
Abstract
Jute, a natural golden fibre, is renewable and widely available and mostly used for the packaging of agricultural crops and commodities in the form of sack bag. However, over a period of time it has secured its own market in the field of home textiles and other lifestyle products due to its ethnic colour, good strength and biodegradable properties. Recently, jute has also been used in apparel products, particularly meant for outer and winter garments. Bleaching of jute has thus become an essential operation for making a white glossy fabric, that is, the base material to be used for subsequent coloration. The conventional hot hydrogen peroxide bleaching process produces good white fibre with a high loss in tensile strength. The present peracetic acid bleaching of scoured jute produces a satisfactory whiteness index of 65.8–77.7 with minimum loss of bundle strength. The peracetic acid bleached jute fibre could retain 85% of its bundle strength, when the bleaching was carried out at 70°C with 20 g/l peracetic acid for 120 min. A satisfactory whiteness index of 77 (Hunter scale) can be achieved incurring a low weight loss of <4.2 using the optimized recipe. The peracetic acid bleaching process may be considered as energy efficient and environment friendly, as the process is carried out at a near neutral pH of 7.5–8 and lower temperature of 50–70°C, in comparison to the 85–90°C and pH level of 11–11.5 (highly alkaline) normally used in hydrogen peroxide bleaching. The changes in physical, morphological and chemical properties after the peracetic acid bleaching of jute at optimized conditions were evaluated in detail.
Introduction
Jute, the golden fibre, is biodegradable, renewable and found to be apposite for home textiles and other lifestyle products. In recent years, due to environmental consciousness throughout the world and diversification of jute products, several items have been added apart from its conventional use.1–5 The eco-friendly attributes of the fibre mean that it has the potential to be used as an alternative to non-biodegradable fibrous material; its usage is also increasing day-by-day in the context of sustainable packaging and home textile products. The conventional use of jute as a packaging material has been shifted toward making different types of fashionable bags, upholstery, furnishing materials like curtains, covers for electrical appliances, sofa covers and wall hangings. Over a period of time along with scientific intervention, jute products have also secured a position in apparel markets, especially in the form of outer and winter garments. Thus, to make jute products aesthetically attractive, colouration is mandatory. The golden yellow colour of jute is converted into whiter and brighter fabric by mostly oxidative bleaching treatment.6–10 Jute fibre/fabric is most commonly bleached using hydrogen peroxide at elevated temperature to achieve the desire whiteness, which is then successively considered for colouration. However, the hydrogen peroxide-based bleaching process could incur considerable loss in fibre strength (20%–25%) along with imparting harsh feel owing to use of sodium silicate in the peroxide bleaching. A significant amount of research has already been carried out in this direction in order to make the process techno-economically viable, and it has already been commercially adopted for jute and other fibres.11–13 Jute is a lignocellulosic fibre and the major constituents are cellulose (60%–64%), hemicelluloses (20%–24%) and lignin (12%–14%). Thus, the fibre is very sensitive to alkali. There is a possibility of removal of hemicellulose and part the lignin in contact with both acidic and alkaline pH during the wet processing. Hydrogen peroxide bleaching is mainly carried out under highly alkaline conditions for obtaining superior whiteness, but the process results in high weight loss due to removal of hemicelluloses and lignin, and there is a chance of fibre tendering.14,15
Some work has also been directed toward bleaching of jute using hydrogen peroxide at ambient temperature to economize the process for wider adoptability by the industry as well as cottage sector by the same research group.16–19 There is still scope for reducing the pH (alkalinity) of the bleaching bath to make the process more environment friendly. In this context, as peracetic acid (PAA) bleaching is carried out in neutral to mild alkaline conditions, the process could be considered as energy efficient and sustainable. The study revealed that good whiteness of the fabric with minimum loss of weight and tensile strength could be achieved, but the whiteness achieved is lower than that produced by the hydrogen peroxide bleaching process. 20 The PAA bleached fibres were found to be softer, brighter and glossier. The effect of peracetic treatment of jute fibre/fabric on its structural changes along with bleaching effect, by either changing the treatment time or stabilizing/buffer agents has been reported in the literature.21–23 The treatment results in drastic reduction in lignin and hemicellulose content and a proportionate increase in cellulose percentage in the fibre along with increasing crystallinity up to 82%. 22 Gradual changes in the surface characteristics of the fibre have been mentioned clearly with progressive removal of lignin. However, the effect of different bleaching process parameters on the important fibre properties is seldom reported. The PAA bleaching of jute fabric has also been studied by changing the pH levels of the bleach bath at a lower dosage of PAA. 24 Though the process is effective, the improvement in whiteness index is not reported. In another study, PAA bleaching of jute fabric was carried out at lower temperature of 30 °C and medium temperature of 70 °C, but the maximum achievable whiteness index values were 53.9 for 30 °C and 60.5 for 70 °C. 25
The novelty of the present work is to optimize the major bleaching process parameters, namely concentration of PAA, temperature and time, and to understand their individual as well as combined performance on bleached fibre properties. Hence, in the present study an attempt was made to bleach jute fibre using PAA by varying the important process parameters, namely, PAA concentration from 10 to 30 g/l, bleaching time (90–150 min) and temperature (50–70 ºC). The effect of these parameters on crucial fibre properties, viz., whiteness index, bundle strength and weight loss were studied in detail to reach appropriate bleaching conditions with maximum retention of such properties, namely fibre strength retention >85%, weight loss <4.2% and whiteness index value of 77. This would lead to the production of yarn/fabric with high fibre strength realization along with satisfactory whiteness, required for textile colouration. Furthermore, the changes in optical, morphological and chemical properties of jute after the PAA bleaching using the optimized recipe were evaluated in detail.
