
Abstract
Various textiles have previously been evaluated for use in cloth face masks as a reusable option to help control the spread of respiratory viruses, but only their initial performance was tested. In this study, a broad range of fabrics (3 knit, 7 woven, and 3 nonwoven) were characterized for filtration efficiency (FE) and air permeability (AP) before and after 40 decontamination cycles by home laundry, microwave-generated steam, or dishwasher sterilization. AP was quantified following ASTM D737, and FE was assessed using NaCl aerosol in a simulated breathing system. While most fabrics maintained or improved their FE after 40 decontamination cycles, the AP of many fabrics decreased due to detergent buildup, fiber breakage, and fabric shrinkage. Tightly woven cotton fabrics had unacceptably low AP and FE performance. Knit and nonwoven structures had the best balance of properties, and although they are not recommended for use in single-layer masks, they have potential use in multilayer masks.
Introduction
The Covid-19 outbreak caused shortages in critical Personal Protective Equipment (PPE) such as medical masks and N95 respirators. In response, both global and national organizations released recommendations for wearing 1 homemade or commercially manufactured nonmedical face masks to reduce virus in exhaled breath as a source of infection. The Covid-19 pandemic underscored the importance of readily available source control devices and translates to the broader need for reliable transmission reduction of respiratory diseases even in a non-pandemic world. While cloth face coverings can currently be labeled that they meet “workplace” performance under ASTM F3502-21, they are not considered medical masks unless they pass the FDA medical mask or NIOSH N95 respirator testing standards. Cloth face coverings were originally only recommended for source control, but emerging studies have shown that they can also offer a certain level of protection to the wearer.2,3 Thus, while cloth masks cannot be currently employed in high-risk situations, they have the potential to be highly protective with proper choice of materials, sizing, and care.
While many studies4–12 have tested various readily available fabrics for virus-sized particle capture, both the methodologies and results vary widely, making it difficult to compare between studies or designate “best choices” of material. In a review of some of these and other filtration studies, Tcharkhtchi et al. 13 described how particle penetration is a function of particle size and shape, face velocity, breathing pattern, particle charge, frequency of respiration, relative humidity, temperature, and load time. Therefore, it is important to test fabrics under conditions that reflect realistic breathing to properly characterize the fabrics for their filtration performance and wearer comfort.
For reusability, face masks must be decontaminated to inactivate virus between uses and cleaned when soiled. Multiple studies have assessed the effect of decontamination methods including ultraviolet irradiation, microwave-generated steam, moist heat, ethanol, ionized or vaporized hydrogen peroxide, and autoclave treatment on disposable surgical masks and N-95 respirators in respect to material integrity14–16 and sterilization.17–19 One study 12 tested the effect of 10 cycles of laundry on woven fabric performance. However, the effect of decontamination methods on fabric integrity for reusable face masks has not been systematically studied for commonly available decontamination methods or more extensive cycles. Everyday use of masks can necessitate decontamination more frequently than a regular laundry schedule, so alternative methods are proposed to alleviate use/reuse bottlenecks. Therefore, decontamination methods for this study have been previously proven to inactivate pathogens and use equipment readily accessible in households, offices or nonhealthcare businesses: laundry, dishwasher, and microwave.12,17,20
For the current study, common textiles with fiber contents and fabric structures potentially suitable for reusable face masks were characterized as single layers before and after 10, 20, 30, and 40 cycles of home laundering, dishwasher sterilization, and microwave-generated steam to identify which fabrics maintain sufficient breathability and filtration effectiveness. Sodium chloride solution was aerosolized into polydisperse particles with sizes monitored for 0.3, 0.5, and 1 µm particles. The particle sizes selected are relevant to the transmission of viral and bacterial diseases, including Covid-19, and testing with aerosolized salt is consistent with ASTM F3502-21 barrier face covering and NIOSH N95 respirator testing standards. Based on breathability and filtration efficiency after decontamination, fabrics were suggested for further study as layers in multilayer cloth face coverings.
Methods
Choice of Materials
Fabrics, listed in Table 1, were chosen to represent the range of cloth materials from literature and to facilitate comparisons of isolated variables: mercerized versus natural cotton (W1/W2), surface treated versus untreated (W2/W4), fabric weight (N1/N2), fiber content (K1/K2, W2/W3, W6/W7), and fabric structure (W1/W6, N3/W5). All knit and woven fabrics are quality controlled, standardized fabrics purchased from TestFabrics, Inc. N1, N2, and N3 were purchased from JoAnn Stores Inc, Walmart Inc., and The Felt Pod, respectively. Fabrics were not pre-shrunk before use but were ironed after the specified number of decontamination cycles. Fabric specifications were taken from the manufacturer’s product sheet unless otherwise indicated. Fiber Content is 100% of the listed fiber unless otherwise stated. The fabric weight, thread count, and thickness were measured according to ASTM D3776-20 (Option C), ASTM D3775-17e1 and D8007-15(2019), ASTM D1777-96(2019), respectively. 21
Fabric specifications.
