
Abstract
In this research work, different blend ratios of sisal, jute, and banana peduncle fibre (BPF) nonwoven textiles were reinforced for composite manufacturing. Nine different types of composite samples were produced using the fibre reinforcements. The mechanical properties such as tensile, flexural, impact, water absorption and DMA were analysed per different ASTM standards. Results indicated that the jute-/BPF combination of 75%:25% as reinforcement significantly improved the composite material’s mechanical and functional properties (DMA, water absorption). The proper fibre blending ensured higher matrix resin reinforcement, interlaminar strength and compactness in the structure. The SEM analysis showed the internal fracture in the composite specimen.
Introduction
Natural fibre utilization in composites has grown due to their high strength, low density, environmental friendliness and low cost. Many of these natural fibres can be used to manufacture composites in either pure or blended form. Sisal fibre can be combined with other materials such as polymers to produce a composite. Natural fibres provide a lot of advantages when used as reinforcing elements, including low density, high-specific strength and modulus. They also pose no health or environmental dangers. Scientists and engineers have discovered that employing fibre as a reinforcement with polymer has been a success based on proven good attributes in various engineering applications. 1 Many researchers have used natural fibres, such as wood fibre, 2 bamboo, 3 flax, 4 silk, 5 hemp,6,7 sisal, 8 jute, 9 kenaf, 10 bagasse 11 and banana,11,12 as reinforcements in thermoplastics and thermosets. Sisal fibre belongs to the family of Asparagaceae, with the botanical name Agave sisalana. It is a species of agave originating in southern Mexico, but can be found in many parts of the world. It’s an abundantly available, cheap and eco-friendly fibre, with very high strength and is able to blend with other fibres. 13 Banana peduncle fibre (BPF) is a novel natural fibre with a comparable tensile strength of 100–120 MPa. This fibre is extracted from a source of agro-waste and is available in large quantities. 14 Similar to the above fibre, jute fibre is an important natural fibre available in larger quantities in different fibre lengths, and this fibre possesses higher strength and modulus. 15 In addition to the pure form of reinforcement, hybridization with other fibres has shown appreciable results. Jute/kenaf fibre blended with E-glass composite has shown higher mechanical and inter-laminar strength than its pure form. 16 Arpitha et al. studied the hybridization effect of sisal/glass/epoxy/filler based composites. They found that the glass fibre improved the tensile strength, and the filler component improved the flexural properties of the composite. 17 Boominathan et al. 18 studied the influence of fibre blending on the thermal and acoustic properties of nonwoven material and concluded that the blended fibre mat showed a higher sound absorption coefficient than the single fibre composite structure. The fibre volume fraction is one of the key parameters to improve the natural fibre composite’s mechanical and other functional properties. Muthu Chozha Rajan et al. 19 studied the effect of alkali treatment and fibre weight fraction on the mechanical properties of a natural fibre–blended composite material and found it to be up to 20% of the fibre weight fraction and also found an increase in mechanical properties. Senthilkumar and Balachander 9 studied the mechanical properties of plain-woven and twill-woven jute fabric reinforced composites and found that the twill-woven fabric yield higher mechanical strength than its counterpart due to the higher fibre weight fraction. In this investigation, the hybrid fibre composite was prepared using BPFs, sisal, and jute fibres in different fibre ratios. Numerous non-interconnected porosities inside the nonwoven material are made possible by the variable fibre blending in the composite reinforcement, which supports better resin flow inside the nonwoven material. This behaviour can increase the strength of the natural fibre composite. 18 Given this context, the purpose of this research is to examine the physical and functional properties of the composite produced through this blended fibre.
Materials and Methods
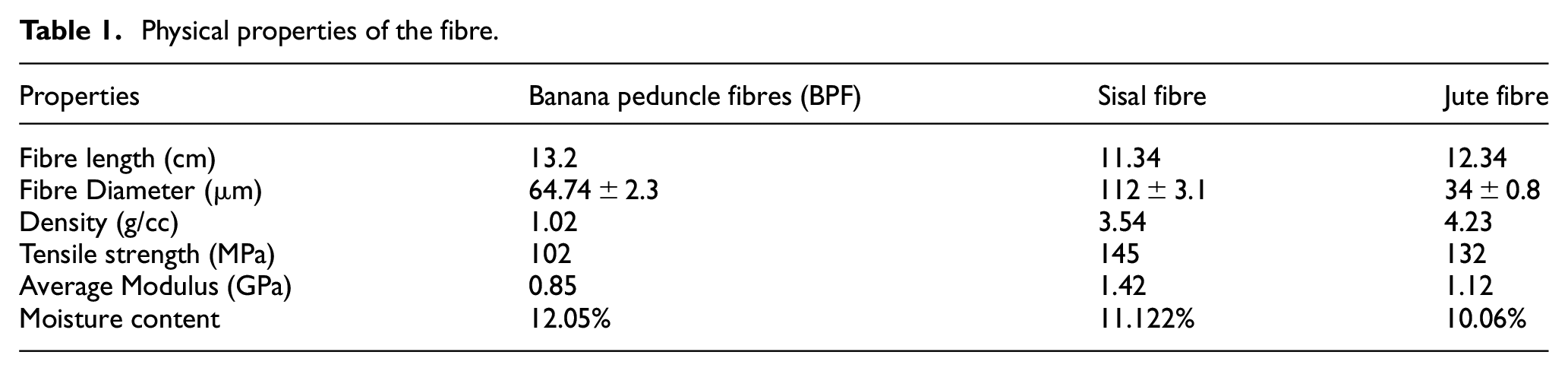
Three different types of fibres were prepared for composite fabrication. BPFs were prepared through the water retting process in the laboratory and the other two fibres were sourced as the fibre form directly. The fibre properties are shown in Table 1.
