
Abstract
This research aims to study the impact of desizing treatment on the bagging behavior of denim garments. Therefore, six denim fabrics with the same weaves and different characteristics were desized under different conditions. Then, the bagging behavior properties of the treated and untreated denim fabric were analyzed and investigated. Thanks to analysis of variance and the main effects plots, the influencing factors were found. The obtained results showed that the most important factors are the characteristics of the samples like the percentage of elastane and polyester fibers, and weight. In addition, it can be concluded that the concentration of desizing agents affects widely the bagging fatigue percentage.
Introduction
Denim clothes are becoming stylish to wear and the most considered item for everyone. This type of clothing plays an important role in the textile industry and fashion. 1 This twill cotton fabric usually has white weft yarns, while warp yarns are ring dyed with indigo. During the manufacture of denim fabrics, the warp yarns must be coated with a sizing agent to decrease yarn breakages during weaving and increase weaving efficiency. 2 This step improves the resistance of the yarn and decreases the hairiness of the fabric surface. The most common sizing agents are starch, polyvinyl alcohol (PVA), carboxy-methyl-cellulose (CMC), and acrylates, 3 but starch and starch combined with polyvinyl alcohol are most applied to size denim fabrics.4–7 Despite this, untreated denim garments remain extremely rigid. In addition, this step of pretreatment of the fabric affects the wettability of the fabric and the fabric handling. Hence, desizing is an essential treatment. 8 There are several desizing methods and the most recent one is the desizing during washing processes. These washing treatments are done with high alkalinity agents (i.e. soda ash), with high acidity agents (i.e. acetic acid), and with oxidative chemicals (i.e. hydrogen peroxide). Therefore, they attack and hydrolyze the cotton fiber. For this reason, the search for other desizing methods has been the goal of several researchers.8–11 Thus, the alpha-amylase enzyme was discovered and preferred for desizing.11–13 This enzyme hydrolyzed the starch without harmful effects on the fabric. 8
Indeed, this enzyme can break down the long molecular chains of starch into smaller water-soluble molecules which can then be more easily removed. 2 Amylase splits starch into dextrin, in a random manner. The resulting substances, unlike starch, are soluble in water and can be removed by rinsing treatment. This makes this treatment ecological by reducing the release of wastewater with a high pollution load into the environment. 8
Until now, overall studies have still focused on the effects of treatment on the mechanical, physical, and sensorial properties.7,14–16
Dekanić et al. 16 have studied the effect of special finishes on denim properties. They found that desizing with amylase causes the maximal loss in weight. Thus, they explained this result by the effect of removing starch and/or possible other sizing additives. This loss is up to 12.3%. In addition, this treatment caused compaction and shrinkage of the desized fabric. Moreover, they have shown that although the desizing is intended to remove starch from the warp yarns, the spectral parameters indicate that the dyestuff is also removed (dE = 3.53). 16
In other research, the highest weight loss after desizing with amylase was explained by the effect of eliminating the anchor fibers on the surface of the fabric and removing the starch from the fabric. 9 Aly et al. 17 studied the effect of different amylase concentrations (0, 0.9, 1.8, 2.7 and 3.7 U/mL) on the desizing of raw cotton fabric. They evaluated the effect of these treatments on the percentage weight loss of the fabric, violet scale shades, and tensile strength. They found that increasing the amylase concentration increases the starch removal and increases the weight loss percentage and the violet scale shade, whereas they recorded a slight decrease in tensile strength. Gürkanünal and Konal’s 18 research has studied the effect of weft yarn parameters on the elasticity and recovery properties of stretch denim fabrics. For this reason, the production of new denim fabrics was designed with the use of different core yarns in the weft direction with different ratios. Then to evaluate the elasticity, and dimensional change properties, different washing treatments have been applied. The results show that the mass per unit area is higher after stone washing and is lower after desizing with amylase (rinsing treatment). They also showed that desizing results in the smallest dimensional change in the direction of the weft while stone washing has the highest values.
Another study about the effect of washing treatment on the properties of a stretch denim fabric was investigated. 19 The results of this work show that the elastane percentages in the fabric and repeated home washing do not have significant effects on dimensional stability and the elasticity of the fabric while they decrease the recovery properties of fabrics.
Several studies investigated the effect of diverse washing treatments on the mechanical and physical properties of different denim fabrics, but there are no studies dealing with the effect of desizing treatment on the bagging properties. Bagging is an unaesthetic and undesirable phenomenon that appears at the knee and elbow after exercising load or after use. 20 In this way, this study aims to analyze the effects of desizing treatments on the bagging properties of denim garments. In this way, six denim fabrics with different characteristics were desized under different conditions. Then, bagging tests were carried out.
Material and Methods
To determine the effect of the parameters of desizing treatment on the bagging properties, we desized six types of denim fabric under different conditions. The choice of these fabrics was made in order to evaluate the fabrics with the most useful characteristics for industrial and scientific research. These denim fabrics have the same weave (twill 3/1) and different characteristics which are shown in Table 1. The warp yarns of fabrics have been sized with a mixture of starch and acrylate. The most important characteristics that we have tried to vary are fabric composition, weight, warp density, and weft density. By varying these input parameters, several fabric properties will be modified, such as fabric elastic behavior, coefficient of friction, stiffness, and the mechanical properties of the fabric.