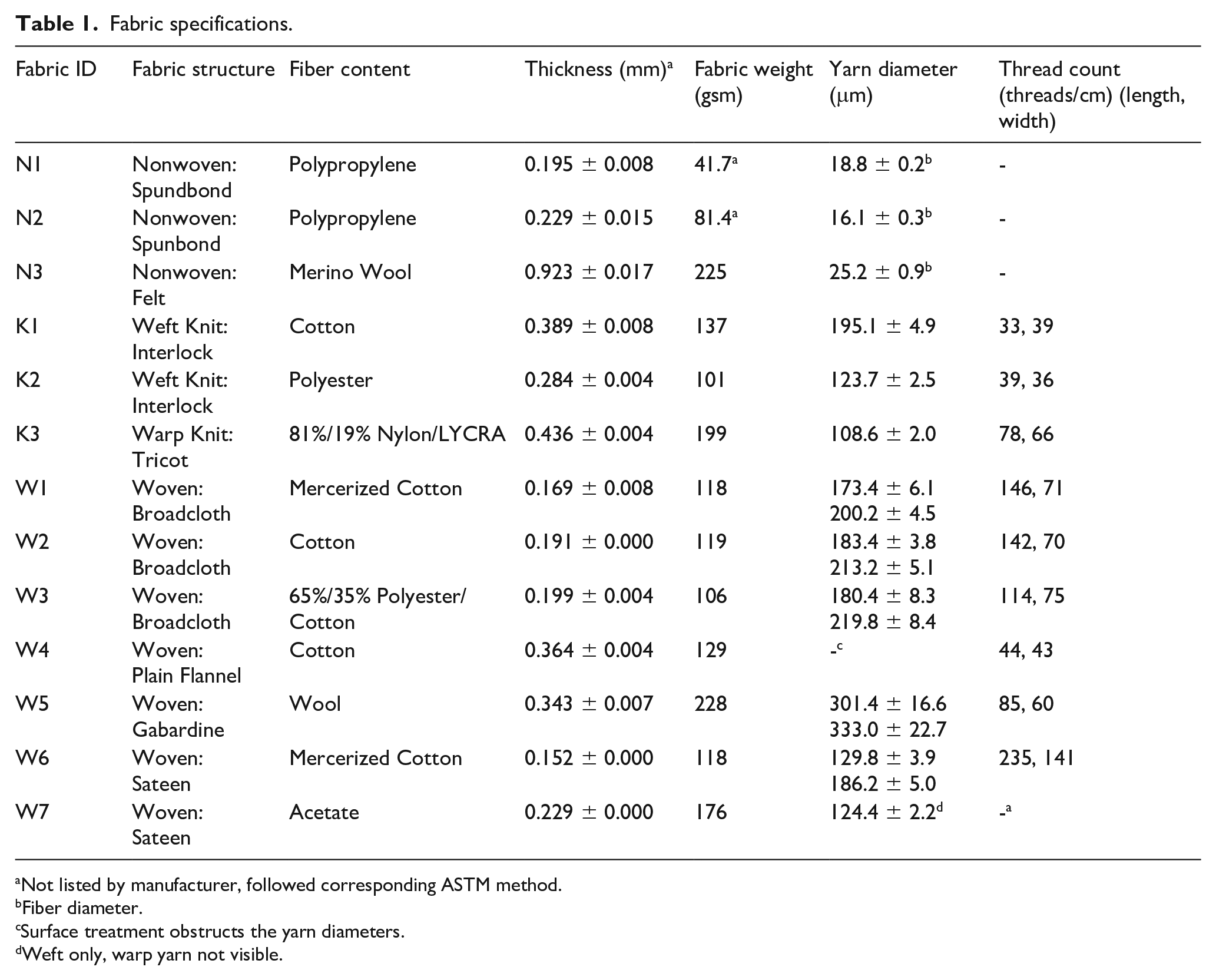
Not listed by manufacturer, followed corresponding ASTM method.
Fiber diameter.
Surface treatment obstructs the yarn diameters.
Weft only, warp yarn not visible.
Decontamination: Home Laundering
All laundry swatches were washed and dried together following AATCC LP1 for Home Laundering. 22 A High Efficiency LG front-load washer and a Whirlpool dryer were used with Tide Original detergent.
Decontamination: Dishwasher
The dishwasher parameters were set based on NSF/ANSI 184 for residential dishwashers and NSF/ANSI 3 for commercial dishwashers. Wash temperature was set to 60°C and rinse temperature was set to 82°C. Total time per cycle was 77 minutes. A glassware washer (FlaskScrubber, Labconco, Kansas City, MO) was used for its programmable user settings and Cascade Original detergent was used to mimic a residential dishwasher. After each wash cycle, swatches were transferred to a collapsible clothes-drying rack to air dry overnight.
Decontamination: Microwave-Generated Steam
Three household, 900 W/ 2450 MHz microwave ovens: (1) a Sunbeam, Model SGB8901; (2) an Emerson, Model MW9777W; and (3) a Sharp, Model R-930AK with rotating glass plates were used to generate steam under a single fabric swatch per cycle. 17 Samples were placed on a perforated ceramic desiccator plate with 120 holes (d = 5 mm) evenly distributed and one center hole (d = 22 mm) acting as the steam vent that sat on a glass Petri dish (d = 15 cm) filled with 50 ml of room temperature deionized water. After each cycle, the water was replaced with fresh deionized water. Each swatch was rotated through the three microwaves for the prescribed number of cycles to ensure even distribution and minimize device bias.
Morphological Characterization
Fiber morphology was examined using scanning electron microscopy (Zeiss 141 Gemini 500 SEM) with an accelerating voltage of 2 kV. ImageJ™ open-source software (National Institutes of Health) was used to measure the mean yarn and fiber diameters. Woven fabrics had warp and weft yarns measured separately, knit fabrics had a single yarn, and nonwovens only had fibers. Diameters are averages of 25 and 50 measurements for yarn and fiber, respectively.
Fabric Performance: Exhaled Aerosol Capture and Breathability
Particle capture was evaluated using a simulated breathing apparatus, 23 shown in Figure 1.
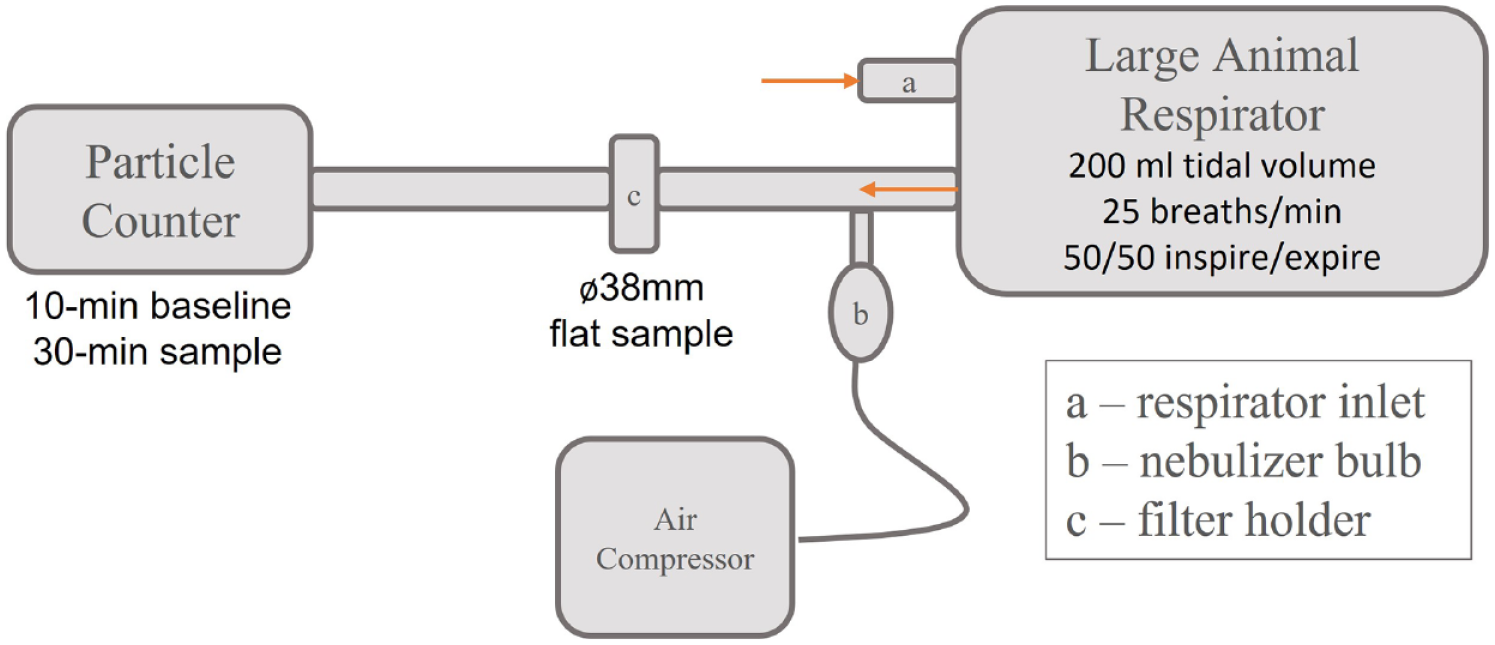
Simulated breathing apparatus schematic for flat filter testing.
