
Abstract
Aim:
To evaluate the effect of ceramic firing cycles on the internal and marginal discrepancy of restorations fabricated using conventional lost wax casting (LW), direct metal laser sintering (DMLS), and milling for soft metal (MS).
Materials and Methods:
A total of 45 restorations were produced by LW, DMLS, and MS methods (n = 15), according to the digital impression on the metal die representing the prepared first molar. The internal discrepancy (ID) was measured through the silicon weight method and the marginal discrepancy (MD) was measured using a light microscope. ID and MD measurements were repeated following the metal manufacturing, ceramic application, and glazing. Statistical analyses were conducted by means of two-way analysis of variance and Tukey-HSD (α = 0.05) tests.
Results:
Statistically significant differences were found between the fabrication methods (P ≤ 0.001) both for MD and ID. The mean MD values of the restorations were 31.4 ± 13.8 µm for MS, 20.8 ± 14.4 µm for LW, and 7.3 ± 6 µm for DMLS. A statistically significant increase was observed in the mean MD values of metal frameworks (P ≤ 0.001) following ceramic and glaze applications. However, no statistically significant difference was found between the ceramic and the glaze applied stages (P = .072). The mean ID values were 37 ± 5.7 mg for LW, 28 ± 6.1 mg for DMLS, and 21.6 ± 7.3 mg for MS. Unlike the manufacturing method, ceramic firing cycles had no effects on the ID (P > 0.05).
Conclusion:
MS had the highest mean MD, but it had the lowest ID. The ceramic firing had a significantly negative effect only on MD.
Introduction
Metal-ceramic restorations are commonly used in fixed dental prostheses because long-term success is well established in the literature.1–3 Long-term clinical success depends on the marginal and internal accuracy of the metal-ceramic restoration, which might be diminished during the ceramic firing cycles when dental ceramic is applied on the metal framework.3–7 In clinical practice, repeated ceramic firings can be necessary to achieve an aesthetic morphology and a suitable occlusal relationship when manufacturing metal–ceramic restorations. As a result of repeated ceramic firings, high temperatures can affect the accuracy of the metal framework. On the other hand, differences in thermal expansion coefficients of dental alloy and dental ceramic can cause marginal and internal distortion.5,8 Inadequate adaptation of a crown exposes the cement to oral fluids and might initiate decay under the restoration. 1 The plaque accumulation can be minimized by excellent marginal adaptation which reduces the risk of recurrent caries 1 and periodontal diseases. 9 An excellent marginal adaptation is one of the most significant factors for long-term success.3,10–14 McLean and von Fraunhofer 15 reported that a gap of 120 µm is acceptable and marginal discrepancies (MD) of less than 80 µm are too difficult to detect in clinical situations. However, there are studies in the literature reporting that the maximum MD of 100 µm 16 and even 50 µm 17 is ideal for the success and longevity of indirect restorations.