Physical properties of the fibre.
The extracted fibres were pre-treated with 3% sodium hydroxide, washed and dried well. After this process, according to the blend proportion in Table 2, needle punching was done.
Composite sample design.
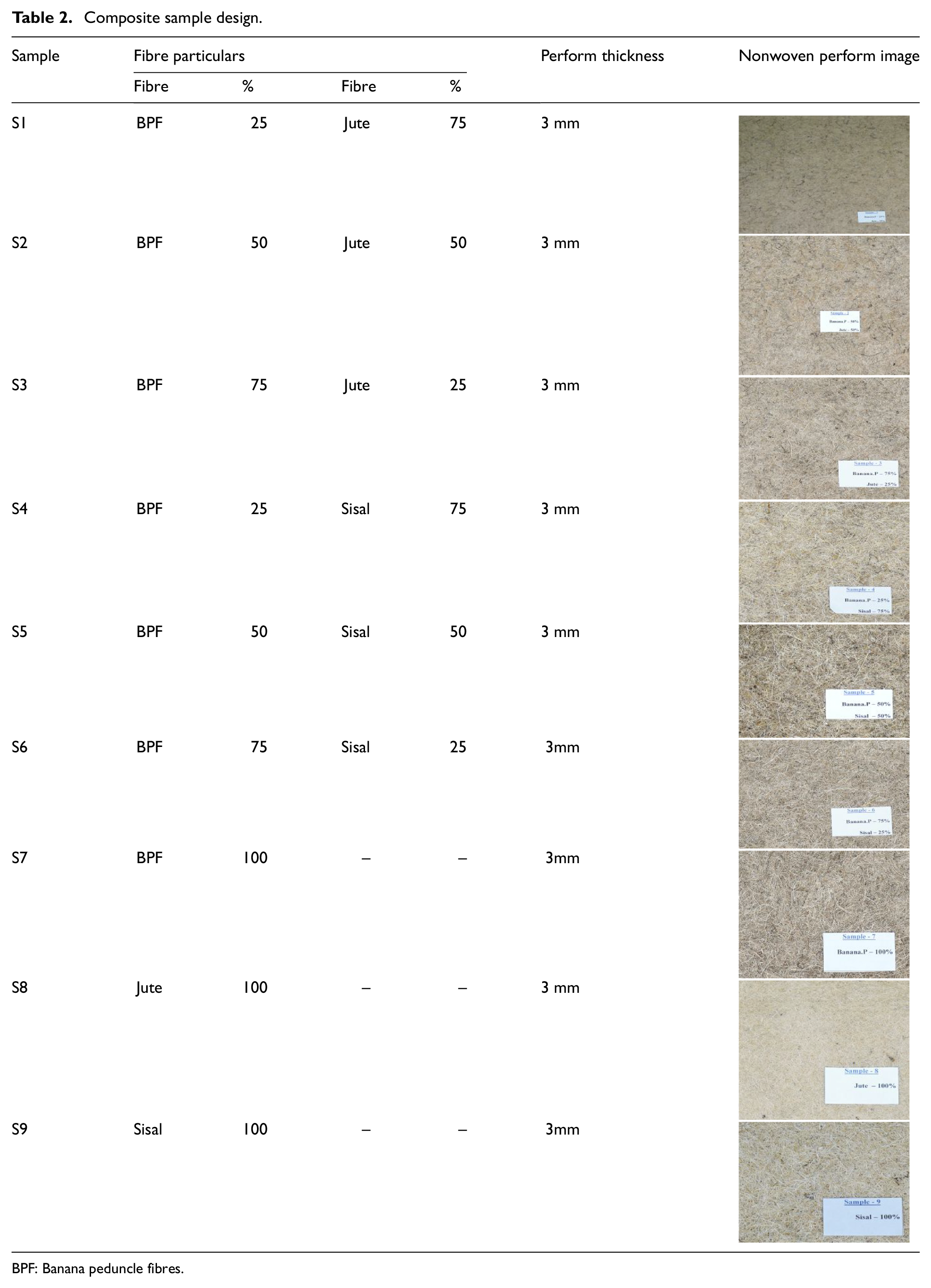
BPF: Banana peduncle fibres.
Needle Punching
The extracted fibres were chopped into 5 cm lengths and fed into the Dilo needle punched nonwoven machine, containing punching needles and an opener. The needle punching machine’s technical parameters are as follows: the machine has a 60 cm working width, 5000 needles, a punching density of 25 in/ cm2, a punching depth of 12 mm and a needle punching frequency of 225 strokes per minute.