Briefly, a respirator pump (Harvard Apparatus, Model #B-55172) was set to 200 ml tidal volume, 25 breaths/minute, and 50/50 inspiration/expiration ratio and joined to a nebulizer bulb with a tee to the main hose line. The nebulizer bulb contained 1 M NaCl solution and was aerosolized by an air compressor (Medline Aeromist Plus Nebulizer Compressor, Model #MEDHCS60004). Samples were cut into circles (d = 38 mm) and mounted into a filter holder downstream from the nebulizer bulb. Uncaptured salt aerosol traveled through an inline moisture filter (Whatman cellulose filter paper type 4) and was measured by a particle counter (MetOne Instruments, Aerocet 531S). High resolution channels on the particle counter were chosen as 0.3 μm, 0.5 μm, 1.0 μm, and scanned for 60-s increments with no hold. Each sample was run for 30 minutes, and each blank was run for 10 minutes, per cycle. The filtration efficiency (FE) for each size channel was calculated using Equation 1:
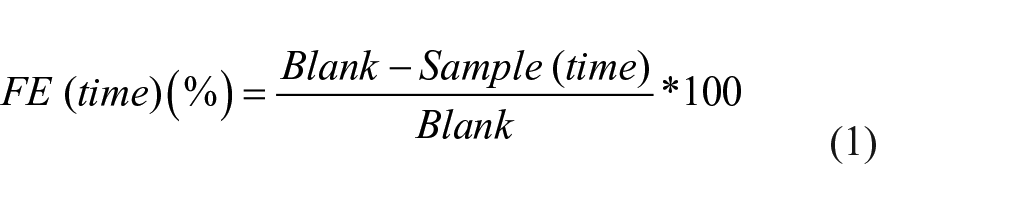
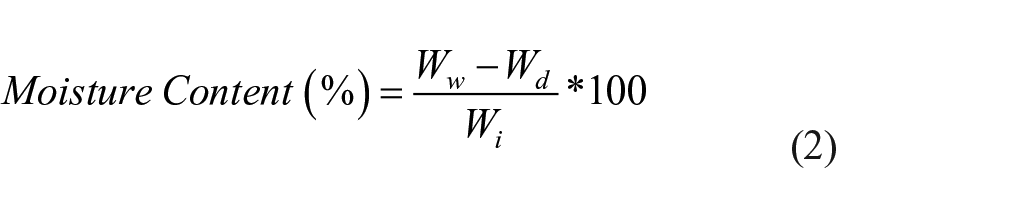
Where “Sample” is the particle count at the corresponding size channel at a specified time with a sample in the filter holder, and “Blank” is the average particle count without a sample in the filter holder. Samples were stored at 20°C ± 2°C and 25% ± 2% relative humidity and weighed before testing (Wi), directly after testing (Ww), and 24 hours after testing (Wd). Moisture Content and Salt Content were calculated using Equation 2 and 3, respectively.
Moisture Capture Efficiency and Salt Capture Efficiency were calculated using Equation 4 and 5, respectively.
where ρ is the density of water, F is the average flow rate of aerosol, C is the concentration of salt in the aerosol (w/v), and t is the sampling time.
Breathability was measured according to ASTM D737-18 for Air Permeability.
Statistical Analysis
All decontamination methods were performed on 16” square swatches from which three samples were taken for each test method. Data were expressed as mean ± standard error. Test slices were taken of cycle number cross decontamination types that were constructed for differences in AP, average 0.3 μm FE, average 0.5 μm FE, and average 1.0 μm FE. Using the Bonferonni correction, each p-value was multiplied by the number of corresponding comparisons. The values p < 0.05 were considered statistically significant. Statistical analysis was processed using JMP Pro 15.0.0 (SAS Institute Inc., Cary, NC).
Results
Effect of Decontamination on Air Permeability
Air permeability (AP) is a pertinent metric for face masks, providing a first indication of filtration efficiency (FE) and correlating to the force required to breathe through the material. AATCC M14 sets the minimum acceptable breathability threshold at 37.5 ft3/min/ft2. Benchmarked against this threshold, the 13 fabrics were categorized based on their initial and decontaminated AP, described in Table 2.
Air permeability categories.