Clinically, cement film thickness or internal discrepancy (ID), is as important as the marginal fit of a successful restoration. McLean and von Fraunhofer suggested a very convenient method because a three-dimensional (3D) volume of the luting cement space could be obtained through light-body silicone elastomers to estimate ID and MD. 15 Another convenient method for evaluating the 3D ID of dental crowns is weighing the light-body silicone elastomer. 18 There is a significant lack of consensus regarding the methods used to investigate the MD of crowns and fixed partial dentures (FDPs). 19 The direct vision technique is one of the most widely used methods.3,12,19–21
The traditional way of fabricating metal frameworks, the lost wax casting (LW), is a complex and time-consuming technique. However, computer-aided design/computer-aided manufacturing (CAD/CAM) has gained popularity in dental practice. 22 CAD/CAM techniques in dental applications can be subdivided into subtractive and additive methods. 23 One of the additive methods is direct metal laser sintering (DMLS). Depending on the information received from the 3D CAD data, the system is based on fabricating metal structures by binding metal powders layer by layer using laser energy. Although the DMLS system has advantages that can be listed such as easy manufacturing of complex shapes, elimination of wasted material, less labor time, and low cost, the devices are very expensive and require high technical precision, which has restricted the production only to the large-scale CAD/CAM centers.5,7,12,24
Subtractive CAD/CAM methods fabricate prostheses by milling block-shaped materials using diamond rotary instruments. Recently, milling for soft metal (MS) has been introduced to fabricate metal frameworks.14,22,25 The technique is like conventional hard metal milling (HM). However, MS possesses several advantages like reducing stresses on the milling device and the burrs used and decreasing the amount of time spent on milling.12,25,26 What is more, the MS can be milled with those milling devices used for milling all ceramic and Zr blocks including the chairside milling devices without a need for large CAD/CAM machines. Therefore, the preference for using MS is gradually increasing and different soft metal blocks have been introduced into the market. 24 Only a limited number of studies in dental literature have focused on the mechanical properties22,24 and the effect of the repeated firing cycles5,7 of one particular MS system. Clinically, the marginal and internal fit is a critical factor for the longevity of metal-ceramic restorations, and the recently introduced MS method is an important one for a standardized, fast, and easy production. Therefore, more research related to MS restorations should be conducted to evaluate different manufacturing methods as well as to provide new knowledge to the current literature.
The purposes of this in vitro study were to evaluate the MD and the ID of metal frameworks manufactured using different methods (LW, DMLS, and MS), and compare the effect of ceramic firing cycles on the MD and the ID of the metal-ceramic restorations. The first null hypothesis was: different fabrication methods have no effect on the mean MD and the mean ID values of the metal frameworks. The second null hypothesis was: ceramic-firing cycles have no effect on the mean MD and the mean ID values of metal-ceramic restorations fabricated by casting, DMLS, and MS methods.
Materials and Methods
Setting and Design
This study was designed as in vitro research and was performed in the laboratory of Cukurova University, Faculty of Dentistry, from January to June 2017. According to the literature, a power analysis was conducted to determine the number of test specimens per group (α = 0.05, β = 0.20) and a sample size of 15 per group was determined. Specimen production was performed in three separate laboratories for three different groups (LW specimens were produced by Cagdas Dental Labor in Adana, Turkey, DMLS specimens were produced by Dental Labor in İzmir, Turkey, and MS specimens were produced by Orto-Tek in Istanbul, Turkey). In this study, measurements of marginal and ID were performed by the same observer by randomly selecting specimens from each group. Ethics approval was not required for this in vitro study. The internet-based free program (
Preparation of Master Die
A first maxillary molar (1.0-mm chamfer, an axial taper of 6° and an occlusal reduction of 1.5–2.0 mm) on a Frasaco dental model (AG-3 Frasaco GmbH, Tettnang, Germany) was used. The margin was prepared at gingival level parallel to the ground when placed horizontally from all sides (mesial, distal, buccal, and lingual). Then, it was scanned using a lab scanner (inEos X5, Dentsply Sirona, Bensheim, Germany). A single metal die was fabricated by DMLS (Eosint M270, EOS GmbH, Munich, Germany) using Co-Cr alloy powder. Five reference lines were scratched on each of the mesial, buccal, distal, and palatal surfaces of the metal die to have standard measurement sites for measuring MD (Figure 1).
Master Metal Die

Impression, Design and Preparation of Specimens
A digital impression was taken in standard tessellation language (STL) format with a lab scanner (inEos X5, Dentsply Sirona, Bensheim, Germany). The design of the metal frameworks was performed using inLab SW16.1 (Dentsply Sirona, Bensheim, Germany). Designs were standardized with a 20-µm cement film thickness and 5-mm framework thickness with a 1-mm height of circumferential cervical ledge to prevent possible ceramic residues inside the crown during ceramic built-up. This design established a perfectly flat surface between the die and the metal framework.
