
Abstract
In this investigation, the examination revolves around the characterization of diatomite-enhanced modified safflower oil (MSO)-derived polyester biocomposites. The primary objective is to explore the feasibility of these biocomposites as a substitute for petrochemical-based unsaturated polyester (UP) materials, with the overarching goal of enhancing their economic sustainability. Experimental data analysis employed Response Surface Methodology (RSM) and Artificial Neural Network (ANN), uncovering the optimal composition for the polyester biocomposite to be 6.7 wt.% MSO and 4.5 wt.% diatomite. During the RSM analysis, it was noted that the response parameters exhibited quadratic p-values, specifically, for density (p < .0001), thermal conductivity (p < .0001), and Shore D hardness (p < .0003). However, higher ratios of MSO lead to decreased hardness and increased curing time. SEM images reveal a detrimental impact on the surface morphology of the polyester biocomposite when the diatomite content reaches 8 wt.%. Additionally, Fourier Transform Infrared Spectroscopy (FTIR) and Thermogravimetric Analysis (TGA) offer valuable insights into the chemical bond structure and thermal behavior of the biocomposite, respectively. The Cure Index (CI) value for the diatomite-enhanced composite was determined to be 0.925, indicating a favorable contribution to the polyester curing process. The study finds that diatomite contributes to a linear change in the thermal conductivity coefficient, making the biocomposite suitable for use in the insulation industry. Overall, the study suggests that diatomite reinforced MSO-based polyester biocomposites have the potential as an alternative to petrochemical unsaturated polyester.
Highlights
• Modified safflower oil-based polyester biocomposite has been produced and some of its thermophysical properties are determined. • The density, Shore D hardness, and thermal conductivity coefficient of the composite have been characterized. • Evaluations of both experimental data and theoretical values have been performed by RSM and ANN. • Diatomite reinforced MSO-based polyester biocomposite provides an environmentally friendly and cost-effective solution.
Introduction
Composite materials consist of different additives and fillers that are combined to create a uniform solid structure. Despite this uniform appearance, each component retains its unique characteristics and structural properties within the composite material. 1 The composition of the matrix also plays a significant role in determining the properties of the composite material. Some of the commonly used matrix materials include polymers, metals, ceramics,2,3 and glasses. The choice of matrix material depends on the intended use of the composite and the desired properties. For example, polymer matrices 4 are often used in composites for their flexibility and low weight, while ceramic matrices 5 are preferred for their high strength and resistance to extreme temperatures. 6 Composites possess unique properties7,8 such as strength, weight, corrosion resistance, hardness, high-temperature performance, and conductivity that are not achievable in individual components. The effectiveness of composites is influenced by various factors including the amounts of components, 9 the degree of bonding between additives and fillers, particle size, shape, and distribution. The additives and fillers used in composites can be either natural10,11 or synthetic12,13 materials. Natural materials such as wood, bamboo, vegetable oils,14,15 and straw are commonly used as fillers in composites for their low cost and renewable nature. 16 Synthetic materials such as carbon fibers,17,18 glass fibers, 19 and Kevlar are preferred for their high strength and durability. The bonding between the matrix and the additives/fillers is critical in determining the overall strength and durability of the composite. In general, a strong bond between the matrix and the additives/fillers 20 results in a stronger composite material. The particle size, shape, and distribution of the additives 21 and fillers also play a crucial role in determining the properties of the composite. The smaller the particle size, the greater the surface area available for bonding with the matrix. Similarly, a uniform distribution of particles results in a more uniform and consistent composite material. The shape of the particles can also affect the properties of the composite, as irregularly shaped particles may result in weak points in the material. In conclusion, composite materials are a versatile class of materials that offer a wide range of properties and applications. The efficiency of these materials is dependent on several factors, including the choice of matrix, 22 the type and amount of additives/fillers, and the bonding between them. The development of new and innovative composite materials is an area of active research and is expected to continue to have a significant impact on various industries. 23 Additionally, polyester resin24,25 is commonly used in the marine industry for the production of boat hulls, decks, and other components. This is because it has excellent resistance to water 26 and weather, making it ideal for use in harsh marine environments. It is also used in the construction industry for the production of fiberglass-reinforced panels, pipes, tanks, and other structural components. Polyester resin is often used in the automotive10,27 industry for the production of body parts, fenders, and other components. Its ability to be molded into complex shapes and its resistance to impact and corrosion make it an ideal material for these applications. Polyester resin is also used in the electrical and electronics industries for the production of insulating materials, circuit boards, and other components. Its electrical insulating properties, along with its resistance to heat and chemicals, make it ideal for these applications. Polyester resin can also be used in the production of artificial marble and other decorative items. Its ability to be colored and molded into different shapes makes it a popular material for these applications. In conclusion, polyester resin is a versatile material 28 with a wide range of applications 29 due to its excellent mechanical,30,31 thermal, 32 and chemical properties. 33 It is used in various industries, including marine, 34 construction,35,36 automotive, electrical and electronics, textile, 37 packaging, film, fiberglass production, and insulation. Its durability, lightweight, and ability to be molded into complex shapes make it a popular choice for many applications.
Within the realm of engineering research, the primary objective is to enhance, modify, or reshape the properties of polymer composites using a range of additives and fillers. This involves incorporating various inorganic structures into the composite matrix. In light of today's environmental concerns, notably the escalating issue of irreversible pollution, there is a growing focus on alternative research approaches. The prevailing consensus leans towards the preference for organic materials over inorganic additives and fillers, which can be derived from both plant and animal sources.38,39 Notably, diatomite has recently emerged as a subject of heightened research interest among these organic materials. The use of diatomite 40 as an additive in polymer composites 41 has several advantages. 42 Its low density and porous structure make it an excellent lightweight filler material, which can reduce the weight of the composite while maintaining or improving its mechanical properties. 43 Diatomite is also a natural material 44 and is environmentally friendly, making it a suitable alternative to synthetic or inorganic fillers. In addition, diatomite has a high surface area and porosity, which can improve the surface properties and increase the surface area of the composite. This can lead to enhanced adsorption, filtration, and catalytic properties of the composite. Furthermore, the unique morphology of diatomite, 45 with its intricate patterns and microstructures, can result in enhanced mechanical properties of the composite, such as improved fracture toughness, impact resistance, and tensile strength. Diatomite can also be functionalized by modifying its surface chemistry, 46 which can improve its compatibility with the matrix and enhance its performance. For example, the surface of diatomite can be modified with various organic functional groups, 47 such as amino or carboxylic acid groups, to enhance its interfacial adhesion with the matrix and improve the overall properties of the composite. Overall, the use of organic and biocompatible fillers and additives such as diatomite 48 in polymer composites is an important area of research, as it offers a sustainable and eco-friendly solution to the growing demand for high-performance materials. It is expected that this trend will continue to grow in the future, leading to the development of novel, environmentally friendly, and biopolymer 49 composites with enhanced properties and a wide range of applications in various industries. 50
Overall, the research on composite materials is ongoing and constantly evolving. From the traditional approaches of adding various additives and fillers to enhance the properties of the composite, to more recent ideas of using multiple matrices or biocompatible materials to improve the matrix itself, there are endless possibilities for the development of new composite materials. As the world becomes more conscious of the impact of industrial materials on the environment and human health, the focus on biodegradable and biocompatible composites will likely continue to grow. The addition of organic materials such as diatomite and safflower oil to the matrix of composite materials is just one example of this trend. In the present context, an attempt has been made to attain various properties through the reinforcement of the auxiliary matrix element by introducing safflower oil 51 into polyester. A closer look at safflower oil reveals its numerous exceptional qualities. 52 This oil is extracted from safflower plant seeds 53 and finds applications in the food, pharmaceutical, dye, and cosmetic industries. It boasts high proportions of linoleic, oleic, 54 and palmitic fatty acids, along with antioxidant components. These components are known for their positive effects on skin health. In this context, it is conjectured that incorporating safflower oil into polyester will contribute to the development of biopolymer composites, imbuing them with biocompatible properties by transferring these advantageous attributes to the polymer composite. Particularly in light of the adverse health effects associated with polymer materials today, we believe that the potential benefits stemming from this study will offer a fresh perspective to the existing literature.55,56 It will be interesting to see how these developments shape the future of composite materials 57 and their applications in various industries. The results showed that the combination of RSM 58 and ANN59,60 led to a more accurate prediction of the properties of the biopolymer composite. It is a statistical technique used for modeling and analyzing complex relationships between multiple variables and responses of interest. RSM61,62 is often used in engineering, science, 63 and industry to optimize product designs and processes by finding the best combination of input variables that maximizes or minimizes the response variable of interest. It is a type of machine learning model that is inspired by the structure and function of biological neurons in the human brain. An ANN consists of interconnected nodes or “neurons” organized in layers. Each neuron receives input signals from other neurons, processes them using a mathematical function, and then passes the output to the next layer of neurons. ANNs are used in a wide range of applications, including image and speech recognition, natural language processing, and predictive modeling.43,64 This approach can be applied to various fields of study, 65 including composite materials, to reduce experimental studies and provide more efficient and cost-effective results. By using artificial intelligence, researchers can optimize the composition of the composites,64,66 identify the most effective additives67,68 and fillers,68,69 and predict the properties of the composite with high accuracy. This will not only contribute to the development of the field but also help to reduce the negative impact of traditional composite materials on the environment and human health. 70 For this purpose, biopolymer composite production was carried out with the help of an artificial neural networks program and surface response method kinetic model by adding safflower oil to polyester.
Furthermore, the addition of safflower oil to polyester as an auxiliary matrix element is a unique approach to creating a biopolymer composite with enhanced biocompatibility and biodegradability. The use of artificial neural networks and surface response methodology in the prediction and optimization of the biopolymer composite properties also adds value to this study. Overall, this study has the potential to contribute to the development of sustainable 71 and eco-friendly materials with enhanced properties and lower environmental impact.
Materials and methods
Materials used in safflower oil modification and biocomposite production
Safflower oil used in experimental studies has a low melting point of −17°C, which means that it can solidify at low temperatures. Its molecular weight is 138 g/mol, which is relatively low compared to other oils. The viscosity of safflower oil used in the experimental studies is approximately 73.6 MPa·s, and its density is 922 kg/m3. The hydroxyl number of safflower oil is 189 mg KOH/g oil, which indicates the amount of hydroxyl groups present in the oil. It contains 14 wt.% monounsaturated fat, 78 wt.% polyunsaturated fat, and 8 wt.% saturated fat. Monounsaturated fatty acids in safflower oil are soluble in pure alcohol but insoluble in water. it also has some miscibility in petroleum aliphatic solvents. The fatty acids with the highest percentage value in safflower oil are respectively; linoleic acid (63–75 wt.%), oleic acid (16–25 wt.%), palmitic acid (6–8 wt.%), and stearic acid (2–4 wt.%). It is also used to modify biopolymers because of the hydrophobic feature.
TP 100 used in this study is an orthophthalic-based unsaturated polyester resin. UP, Methyl ethyl ketone peroxide (MEKP), 72 and cobalt octoate (Co Oc) 73 are supplied by Turkuaz Polyester. 74 Generally, MEKP (Akperox A1) and Co Oc (Akcobalt KXC6) cause the unsaturated polyester resin 75 to give a chemical reaction. After waiting 1 day for the curing of the composite obtained at room temperature, characterization processes have been carried out.