Composite Fabrication
For composite fabrication, a 200 × 200 × 3 mm mould was used. In order to prevent resin from leaking, it was coated with aluminum foil. The epoxy resin (CY225 with HY225 hardener) was then poured into the mould cavity at this stage. On every lay of nonwoven fabric the necessary quantity of resin was applied to get the compact composite structure. Once the laying procedure was completed, the mould unit was moved to the compression moulding machine. The compression moulding machine applied 35 bar of pressure on the mould. Figure 1 shows the composite fabrication process and composite specimen.
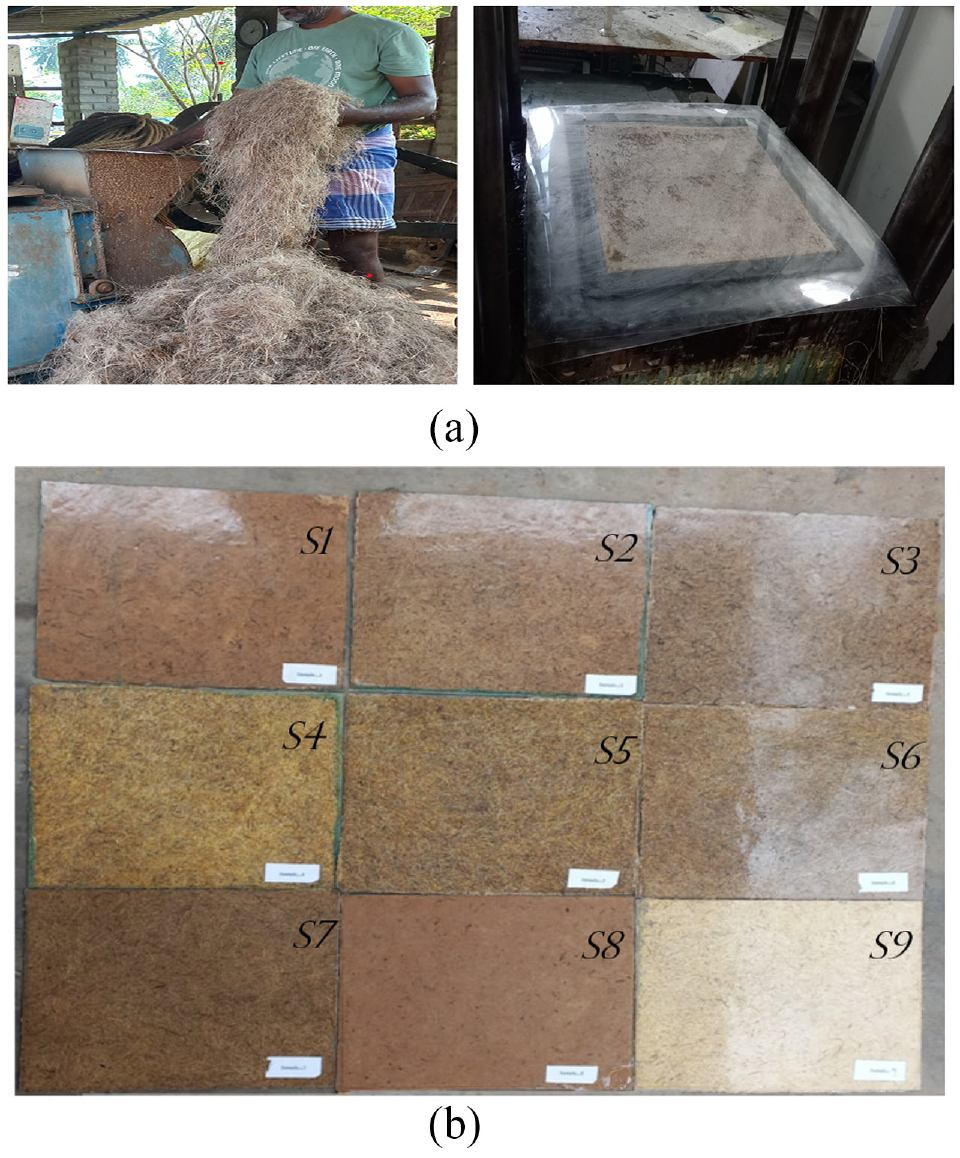
(a) Composite preparation. (b) Composite specimen.
Characterization
Mechanical Testing
Mechanical testing such as tensile, flexural, impact, and shore hardness of the composite samples was performed using an Instron Universal Testing machine (Zwick Roell-Z010 Universal Testing machine) by following the ASTM D3039M, ASTM D790, ASTMD3410 and ASTM D2240, respectively. The tensile tests were run at a speed of 2 mm/min, whereas the bending tests were run at a rate of 2.8 mm/min. To reduce the stress concentration during the tensile and bending tests, the edges of composite samples were smoothed using sandpaper.