Experimental
Materials
Grey jute fibre of TD3 variety in reed form was used for low temperature environment friendly bleaching using PAA to optimize different process parameters.
Chemicals
The following chemicals of analytical grade were used in the experiment, procured from the MERCK, India: PAA (35%), hydrogen peroxide (30% strength H2O2), tetrasodium pyrophosphate (TSPP), trisodium phosphate (TSP), sodium carbonate, acetic acid, Ultravon JU (non-ionic surface-active agent) and sodium silicate.
Procedures
Soft Scouring
Raw jute fibre was treated with sodium carbonate (2% o.w.f.) and non-ionic surface-active agent (Ultravon JU, 2 g/L) at a temperature of 50°C for 30 minutes, keeping the material-to-liquor ratio at 1:20. After this treatment, the fibre was washed thoroughly in cold water and dried in a hot air oven.
Peracetic Acid Bleaching
Bleaching of mild scoured jute fibre was done in a closed vessel with a fibre to water ratio of 1:30, with non-ionic detergent (0.5 ml/l), tetrasodium pyrophosphate (TSPP) (3 g/l), sodium carbonate (Na2CO3) (1.8 g/l), while changing the following parameters: treatment time 90 to 150 min, temperature 50°C to 70°C and PAA concentration 10 to 30 g/l. The pH of the bath was maintained at 7.5–8 using sodium carbonate and TSPP. 23 After bleaching, the fibres are washed thoroughly in cold water and finally dried in air.
Evaluation of Fibre Properties
Optical Properties
The whiteness index (WI) on the ‘HUNTER’ scale of all the jute fibre samples was measured by the Spectrascan-5100 computerized colour matching system. Pictures of the jute fibres were taken with a Canon 5D Mark III SLR camera (Japan make) to show the optical images. The reported value is the average of five samples.
Bundle Strength
Bundle strength of jute fibre was measured at standard conditions (65±2% relative humidity and 27±2°C temperature) keeping the sample for 48 h following the BIS recommendation (IS: 6359-1971) using a NIRJAFT fibre bundle strength tester, worked on the principle of beam balance (with two unequal arms) following BIS, 1986 (f) method. 9 The replication for evaluation of bundle strength is 15.
Weight Loss
The change in fibre weight percentage due to PAA belching of jute was calculated using a gravimetric method by measuring the weight of sample before (M1) and after (M2) the bleaching process. The weight loss percentage was thus calculated by the following expression: weight loss% = [(M1–M2)/M1]×100. The control and bleached jute samples were conditioned at 65±2% relative humidity at 27±2 ºC for 48 h in a conditioning chamber following the BIS recommendation (IS: 6359-1971) before weight loss measurement. The weight loss value of each sample is the average of five measurements.
Physical and Chemical Properties
Surface micrography of jute fibre before and after PAA bleaching was conducted using a scanning electron microscope (SEM), model: Philips XL-30 with an accelerating voltage of 12 kV. The samples were sputter coated with a thin layer of conducting material (gold) to eliminate charge generation during testing. The energy dispersive X-ray (EDX) analysis of the above samples was carried out in a field-emission-gun scanning electron microscope (FEG-SEM), model: JSM-7600F. Fourier transform infrared spectroscopy (FTIR) of the jute fibre samples before and after the PAA bleaching was performed in a FTIR instrument, make: Bruker, Germany, model – ALPHA using the attenuate total reflection (ATR) method.
Results and Discussion
Jute, the lignocellulosic fibre, extracted by the retting process contains natural and added impurities on its surface, which need to be removed by a mild scouring process. For different high value diversified applications of jute, fabric colouration (dyeing or printing) and/or functional finishing are essential. Fibre was first pretreated for soft scouring using 2% Na2CO3 and commercial non-ionic detergent (2 g/l) at 50°C for 30 min. The pretreated fibres were then bleached with PAA. The PAA is a very strong oxidizing bleaching agent and the bleaching process is carried out under mild alkaline conditions at moderately high temperature as discussed below in detail.
Effect of Bleaching Agent, Time and Temperature on Whiteness Index
In all the experiments, the jute fibre was subjected to a standard solution containing, non-ionic detergent (0.5 ml/l), tetrasodium pyrophosphate (3 g/l), sodium carbonate (1.8 g/l), and a jute fibre to water ratio of 1:30, while changing the following process parameters viz., PAA concentration (10–30 g/l), bleaching time (90–min) and bleaching temperature (50–70°C) as shown in Table 1. In our earlier work, a detailed study has been made on variation of the TSPP from 1 to 5 g/l and its effect on whiteness index, yellowness index, brightness index and bundle strength. It was clear from the study that an addition of 3 g/l TSPP in the bleach bath produces maximum whiteness index (78.3) with maximum retention of bundle strength (21.6 cN/tex). 21
Different parameters used for low temperature bleaching of jute.