To standardize the LW frameworks (n = 15) with frameworks manufactured with MS and DMLS, 15 analogs were milled (inLab MC X5, Dentsply Sirona, Bensheim, Germany) using PMMA disc for casting (Cad-Ivory, On-dent, Izmir, Turkey) using the predetermined STL framework design. The PMMA analogs were invested in a phosphate-bonded investment (Bellavest T, Bego GmbH, Bremen, Germany) and cast using Co-Cr alloy (Wirobond C, Bego GmbH, Bremen, Germany; Table 1) according to the manufacturer’s instructions.
The Composition of the Alloys (% wt)

DMLS frameworks (n = 15) were produced in a DMLS unit (Eosint M 270; EOS GmbH, Munich, Germany) using Co-Cr alloy powder (EOS CobaltChrome SP2, EOS GmbH, Munich, Germany; Table 1). To manufacture the MS frameworks (n = 15) presintered Co-Cr alloy blocks (inCoris CC, Dentsply Sirona, Bensheim, Germany; Table 1) were milled using a milling device (inLab MC X5, Dentsply Sirona, Bensheim, Germany) and were sintered in an argon furnace (inFire HTC speed, Dentsply Sirona, Beinsheim, Germany) according to the manufacturer’s instructions. All test specimens were steam-cleaned and dried and then they were examined with a dental magnifier for porosities and surface defects before the measurements.
Standardization Procedure of Porcelain Application
Dental ceramic (Super Porcelain EX-3, Kuraray Noritake Dental Inc., Tokyo, Japan) was applied on metal frameworks. For maintaining a uniform ceramic thickness, a ceramic built up was performed on one of the metal frameworks. A silicone index was prepared using the metal-ceramic crown. The silicone index was sectioned and scanned to get the STL data of the silicone index. The STL data were used to manufacture a 3D printed (Markforged Mark two, Markforged, Massach-usetts) rigid index. Using the index, standard size ceramic was performed for all test specimens according to the manufacturer’s instructions. After ceramic sintering, the ceramic thickness was measured with a caliper on each surface. MD and ID measurements were repeated after ceramic application. Specimens were cleaned under steam pressure and glazed (Ceramco 3 glaze, Dentsply Sirona, Bensheim, Germany) according to the manufacturer’s instructions. Then MD and ID measurements were repeated.
Marginal and Internal Measurements
MD Measurements were performed with the help of a trinocular microscope (Zeiss Primostar, Zeiss, Jena, Germany) using 4 × magnification and related software (Zen lite 2011, Zeiss, Jena, Germany). The microscope and the software were calibrated by the manufacturer before the measurements. The preprepared surface of the master metal die was used to ensure that each specimen was perpendicular to the objective lens during each measurement. Because no cementation was performed, a specifically designed clamp (Backhaus towel clamp, Medisporex, Sialkot, Pakistan) was used for applying equal pressure while measuring the gap. Measurements were performed on premarked sites of each surface (mesial, distal, buccal, and lingual). Five measurements were done on each surface as mentioned above and the average of five measurements was recorded as the MD of the corresponding surface. The mean of the four surfaces indicated the overall MD of a particular specimen. The average of 15 specimens provided the mean MD of each fabrication method per firing cycle.
ID Measurements were performed by silicon weighing technique. 18 To evaluate the internal gap, an additive-type silicone (Panasil X-light initial contact, Kettenbach GmbH, Eschenburg, Germany) was placed on the inner surface of the metal framework and seated on the metal die using finger pressure for simulating the clinical application of cementation. Unpolymerized excess silicone was removed, and finger pressure was applied for 1 min. After polymerization, silicone was carefully removed from the inner surface and weighed on an analytical balance (AX 120, Shimadzu Corp, Kyoto, Japan). The silicone weight data were recorded in milligrams (mg).