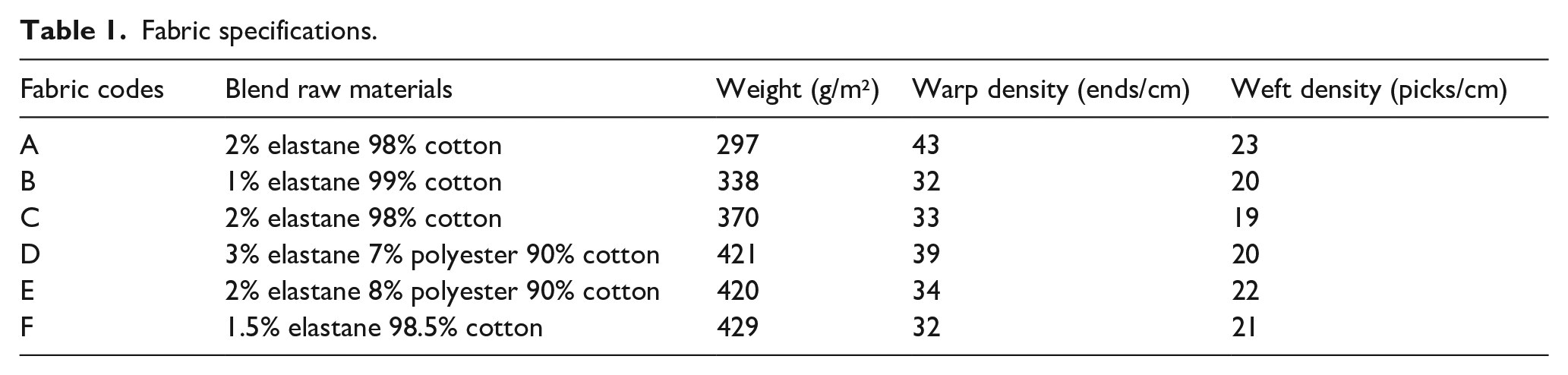
Fabric specifications.
These samples were cut into 50 cm × 100 cm and sewed as legs. Preparing the legs requires two steps of seams with the same stitch (five overegged stitch). The five overegged stitch type 516 stitch (401 + 504) consists of a single needle (401) combined with a thread overegged stitch (504) that are formed simultaneously. First, we sewed the samples to protect the top and the bottom of edges of the fabric from fraying. Then, we joined the other two sides to have the shape of a tube (Figure 1).
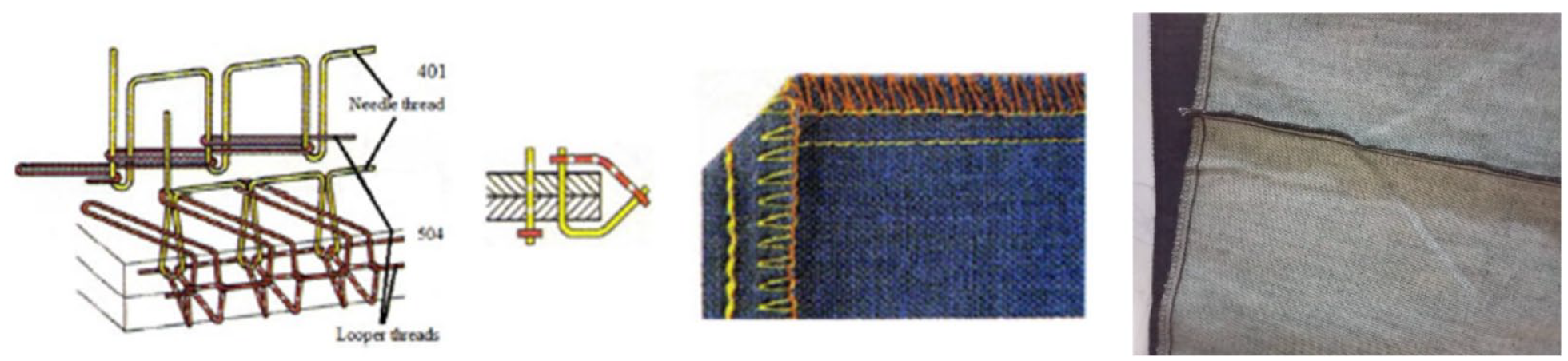
Safety overegged stitch type 516 and image of legs.
Then, they were desized with an alpha-amylase (ECOPREP21, named “Chimie Tex Plus” in industry, Tunisia), under different conditions (Table 2), with 1 g/L of anti-breaking agent (named CHTT AAC, a synthetic polymer, Tunisia) at pH 7 and a bath ratio of 1:30 in an industrial drum washing machine (Avantec Mambo TS20, Italy). ECOPREP21 is an alpha-amylase from a non-pathogenic bacteria species. It is nonionic, ecological, and biodegradable. It can be used for the desizing of starch-treated fibers, starch derivatives, or mixtures (starch + synthetic glues). The anti-redeposition agent named ULTRA REDEP (“Chimie Tex Plus,” Tunisia) is an anionic agent, which is used to disperse the indigo molecules in the treatment bath and to keep them in suspension to prevent their redeposition on the fibers.
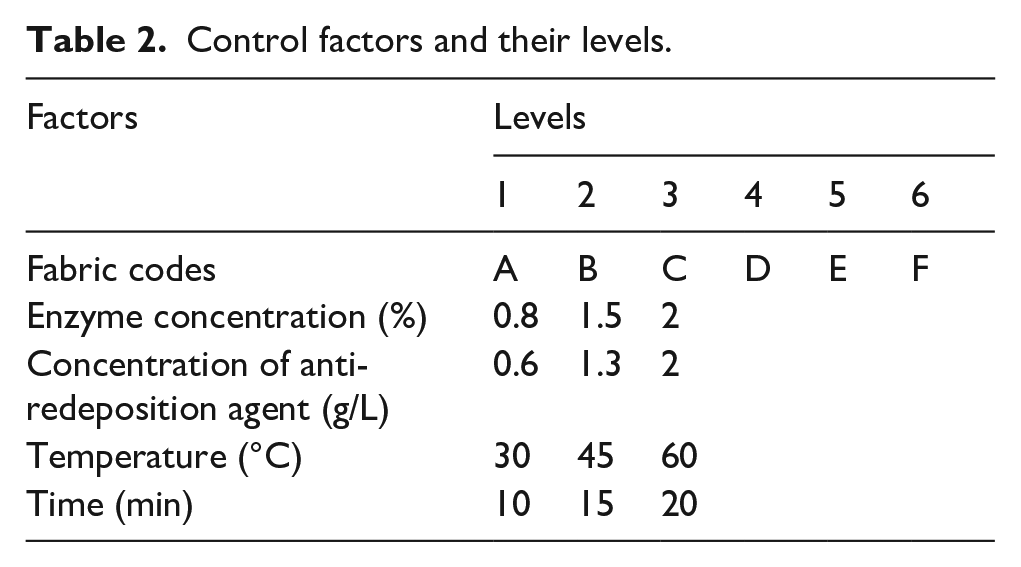
Control factors and their levels.