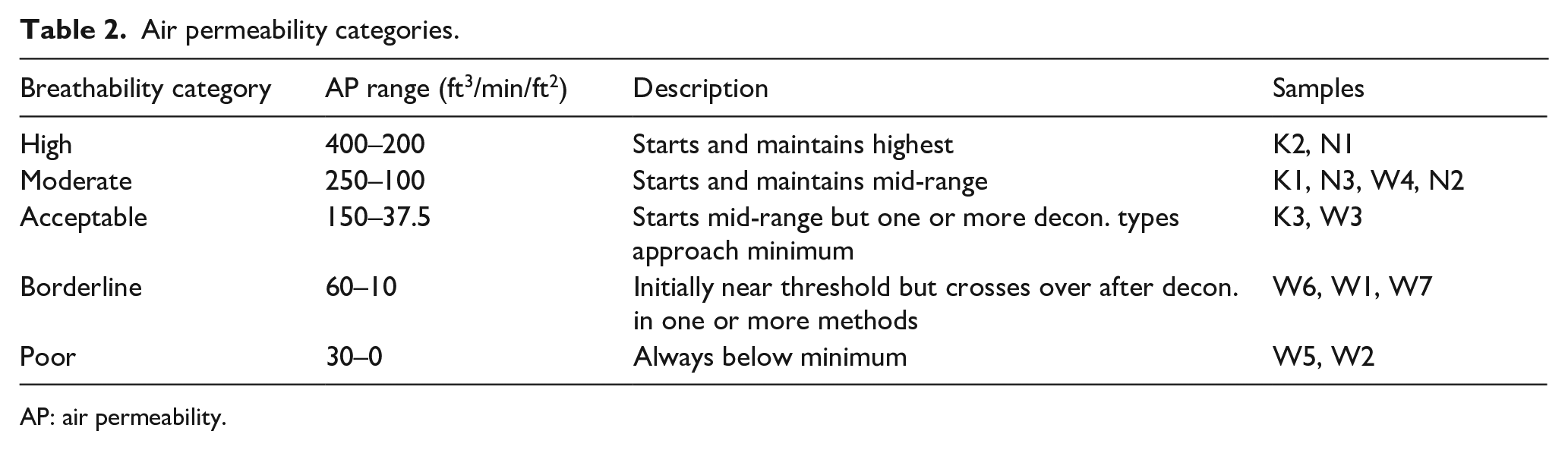
AP: air permeability.
The categories had some AP overlap as they reflect the changing behavior of the fabric over 40 decontamination cycles (see Supplemental Figure S1 for AP graphs of each fabric and decontamination type). Of the 13 samples tested, two were unacceptable for face mask use based on AP. Mercerized yarns (W1/W2) or blending cotton and polyester (W3) increased the AP of fabrics with similar structures. Overall, the woven samples had the lowest AP with only 2 of 7 woven samples categorized as acceptable or better in terms of AP. All knit and nonwoven samples studied had acceptable or better AP as received and after 40 cycles by all decontamination methods. Recommendations for fabrics to be used in reusable face masks frequently include tightly woven fabrics 1 which this data shows could be uncomfortable for wear based on AP.
In addition to impacting AP, changes in surface roughness can also affect the particle capture. SEM images (Figure 2) were used to visually compare changes in fabric morphology after 40 cycles of each decontamination type. Overall, microwave-generated steam had the least impact on fiber, yarn, or fabric morphology as it did not involve any detergents or agitation. The weft knit (K1, K2) fabrics exhibited loosening of the yarn twist and reduction of inter-yarn pores, enough to significantly reduce the AP after 40 cycles. W1, W3, and W7 exhibited some fiber breakage or fiber surface feature changes but had negligible effect on AP. Laundry and dishwasher both put physical stress on fabrics via detergent, agitation and heat, resulting in loosening of yarn twist, detergent residue buildup on fiber surface, fibrillation or pullout of fibers, and shrinkage or stretching of overall fabric. Detergent accumulation was more prevalent for dishwasher than laundry as the hot water spray was not sufficient to rinse the detergent off fabrics. Every fabric after dishwasher cycles had apparent detergent residue on and between fibers in their SEM images, and most samples also had reduced AP. Only W7 and N1 had higher AP after 40 cycles, most likely due to yarn distortion. All synthetic fiber samples (N1, N2, K2, K3), except for W7, displayed cracking or peeling of the fiber surface. This thermoplastic deformation was most likely due to the water temperature being above the glass transition temperature of the polyester, polypropylene, and nylon but lower than acetate.
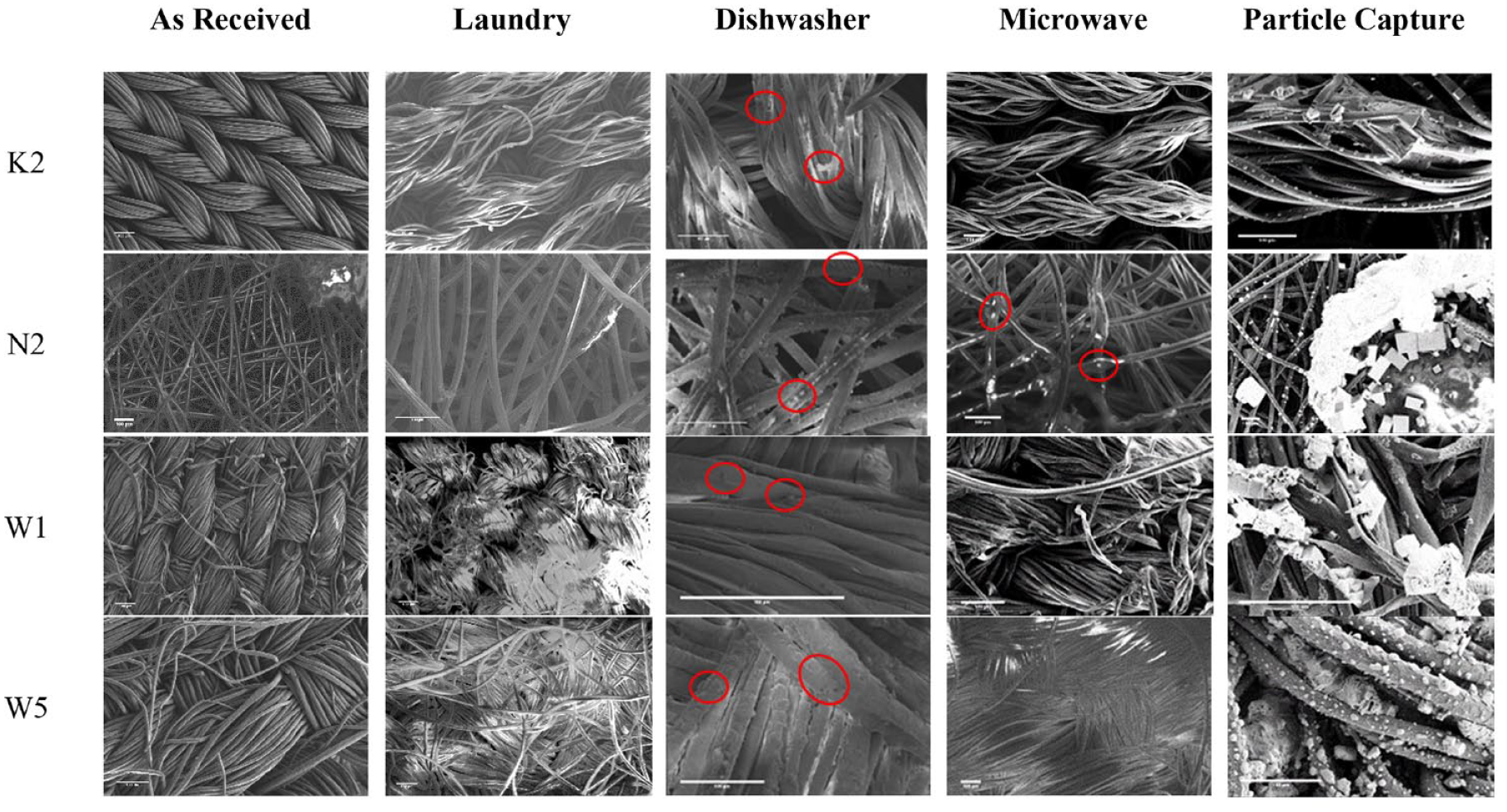
Representative SEM images of fabrics as received, after 40 cycles of each decontamination method, and after the particle capture test.