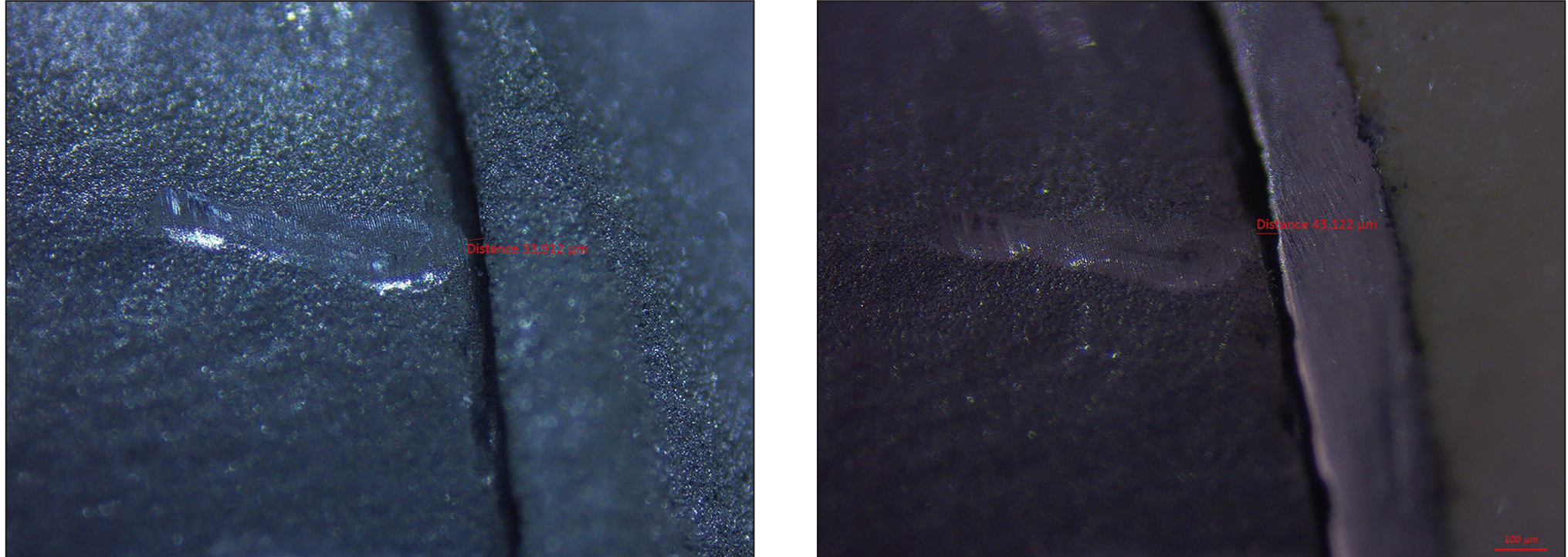
The same 45 specimens were measured after each step (as-fabricated metal framework, ceramic applied and glaze applied). A total of 2700 pictures were taken [45 specimens × 4 surfaces (mesial, distal, buccal and palatal) × 5 scratches per surface × 3 measurement steps (as-fabricated metal framework, porcelain applied, and glaze applied)] for MD measurements (Figure 2A and 2B).
(A) Image Taken (×4) Discrepancy Presented: MS Metal Framework Step (33.913 µm). (B) Image Taken (×4) Discrepancy Presented: MS Glaze Applied Step (43.122 µm)
Statistical Analysis
Statistical analysis of the collected data was performed using SPSS 25.0 (IBM SPSS Inc., New York, USA). In addition to the descriptive analysis, two-way analysis of variance followed by Tukey-HSD tests was used for evaluating the MD and the ID measurements (α = 0.05). The evaluated independent variables were the manufacturing method and the ceramic firing cycle.
Results
The means and standard deviations of MD values of three metal framework production methods are shown in Table 2. There was a statistically significant difference among all three manufacturing methods (P ≤ .05). The mean (±SD) MD was highest in soft metal milling (31.4 ± 13.8 μm) and lowest in DMLS (7.3 ± 6 μm) groups.