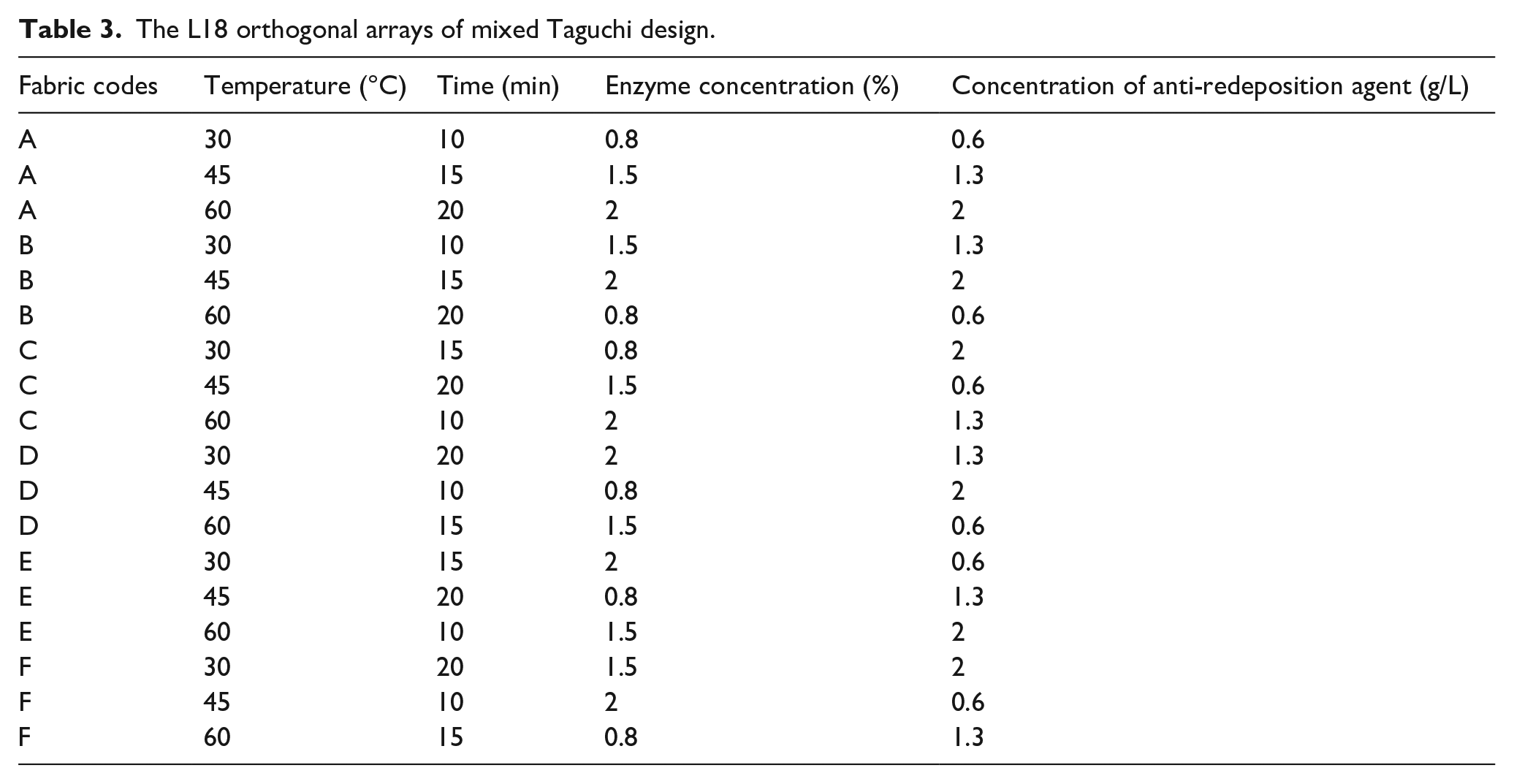
In order to determine the importance of these factors in terms of their main effects on the bagging properties, we used the orthogonal array (OA) Taguchi design. Consequently, an L18 OA table of five factors with different levels (mixed Taguchi design) was selected (Table 3).
The L18 orthogonal arrays of mixed Taguchi design.
After desizing treatments, the samples were rinsed twice in the same machine for 2 min at ambient temperature. Finally, they were dried at 90°C to deactivate the desizing enzyme.
In order to evaluate the bagging properties, the samples were conditioned under standard laboratory conditions (20 ± 2°C, 65 ± 2% Hr). Hence, the bagging deformation was investigated using a device that was manufactured and integrated into the dynamometer testing21,22 (Figure 2).
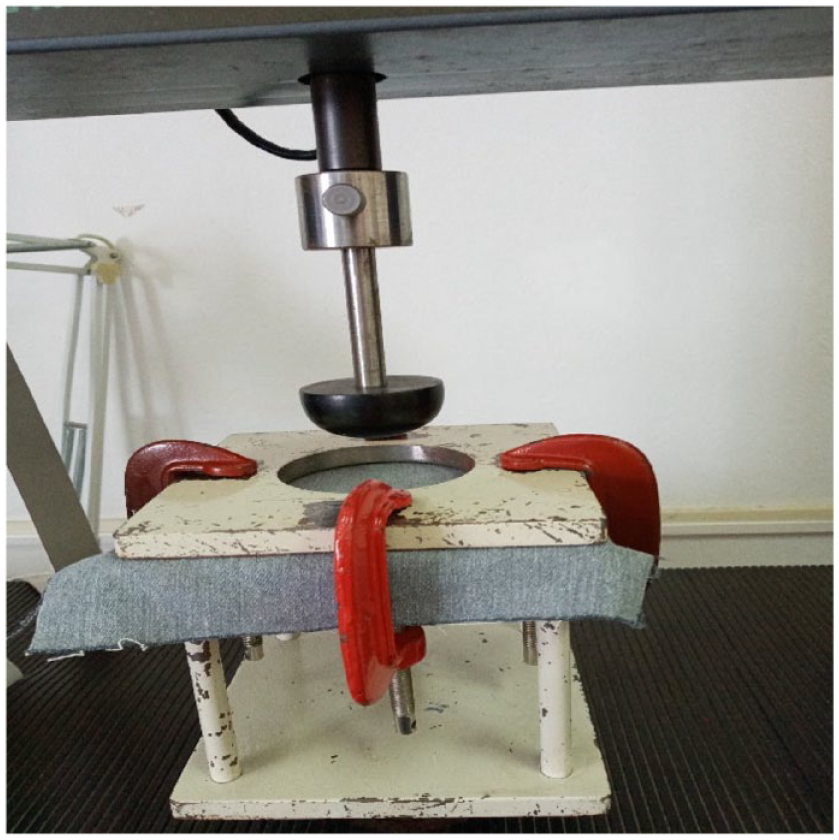
Device for the bagging test.