PAA: peracetic acid.
It can be seen from Figure 1 that the whiteness index (WI) increases with a gradual increase in PAA concentration, when bleaching is carried out at 60°C for 90 min. The whiteness index value in the 20 g/l PAA treated sample was 75.1 and it was only marginally increased to 77.7 when the PAA dosing increased to 30 g/l, while keeping the other parameters constant. The maximum achievable whiteness index was 77.7 for a time of 90 min bleaching at 60°C. The synergistic effect of TSPP and sodium carbonate in the bleach bath results in optimum maintenance of pH and improvement in brightness of the bleached fibre. 23 It may also be noted that the whiteness index of >75 is amenable for further processing of textiles, namely, dyeing, printing or developing white products. From Figure 1, it is also clear that use of 30 g/l PAA may produce slightly a higher whiteness index, but it leads to a further decrease in bundle strength of about 7.5% along with 0.5% more weight loss. Therefore, in the successive bleaching treatment, the PAA concentration was kept constant at 20 g/l. The PAA bleaching of jute occurred through the epoxidation of colour substance present in the natural golden colour jute fibre, which is schematically shown in Figure 2. On the other hand, the generation of perhydroxyl ions during the hydrogen peroxide bleaching process is mainly responsible for whitening of the jute fibre.
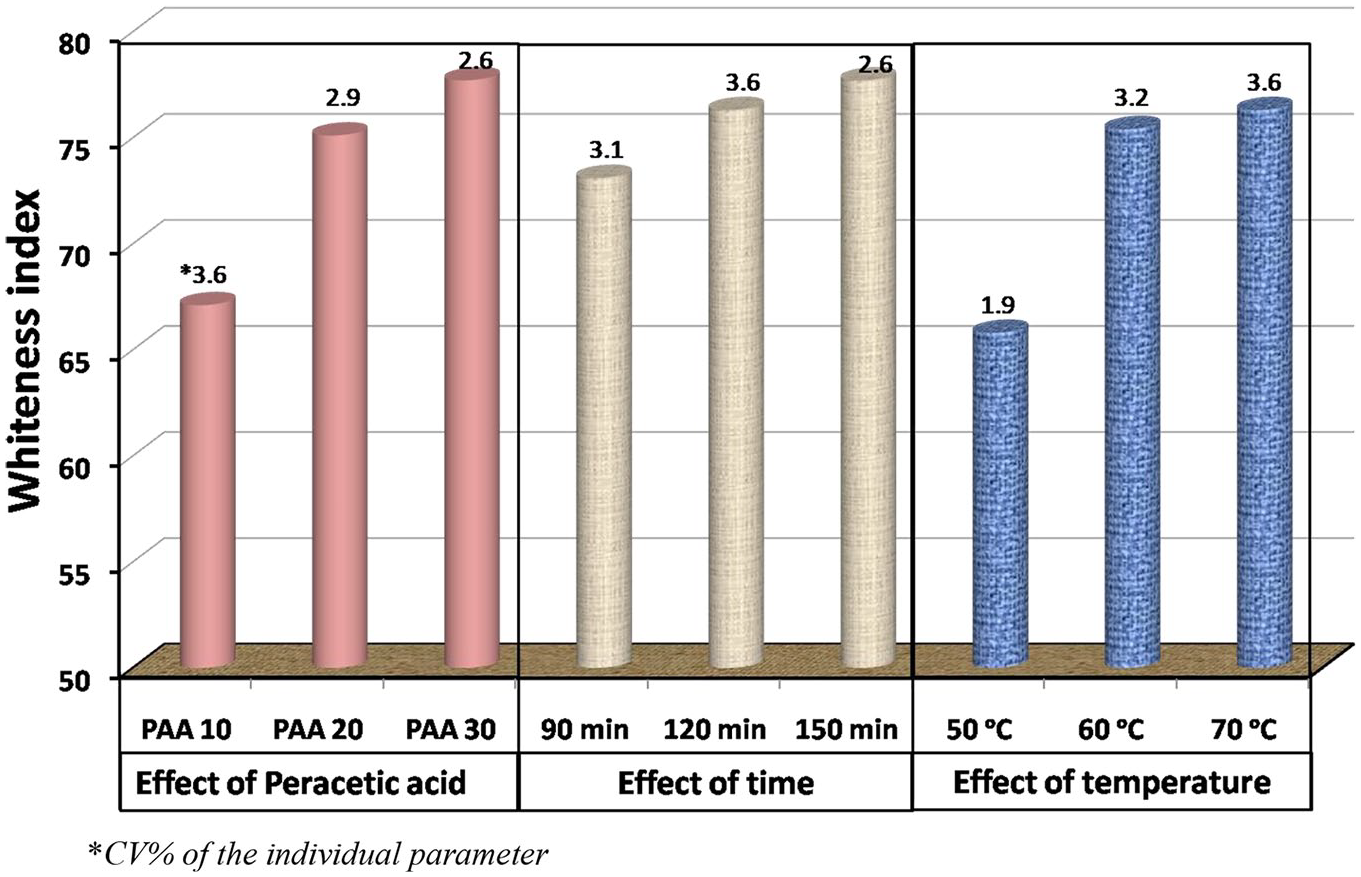
Effect of PAA concentration, time and temperature on whiteness index of bleached jute fibre.