Methods used in experimental studies
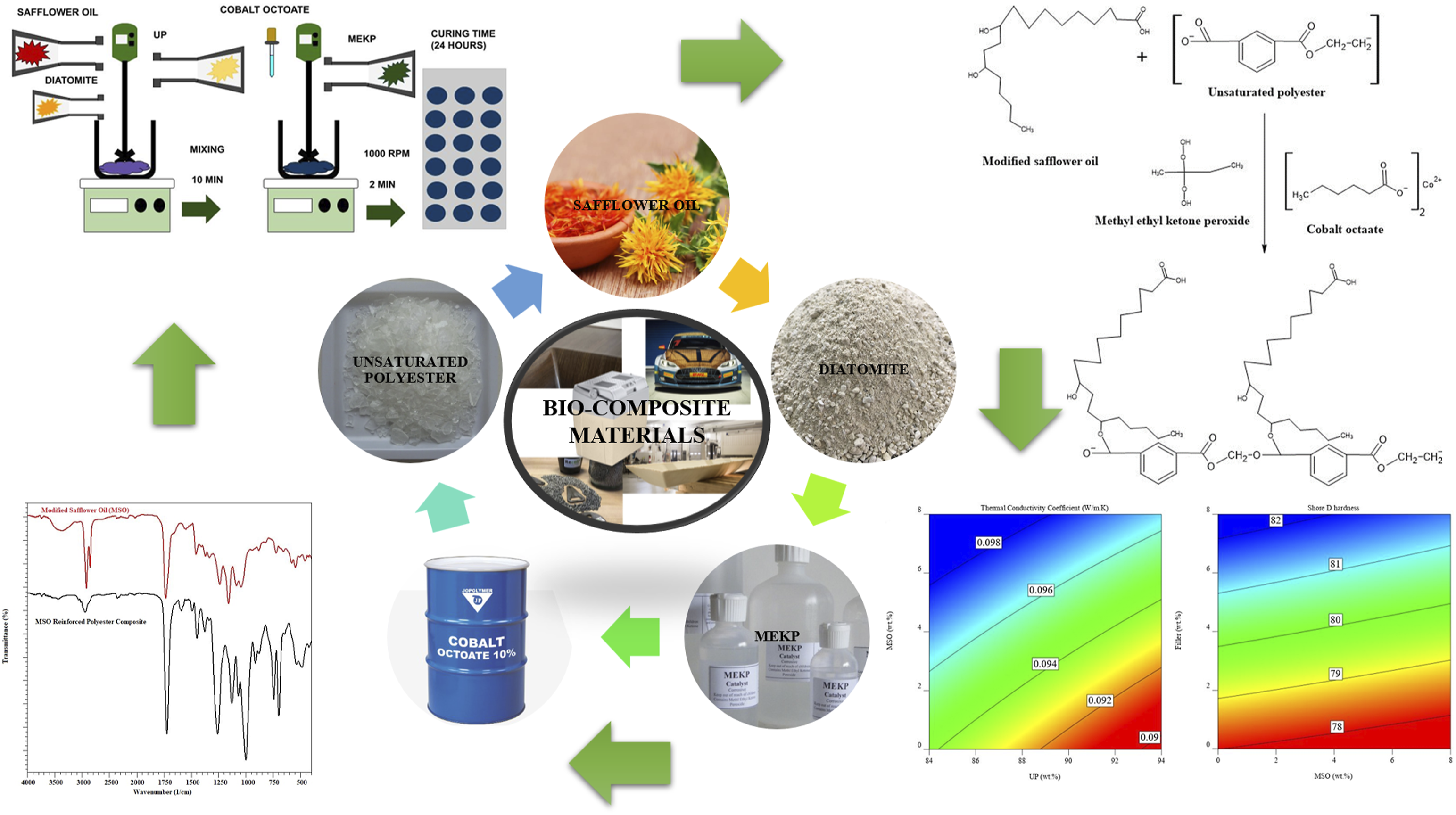
In this study, safflower oil was modified in an acidic environment with the help of a catalyst. 1 L of vegetable oil was put into PID (proportional integral derivative) reactor with temperature, pressure, stirring speed, and time control. 10 mL of 98% sulfuric acid and 150 mL of 80% acetic acid were added to it. The temperature of PID reactor was increased to 65°C and hydrogen peroxide was added to the system in a controlled manner. After dropping 340 mL of 50% hydrogen peroxide into the system for approximately 90 min, the system was stirred at 750 r/min for 5 h while the pressure in PID reactor was at 2 atmospheres. After the pressure of the reactor was reduced in a controlled manner, the modified oil was removed from the system. Solvents were recovered and purified with the help of a vacuum rotary evaporator. The obtained modified oils were stored for use in the biocomposite. Diatomite, which will be used in different proportions to produce biocomposite material, was ground in the particle size range of 74 to 149 microns and dried in an oven at 105°C for 2 h. Afterward, pre-prepared modified safflower oil (MSO) and diatomite were added to the reactor according to the amount percentages given in Figure 1 and mixed for 10 min, then MEKP and Co Oc catalysts were added to the mixture and the mixture was poured into the molds. The resulting mixture is mixed for 2 min at a mixing speed of 1000 r/min, then poured into standard molds and left to cure for 1 day.76,77 Polyester biocomposite production scheme.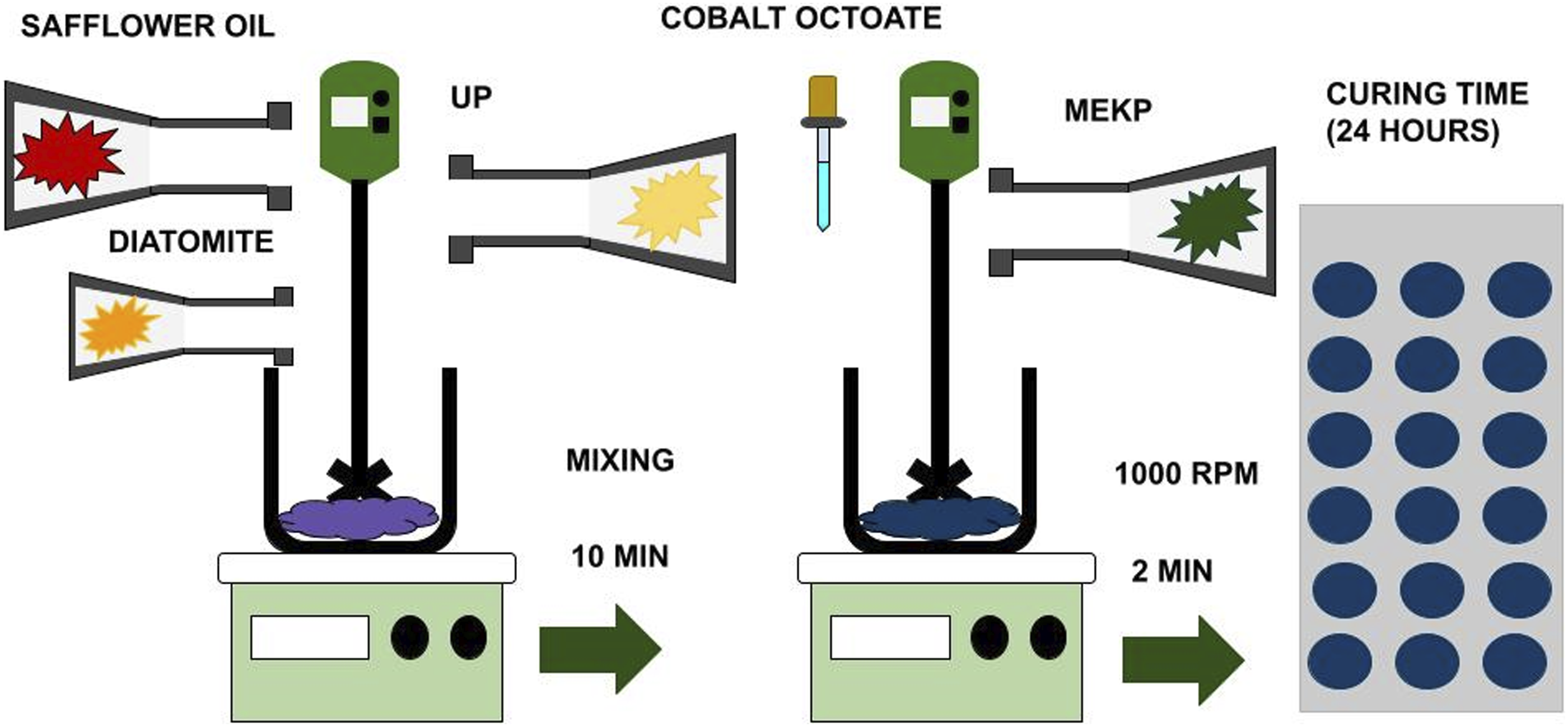
The production plan of the biocomposite according to RSM.
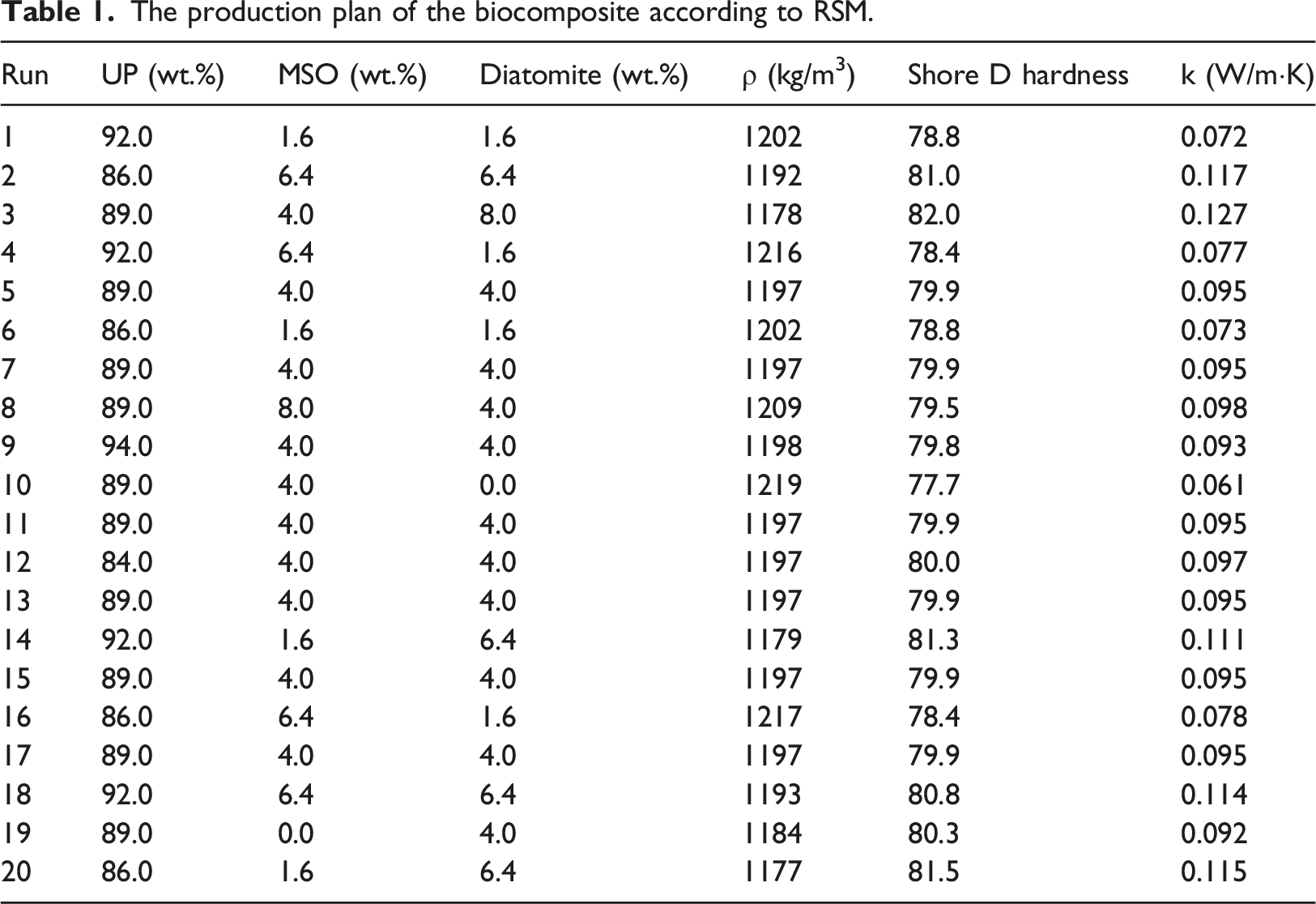
Figure 2 shows the reaction mechanism of polyester biocomposite production with the help of MSO, UP, and catalysts (MEKP and Co Oc). The production of polyester biocomposites typically involves the crosslinking of unsaturated polyester resin with a curing agent or catalyst, which generates free radicals that initiate the polymerization reaction. Modified safflower oil is added as a renewable and sustainable source of bio-based reactive diluent to reduce the viscosity and increase the flexibility of the resin system. The oil also contributes to the biocompatibility and mechanical properties of the resulting biocomposite. MEKP and Co Oc are commonly used as catalysts to initiate the polymerization reaction. MEKP typically decomposes to generate free radicals that attack the double bonds in the unsaturated polyester, while Co Oc promotes the transfer of hydrogen atoms to the radical sites, which further promotes crosslinking. The resulting crosslinked polyester biocomposite has improved mechanical, thermal, and chemical properties, making it suitable for various applications such as packaging, automotive, construction, and biomedical industries. Reaction mechanism of the biocomposite with chemical components.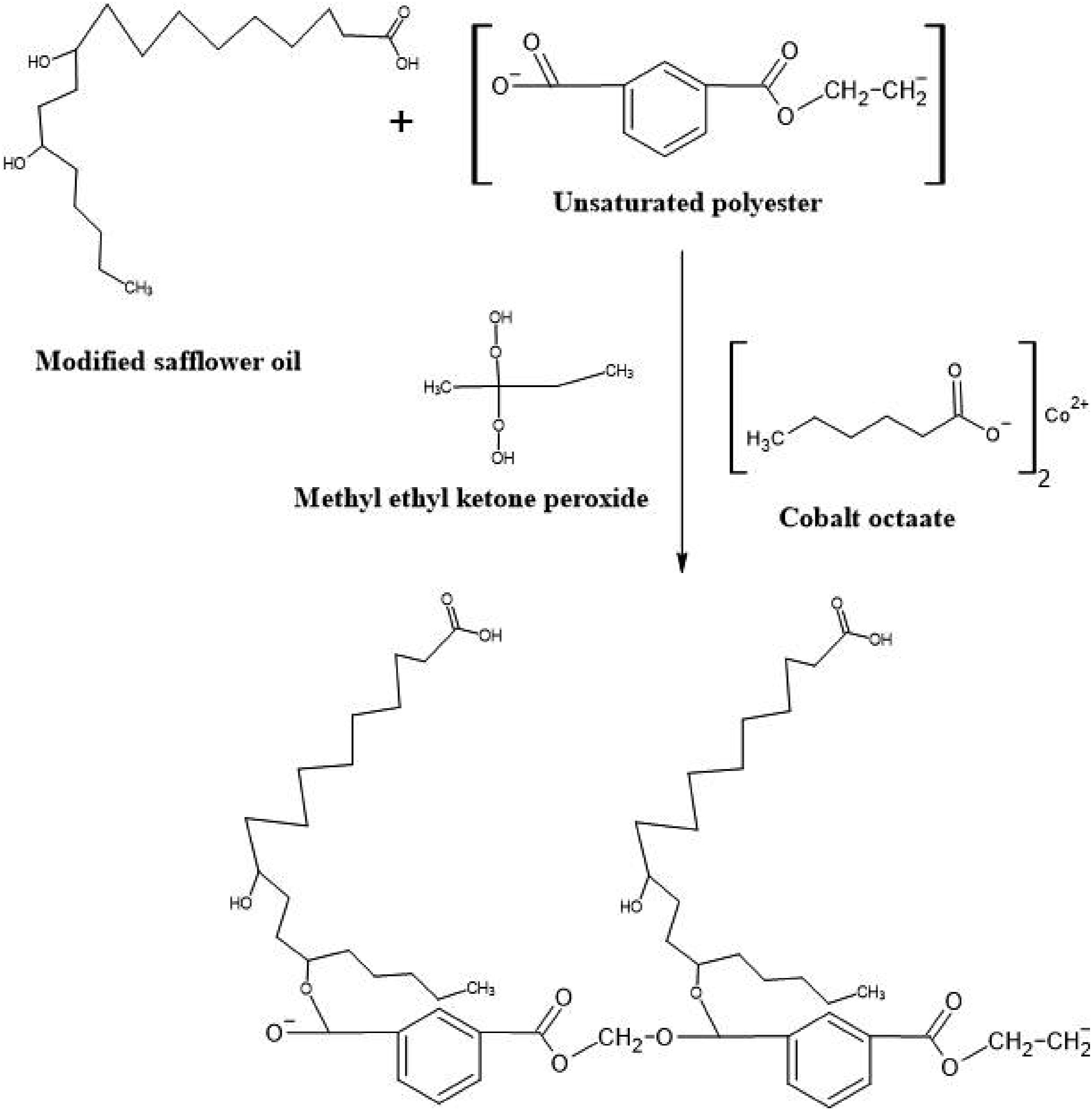
Results and discussion
Evaluation of the thermophysical properties in the biocomposite by ANN