Water absorption
Water absorption of the composites was measured as per ASTM D 570-95 standard. Samples measuring 60 × 20 × 3 mm were conditioned for 24 hours at 105°C in a hot air oven. The weights of the samples were measured after they were immersed in distilled water for 7 days. The water absorption percentage was calculated using the weight gain of the composite.
Dynamic Mechanical Analysis
A dynamic mechanical analyser was used to assess the specimen’s dynamic storage modulus (E′), loss modulus (E′′) and loss factor (tan) as a function of the temperature (−25–100°C) and frequency (1 Hz) (DMA4101 model). The sample dimension was kept as 12 × 3 × 25 mm.
Scanning Electron Microscopy (SEM) Analysis
Scanning electron microscopy (SEM) is a surface examination technique that involves scanning a sample with an electron beam to obtain a magnified image. In microsurface analysis, this method is particularly effective. Damaged composite samples and nonwoven fabrics were examined using a scanning electron microscope (model JSM-6360) to determine the deformation pattern.
Results and Discussion
Tensile Properties
The tensile properties such as maximum tensile load, stress, strain, modulus and extension % were analysed and are reported in Table 3.
Tensile studies of the composite samples.
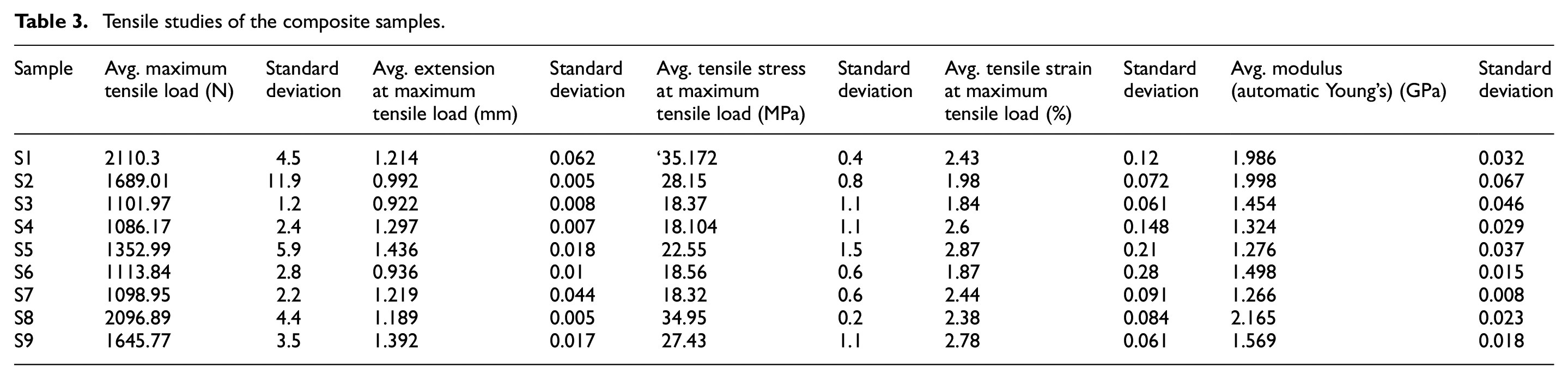
The S1 sample showed higher tensile properties than the other composite specimens among the samples. The highest tensile load is reported as 2110.3 N for the S1 sample, and the second-highest tensile load is 2098.89 N for S8 samples. Similarly, the tensile stress is 35.17 MPa for the S1 sample and 34.95 MPa for sample S8. The modulus value for the S1 sample is 1.986 GPa, and for S8 it is 2.165 GPa. Generally, composite stiffness and strength increased by increasing the fibre content. 20 In this case, the jute fibre is categorized as a low diameter fibre, and its higher proportion increases the fibre content, due to samples S1 and S8 showning higher tensile properties. Furthermore, Sample S1 (75% jute fibre and 25 % BPF fibre) showed higher tensile properties than S8 (100% jute fibre). This is interpreted as the optimized ratio of void fraction having been obtained through the proper blending of different diameter fibres. 21 In the case of the S1 sample, the optimized blend proportion was obtained, which increased the interlaminar shear strength by providing effective resin inflow through the reinforcement spaces. 20
Flexural Properties
The flexural properties such as maximum flexural load, flexural stress, strain, modulus and extension % were analysed and are reported in Table 4.
Flexural studies of the composite samples.