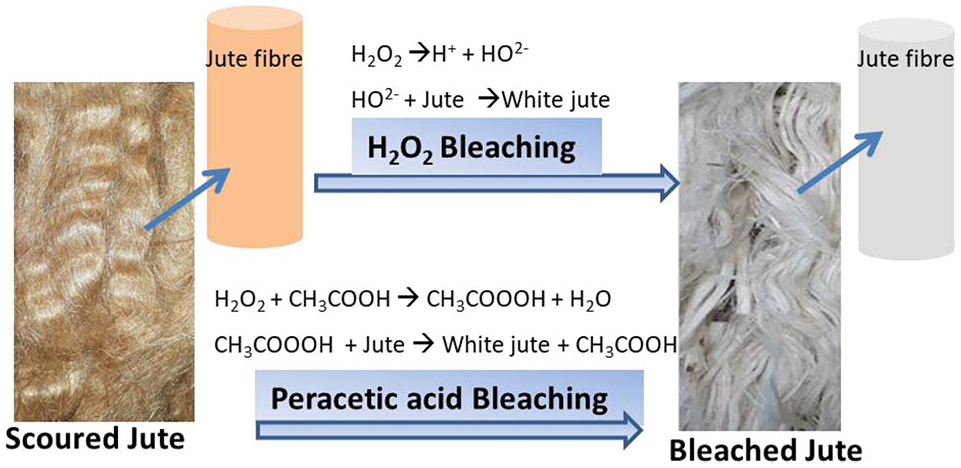
Schematic representation of bleaching of jute fibre using hydrogen peroxide and PAA.
It is found from Figure 1 that variation of temperature has a pronounced effect on whiteness index achieved after PAA bleaching and it reaches a maximum value (77.7) at 70°C. The study on variation of temperature from 50°C to 70°C and its effect on whiteness index was carried out when jute fibre was bleached using 20 g/l PAA for 120 min. Considering the whiteness index achieved (76.3), retention of bundle strength (85%) and low weight loss (4.2%), out of the three duration of treatments (90, 120, 150 min), the 120 min bleaching treatment was found to be more acceptable, when PAA bleaching was carried at 70°C using 20 g/l PAA.
Effect of PAA Concentration, Time and Temperature on Weight Loss
It can be seen from the Figure 3 that with increasing PAA concentration in the range of 10 to 30 g/l, fibre weight loss gradually increased from 2.6% to 4.0%. This is possibly due to the presence of a greater amount of oxidative bleaching agent in the bath that could help in the removal of part of the hemicellulose in concurrence with oxidative cleavage of cellulose macromolecules. The weight loss increases proportionately with the gradual increase in duration of treatment and concentration of PAA, but the weight loss increase is more when the temperature rises from 50°C to 60°C, while the weight loss is similar at 60°C and 70°C.
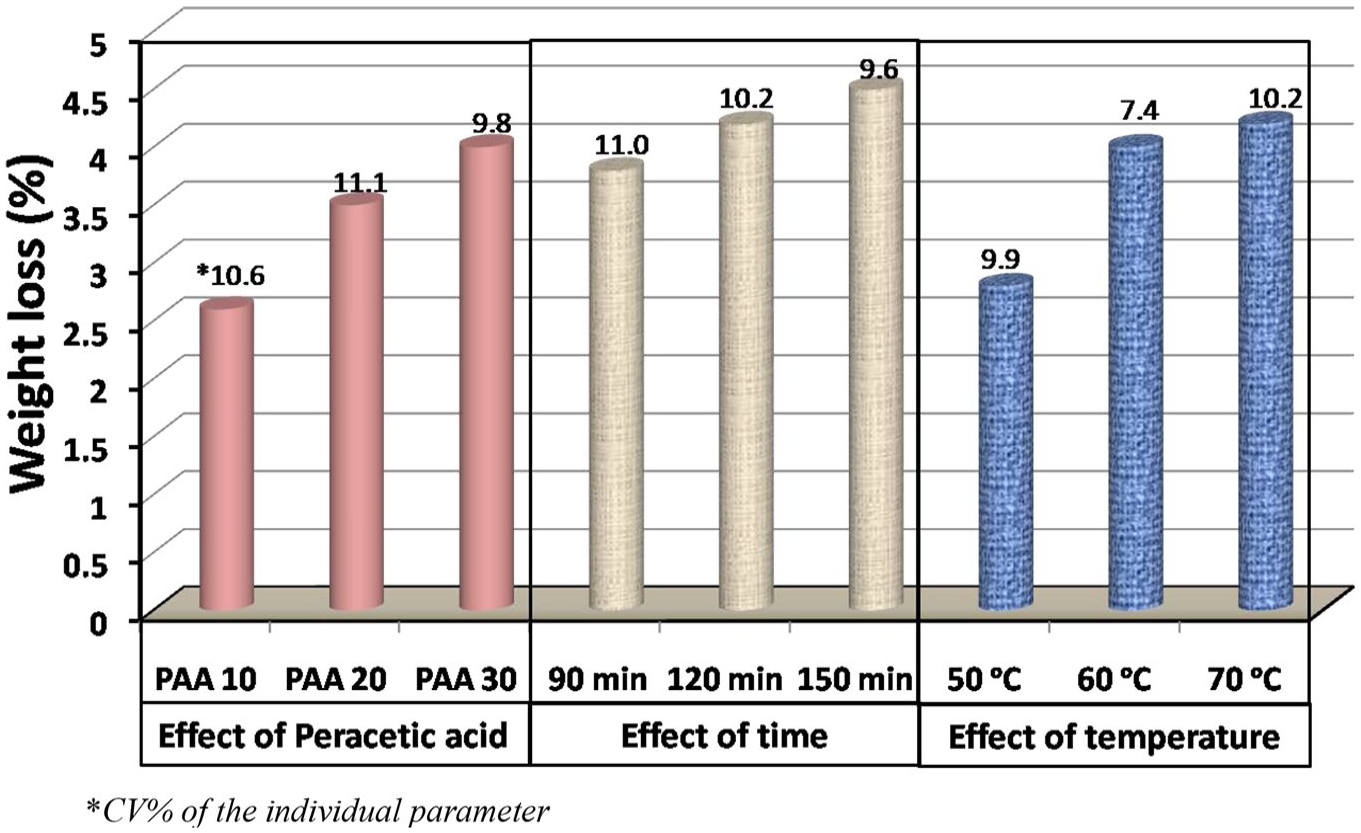
Effect of PAA concentration, time and temperature on weight loss of bleached jute fibre.
The weight loss is maximum when treatment is carried out for 150 min using 30 g/l PAA concentration. As observed from the earlier observation, treatment time has only a marginal effect on weight loss. The highest weight loss was observed when both the variable parameters were kept at their highest value. However, the satisfactory result (weight loss <4.2%) was found at the following parameters – PAA 20 g/l and temperature 70°C – while keeping bleaching time constant at 120 min.