Changes in fabric structure were further quantified by changes in fabric dimension, as defined by the percentage of planar area change in Figure 3. Airflow is impeded by negative dimensional change (e.g. fabric shrinkage or compaction) and improved by positive dimensional change (e.g. relaxation or stretching). Dimensional stability is an important factor in multilayer constructions as each layer must have compatible dimensional stabilities. If one layer shrinks while the other layers maintain or stretch out, or the degrees of shrinkage vary, the mask will become distorted and this will negate its reusability. All fabrics exhibited negative dimensional changes, which correspond to shrinkage and reduction in AP. Therefore, any samples that had increased AP after decontamination had other structural factors such as yarn twist loosening or fiber pullout overpowering the effect of the fabric shrinkage.
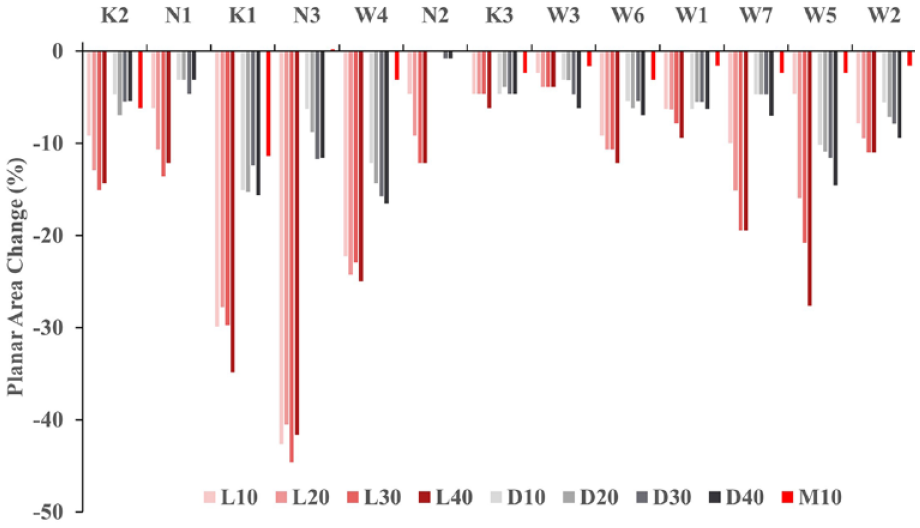
Dimensional stability of fabric swatches after 10, 20, 30, and 40 cycles of decontamination, ordered based on the breathability categories. Percentage change is with respect to initial dimensions.
The degree of shrinkage primarily depends on the fiber content. Hydrophilic fibers such as wool and cotton are prone to shrinkage. Wool fibers (N3 and W5) will felt with moisture, heat, and agitation. Laundered wool had systematically higher shrinkage than dishwasher and microwave samples. The dryer portion of the home laundering cycle includes all three conditions, whereas the dishwasher only agitates samples by hot water circulation (no tumbling action), and the microwave does not use agitation. Cotton fibers (K1, W1, W2, W3, W4, W6) have low resiliency which translates to low wrinkle resistance and moderate shrinkage after washing. Within the cotton samples, structure was a second-order factor; looser structures corresponded to higher degrees of shrinkage as they either had larger air gaps or fewer interlace points. Mercerizing the cotton (W1 versus W2) decreases the shrinkage slightly as the mercerization process acts as a pre-shrinking mechanism. Wrinkle resistance and shrinkage of cotton is minimized by blending with polyester; W3 (35% cotton/65% polyester) exhibited the lowest shrinkage of all the woven samples in both laundry and dishwasher. The hydrophobic fibers such as polyester (K2) and polypropylene (N1, N2) had varying degrees of shrinkage. N1 and N2 are hydrophobic and spunbond nonwoven. These fibers do not absorb moisture, are constrained by the thermal bond points, and are weaker than yarns in the remaining fabrics. Therefore, the dimensional changes of N1 and N2 are most likely due to heat shrinkage from the decontamination methods occurring above the glass transition temperature of polypropylene and agitation in the laundry method. Polyester has a higher glass transition temperature than the laundry process temperature but near the process temperature of the dishwasher method. Thus, both the heat and loose knit structure contributed to the fabric shrinkage of K2. Therefore, fiber, yarn, and fabric structural changes contributed in varying amounts to AP. The high and moderate AP fabrics measured significant differences in AP even after 10 cycles. In the remaining AP categories, only the changes in AP for W1 and W6 (both mercerized cotton) became significant after 40 cycles of laundry.
Effect of Decontamination on Filtration Efficiency (FE)
FE was measured on samples as received and after 40 decontamination cycles; see Supplemental Figure S2 for full FE profiles. Moisture and salt captured were calculated as percentage content and capture efficiencies based on the changes in wet and dry filter weights, shown in Figure 4.