Artificial neural network is used to evaluate the density, thermal conductivity coefficient, and Shore D hardness results of the biocomposite obtained in this section. It is used in this study to predict the properties of the biocomposite based on the experimental data obtained. The use of ANN allows for the prediction of properties that are difficult to measure experimentally or require extensive testing. RSM method was used for optimizing the production process of the biocomposite in terms of its desired properties. ANN method, on the other hand, was used for characterizing the properties of the produced biocomposite, including its density, thermal conductivity coefficient, and Shore D hardness. By combining these two methods, the researchers aimed to obtain a more effective and accurate characterization of the biocomposite, which could be useful in its future applications. In the context of the production of biocomposites, RSM method was used to optimize the parameters of the production process. The method involved designing a set of experiments based on a statistical model and then analyzing the results to determine the optimal conditions for producing the biocomposite. The experiments involved adding modified safflower oil to the matrix and adding diatomite to strengthen the matrix. The aim was to produce a biocomposite with desirable properties such as low density, high thermal conductivity coefficient, and high Shore D hardness. The results of the experiments were analyzed using RSM method, and the optimal conditions for producing the biocomposite were determined. The data obtained from the experiments were then used to train an ANN model, which was used to predict the properties of the biocomposite under different conditions. The inputs of the model were the analysis data (density, hardness, and thermal conductivity) and the experimental parameters, while the outputs were the density, hardness, and thermal conductivity values. The model was trained using various parameters, such as the number of hidden layers, the number of neurons in each layer, the activation function, and the learning rate. The sample diagram of ANN model is given in Figure 3. Application of artificial neural network (ANN).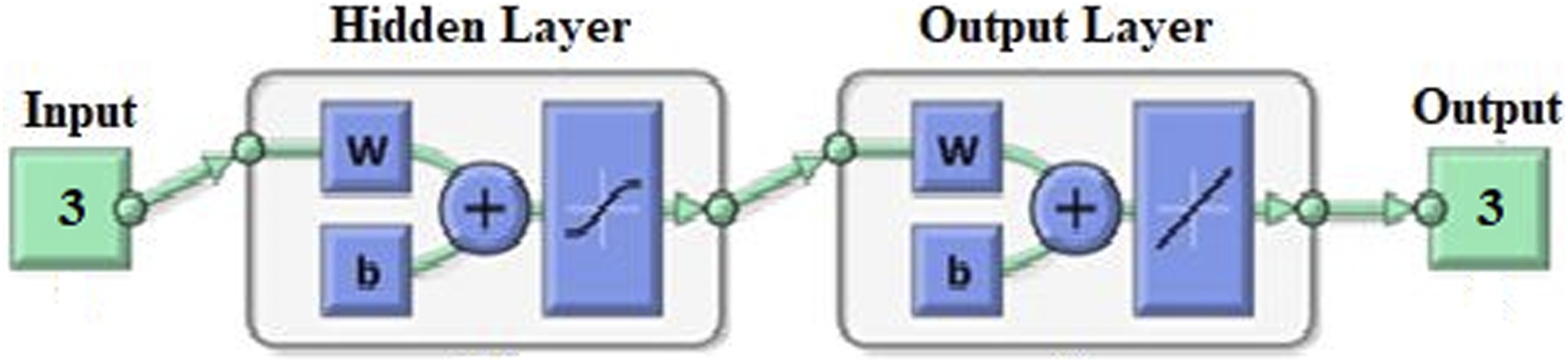
The visuals related to the working system of ANN model are given in Figure 4. Here, using Table 1, the percentages of unsaturated polyester, modified safflower oil, and diatomite were used as input data. Density, hardness, and thermal conductivity coefficients were evaluated as output data. Various model types have been tried to train ANN. The model with the best training (R = 0.999) was chosen. Here, R-value obtained in the tests is 0.998, which is accepted as an indication of the success of the training. Finding the R-value for fit as 0.999 in this training model led to the model being considered successful. In general, the fact that R-value was found as 0.999 by evaluating all the data together in the model arrangement led to the interpretation that the experiment was successful and effective. Compatibility of the model and experimental data according to ANN results.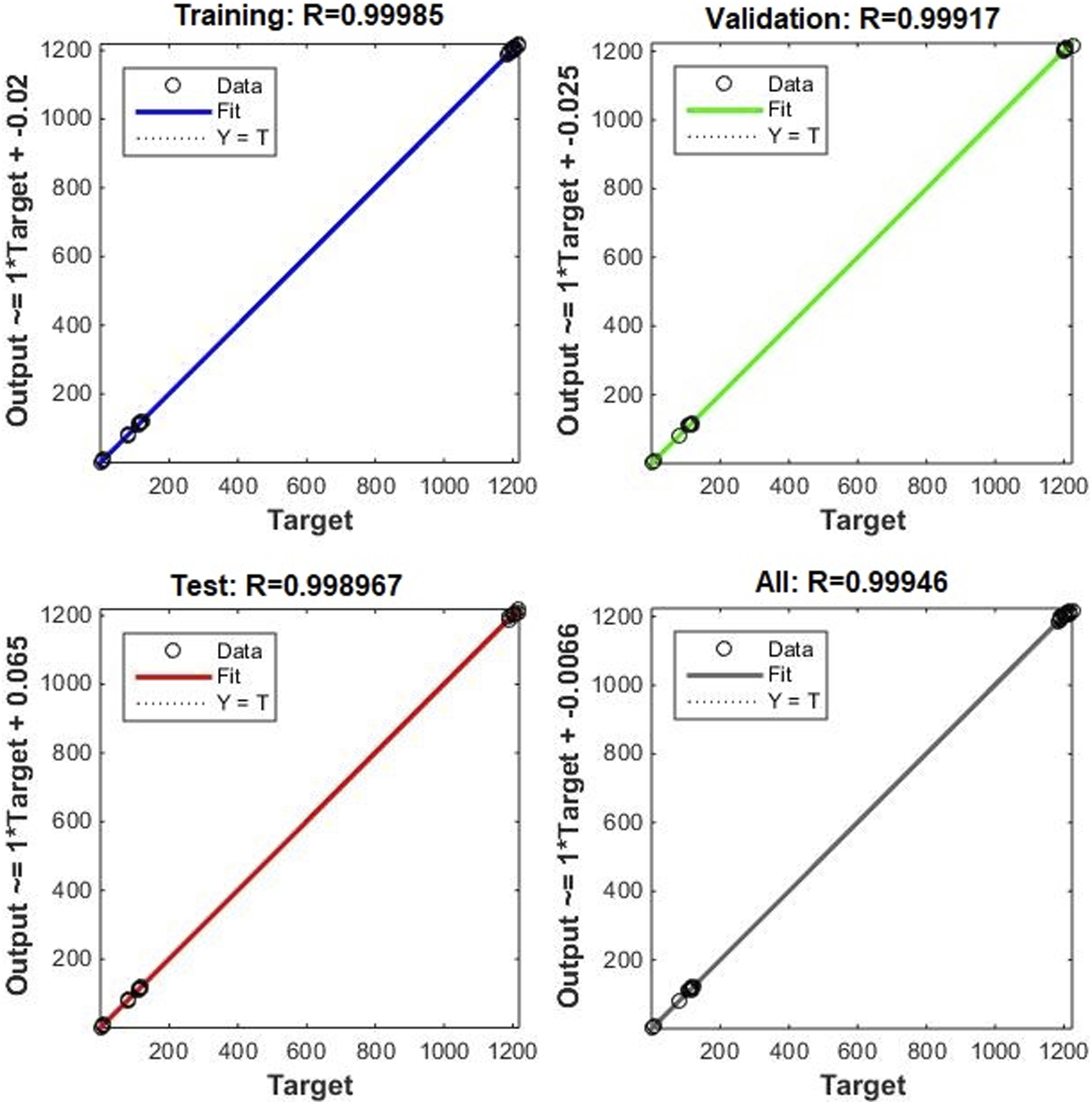
Figure 5 shows the best validation performance graph. In this chart, information is given about the epoch of training, compliance, tests, and obtaining the best overall values. Reaching the best values with fewer epochs can be interpreted as an indication that the experimental study was designed efficiently and effectively and that the results obtained were successful. In other words, it can be said as a graphic showing the epoch where the best result is achieved with less cost.