Effect of PAA Concentration, Time and Temperature on Bundle Strength
The strength parameters of lignocellulosic fibres like jute are truly evaluated by measuring its bundle strength due to the meshy structure of the fibre. The bundle strength of bleached jute fibres has been evaluated following the standard procedure in every experiment and graphically represented in Figure 4. It can be seen from Figure 4 that with increasing concentration of PAA from 10 to 30 g/l, bundle strength decreased from 20.7 to 17.9 g/tex (20.2–17.5 cN/tex), whereas untreated jute has a bundle strength of 22.5 g/tex (22 cN/tex). This reduction in strength is due to removal of part of the hemicellulose, lignin and breakage of some cellulose macromolecule polymer chains.
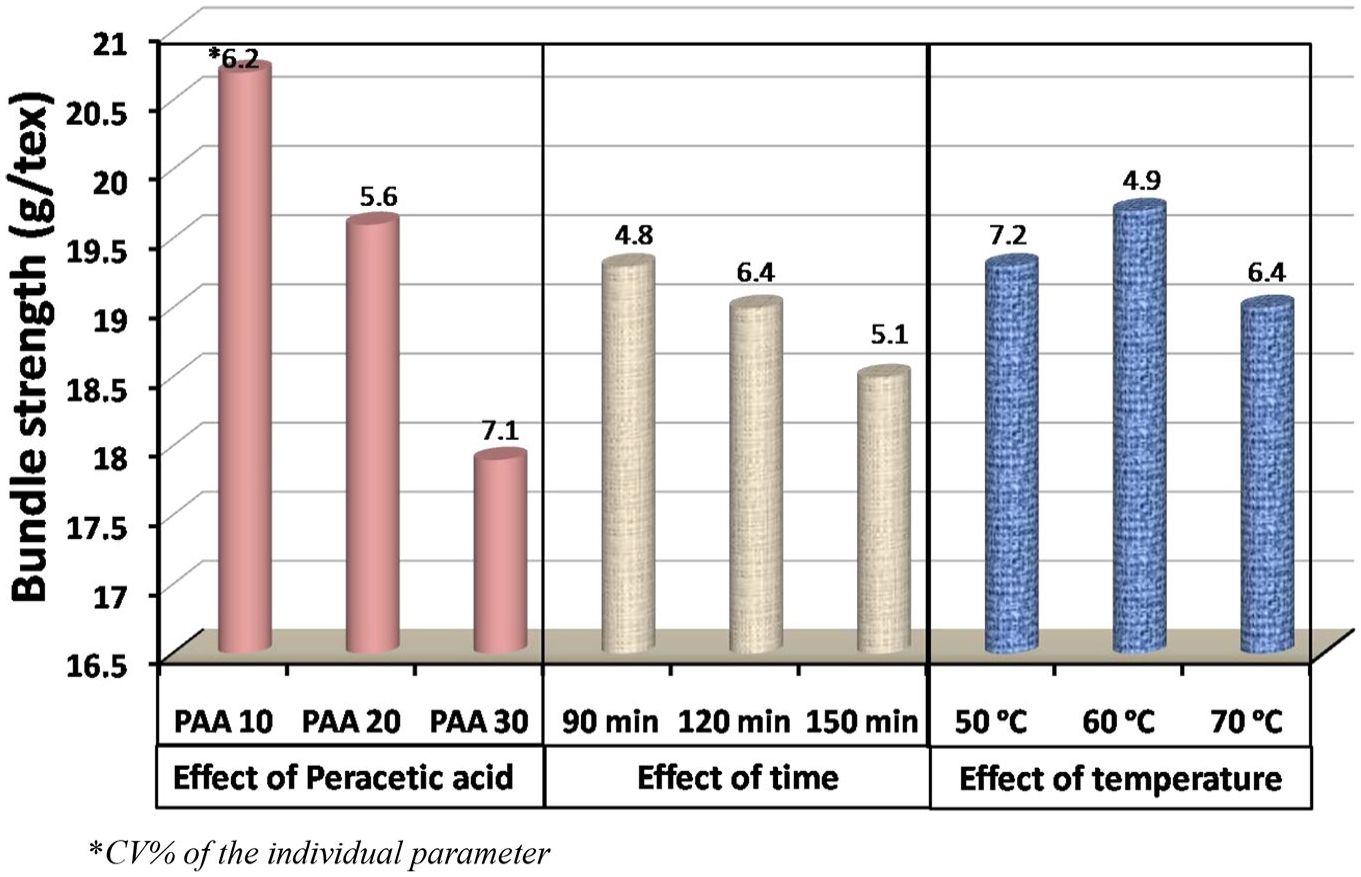
Effect of PAA concentration, time and temperature on bundle strength of bleached jute fibre.
Although the bundle strength retention is higher for 10 g/l PAA bleached sample, it does not produce the desired whiteness index. It can also be stated that a minimum of 20 g/l PAA is required to achieve satisfactory whiteness index value, while retaining a sufficient bundle strength of 87.2%. It may also be noted that hot hydrogen peroxide bleaching of jute under optimized conditions using 20 ml/l H2O2 at M:Lr of 1:20, 80–85°C temperature for 90 min keeping the pH level of 11–11.5 leads to a reduction in bundle strength as high as 25%. 11 In the present study, hydrogen peroxide bleaching of scoured jute fibre was carried out using the above optimized recipe. The bleach bath was prepared using hydrogen peroxide (20 g/l), trisodium phosphate (5 g/l), Ultravon JU (2 ml/l), sodium hydroxide (1 g/l) and sodium silicate (10 g/l). After bleaching, the important fibre parameters were measured and the results are as follows: whiteness index of 82.5, bundle strength of 17.21 g/tex and weight loss of 6.78%.