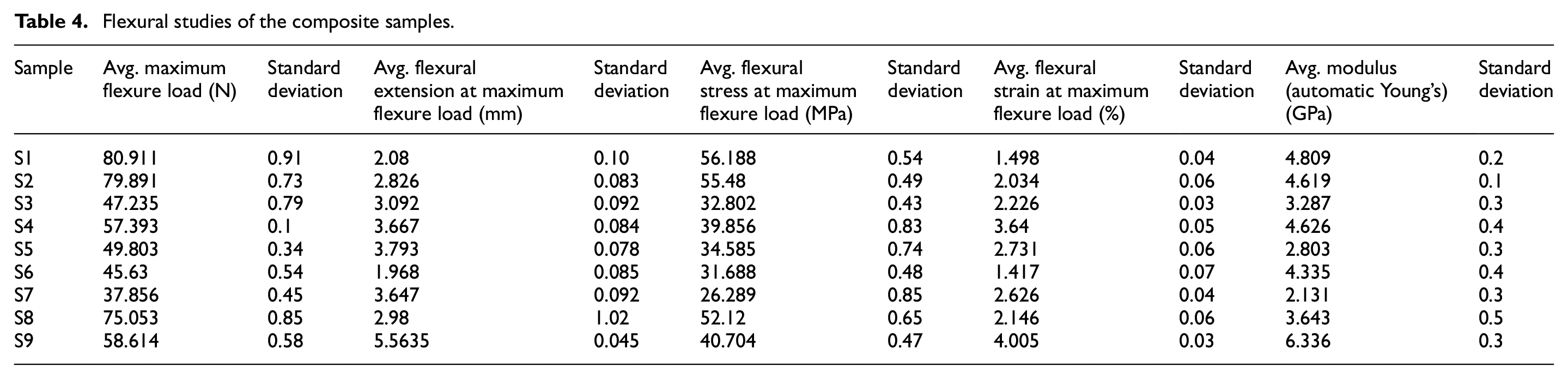
As per the tensile properties, among the samples, the S1 sample showed higher flexural properties than the other composite specimens. The highest flexural strength was reported to be 56.188 MPa, and the second-highest reading was found for S8 sample (52.12 MPa). Generally, composite stiffness and strength increased by increasing the fibre content. 20 In the case of the S1 samples, the optimized combination of low diameter jute fibre with high diameter BPF fibre resulted in higher resin flow, interlaminer shear strength and stiffness.
IZOD Impact Strength
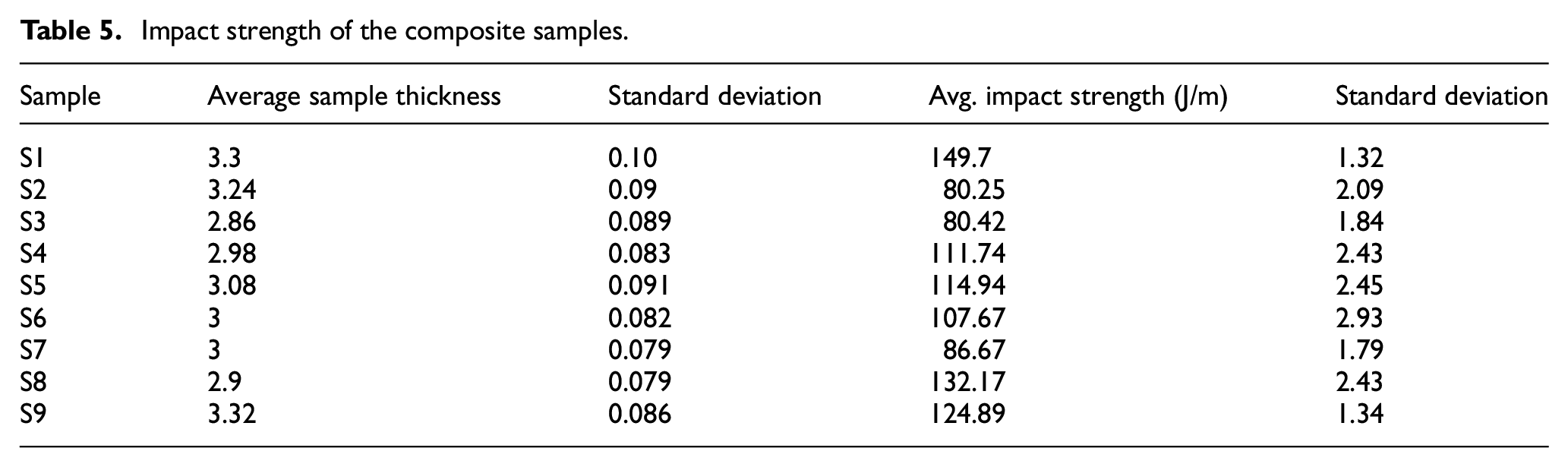
The impact property (J/m) of the composite samples was also analysed and is depicted in Table 5. The highest impact strength was found for sample S1, which was 149.7 J/m. Further to that, sample S8 possessed the second-highest impact strength value of 132.17 J/m.
Impact strength of the composite samples.