78
Change of mean squared error with epochs of tests.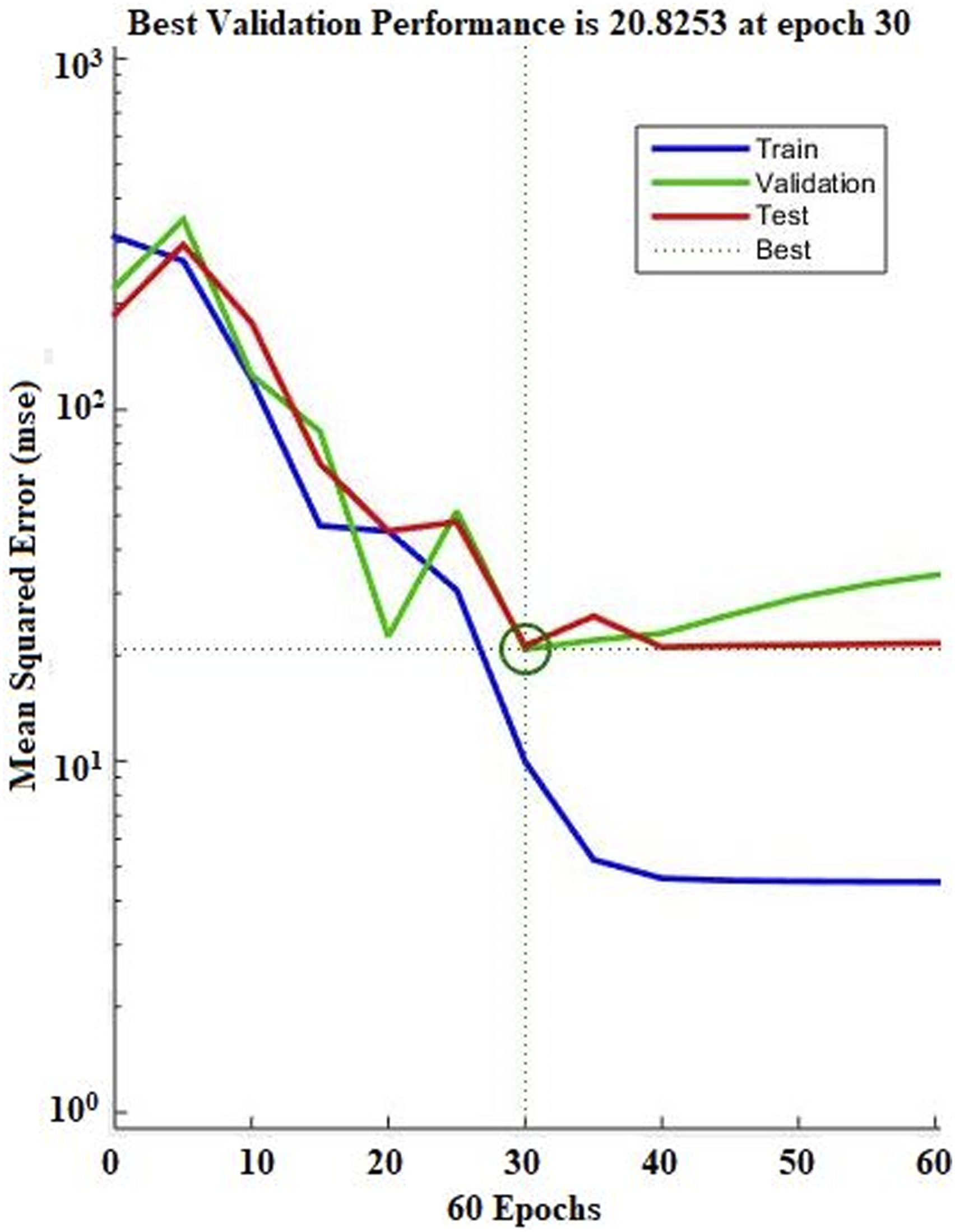
Evaluation of some thermophysical properties of biocomposite by RSM
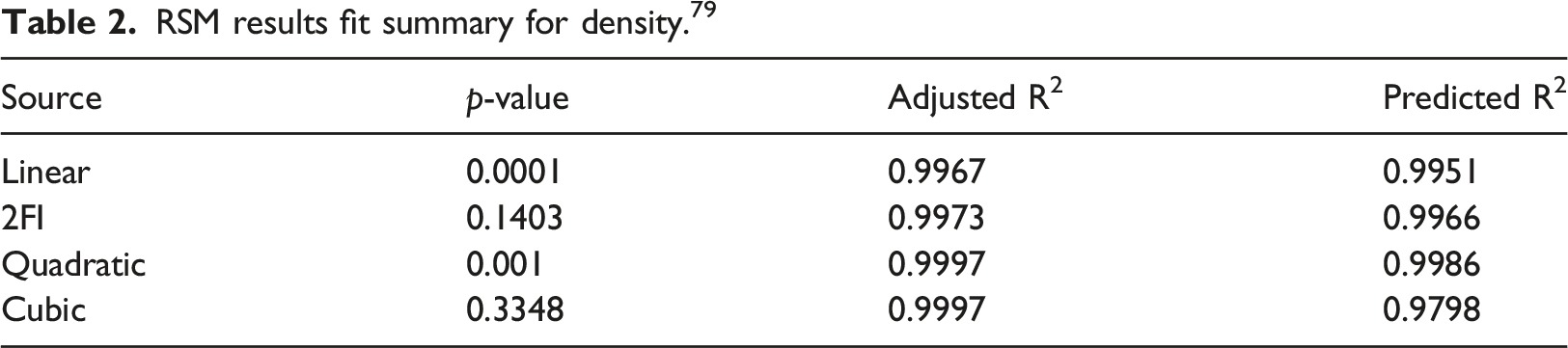
RSM results fit summary for density. 79
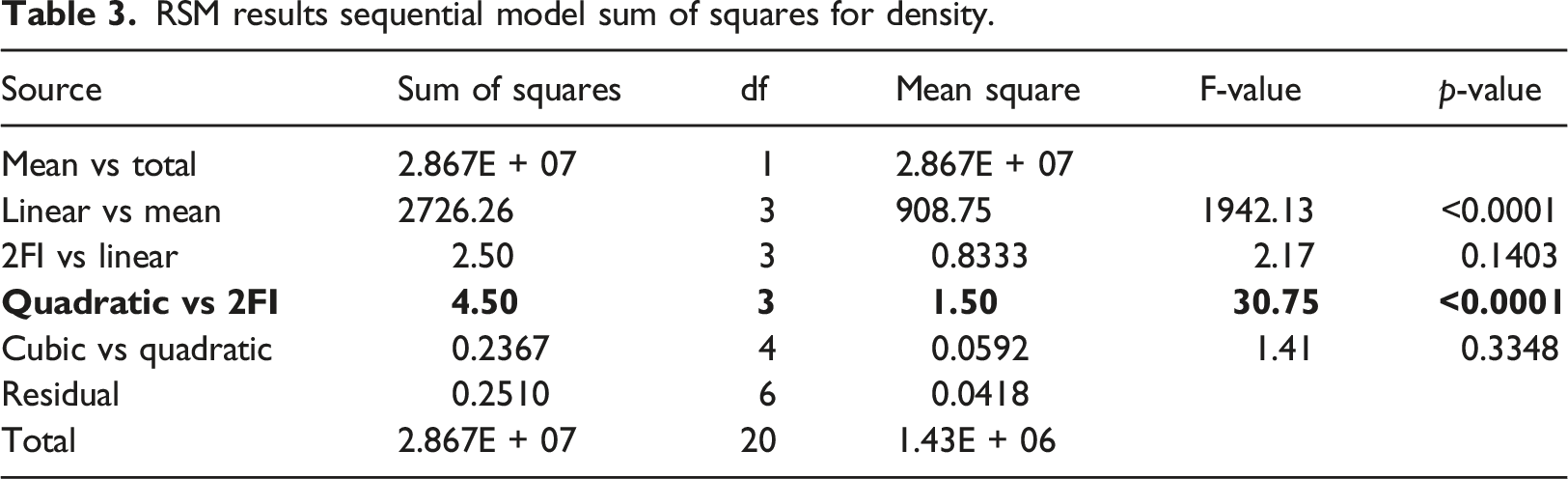
RSM results sequential model sum of squares for density.
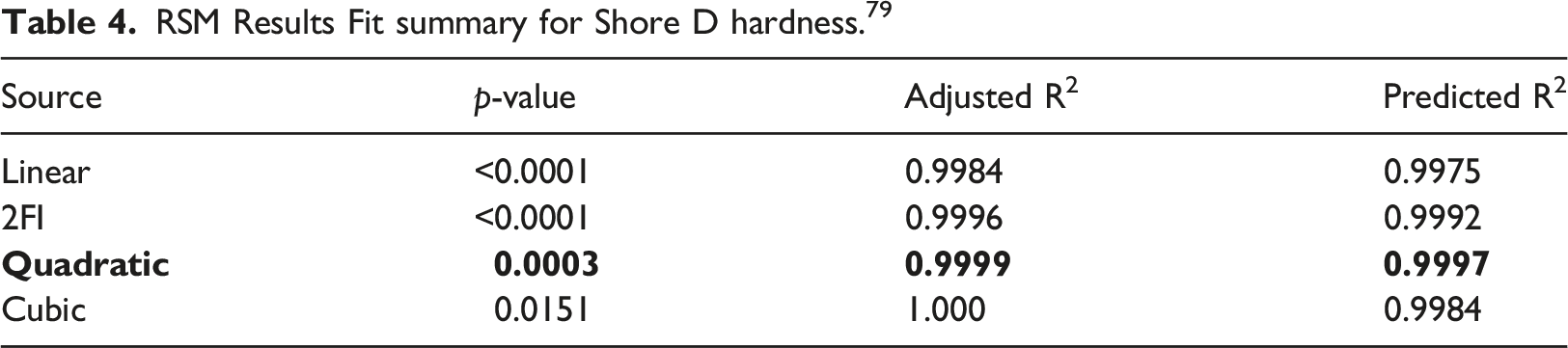
RSM Results Fit summary for Shore D hardness. 79
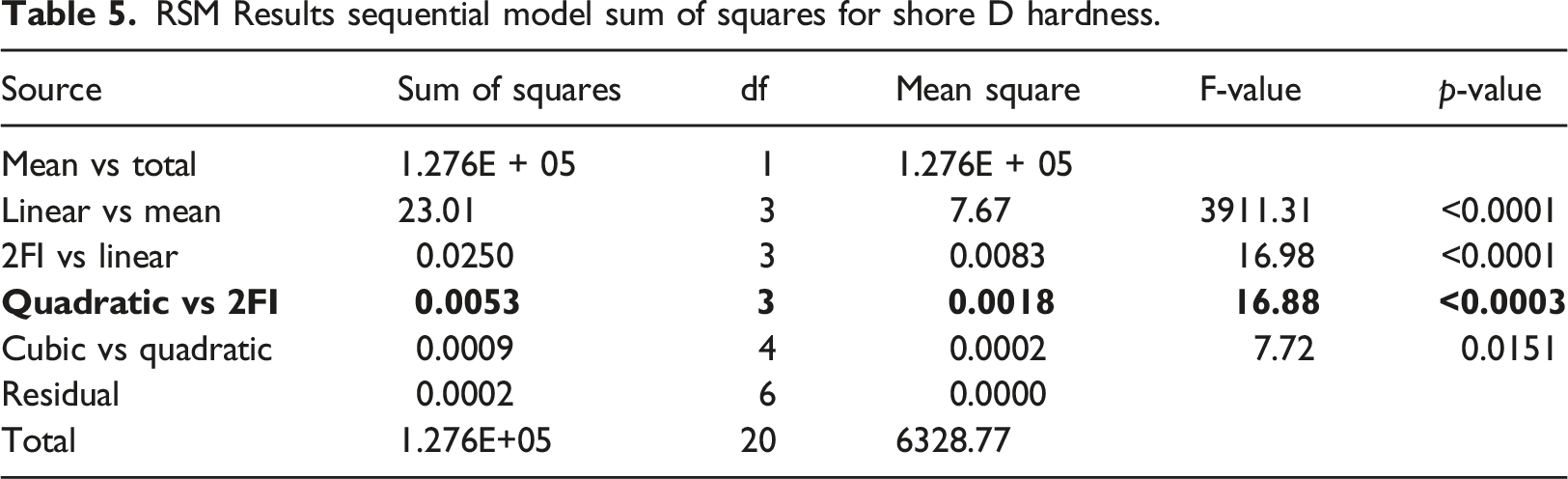
RSM Results sequential model sum of squares for shore D hardness.
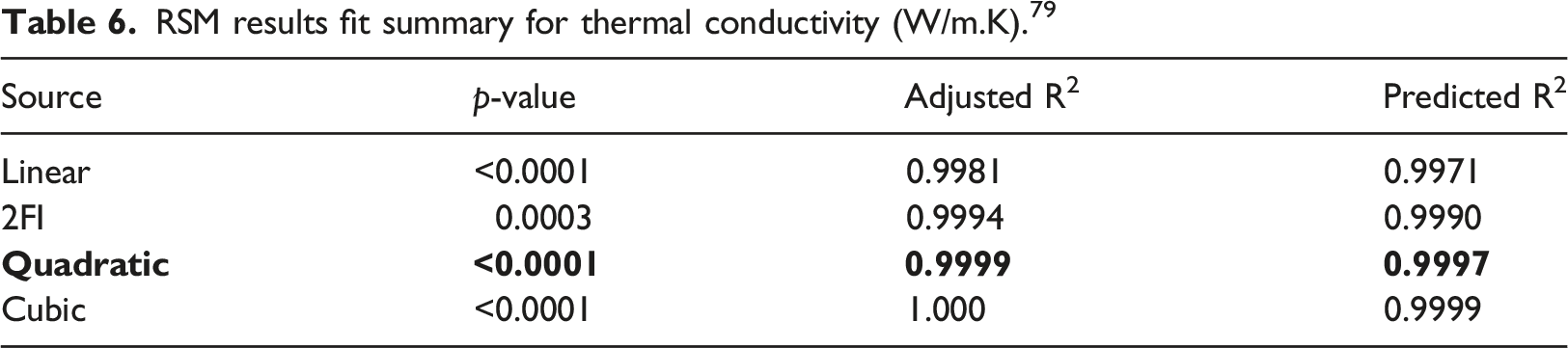
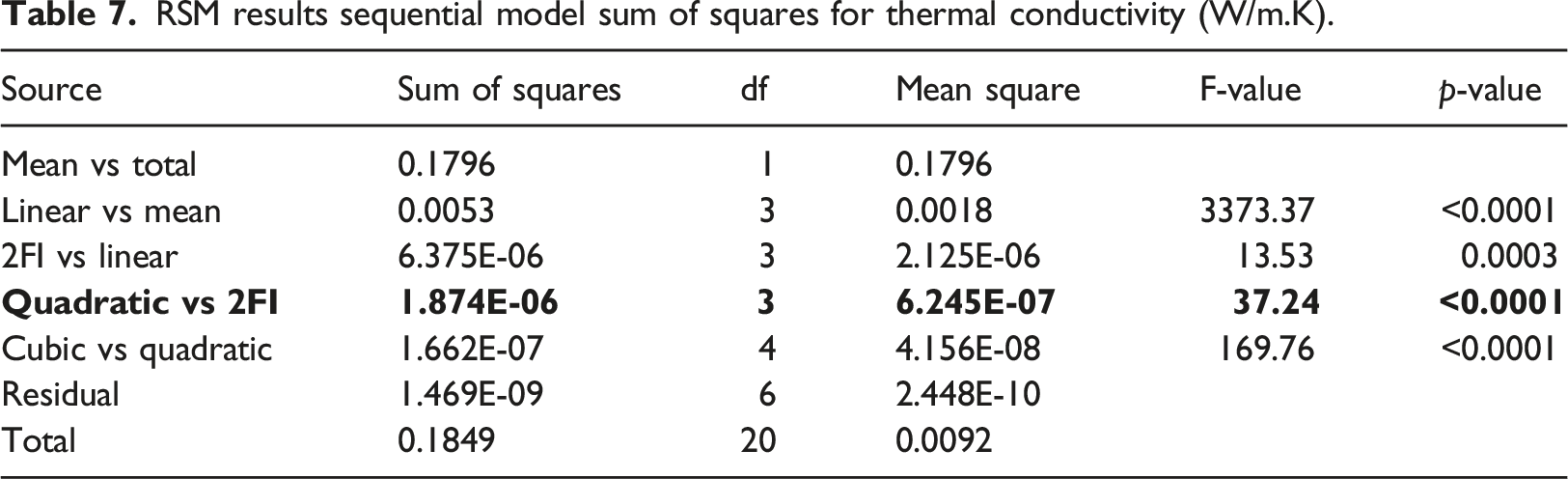
RSM results fit summary for thermal conductivity (W/m.K). 79
RSM results sequential model sum of squares for thermal conductivity (W/m.K).