This method was inspired by the literature.20,23,24 This device consists of two jaws: lower and upper. The upper jaw consists of a hemisphere with a diameter of 5 cm. This hemisphere applies a load on the sample up to a certain distance with a defined speed of 60 mm/min. The hemisphere displacement is equal to 30% of the strain found by the compression test until breaking with the same bagging tester. During a bagging test, the fabric is placed in the lower jaw.
This jaw consists of two square metal plates (15 cm × 15 cm) which have a hole in the middle of 7 cm diameter. These plates were coated with an abrasive to prevent the slipping of the fabric during the test. The sample is compressed on four sides with clamps. The hemisphere applies a compression test 5 times without rest time (cyclic compression).
After the bagging test, the sample is relaxed for 30 min. Then, the bagging properties such as residual bagging height
Residual bagging height
Bagging recovery percentage (%)
Bagging recovery speed (mm/s)
Bagging fatigue percentage (%)
Bagging resistance (


The needle of the bagging test.
Results and Discussions
The obtained results for the 18 experiments were analyzed using MINITAB software (MINITAB 14.1). An analysis of variance (ANOVA) provides valuable and interesting information on desizing processing factors that affect the bagging properties of fabrics. According to the ANOVA results (Tables 4 and 5), we can deduce that the “Fabrics” factor has a significant effect on the residual bagging height
ANOVA table for mean of bagging properties.
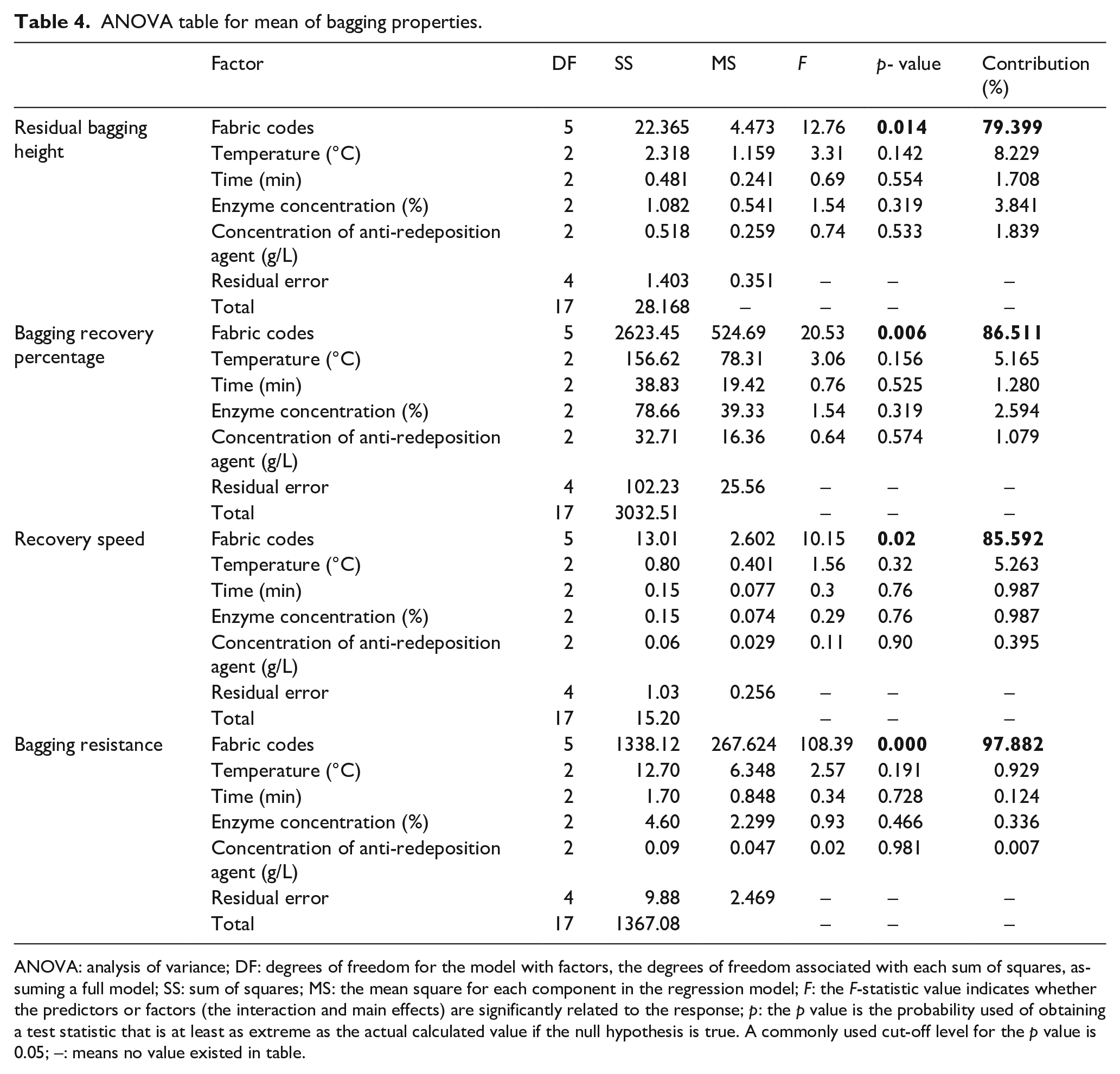
ANOVA: analysis of variance; DF: degrees of freedom for the model with factors, the degrees of freedom associated with each sum of squares, assuming a full model; SS: sum of squares; MS: the mean square for each component in the regression model; F: the F-statistic value indicates whether the predictors or factors (the interaction and main effects) are significantly related to the response; p: the p value is the probability used of obtaining a test statistic that is at least as extreme as the actual calculated value if the null hypothesis is true. A commonly used cut-off level for the p value is 0.05; –: means no value existed in table.