The mean MD values of as-fabricated specimens were statistically significantly different from ceramic (P ≤ .05) and glaze-applied specimens (P ≤ .05). Yet, there was no statistically significant difference between the mean MD values of ceramic and glaze application process (P = .072; Table 2). However, it was observed that there was an increase in the MD values after each firing cycle. When it comes to the comparison between the interactive effect of the fabrication method and the firing cycle, the MD values were increased after ceramic firings in all test groups (Table 2).
Comparison of the Mean Marginal Discrepancy According to the Production Methods and Different Ceramic Firing Stages (µm)

Source:
The lowest mean ID value was observed in the MS group (21.6 ± 7.3 mg) and the highest value was observed in the casting (37 ± 5.7 mg) group. The mean ID values were increased after ceramic firings in all test groups. However, there was no statistically significant difference (P = .126) between ceramic firing cycles (Table 3).
Comparison of the Mean Internal Discrepancy (ID) According to the Production Methods and Different Ceramic Firing Stages (mg)

Discussion
Both null hypotheses of the study were rejected. Different fabrication methods affect the MD and ID values of metal frameworks. Ceramic firing cycles affect MD and ID values of metal-ceramic restorations fabricated by different manufacturing methods as well.
It is well documented in the literature that the MD of metal frameworks depends on various factors during ceramic firing cycles. The marginal configuration of the prepared tooth, the design of the metal framework, contraction of the dental ceramic during cooling, and the coefficient of thermal expansion (CTE) difference between ceramic and metal alloy affect the accuracy of the assembly.3,4,8 The MD and the ID of restorations produced with CAD/CAM systems can also be affected by model/tooth scanning, digital designing and manufacturing procedures. 27
There are studies in the literature comparing the MD and the ID of metal-ceramic frameworks. Kim et al. 26 compared the ID of frameworks manufactured by LW, DMLS and MS using a special software for measuring 3D gap and reported the least 3D gap was observed in the MS group and the highest gap in LW. The results reported by Kim et al. were in accordance with the results of this study with a higher ID in the MS group. However, in this study, the mean MD value was the highest in specimens manufactured by MS. This can be attributed to the fabrication technique of MS. The MS blocks consist of metal powders held together by a binder. The MS blocks are milled 10% larger than the normal size in order to compensate for sintering shrinkage. 24 During sintering, the framework shrinks toward the inner parts, and consequently, it leads to shortening in the margins and a decreased ID.
According to the results of this study, the MS group showed less internal gap, yet a higher marginal gap. Although both the MD and the ID are important parameters, the MD has a more critical effect on the long-term success of the restoration. 1 Because increased MD values might cause dissolution of the cement and lead to secondary caries eventually.
Kim et al. 26 used dedicated software for measuring the 3D gap in digital replicas. However, there are nondigital and reliable methods in the literature in order to measure the ID of restorations. According to the studies10,18 on comparison of the ID of frameworks using two methods, weighing the silicon replica and measuring the ID on the longitudinally sectioned specimens, weighing silicon material would be an appropriate method to evaluate the 3D ID of crowns. The authors of this study speculate that using the silicone replica technique may affect the values because of the polymerization shrinkage of the silicone material. Therefore, in this study, the marginal gap was measured by means of a direct visual method by evaluating five different points for each surface, which can be regarded as the strength of the methodology.