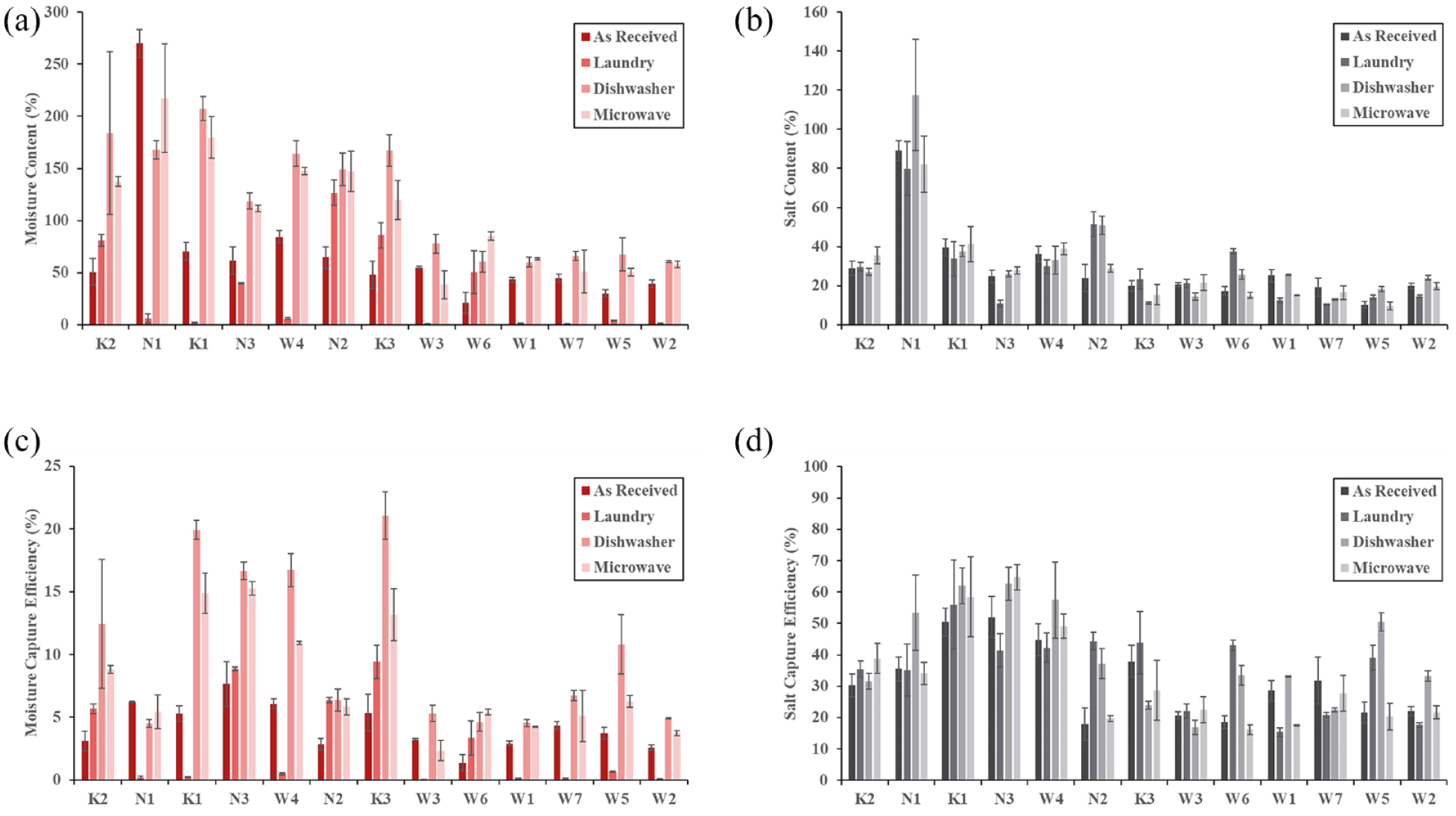
Weight change of flat fabric filter samples after 30 minutes of breathing, ordered based on the breathability categories, for (a) Moisture Content (%), (b) Salt Content (%), (c) Moisture Capture Efficiency (%), and (d) Salt Capture Efficiency (%).
Moisture trapped within masks has been shown to elevate the relative humidity of inspired air and was proposed as a possible protective component of the cloth masks. 2 Trapping some moisture is beneficial, but too much moisture can cause wearer discomfort. Therefore, fabrics that consistently trap the same amount of moisture regardless of decontamination method and cycle number will be a better choice. Decontamination in the dishwasher or microwave resulted in no change or increased the moisture capture of all fabrics. Laundering, however, caused 8 out of the 13 fabrics to have negligible moisture content or capture efficiency. Five out of the six cotton fabrics exhibited this low moisture capture, indicating home laundering reduced the moisture absorbency of the effected fabrics. AP had a weak relationship with moisture capture efficiency but stronger with moisture content. Lower AP fabrics tended to correspond with low moisture content and capture efficiencies whereas the higher AP had higher moisture content but varying capture efficiencies.
Coupled with moisture capture, salt capture reflects the time average weight of salt particles captured. The highly and moderately breathable fabrics, except for N2, all consistently collected high amounts of salt. Although these categories of fabrics had the largest changes in AP, they were able to maintain their salt capture efficiency. Smaller amounts of salt capture could be attributed to higher back pressures of the lower AP fabrics. The laundry samples that had low to negligible moisture capture had similar salt capture to the as-received, dishwasher, and microwave samples, reinforcing that the laundry cycle caused the fabrics to be less absorbent without affecting the salt particle capture.
Average FE values were calculated as the plateau value for the last 15 minutes of particle sampling time and are listed alongside AP in Table 3. For microwave decontamination, only K3 and W2 had a significant difference between their FE for cycle 40 and as received, which corroborates the negligible effect of microwave on AP. Home laundering, as in the AP analysis, had a larger impact on the FE performance. Generally, laundry increased average FE. Significant differences in AP did not correlate to significant differences in FE. For example, all the high and moderate AP fabrics significantly changed AP after 40 laundry cycles, but all their respective FE profiles were similar to as received. On the other hand, the poor AP fabrics did not have a significant difference in AP but significantly increased average FE and had near-perfect filtration of all particle sizes. Fabric shrinkage (negative dimensional change, Figure 3) in laundry can account for increased FE for the cotton fabrics. The dishwasher also increased the FE for most samples. While laundry had a significant impact on 0.3 μm particle capture, dishwasher had a significant impact on 0.5 μm particle capture. The mean values did not significantly change for the cycle 40 dishwasher samples; however, the standard error did decrease for many of the fabrics, indicating that fabric performance was more consistent after decontamination. Although the dishwasher detergent had an apparent impact on AP, the change in surface roughness did not seem to influence FE.
Average filtration efficiency (%) of 0.3 μm, 0.5 μm, and 1.0 μm particles, and air permeability (ft3/min/ft2) for each fabric for as received and cycle 40 of laundry, dishwasher, and microwave.