ANOVA table for mean bagging fatigue percentage.
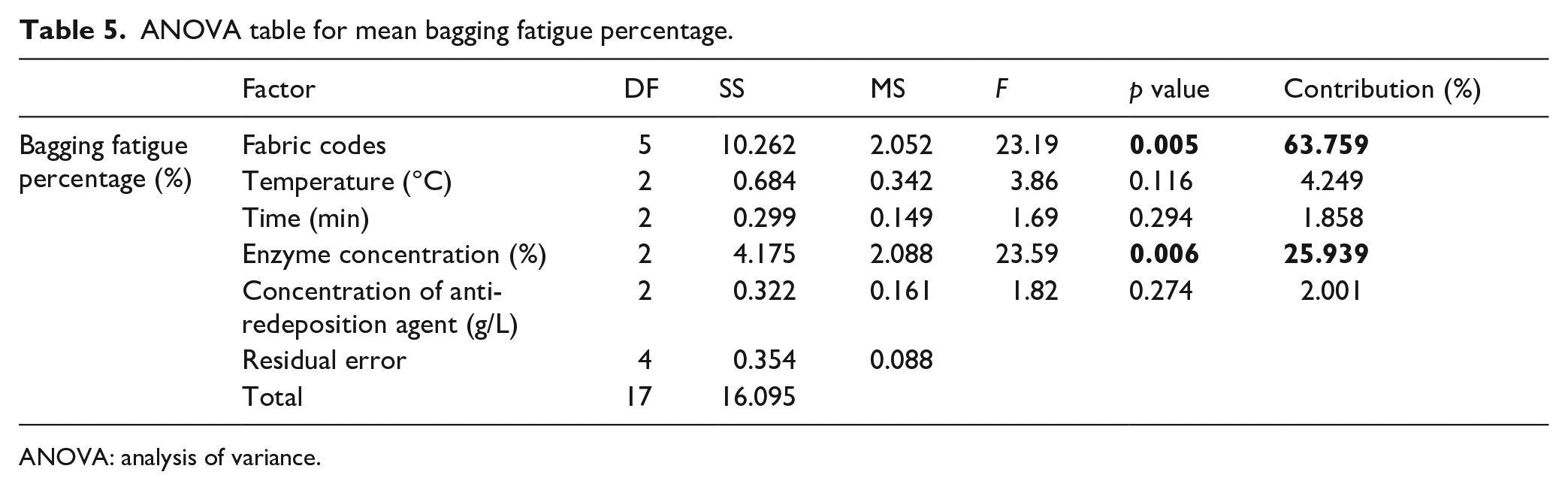
ANOVA: analysis of variance.
In addition, according to the contribution value (%), which is calculated by dividing the sum of squares (SS) of each factor by the total value of the SS, we can conclude the same results thus determined by the analysis of the p value. The factor with the highest value is the most influential on the bagging properties. Therefore, the “fabrics” factor is the most important factor for all bagging properties. In addition, the “enzyme concentration” factor is an influential factor in bagging fatigue percentage (contribution = 25.939%).
We conclude that the most important factor in the bagging properties is the “sample” factor. For this reason and in order to find out the effect of the sample factor on the bagging behavior, we use the main effects plots as shown in Figure 4.
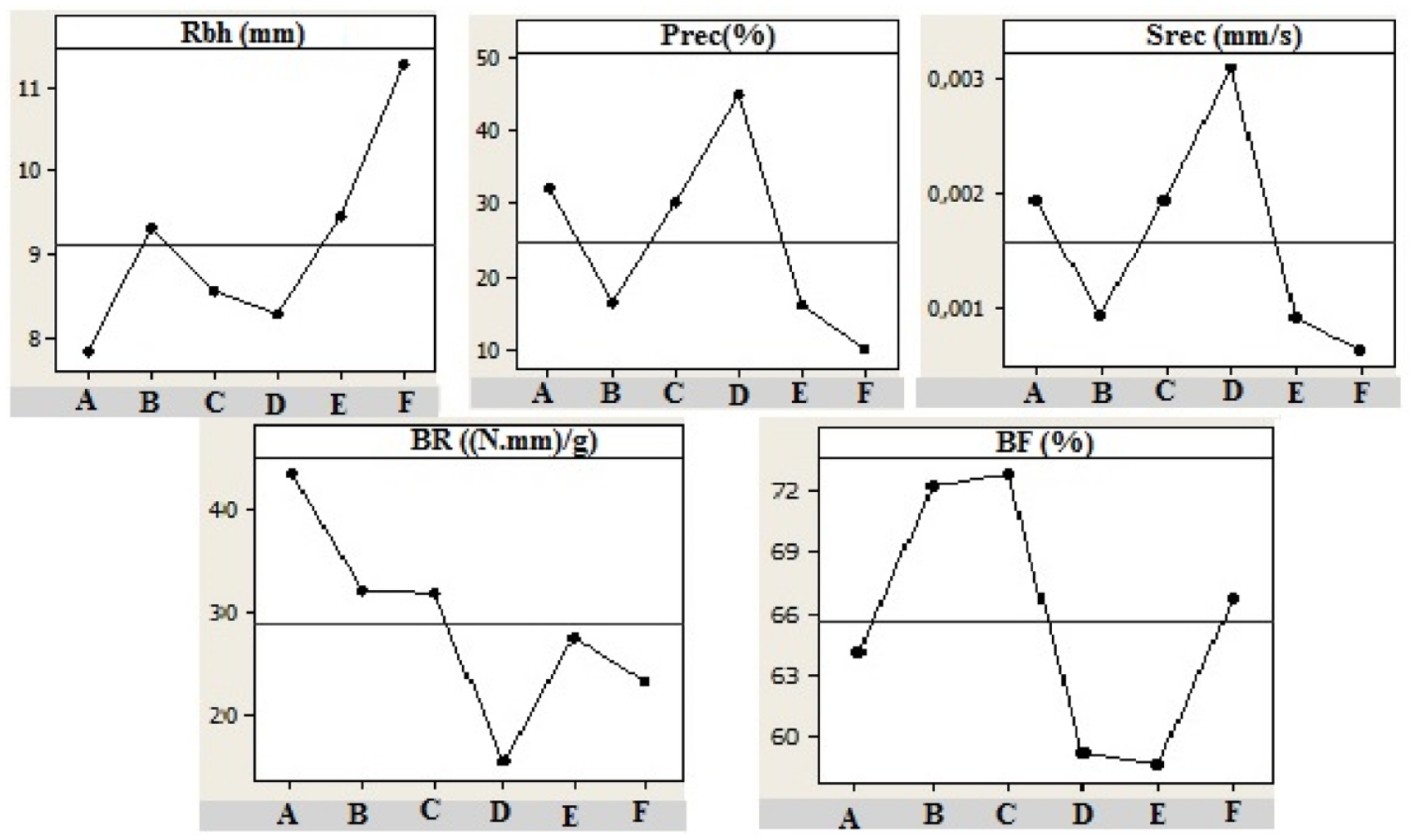
Main effect plots of sample factors on bagging properties.