Water Absorption
The water absorption properties of the natural fibre composite affect its industrial applications. Figure 2 depicts the water absorption of all the composite samples after 7 days have been interpreted. All the samples show higher water absorption after 7 days. Furthermore, Sample 6 shows the highest moisture content of 22.94%. This sample was produced with 100% BPF material, and BPF possesses a higher moisture content (12.05%) and lower lignin content (6%). When the fibre possesses higher moisture content with lower lignin supported for moisture absorption. 22 Sample S1 (75% jute and 25% BPF) yields the lowest moisture absorption. This is because the jute fibre possesses comparatively lower lignin content. Further to that, the diameter of the jute fibre is comparatively lower than the other two varieties so the capillary forces between the fibres may transfer at a faster rate. 23 It is further reported that the BPF fibre possesses a lower density than other two varieties due to the composites produced through this BPF fibre having higher volume. When the BPF fibre intervention composites increase (S3, S6, S7), the diffusion process is greater. Due to this the moisture transfer rate to all the area of the composite is very high so that the percentage of moisture absorbed in those structures (S3, S6, S7) is greater. The jute and sisal-based fibres’ (higher density fibres) intervention increases, which creates comparatively low-fibre loading. This situation supports a percolation state, where the moisture distribution is somewhat lower than in the previous case. 24
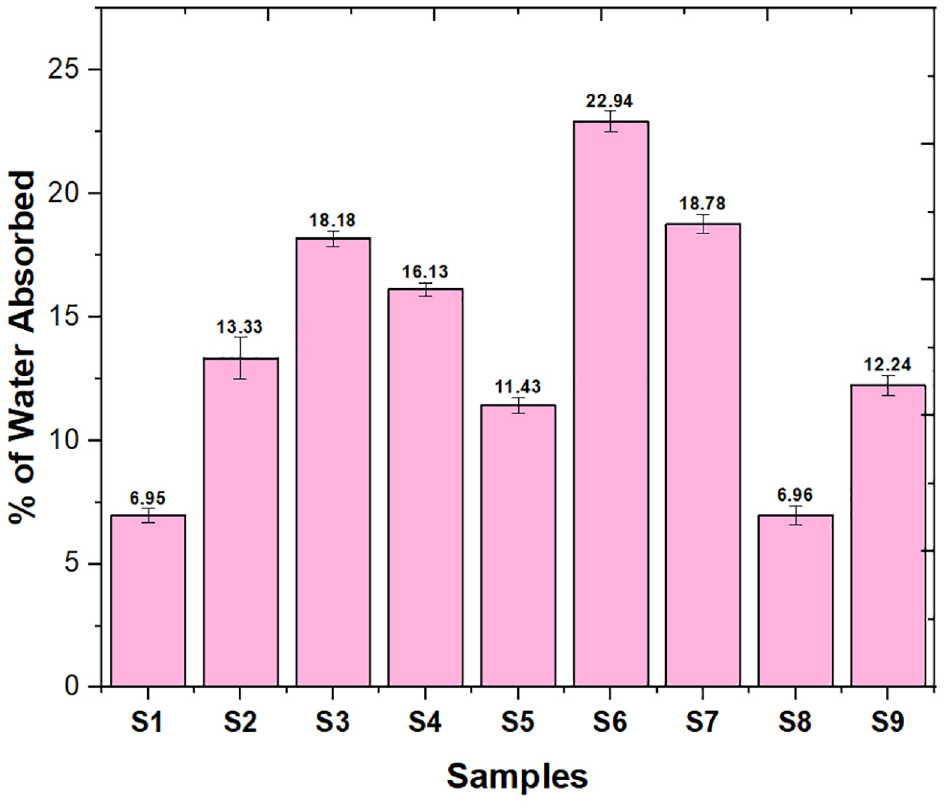
Water absorption studies of the composite.
DMA
Storage Modulus
The dynamic-mechanical analysis (DMA) depicts the deformation that occurs in a solid or viscous material due to a low oscillatory mechanical tension as a frequency or temperature change. In this investigation, the effects of fibre blending on storage modulus, loss modulus and loss factor have been investigated. The effect of temperature on the storage modulus of three selected samples (Samples 1, 7 and 8) at a frequency of 1 Hz is shown in Figure 3. In general, a drop-in storage modulus is due to the higher mobility of inner molecules, and any addition of reinforcement can increase the storage by restricting the molecular movement. In Figure 3(a), it is found that when the temperature increases from -20°C from 100°C, the storage modulus (E 1 ) value decreases for the composite samples due to the increased molecular mobility. Sample 1 shows a higher storage modulus than Samples 7 and 8. The proper hybridation of natural fibre inside composite leads to optimized interlaminar shear strength, leading to a higher storage modulus than the non blended fibre reinforced composites. It is also interpreted that the improvement in storage modulus of Sample 1 is due to a higher aspect ratio and interfacial contact, which allows better stress transfer at the fibre resin interphase. 25 The stored energy was maximum in the temperature range between −20° and 40°C; the stored energy was maximum since the bond between the resin and the matrix is very high. In the temperature range between 40°C and 60°C, the stored energy was reduced due to a reduction in cross-linking. In the range of 60–100°C, the storage modulus did not change against the temperature.