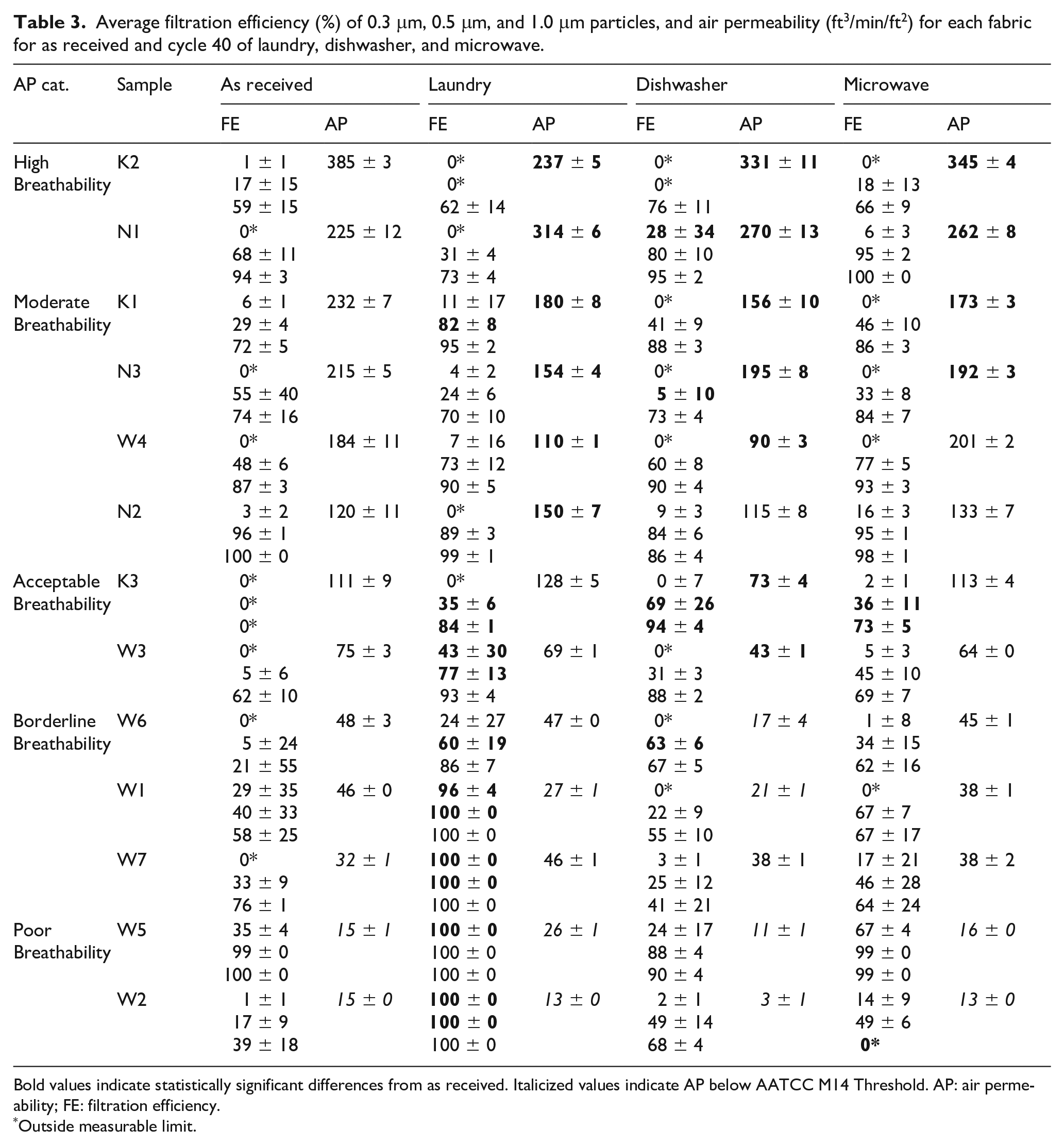
Bold values indicate statistically significant differences from as received. Italicized values indicate AP below AATCC M14 Threshold. AP: air permeability; FE: filtration efficiency.
Outside measurable limit.
Consistent with Guha et al., the wet FE remains relatively stable over the period of the dry sample becoming damp or saturated. 11 While Guha et al. found an “artificial inflation” of wet aerosol filtration with increasing loading time of tightly woven fabrics due to the pores clogging, this was not the case for all tightly woven fabrics in this study (see Supplemental Figure S2). Specifically, the poor and borderline AP fabrics had decreasing or fluctuating FE for one or more particle sizes for as received samples. The remaining AP categories had some fluctuations in the FE over time but mostly had stable or increasing FE for as received samples. While moisture could be absorbed by the hydrophilic fabrics such as cotton, causing temporary swelling of the fibers and clogging of the pores of the tightly woven fabrics, the SEM images show that the salt particles accumulated on the fiber surface rather than in the pores and were most likely not causing the clogging and fluctuation in FE.
Counterintuitively, AP cannot be used as a first approximation of FE, and lower AP did not correlate well to higher FE. For nonwovens, which have high and moderate AP, the FE for 0.5 and 1.0 μm particles was higher than almost all other fabrics including those with lower AP. Decreasing the fabric weight for the polypropylene spunbond (N1, N2) improved the AP without losing FE performance. Knit fabrics generally had higher AP than the woven fabrics, but no specific trend can be generalized for their FE or salt capture. Other discrepancies were found in some of the individual comparisons. While differences in fabric structure for W1 and W6 did not affect their initial AP, sateen maintained its AP through 40 cycles of laundry and microwave, whereas all decontamination methods caused the plain weave to drop below the AP minimum. Sateen was less reliable for FE than plain weave due to the longer floats and fewer interlace points that allowed for particles to pass through. While the plain weave did have a better FE profile for laundry compared to the sateen, it came at the cost of losing AP below the AATCC M14 threshold and less total salt capture. Although the wool felt (N3) had a 5-fold higher AP over the wool gabardine (W5), the nonwoven structure of N3 allowed for consistent and durable FE for 0.5 and 1.0 μm particles, moisture capture, and salt capture. The distinguishing feature of W5 is the 0.3 μm FE, of which W5 had the highest and most durable FE for 0.3 μm particles out of all fabrics. This superior FE and tradeoff with AP can be attributed to the larger yarn diameters, high thread count, and microscale cuticle scales. Mercerizing cotton (W1/W2) increased the AP but had a less pronounced effect on FE, moisture capture, and salt capture. Brushing the cotton (W2/W4), however, did have a significant effect on AP, FE, moisture capture and salt capture. Even with lower thread count, the flannel (W4) had higher 0.5 and 1.0 μm FE for as received, dishwasher, and microwave than the untreated plain weave (W2). Only laundry significantly improved the FE of the untreated cotton, but again it comes at the cost of poor AP. Changing the surface roughness of cotton (W6) to acetate (W7) had a similar effect on FE but less pronounced differences in AP, moisture capture, and salt capture. Blending polyester with cotton (W3) improved the AP with a slight overall improvement in FE and negligible effect on moisture capture and salt capture. Comparing polyester (K2) to cotton (K1) knit, the polyester initially had similar FE performance to the cotton. After 40 cycles of laundry, the polyester’s AP dropped to the same AP as cotton’s as received, but the cotton as received had better FE performance than the polyester laundry. Both knits had similar performance after microwave, but polyester was able to maintain an AP twice that of the cotton. In addition, the cotton had higher moisture capture and salt capture than polyester except for laundry’s moisture capture. While most of the individual comparisons that exhibited differences in salt capture translated back to differences in AP (higher AP generally had higher salt capture), the cotton knit is an example where it had a consistently lower AP than the polyester knit but still had higher salt capture. This disparity between AP and salt capture suggests that fabric structure and fiber content play separate roles in particle capture.