Regarding the main effect plot of the “fabric” on the residual bagging height, we can divide its evolution into two parts. For A to B and D to F, we recorded an increase in Rbh; on the contrary, between B and D the residual bagging height decreased. This evolution can be explained by several fabric properties, the most important being the effect of sample compositions. In fact, the increase in
It is noted that the evolution of the effect of fabric on the bagging recovery percentage is similar to the evolution of the effect of fabric on the recovery speed, while it is the reverse of that of the residual bagging height. These results are logical since the recovery speed and the bagging recovery percentage enormously depend on the elastic and viscoelastic behavior of the fabric fibers. An increase in the percentage of elastane, which promotes deformation recovery, increases the recovery speed and the recovery percentage. This argument judges the evolution of these two bagging properties. Hence, Figure 4 illustrates a decrease from A to B of
Regarding the bagging resistance, the evolution of the main effect plot of fabrics illustrates a decrease from A to D, then an increase from D to E, and thus another decrease from E to F. In fact, this property is inversely proportional to the weight of fabrics. Therefore, an increase in the weight of fabric causes a decrease in the bagging resistance. Hence, the evolution of the fabric effect on the bagging resistance can be explained by the increase or the decrease in sample weight.
Concerning the percentage of bagging fatigue, its evolution records an increase from level A to level C, then a decrease from level C to level E, and finally an increase from level E to level F. This evolution can be explained by the effect of two main causes: the relaxation of the stresses of the fibers (due to the viscoelastic behavior of the fiber) and the friction between the fibers and/or the yarns (due to the friction stresses in the structure of the fabric). Thus, the increase in the weft density causes an increase in friction between the weft yarns and gives a stiffer and hardly deformable fabric. 23 This increase exhibits a more viscoelastic effect against bagging deformation and encourages the decrease of the bagging fatigue percentage. On the contrary, it is noted that fabric D and fabric E have a lower value of bagging fatigue percentages. This is due to the effect of polyester fiber on fatigue behavior. The results reveal that the increase in the percentage of polyester fibers generates a decrease in the bagging fatigue percentage. Indeed, for polyester fibers, the elasticity ratio is high and the viscoelasticity ratio is low, whereas for cotton fibers, the elasticity ratio is low and the viscoelasticity ratio is high. In addition, the stress relaxation time of the polyester fibers is greater than that of cotton fibers.20,28 So, the addition of polyester fiber in the fabric’s composition promotes the decrease of the bagging fatigue percentage. This result is in good agreement with those reported by Hasani and Hassan Zadeh. 29
Another study reported that in order to improve the elastic recovery properties of denim fabric, it is necessary to increase the polyester content and decrease the cotton content, along with a lower weft density and higher warp density. 30 Similarly, Jeddi et al. 31 also studied the tensile fatigue behavior of cotton and cotton-polyester yarns. They concluded that the existence of polyester fiber in the yarn causes a significant improvement in the resistance to tensile fatigue. To summarize, the addition of polyester fiber in the fabric composition produces a decrease in the percentage of bagging fatigue.
As for the effect of the factor “enzyme concentration of desizing” on the bagging fatigue percentage, its evolution is presented in Figure 5. It is shown that an increase in the concentration of desizing enzyme increases the bagging fatigue percentage. In fact, the sizing agent provides consolidation of the denim fabric yarn, makes the yarns smoother, and decreases the hairiness of fibers on the yarn surface.32,33
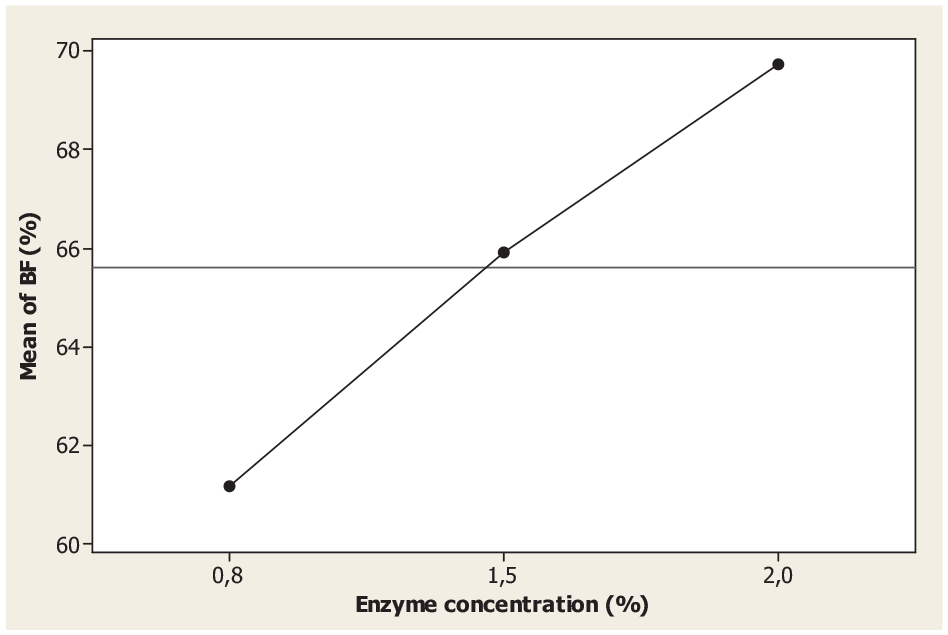
Main effect plot of enzyme concentration on bagging fatigue percentage (%).
