of product passing 75 µm as compared to the other media shapes. According to Lameck and Moys, 42 non-spherical media pack closely thus reducing the void space available for material to be ground. This may explain why truncated ellipsoids and cubes produced less amount of the desired product than spheres because of their ability to pack more closely than spheres.
Conclusion
Grinding media shape affects the PSD of the ground product. Spheres gave the highest amount of product passing 75 µm followed by truncated ellipsoids and then cubes. However, spheres and truncated ellipsoids surpassed the target grind of 80% passing 75 µm under optimum conditions of J, U, and % solids. Cubes did not meet the target grind. The behavior of truncated ellipsoids and cubes were explored under varying conditions of U, J and % solids which have not received much attention in literature hence more information was gathered that can be useful to optimize grinding processes if added to the existing body of knowledge. The RSM provided lenses to see and analyse the behavior of different parameters which are complex and interactive in nature. From the technique, the significant and non-significant input variables were conveyed for each grinding media shape generating accurate models for each grinding media shape. In all media shapes, the interstitial filling (U) proved to be a significant factor that affects the amount of material passing 75 µm. All the variables significantly affect cubes and optimization was conducted successfully as well. The optimum J for truncated ellipsoids was higher than that of spheres whilst the optimum % solids was higher for spheres than truncated ellipsoids. Spheres used less energy than truncated ellipsoids and cubes.
In the current study, RSM(CCD) demonstrated that it can be used successfully to design, model, and optimize grinding operations that were studied. Furthermore, it showed the effect of the interactions of the input variables on the response output which cannot be observed when using the OVAT method. For truncated ellipsoids, all the interactions between all the linear terms were significant on the % passing 75 μm model but U was the most significant term. Since truncated ellipsoids also met the target grind, further work on the effect of the media shape on downstream processes is recommended. This may result in truncated ellipsoids having more metallurgical benefits than spheres making their use more economical since their foundry production costs are reported to be cheaper.
Footnotes
Acknowledgments
The authors also acknowledge the contributions of anonymous reviewers that improved this work.
Data availability statement
Any data regarding this article is available on request.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.