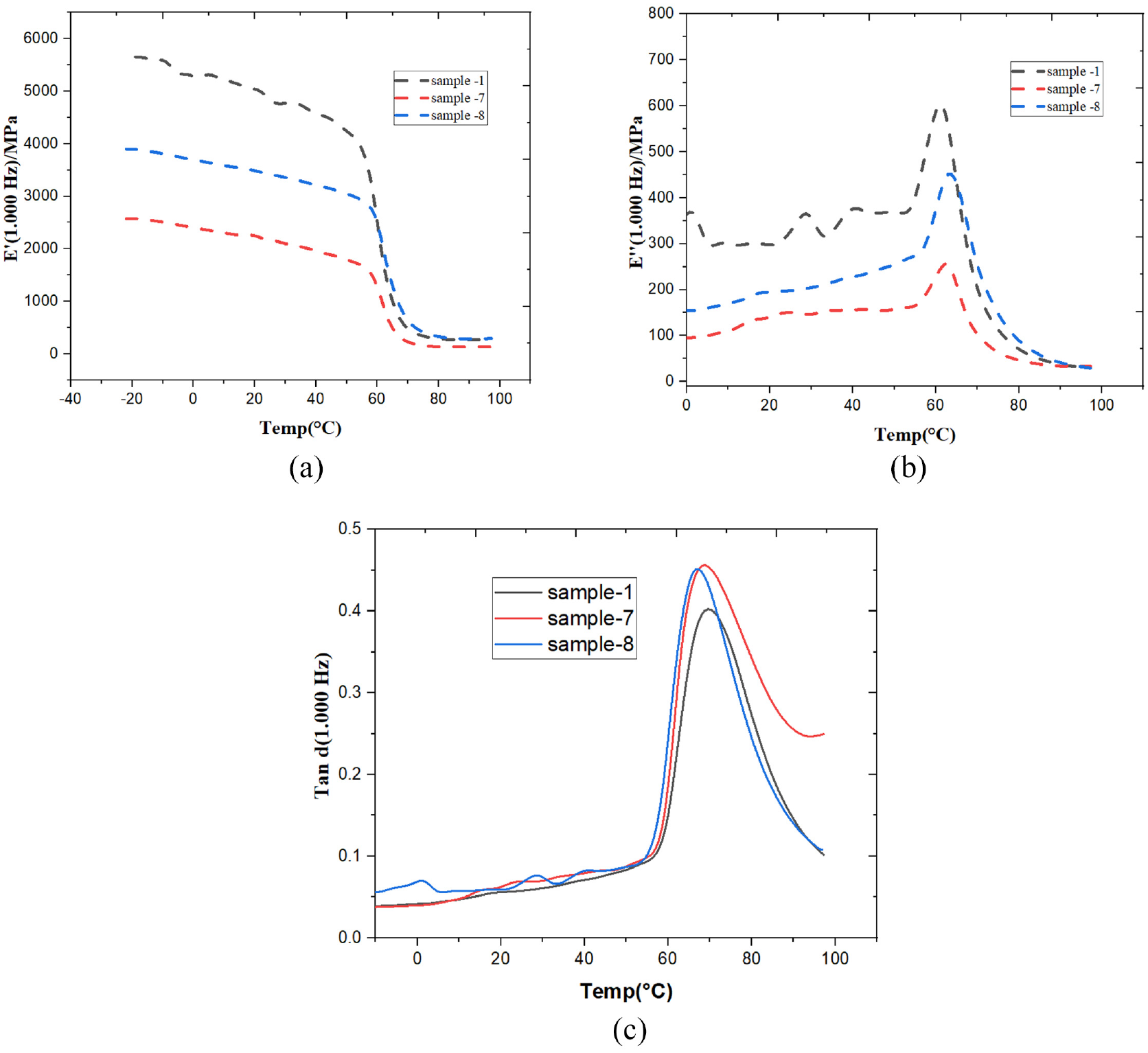
(a) Storage modulus studies of the composite. (b) Loss modulus studies of the composite. (c) Loss factor studies of the composite.
Loss Modulus
The viscous component during different temperature ranges is referred to as the loss modulus (E′′), and it is shown in Figure 3(b) for Samples 1, 7 and 8. From the figure, it is clear that as the temperature increases, the loss modulus reaches peak value and then reduces. The loss modulus is also referred to as the amount of energy lost due to friction and internal motion and can be indicated as a viscous component. 11 Similar to the storage modulus, the loss modulus also followed the same trend. As a result, Sample 1 showed a higher loss modulus than Samples 7 and 8 due to optimized fibre hybridation. The improvement of the loss modulus of the composites is ascribed to the increase in internal friction, which encourages higher energy dissipation.
Loss Factor
The mechanical loss factor (tan d) determines the equilibrium between the elastic and viscous phases in a polymer structure. It indicates the temperature at which the material transitions from a stiff to a more elastic state. 26 In Figure 3(c), the loss factors of Samples 1, 7 and 8 are shown. The loss factor (tan d) reduces with optimized hybridation of fibre reinforcement. In this case, Sample 1 shows the least loss factor value due to the optimized blend proportion. According to an analysis of the damping curves, the damping peaks decreased, and the relaxation peaks transferred to higher temperatures. This shows that the proper fibre blending significantly affects the molecular movements in polymer chains’ unconstrained amorphous and limited crystalline phases. The loss factor is also referred to as the conversion of maximum mechanical energy to heat energy and is an indication of higher tan d, which is due to the Brownian movement of the molecular chain and the cooperative movement of the main chain. 27
SEM Analysis
SEM images of S1, S7 and S8 are shown in Figure 4. Sample 1 shows the even resin distribution throughout the surface. The optimized fibre blending on S1 samples ensures the improved capillary flow, which supports complete resin penetration inside the reinforcement. In Sample 7 in certain places, porosity is found, and in Sample 8 improper resin flow is found in certain places. The air pockets inside the reinforcement. Due to the optimized resin matrix interface of Sample 1 resulted in high mechanical and functional properties of the composite.