The evaluation of results indicates that buffering of the PAA bleaching bath using 3 g/l TSPP produces the maximum whiteness with maximum retention of strength. So, jute fibre can be bleached with PAA at mild alkaline conditions using TSPP as a stabilizer to produce satisfactory whiteness comparable with that produced by conventional hot hydrogen peroxide bleaching. The PAA bleaching is being carried out at lower temperatures and pH to produce minimum weight loss around 2.6% to 4.5% compared with conventional hydrogen peroxide bleaching, which produces up to 9% weight loss. So, the strength loss is minimum in the case of PAA bleaching of jute.
Physical and Chemical Properties in Optimized Conditions
Figure 5(a) and (b) shows the optical images of raw jute and peracetic bleached fibre. The raw jute fibre shows the golden yellow colour, which needs bleaching treatment for high-value application in the forms of apparel, home textiles and decorative items. After peracetic bleaching for 120 min at 70°C using 20 g/l PAA the jute showed profound enhancement in whiteness index to 76.3 from 54 in the unbleached sample. As a result of this the L* (lightness– darkness) value was enhanced from 62 to 86 after PAA bleaching. Similarly, other colour parameters, viz., a* (positive for red and negative for green) and b* (positive for yellow and negative for blue) values were reduced from 4.0 to −0.51 and from 16 to 13 in the unbleached to bleached jute fibres, respectively. The achievable whiteness was sufficient to colour the fibre/yarn/fabric in different shades.

Optical image of (a) untreated and (b) PAA bleached jute fibres.
Figure 6 shows the scanning electron microscopy of the untreated and PAA bleached (at 70°C, 20 g/l PAA, 120 min) jute fibres at a magnification of 250×. It can be seen that the unbleached and bleached jute fibres possess similar surface morphologies. Both the samples show the polygonal multi-cellular shape of the jute fibre. As expected, there was no notable change in the surface features, as the process was carried out at much lower temperatures under mild alkaline conditions in comparison with hot hydrogen peroxide bleaching. This leads to small loss in weight (<4.5%) and bundle strength.