Final Equation in Terms of Actual Factors;
80
Final Equation in Terms of Actual Factors;
80

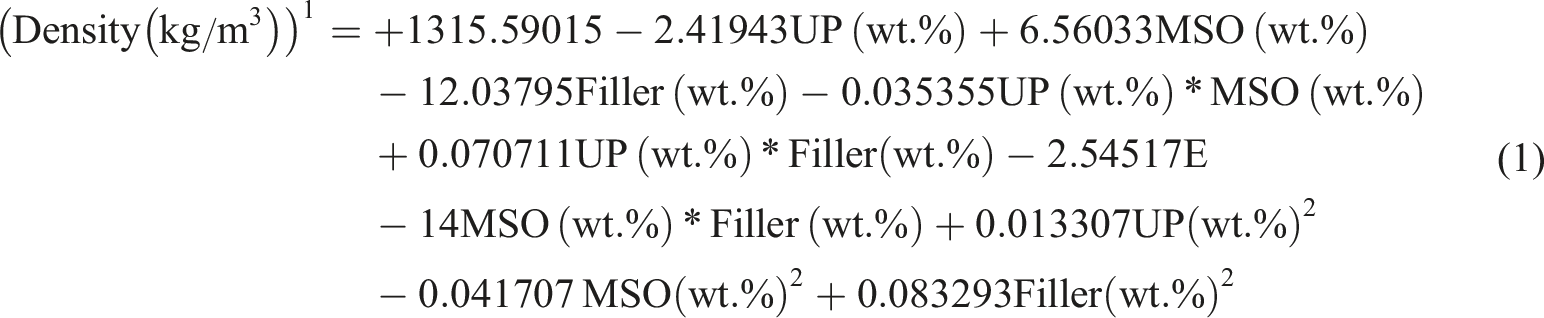
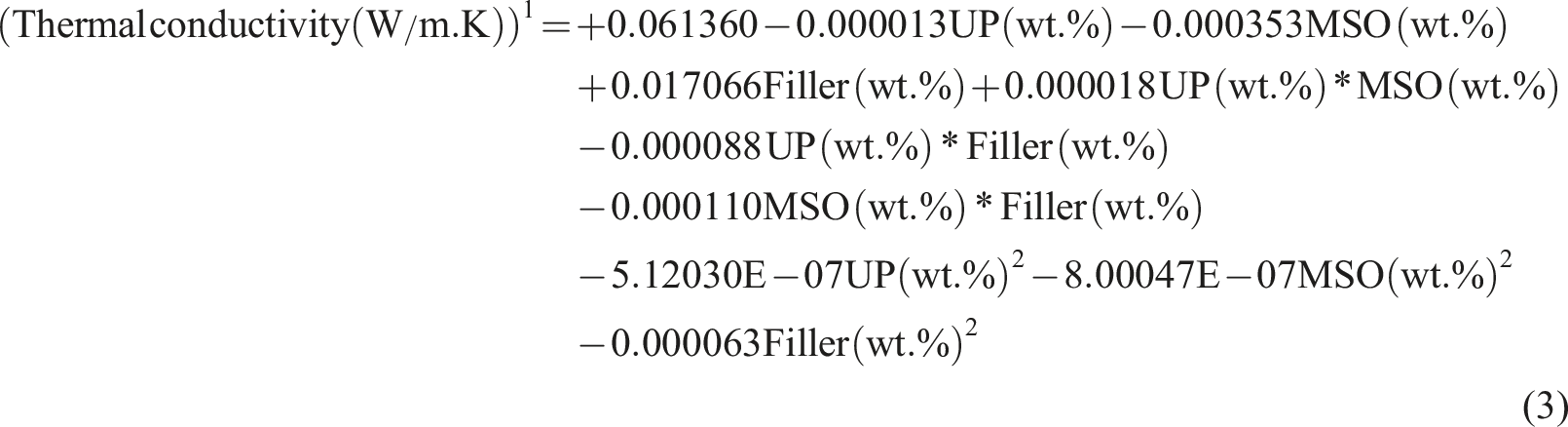
Final Equation in Terms of Actual Factors;
80
The density variation graphs of the biocomposite produced by adding modified safflower oil to the polyester matrix and adding diatomite are given in Figure 6. The density variation graph shows that the added percentage of modified safflower oil has a constant effect on the density of the unsaturated polyester up to a certain amount. This may be because modified safflower oil acts as a reactive diluent and reduces the viscosity of the polyester matrix, which can decrease the density of the resulting biocomposite. However, beyond a certain amount of modified safflower oil, the density of the biocomposite increases significantly. This may be since the increased amount of reactive diluent may reduce the crosslinking density of the polymer matrix, which can lead to less dense material. When the relationship between diatomite and modified safflower oil is examined in terms of the change in density, an inversely proportional relationship is observed between them. This is because diatomite is a porous material with low density, which can reduce the average total density of the biocomposite. Therefore, the addition of diatomite can lead to a decrease in density, while the addition of modified safflower oil can lead to an increase in density. The optimal balance between these two factors can be determined through statistical modeling and optimization techniques, as described in my previous response. Variation of the density of polyester biocomposite.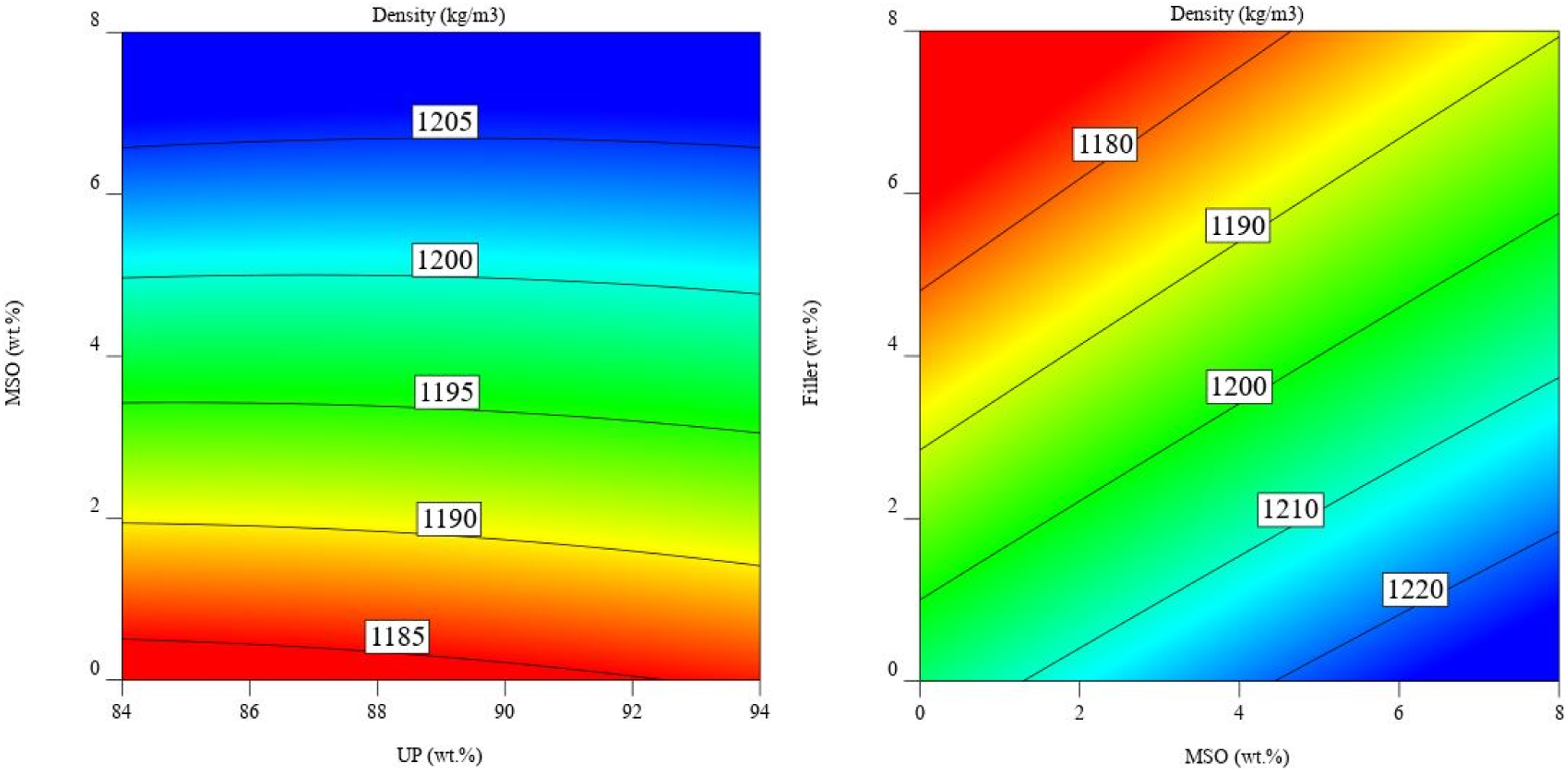
Figure 7 shows Shore D hardness test results of the produced biocomposite. The hardness test results show an inversely proportional relationship between the modified safflower oil (MSO) and the unsaturated polyester (UP), which gives a downward linear graph. This may be due to the formation of bonds between MSO and UP in a way that increases flexibility and reduces stiffness. Some types of bonding can increase stiffness, while others can increase flexibility, depending on their bonding status. Weakly interacting bonds such as van der Waals and hydrogen bonds are known to be effective in polymer materials. It can be interpreted that van der Waals bonds and hydrogen bonds, which are weak, can contribute to the flexibility of materials with such interactions. When the hardness relationship between diatomite and MSO is examined, it is observed that there is a linear direct proportional relationship between them in the increasing direction. This may be because diatomite has a brittle structure due to the formation of SiO2, and the brittle diatomite interacts with MSO to help increase the hardness. SiO2 in diatomite is covalently bonded, and together with the weak interactions on the surface of MSO and SiO2, MSO dispersed in the matrix and adhered together. This adhesion has led to a partial increase in its hardness, partly due to its adhesive property. However, the contribution of diatomite to the increase in hardness may outweigh the flexible property of MSO, leading to a linear increase in hardness with increasing diatomite content. Change of Shore D hardness of polyester biocomposite.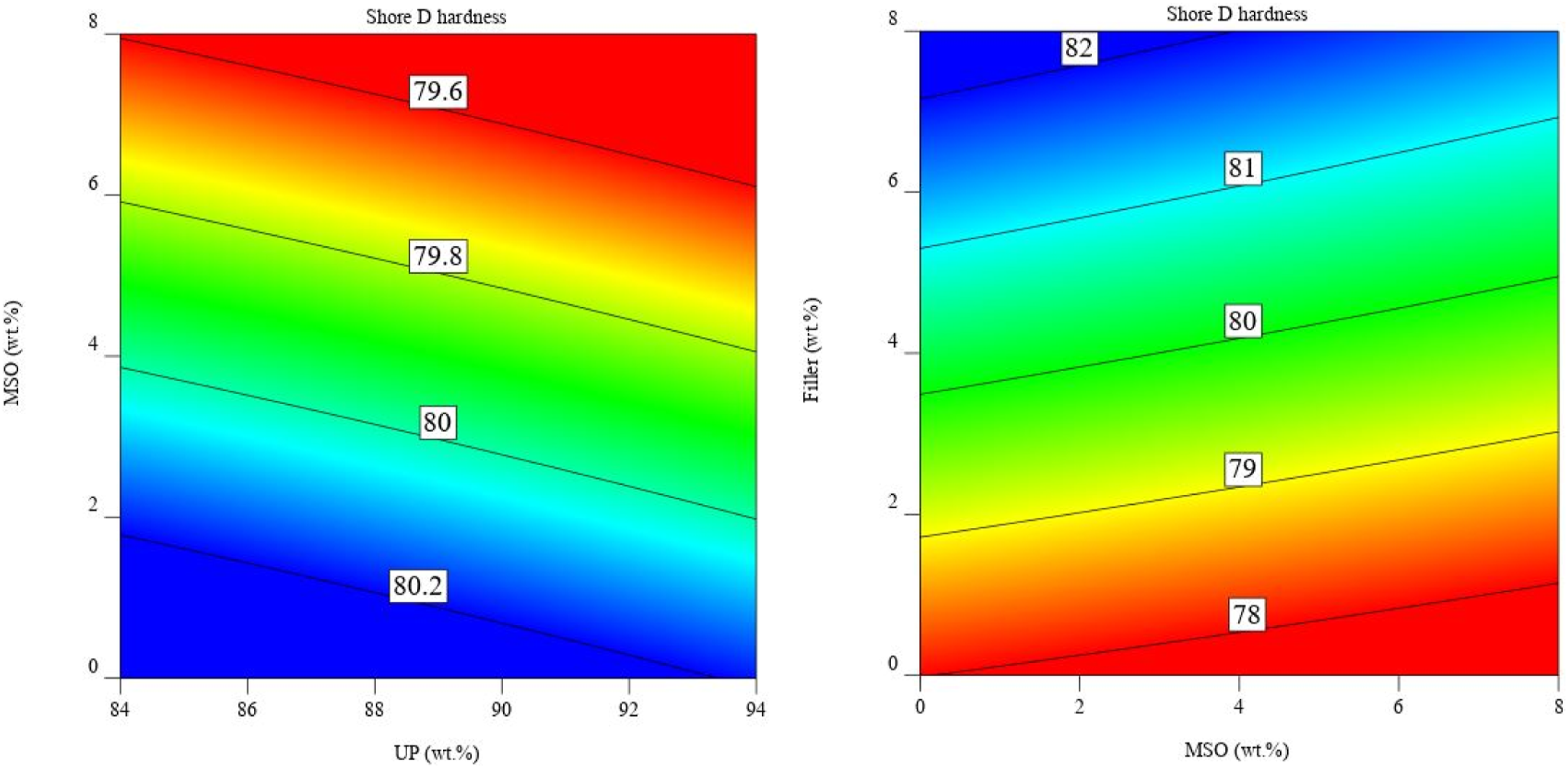