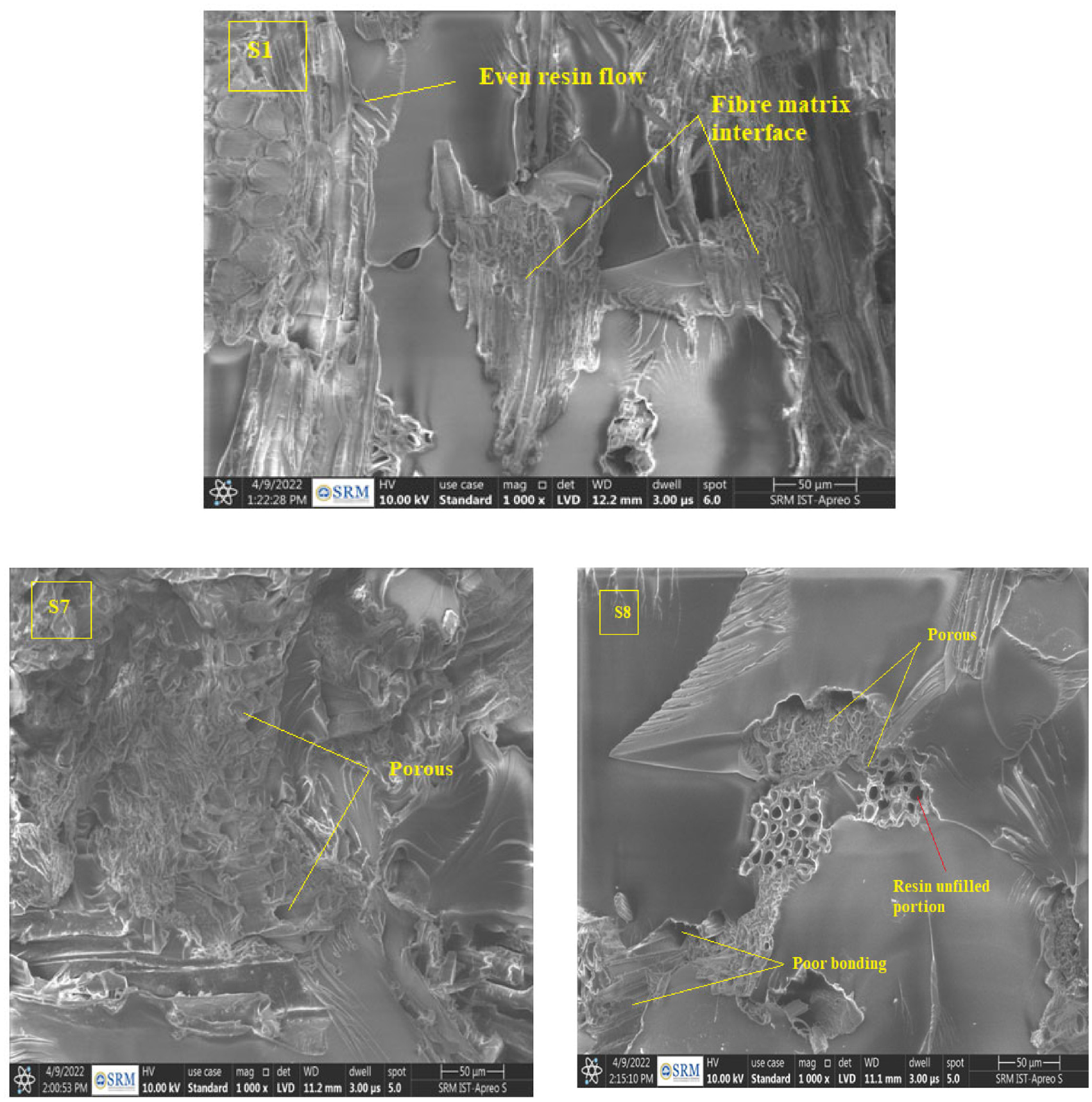
SEM images.
Conclusion
In the present work, the influence of natural fibre blending on the mechanical and visco-elastic properties of composites was described. Three different natural fibres were taken as reinforcement for investigation such as BPF, jute and sisal. It was found that the nonwoven produced with jute/BPF combination of 75%:25% as reinforcement significantly improved the mechanical and functional properties (DMA, water absorption) of the composite material. This sample yielded a higher tensile strength value of 35.17 MPa, a higher flexural strength of 56.19 MPa, a maximum impact strength of 149.7 J/m, a water absorption percentage of 6.9%, and higher DMA properties. The proper fibre blending ensured higher matrix resin reinforcement, interlaminar strength and compactness in the structure. According to the results of the current investigation, the optimum fibre blending was jute/BPF (75%:25%). This green composite can be utilized in the packaging, automotive and construction industries.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.