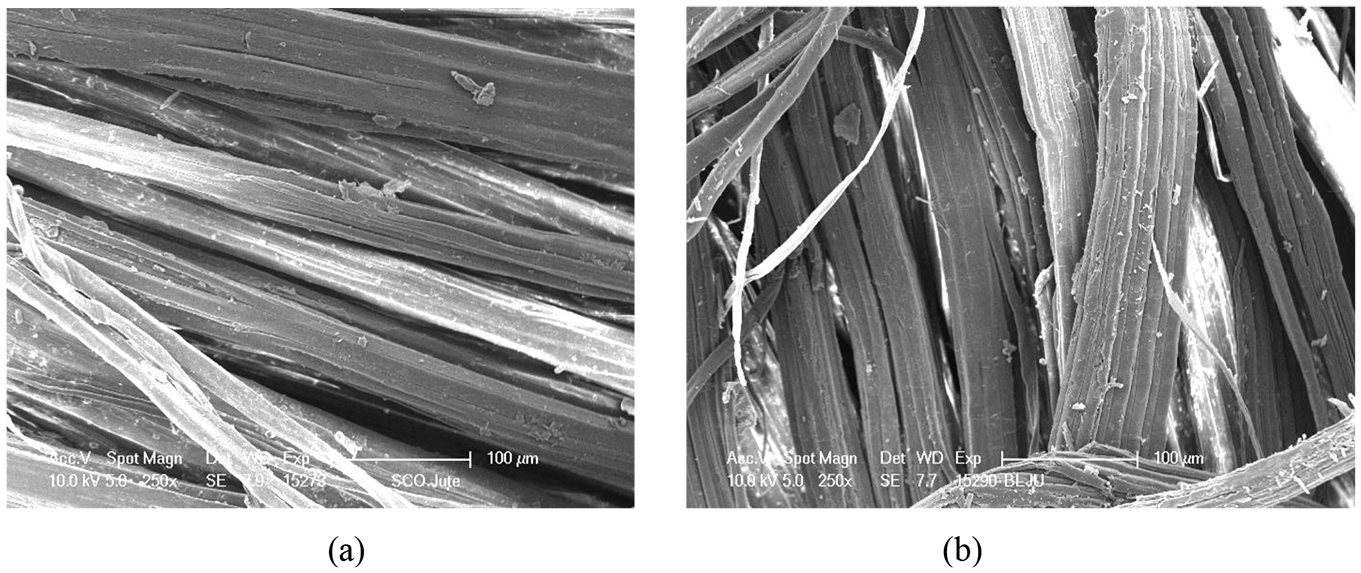
SEM surface micrographs of (a) untreated and (b) PAA bleached jute fibres.
Chemical Properties
Figure 7 shows the ATR-FTIR spectra of the scoured jute and after the PAA bleaching under optimized bleaching parameters. Both the curves show that there are no major changes in either peak position or peak intensity, indicating the efficacy of the process without altering the major chemical composition of jute. The absorbency band appeared in between 3100 and 3700 due to OH stretching vibrations of the hydrogen bond of the hydroxyl (-OH) group of cellulose and hemicellulose. The other peak appearing at a wavenumber of 2900 cm−1 is attributed to –CH stretching vibration of jute hemicelluloses as well as cellulose.22,23
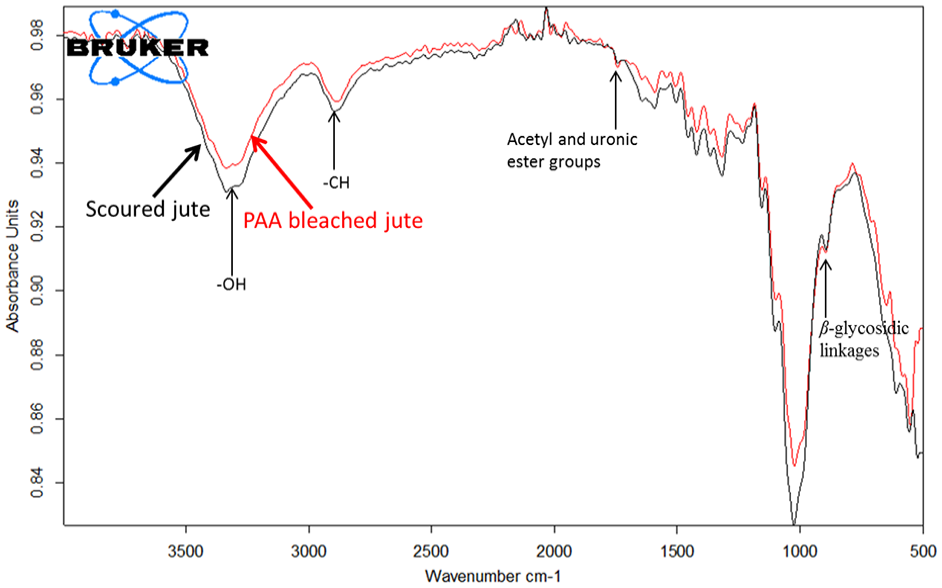
FTIR curves of jute fibre before and after PAA bleaching.