Thus, the enzyme amylase breaks down the long molecular chains of starch (sizing agent) so it does not affect the chemical structures of the fabric fibers. However, the removal of this agent results in an increase in hairiness as well as an increase in friction, and a decrease in abrasion resistance. This change in the surface of fabrics results in a decrease in fatigue resistance. Therefore, the increase in enzyme concentration increases the removal of the sizing agent, which increases hairiness and decreases abrasion resistance. The decrease in the abrasion resistance increases the percentage of bagging fatigue.
To confirm these interpretations of the results, scanning electron microscopy (SEM) images were used (Figures 6 and 7). The morphology of two samples, which are untreated and treated under hard conditions of desizing treatment, was examined. Figure 6 shows the surface of the fibers while Figure 7 shows the surface of the fabric. Figure 6(a) shows the surface of untreated fibers of denim fabrics, which shows the presence of a sizing agent, which can be observed in the form of tiny particles. The surface of the fibers shows parallel fibers and smoothened surfaces because the yarns are coated with a sizing agent. Figure 6(b) shows the morphology of the sample desized for 20 min at 60°C with 2% of amylase concentration and 2 g/L of concentration of the anti-redeposition agent. It is observed that the surfaces of the untreated denim fabric have a similar surface to the desized samples. The surfaces of the fibers have not been changed. Thus, it may be concluded that the desizing treatments did not alter the fibers. Therefore, the desizing treatment does not affect the chemical structure of fibers.
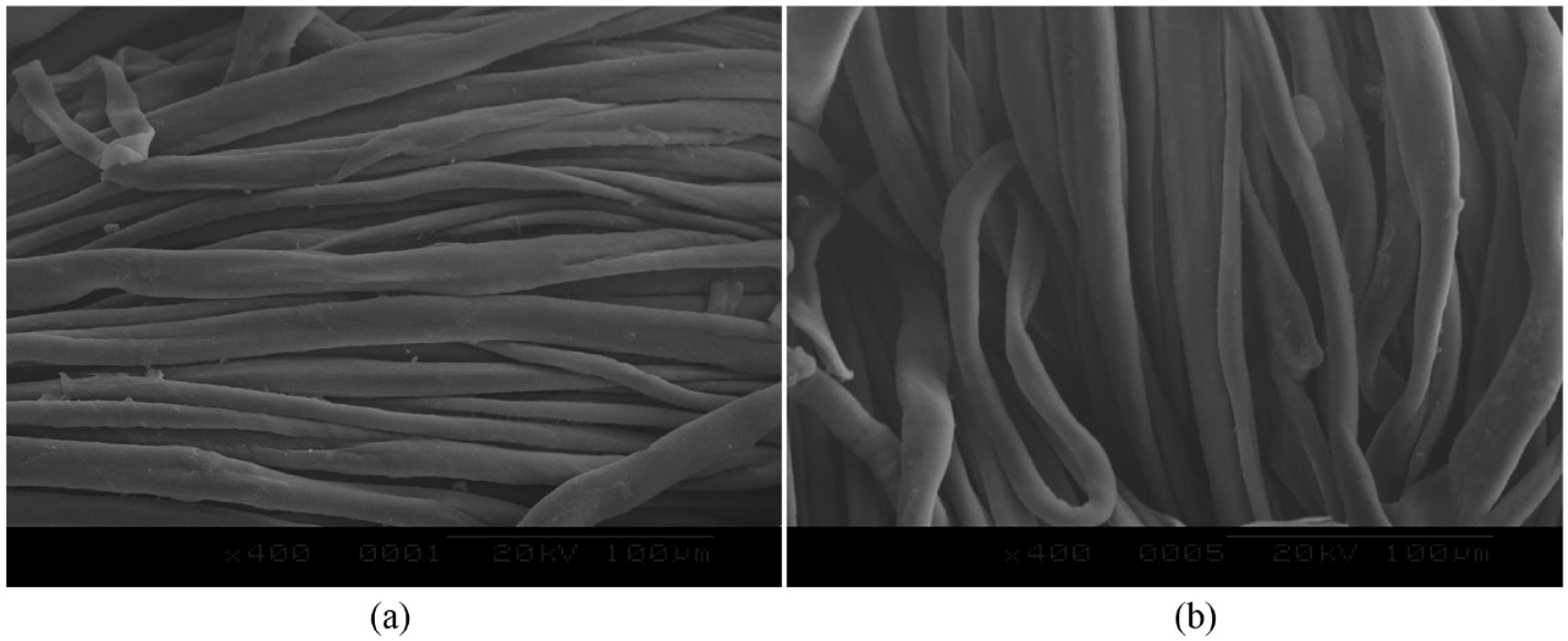
SEM images for a fabric sample coded A, before and after desizing treatments with magnification 400 (20.0 kV×100 µm): (a) untreated fabric, (b) desized fabric.