In general, six measurement methods are defined for the assessment of marginal inconsistency 19 : direct microscopy, cross-sectioning, replica, profile projector, digital micrometer, and microcomputer tomography (µCT). Direct microscopy method is simple, less time-consuming, easy to repeat, and cost-effective. However, the precision of the measurements is lower, and the selection of the measurement points is more difficult. 13
Most milling devices cannot mill the too-sharp inner corners of the crowns. Thus, tooth preparation and selection of cement gap in CAD procedure is crucial. Kocaağaoğlu et al. 14 compared the marginal, axial, and occlusal discrepancies of crowns fabricated with LW, DMLS, MS, and HM techniques. The group used 30-μm cement thickness in contrast to the 20-μm cement thickness used in this study. Kocaağaoğlu et al. 14 reported a 72.5 ± 14.3-μm marginal gap for the HM group, followed by MS (76.7 ± 17.3 μm), DMLS (94.7 ± 13.7 μm), and LW (98.8 ± 14.6 μm). Vojdani et al. 28 examined the MD and the ID of restorations fabricated by HM and MS methods with the silicone replica technique. They selected 40-µm cement thickness. The group reported 195 ± 2-μm marginal discrepancies in the MS group. The results of the studies of Kocaağaoğlu et al. 14 and Vojdani et al. 28 are far beyond the results of this study. The difference is attributed to the selected cement thickness. The lower is the selected cement thickness; the lesser is the MD. According to the results of this study, the mean MD of fabricated metal specimens in the MS group was 21.9 ± 11 μm and 3.9 ± 3.1 µm in the DMLS group. The mean MD values increased up to 37.9 ± 13.7 µm in MS and 10.6 ± 8.5 µm in DMLS groups after ceramic firings. These values are much lower than the clinically acceptable values, which were reported as 100 µm to 120 µm.15,16 The authors consider that another reason for the numerically lower MD and ID values in this study may be the 1-mm metal ledge used in the margin design of the specimens.
High temperatures during ceramic application cause distortion in the alloy and adversely affect the adaptation of metal-ceramic restoration.3,5,6,8 The type of alloy, thermal expansion coefficient difference between the porcelain and the metal, and shrinkage of the porcelain during firing have a critical effect on the structural deformation.3,5,6 Furthermore, residual stress on the substructure before porcelain firing stages and creep of the alloy at high temperatures affect the adaptation of the restoration. 8 The effect of repeated firing cycles on the discrepancy of metal-ceramic restorations has been previously studied.3,5,8,11 The studies by Quante et al., 11 Kocaağaoğlu et al., 5 and Zeng et al. 8 showed that repeated firings had no significant effect on the accuracy of metal-ceramic restorations. Conversely, Önöral et al. 6 reported that the MD values increased after ceramic firing, which is consistent with the results of this study.
Differences in the studies can affect the accuracy of the restorations. For example, the use of single or multiple unit restorations, margin design, ceramic thickness, number of the specimens, the determined cement thickness, the use of commercially different materials and software, the deformation of the wax pattern, the precision of CAD/CAM systems, and the shrinkage of the impression material.5,6,7,14
Limitations
The limitation of the study was that the ceramic firing period was performed only once simulating the ideal clinical situation. However, in some cases, ceramic baking would be repeated three to four times to create esthetic restorations.5,8 Multiple firings could lead to further deterioration of the margins. This study suggests that MS yielded clinically acceptable MD and ID values. However, long-term clinical follow-up studies are needed for evaluating long-term clinical success.
Conclusion
Within the limitations of this study, the following conclusions were drawn:
MD of metal frameworks produced by MS is clinically acceptable. Metal frameworks produced by MS have shown the lowest mean ID when compared to the other methods. However, the mean MD was the highest. Yet, all three manufacturing methods provided MD values well below the maximum accepted values. Ceramic firing cycles affect both the MD and the ID. Metal framework fabrication methods affect the mean MD and the mean ID of metal-ceramic restorations.
Footnotes
Author Contributions
Details on study conception: NA, OE, EFK, and YU
Data collection, data acquisition and analysis: NA and YU
Data interpretation: NA, OE, and YU
Manuscript writing: NA, OE, and EFK
All the authors approved the final version of the manuscript for publication.
Data Availability Statement
The data set used in this study is available within the article or its supplementary materials.
Acknowledgements
The study was presented as an oral presentation in the “96th General Session & Exhibition of the IADR, IADR Pan European Regional Congress” held in London/England on July 25–28, 2018. The authors would like to thank Cdt. Cumali Yapar.
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was conducted as a specialty dissertation project which was supported by the Rectorate of Cukurova University Scientific Research Projects Coordination Unit (project number TDH-2017-7738).