Figure 8 shows the variation of the thermal conductivity coefficients of the polyester biocomposite according to the materials used. It is observed that there is an inversely proportional relationship between MSO and UP in terms of their effect on thermal conductivity coefficients. The reason for this may be that the thermal conductivity coefficients of their pure states contain a high difference and they have interactions that increase the thermal conductivity when mixed. With the addition of diatomite, the thermal conductivity coefficient of MSO shows a nearly parabolic curve in the increasing direction. This may be because the amount of diatomite added, even at low percentages, has an effect on the air in the pores in its content. As the mixture is prepared for a short duration, the air in the pores is completely removed, which leads to an increase in the thermal conductivity coefficient. Variation of thermal conductivity of polyester biocomposite.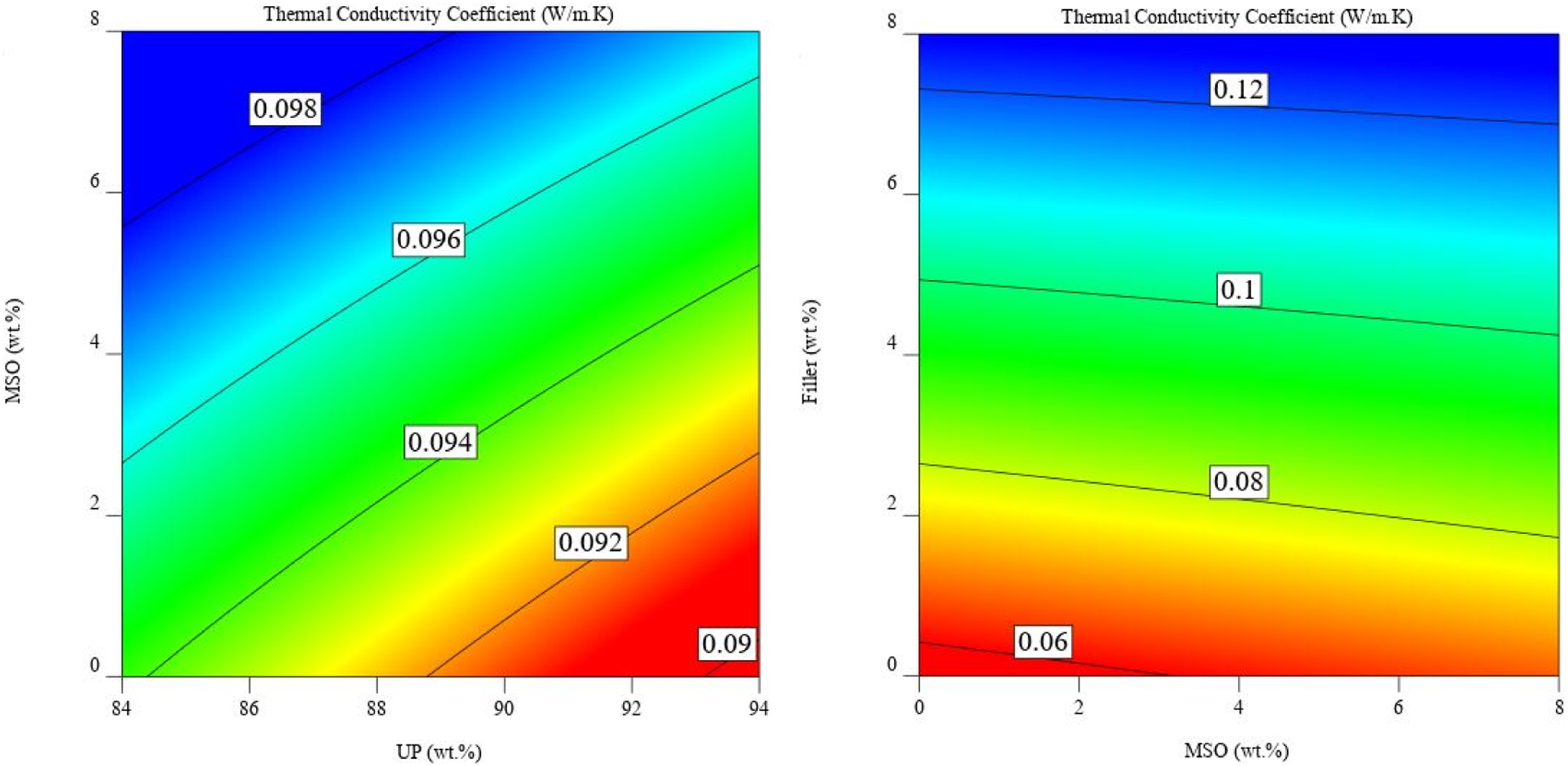
This study has explored the feasibility of using composite material produced as a substitute material in the construction sector. In this context; According to existing literature, the construction industry employs several types of insulation materials, each with its unique thermal conductivity coefficient. Mineral wool insulation is made from natural materials such as rock or slag. Its thermal conductivity coefficient ranges from 0.03 W/m·K to 0.05 W/m·K. Cellulose insulation is made from recycled paper and has a thermal conductivity coefficient of around 0.04 W/m·K. Polyurethane foam insulation is a type of spray foam insulation that expands to fill gaps and cracks. Its thermal conductivity coefficient ranges from 0.02 to 0.03 W/m·K. Polystyrene insulation comes in two types, expanded and extruded. Expanded polystyrene (EPS) has a thermal conductivity coefficient of around 0.033 W/m·K, while extruded polystyrene (XPS) has a thermal conductivity coefficient of around 0.035 W/m·K. Fiberglass insulation is a popular choice for its low cost and effectiveness. Its thermal conductivity coefficient ranges from 0.25 W/m·K to 0.40 W/m·K. Polyisocyanurate foam insulation is a type of rigid foam insulation that has a thermal conductivity coefficient of around 0.02 W/m·K. It’s important to note that the thermal conductivity coefficient of an insulation material is not the only factor to consider when choosing insulation. Other factors such as the material’s R-value (a measure of its insulating effectiveness), moisture resistance, fire resistance, and environmental impact should also be taken into account.6,81–87 Examination of Table 1 in this context reveals that the composite’s thermal conductivity coefficient increased from 0.061 W/m·K to 0.95 W/m·K with the addition of 4 g diatomite, and further to 0.127 W/m·K with 8 g diatomite added. Utilizing the ability of diatomite to linearly alter the thermal conductivity coefficient, it is possible to produce an insulation material with the desired properties.
Thermal decomposition results for the biocomposite
Thermal decomposition experiments have been carried out in an inert environment at a heating rate of 10°C/min from 25°C to 600°C. Thermogravimetric analysis of the produced biocomposite is performed by Q600 SDT-TA Instruments.