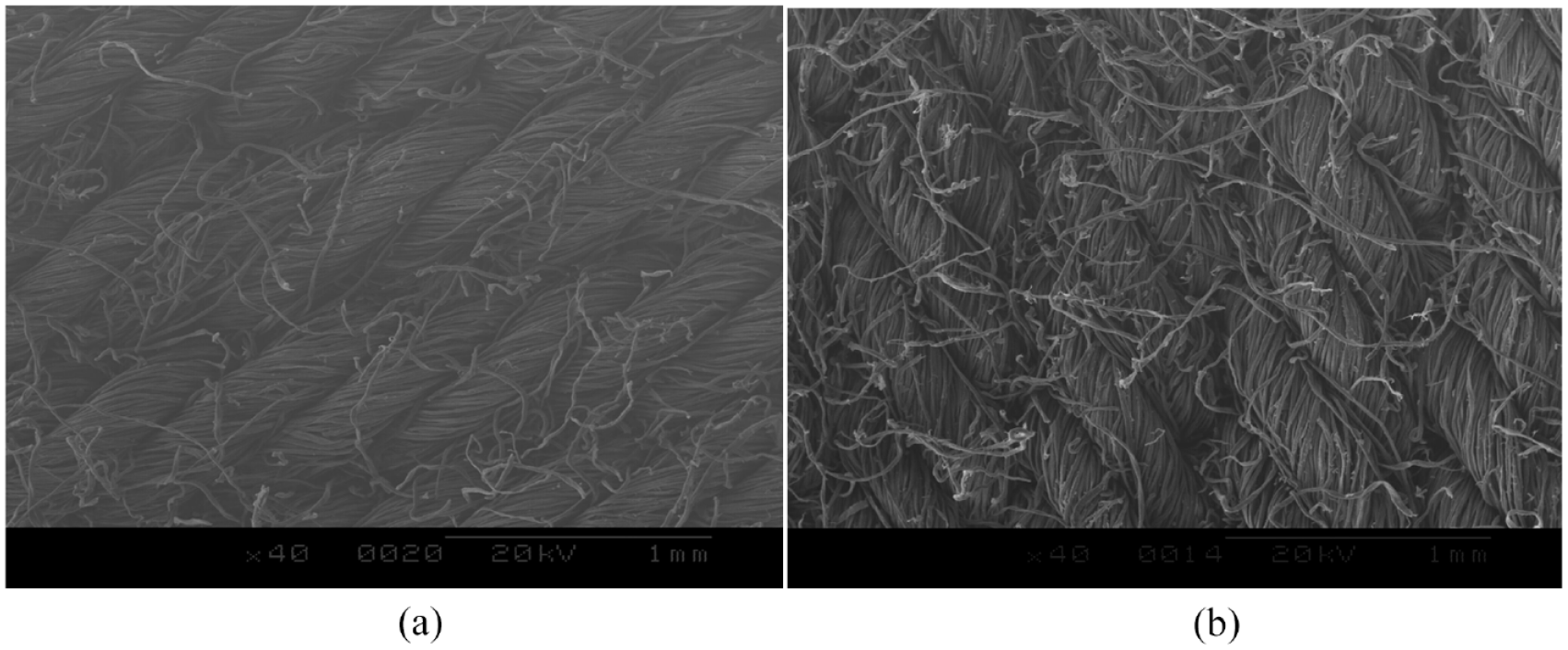
SEM images for a fabric sample coded A, before and after desizing treatments with magnification 40 (20.0 kV×100 µm): (a) untreated fabric, (b) desized fabric.
Figure 7 shows the microscopic images of the surface of treated and untreated denim garments. Notwithstanding, Figure 7(b) shows the surface of treated denim fabrics (coded A) at 60°C for 20 min with 2% desizing agent and 2 g/L of the concentration of the anti-redeposition agent with a magnification of 40. Besides, the same figure shows that the surface of this sample is covered by the anchor fibers. In addition, it is more disordered and shows entanglements of fibers on the surface of the sample, thus the presence of hairiness, while the surface of the untreated fabric (Figure 7(a)) shows less hairiness in the surface of the fabric. Indeed, the removal of sizing agents causes an increase in the percentage of hairiness. As well, the desizing treatment causes the shrinkage and the compaction of the fabrics, which causes the disorderedness and the entanglements of the fibers on the surface of treated denim fabric. This result is in good agreement with the study of Dhouib et al. 34 This study shows that the greatest shrinkage is achieved after the desizing treatment and that all samples are fully relaxed after this treatment.
To conclude, desizing treatment causes the shrinkage of fabrics and an increase in the percentage of hairiness, which increases the friction and decreases the fatigue resistance.
Conclusion
This study aims to evaluate the effect of input parameters of desizing treatments (temperature, time, enzyme concentration, and concentration of anti-redeposition agent) and fabric characteristics on the bagging behavior of denim fabrics. For this purpose, six types of denim fabric were chosen to be desized under different conditions. Then, overall bagging properties, namely, the residual bagging height, the bagging fatigue percentage, the bagging resistance, the recovery speed, and the bagging recovery percentage are investigated and discussed. The results of this study reveal the following conclusions:
The characteristics of the samples are the most influential factor in the bagging behavior. Indeed, the presence of elastane and polyester fibers improves the resistance of bagging by making elastic denim fabrics more stretchable.
Increasing the weft density increases the coefficient of friction between the weft yarns, thus causing a decrease in the fatigue percentage of bagging.
The factors of desizing treatments are not influencing factors on the residual bagging height, the bagging resistance, the recovery speed, and the bagging recovery percentage.
The concentration of desizing enzymes affects widely the bagging fatigue percentage, whereas time, temperature, and the concentration of the anti-redeposition agents are not influencing factors. In addition, the results revealed that the increase in the enzyme concentration increases the bagging fatigue while adding polyester fibers decreases the bagging fatigue.
The SEM images of the fibers show that desizing treatments did not alter the fibers. It may be concluded that the desizing treatment does not affect the chemical structure of the fibers, whereas the SEM images of the fabric surface show the presence of anchor fibers on the surface of the fabric. Desizing treatment increases the percentage of these fibers which increases the problem of hairiness and the coefficient of friction too. The increase in friction coefficient causes a decrease in the fatigue resistance and the appearance of the bagging problem.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.