Discussion
The two main fabric parameters examined in this study were fabric structure and fiber content. Individual comparisons were also made for mercerized versus natural cotton, surface treated versus untreated, and fabric weight. A performance tradeoff was observed for fabric structure: knit fabrics generally had higher air permeability but lower filtration, whereas woven fabrics typically had lower air permeability and higher filtration. The nonwoven samples balanced this tradeoff. Variance in air permeability data was proportional to the averaged value; higher air permeability values tended to have higher variance. Variance in filtration efficiency data was dependent on particle size and cannot be explained simply by varying fabric source. That is, within the standard TestFabrics knit and woven fabrics, the variances were not systematically higher or lower than the commercially sourced nonwoven fabrics.
The performance difference for fiber content is weak for single layer masks; most fabrics were moderately good at trapping 0.5 and 1.0 μm particles, but most had low to no capture of 0.3 μm particles. While the fabrics with poor to near-threshold air permeability had an increase in filtration efficiency, the low air permeability will encourage higher aerosol leakage through gaps between constructed masks and the face than masks constructed with higher air permeability fabric. This underscores the need for multilayer masks to sufficiently capture 0.3 μm particles without diminishing the composite air permeability or encouraging particle leakage.
This study considered two decontamination methods for reusable cloth face masks outside of simple home laundering. Masks can be washed with a normal load of laundry, but the frequency and size of mask loads are higher and smaller than a normal laundry schedule. In terms of environmental impact, the positive impact of using a reusable mask is quickly outweighed by the environmental cost of running frequent, water- and energy-intensive laundry cycles. In addition, the extra cost for mask wearers who have to pay for their laundry (whether in unit or at a laundromat) further distances home laundering as an easy solution. Therefore, dishwasher sterilization and microwave-generated steam were proposed as alternative methods for their previously proven ability to inactivate pathogens, their accessibility to a broad range of mask wearers, and their frequency of use. Many dishwashers are run on a daily basis and microwaves can be operated on demand, compared to a weekly or biweekly basis for home laundering. While the dishwasher and microwave methods have shown promise as alternatives to home laundering, each presented limitations of use. In dishwasher sterilization, the high temperatures required to sterilize face masks inhibit the range of fiber contents that can be used due to deformation of thermoplastic fibers. Furthermore, dishwasher detergent residue can impede fabric performance but can be reduced by using less detergent or putting masks in with a full load of dishes opposed to a load of only face masks. While household microwaves are common, easy to use, and preserve fabric integrity, this method is for sanitation not cleaning purposes and does not remove dirt, oil, and so on like dishwasher and home laundering do. Therefore, cleaning with dishwasher or home laundering can be interspersed between cycles of microwave decontamination in order to extend the life of the masks. This study only tested fabrics and not fully constructed face masks. Thus, any metal parts such as metal nose wires should either be removed from the mask before placing in the microwave, or dishwasher/laundry should be employed instead.
Conclusion
In this study, 13 conventional fabrics were evaluated for use and reuse in cloth face coverings. Each fabric underwent decontamination up to 40 cycles by home laundering, dishwasher sterilization, and microwave-generated steam. Their air permeability and filtration efficiency of submicron salt particles were assessed following the ASTM air permeability method and using a simulated breathing apparatus, respectively. The air permeability, filtration efficiency, salt capture, and moisture capture were analyzed in combination to identify which fabrics were effective and comfortable even after 40 cycles of decontamination.
Overall, home laundering and dishwasher sterilization had larger effects on the fabrics’ air permeability and salt capture due to the buildup of detergent residue, fiber breakage, and yarn relaxation. In addition, a tradeoff was observed for both home laundering and dishwasher samples between an increase in filtration efficiency and a decrease in air permeability. Microwave-generated steam, however, did not involve detergent or agitation, so this method had little to no effect on fabric performance. The polypropylene nonwovens, similar to materials used in single-use surgical and procedure masks, can be durable in masks constructed for reusable applications. Both cotton and polyester weft knit fabrics had promising moisture and particle capture performance, and addition of a brushed surface in the woven cotton flannel also provided balanced performance. Designing well-fitting masks combining layers of these materials may provide excellent source control and wearer protection in a reusable and easily decontaminated format.
The results of this study can be used in two ways. For one, designers or reusable mask makers can use the results to select fabrics that are durable to reuse and compatible for masks with multiple layers of varying composition. Otherwise, consumers can use these results to choose a commercial mask based on the mask’s fiber content and fabric structure as well as estimate the service life of that mask. Further study is needed on whether the effects observed in the single layers of fabric are additive or not for multilayer face coverings as well as testing fully constructed cloth face masks for the effect of decontamination on their material integrity.
Supplemental Material
sj-docx-1-aat-10.1177_24723444221132051 – Supplemental material for Cloth Face Coverings: Effect of Decontamination Method on Fabric Performance
Supplemental material, sj-docx-1-aat-10.1177_24723444221132051 for Cloth Face Coverings: Effect of Decontamination Method on Fabric Performance by Katarina Goodge and Margaret Frey in AATCC Journal of Research
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work made use of the Cornell Center for Materials Research Shared Facilities which are supported through the NSF MRSEC program (DMR-1719875). This work was funded in part by the Atkinson Center for a Sustainable Future’s COVID-19 Rapid Response Fund and an AATCC Foundation Student Research Support Grant.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.