Thermogravimetric analysis (TGA) is a technique used to study the thermal stability of materials. In this analysis, the weight of the material is measured as a function of temperature while the material is subjected to a controlled temperature program. TGA analysis graph in Figure 9 shows the thermal stability behavior of MSO reinforced polyester biocomposite reinforced with 5 wt.% diatomites. The graph shows that the stable decomposition of the biocomposite begins at around 347°C. Before this temperature, some slight decompositions occur, but they do not cause significant changes in the weight of the material. It is estimated that almost 10% of the material absorbs the heat and distributes the heat homogeneously in the matrix, and then the matrix deteriorates with increasing temperature. The diatomite particles in the biocomposite absorb the heat at first, preventing the matrix from decomposing, and then act as a heat center in the face of the ongoing heat flow, forming a stable decomposition mechanism. The linear behavior of the degradation curve in the decreasing direction is an indication that the degradation continues stably. After 422°C, the graph continues as a parallel line due to the absence of the matrix in the environment but the presence of diatomite, indicating that the decomposition is over. The slight slopes in some parts of the curve in the graph may be due to the mixture not being homogeneous in some parts of the biocomposite during production. TGA curve of MSO-based biocomposite (5 wt.% diatomite reinforced).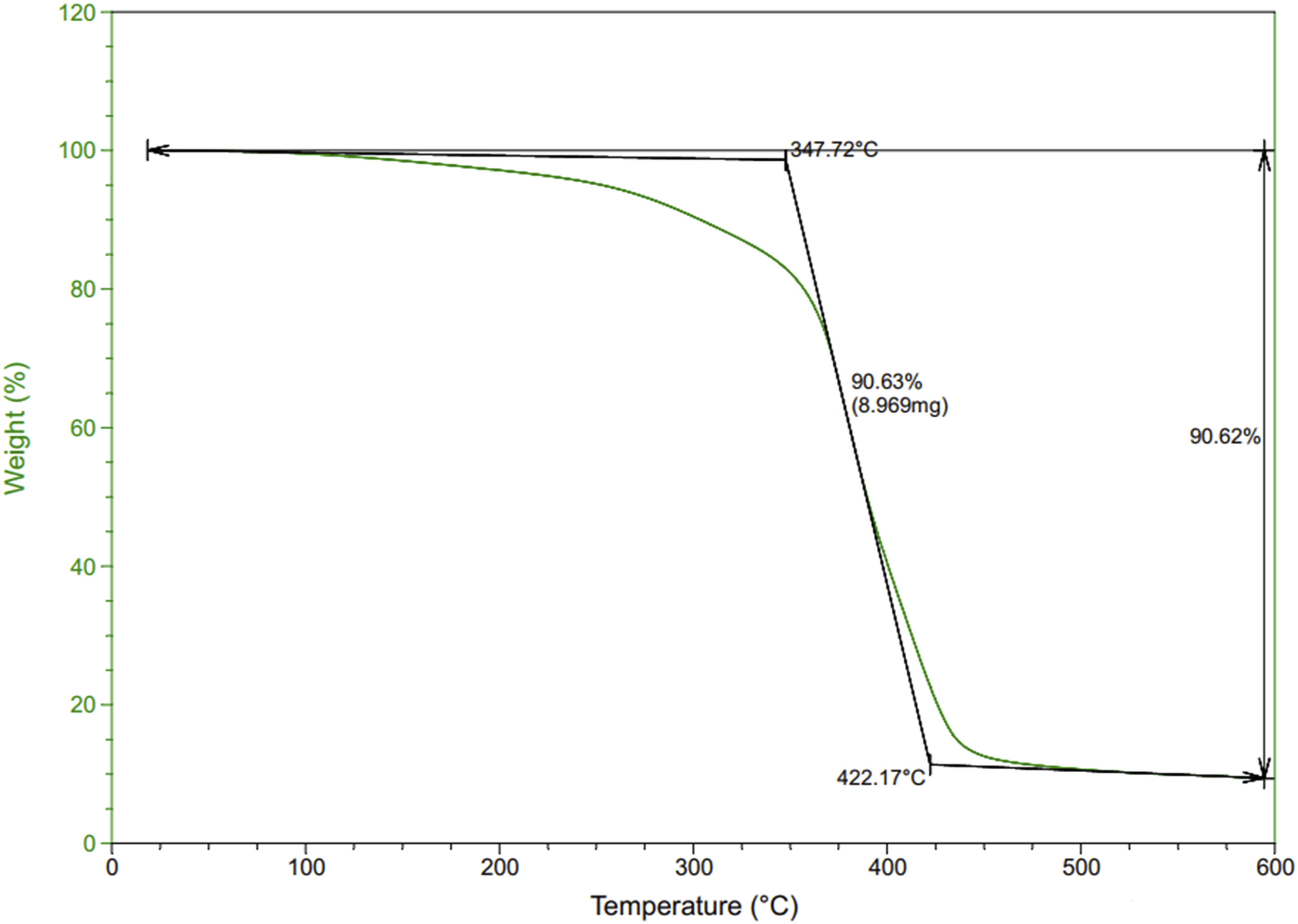
The TGA analyses of pure polyester are shown in Figure 10. The presence of diatomite in the biocomposite could contribute to the formation of an ash residue after the decomposition process, which could explain the similar behavior of the graphs after the decomposition stage. Additionally, the presence of diatomite particles in the biocomposite could act as a physical barrier, slowing down the diffusion of volatile decomposition products, which could result in higher thermal stability of the biocomposite compared to pure polyester. TGA curves of pure polyester.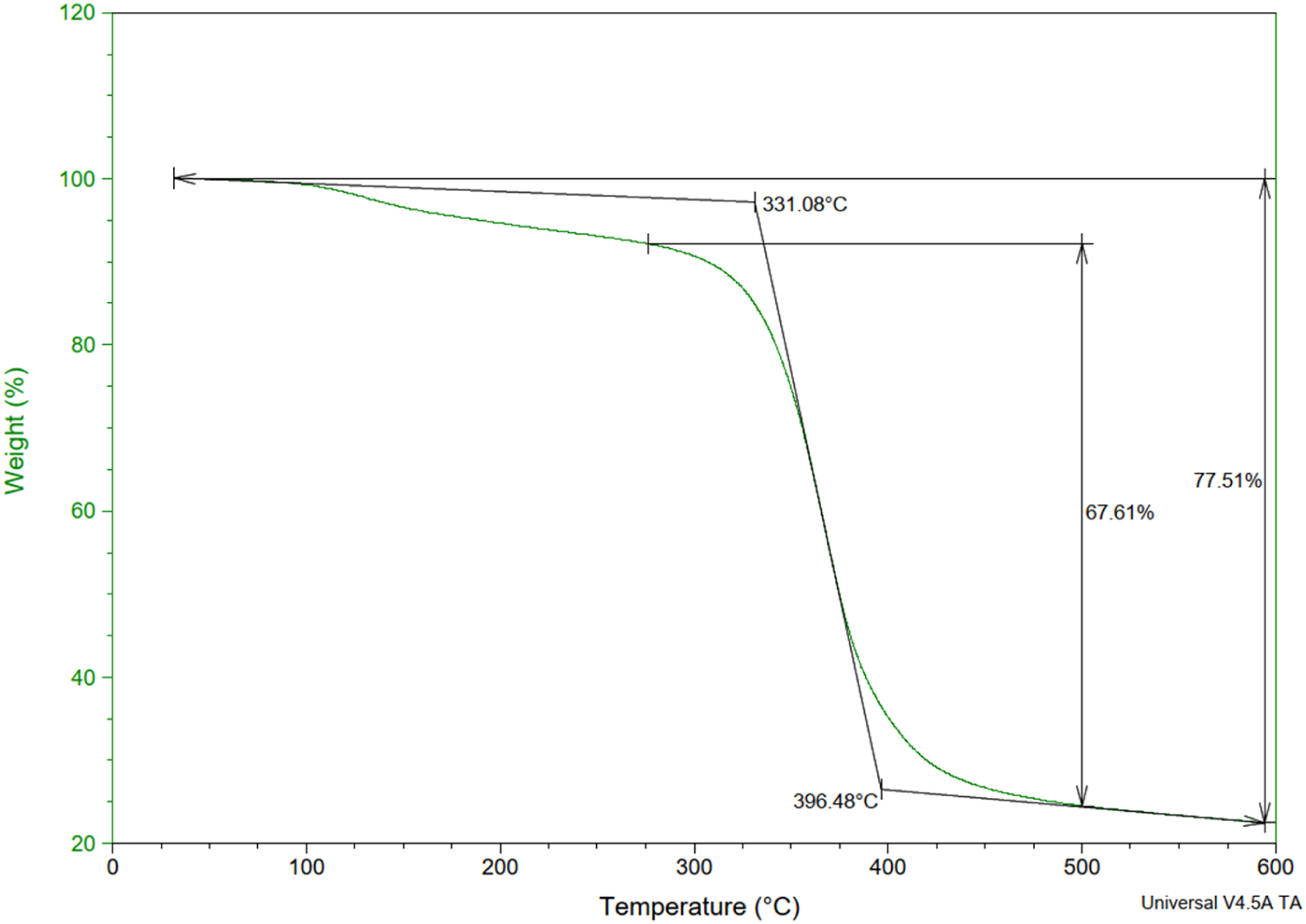
FTIR spectra of the biocomposites
FTIR spectrums are a common analytical technique used to identify chemical bonds and functional groups in a sample. In Figure 11, FTIR spectra of MSO-based polyester biocomposite are shown, and various peaks are observed, indicating the presence of different types of interactions and bonds. The peak at 2850–2975 cm−1 corresponds to C-H interaction, while the peak at 1715–1745 cm−1 corresponds to C=O (ester) interaction. The peak at 1235–1250 cm−1 corresponds to C-O-C (ester) interaction, and the peak at 735–750 cm−1 corresponds to C-H aromatic interaction.
88
Additionally, peaks at 1030–1050 cm−1 and 800–820 cm−1 indicate Si-O interaction,
89
suggesting that diatomite has interactions with both polyester and modified safflower oil. Further investigations into these interactions could provide a better understanding of the properties and potential applications of the biocomposite.
90
FTIR spectra of MSO and MSO-based polyester biocomposite.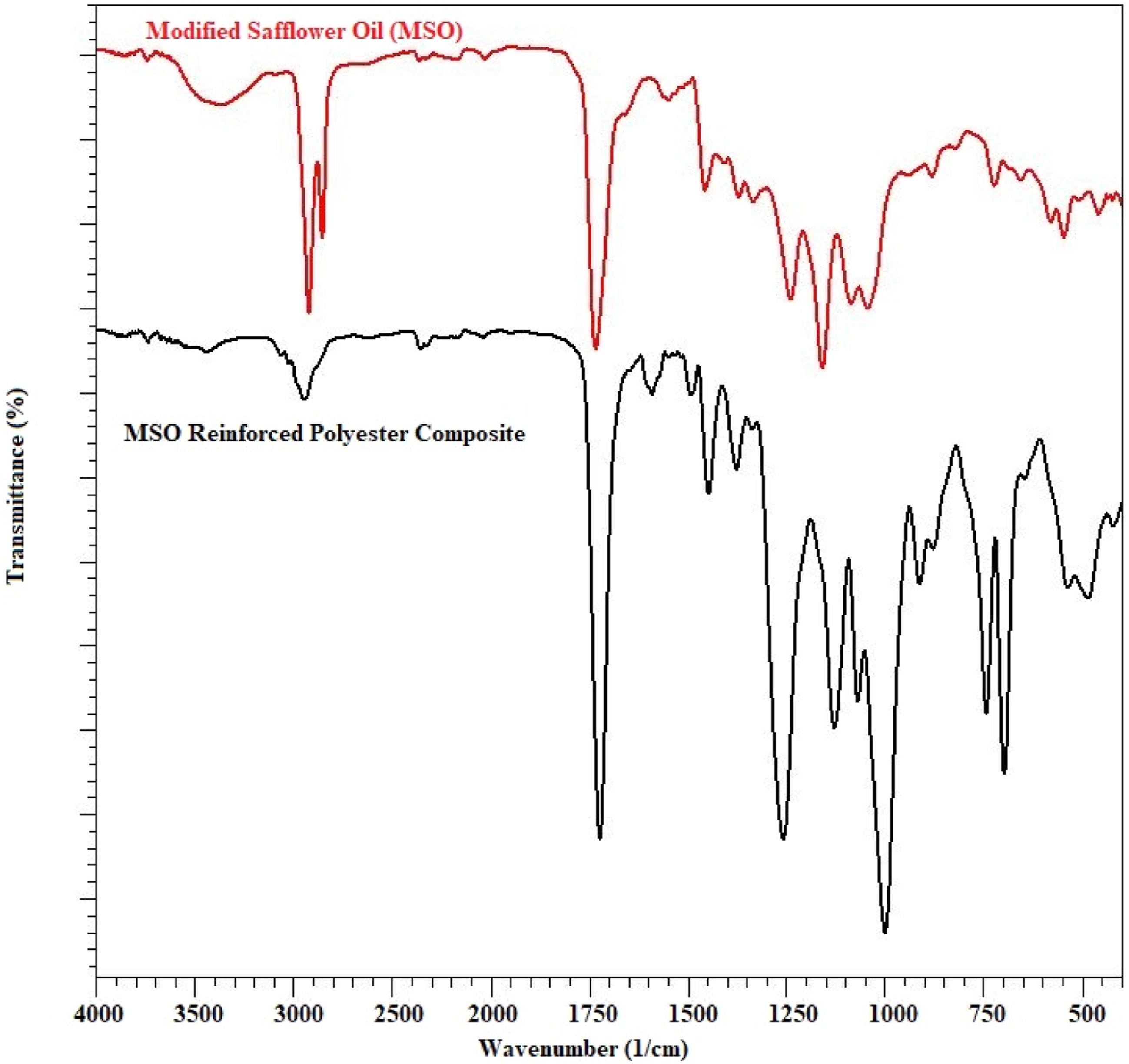
SEM (scanning electron microscope) images of the biocomposites
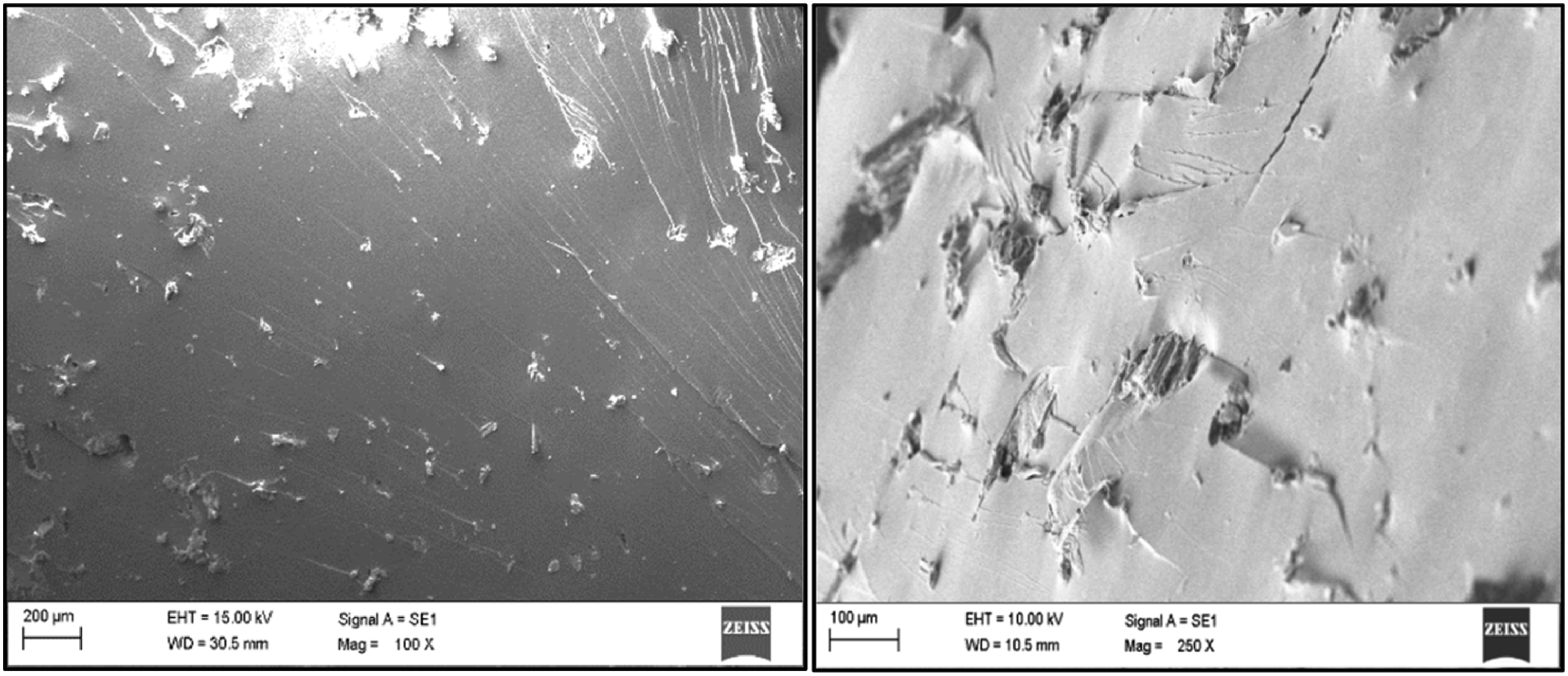
SEM analysis is a powerful tool to investigate the surface morphology and microstructure of materials. In this case, it was used to observe the effect of diatomite content on the surface morphology of modified safflower oil-based polyester biocomposites. As seen in Figures 12 and 13, the surface morphology of the composites changed with the increase in diatomite content. The surface of the composite with 5 wt.% diatomite is relatively smooth and homogeneous, whereas the composite with 8 wt.% diatomites has pores and agglomerated diatomite particles on the surface. It is worth noting that the appearance of pores in the matrix of the composite with 8 wt.% diatomites could be a result of the inability of diatomite to mix well with the matrix. The weakening of the adhesion between the matrix and the diatomite particles could have also contributed to the formation of pores. These changes in the surface morphology and microstructure of the composite could have an impact on its mechanical, thermal, and other properties. Therefore, it is crucial to optimize the diatomite content and distribution in the matrix to achieve the desired properties. This study aimed to keep the lattice structure in a cube shape by not adding more than 15 wt.% diatomites.