Figure 7 shows that there was no notable change in peak intensity at 1733 cm−1 due to the acetyl and uronic ester groups of the hemicelluloses or different acid groups of lignin, indicating a marginal detrimental effect of PAA on jute chemical composition. 24 The presence of β-glycosidic linkages of cellulose macromolecules at 900 cm-1 wavenumber is also visible. The other chemical groups that were identified at different wavenumbers are (1) C=C aromatic ring stretching of lignin at 1420 cm−1, (2) C–H asymmetric deformations at 1370 cm−1, (3) a small peak at 1250 cm−1 for hemicellulose change, and (4) C–O stretching vibrations of aliphatic alcohols of different major constituents of jute in between 1200 and 1056 cm−1.
Table 2 depicts the EDX elementary percentage in unbleached and PAA bleached jute fibre under optimized conditions. As jute is a lignocellulosic fibre composed of cellulose, hemicelluloses and lignin as the major constituents, it shows a major elemental peak only for carbon and oxygen. The measured carbon percentage of 62.5% and the oxygen percentage of 37.3% are similar to the values as reported in literature for jute fibre. 26 As expected, after PAA bleaching of jute, there was no major change in relative elemental percentage. The small increase in oxygen percentage with similar reduction in carbon percentage in the scoured sample followed by the PAA bleached sample might be due to removal of hydrocarbon materials, viz., oil, waxy and non-cellulosic materials in concurrence with the increase in cellulose percentage. 22 The increase in oxygen percentage also agreed with the increase in water absorbency in the bleached fibre. In the both samples, a few other elements are also present in a trace quantity.
Elemental atomic percentage in the jute fibre before and after PAA bleaching.
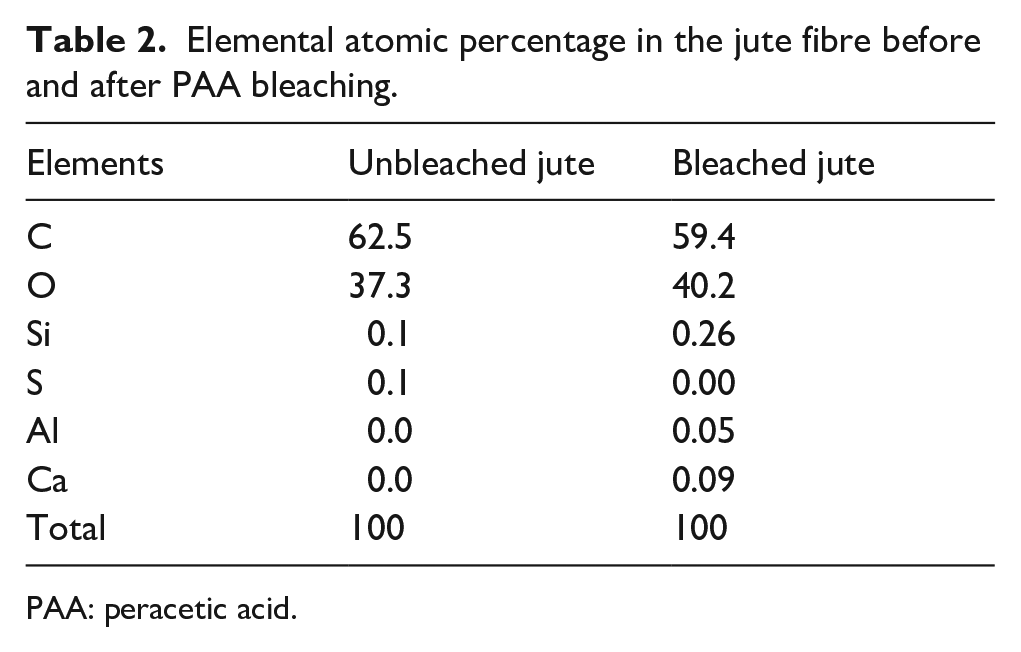
PAA: peracetic acid.
Conclusions
Optimization of PAA bleaching of jute has been done at mild alkaline condition using 3 g/l TSPP as bleaching buffer.
PAA bleaching of jute can be carried out using 20 g/l PAA at 70°C for 120 min to achieve a whiteness index of 77 in Hunter scale.
The weight loss at the bleaching condition is less than 4.2% and the tensile strength retention is about 85%, which could lead to the production of yarn with high strength realization.
So PAA using an optimized recipe can produce satisfactory whiteness retaining maximum tensile strength and producing minimal weight loss.
Evaluation of chemical composition by FTIR, elemental analysis by EDX and fibre surface morphology by SEM is a clear indication of marginal modification of the fibre after PAA bleaching, resulting in effective bleaching at lower temperatures, while retaining its maximum physical properties.
Footnotes
Acknowledgements
The authors acknowledge the Director, ICAR-NINFET for providing various research supports and suggestion from time to time.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to acknowledge the Indian Council of Agricultural Research for financial support.