90
The addition of diatomite or any other filler to a matrix material can have both positive and negative effects on the properties of the resulting composite material. The amount and distribution of the filler can affect the density, hardness, thermal conductivity, and other parameters of the composite. In some cases, the properties of the composite will be directly proportional to the properties of the filler material, while in other cases, they may be inversely proportional or exhibit a more complex relationship (Figure 14). Therefore, it is important to carefully choose the type and amount of filler
91
used to achieve the desired properties in the composite material.
92
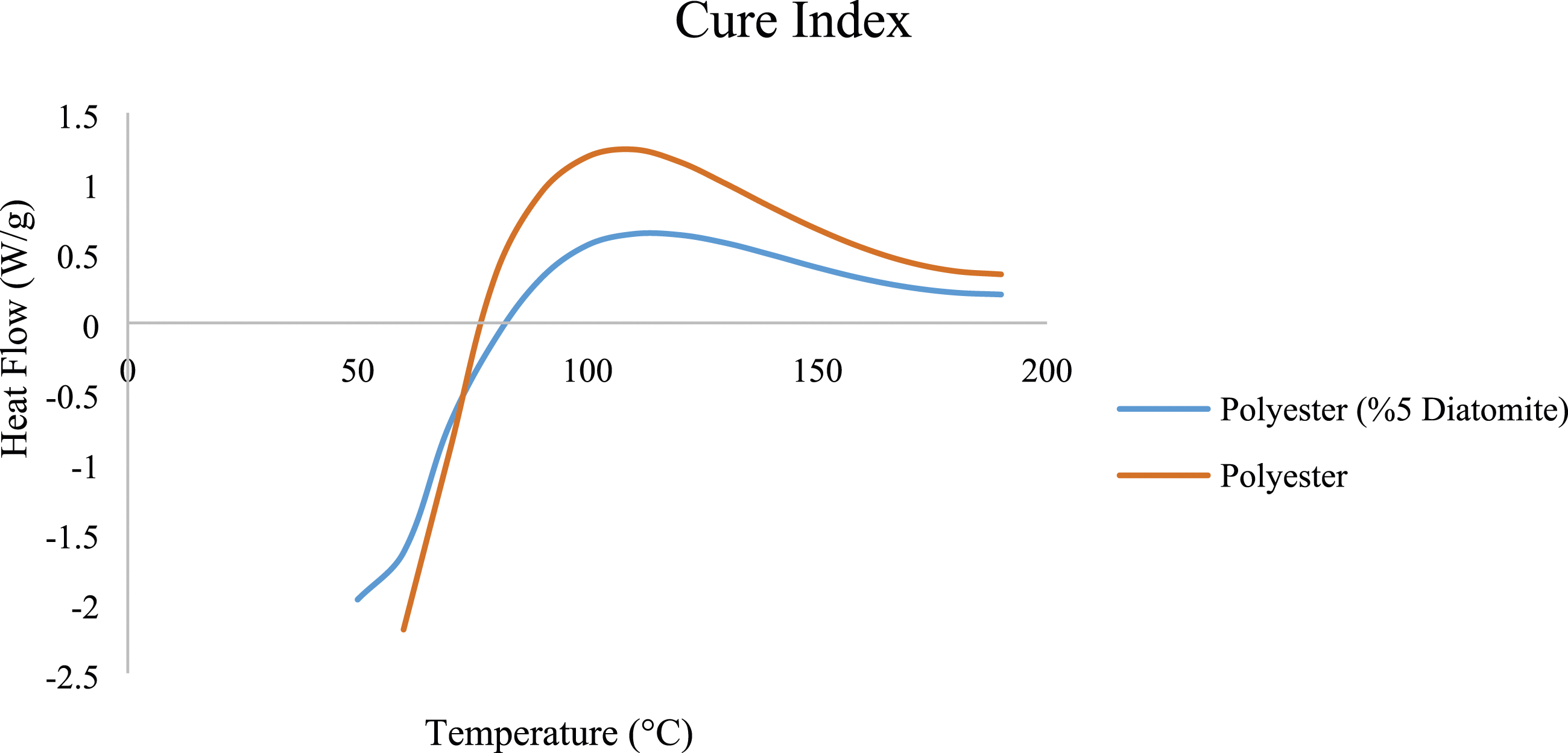
SEM image of the polyester composite (5 wt.% diatomite reinforced). SEM image of the polyester composite (8 wt.% diatomite reinforced). Curing index graphs of polyester composite with pure polyester.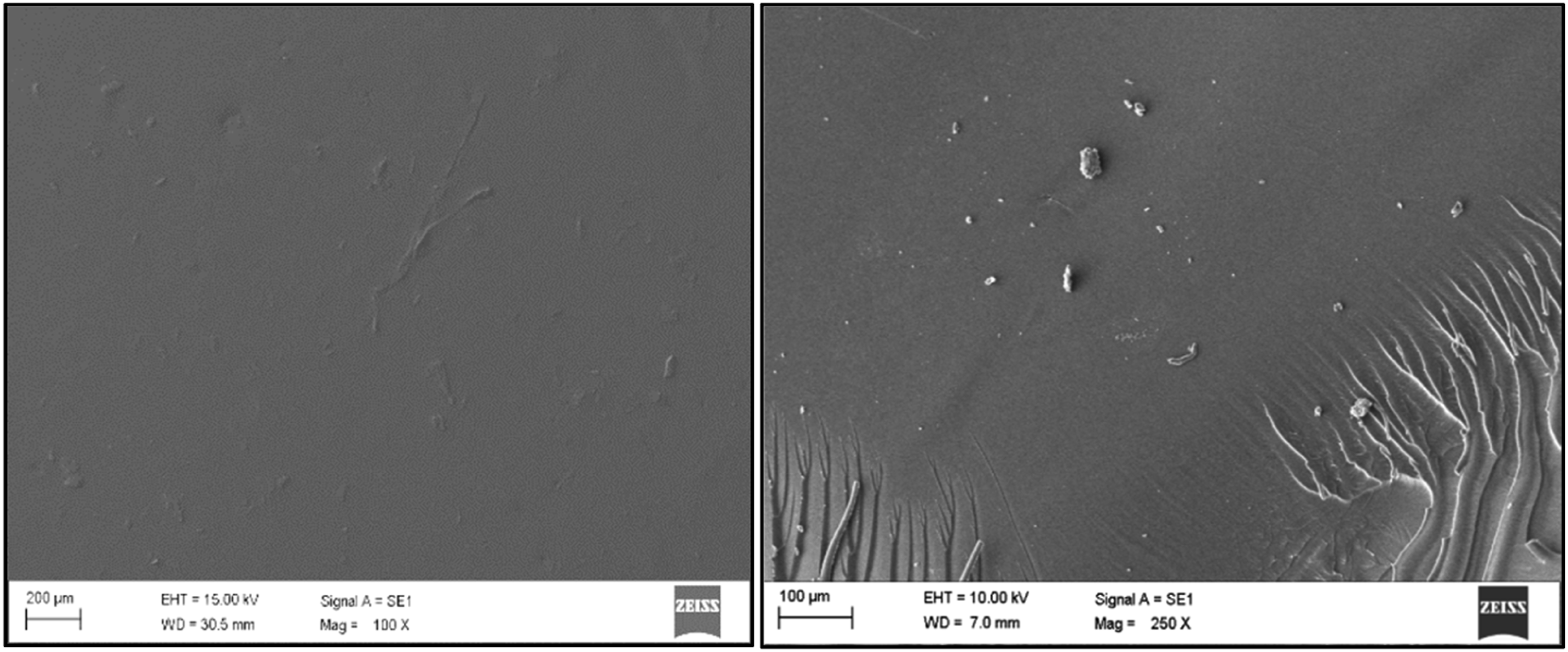
Cure analysis of the biocomposites




Cure characteristics for composite.

Within the framework of the curing index analysis, a CI value of 0.925 is ascertained, signifying the manifestation of both the first and second scenarios. The initial scenario is elucidated as being driven by the bonding-enhancing properties of diatomite, while the second scenario is indicative of suboptimal polyester curing. This leads to the conclusion that diatomite contributes positively to the curing process of polyester. Furthermore, forthcoming studies will encompass more comprehensive analyses of polyester incorporating diatomite, aimed at uncovering deeper insights.
Conclusions
In this study, modified safflower oil-based polyester biocomposite has been produced and some of its thermophysical properties are determined. The density, Shore D hardness, and thermal conductivity coefficient of the biocomposite obtained by using diatomite as filler have been characterized. Evaluations of both experimental data and theoretical values have been performed by RSM and ANN. The study found that using 6.7 wt.% of modified safflower oil in the polyester resin had positive effects on the physical and chemical properties of the biocomposite produced. The use of MSO in the polyester resin helps to reduce the reliance on petrochemical resins, which are not sustainable and can have negative environmental impacts. Instead, using a bio-based material like MSO can help to produce more eco-friendly composites. The use of diatomite as a filler also has benefits for the biocomposite. During the RSM analysis, it was noted that the response parameters exhibited quadratic p-values, specifically, for density (p < .0001), thermal conductivity (p < .0001), and Shore D hardness (p < .0003). However, higher ratios of MSO lead to decreased hardness and increased curing time. Diatomite demonstrates the potential to enhance the material's thermal stability, a critical attribute for applications involving exposure to elevated temperatures. Furthermore, diatomite exhibits the capability to lower the material's density, a advantageous feature in applications where weight considerations come into play. The study found that adding more than 8 wt.% of the modified vegetable oil increased the curing time and decreased the Shore D hardness of the biocomposite. Similarly, adding more than 7 wt.% of diatomite filler caused inhomogeneous distributions in the pore structure of the composite, which could negatively impact its mechanical properties. These findings suggest that there are limits to the amounts of modified vegetable oil and diatomite that can be added to the biocomposite before the negative effects start to outweigh the positive ones. Therefore, the optimal composition of the biocomposite should be determined based on a balance of these factors. Statistically, the relationship between conversion rate and temperature is found with a high coefficient of determination (R 2 = 0.9986). The analysis of the diatomite-augmented composite revealed a Cure Index (CI) value of 0.925, signifying a beneficial enhancement of the polyester curing process. By contributing to a linear alteration in the thermal conductivity coefficient, diatomite has the potential to serve as a material with the desired properties in the insulation sector, according to the study. Furthermore, forthcoming studies will encompass more comprehensive analyses of polyester incorporating diatomite, aimed at uncovering deeper insights.
Footnotes
Acknowledgements
The author expresses their gratitude to Çankırı Karatekin University Chemical Engineering Department and Scientific Research Projects Coordinators for their support in laboratory studies.
Author contributions
Mustafa DAĞ Conception and design of study, analysis of data, drafting the manuscript, approval of the version of the manuscript to be published. Acquisition of data, drafting the manuscript, writing, review, editing, and approval of the version of the manuscript to be published. Analysis of data, revising the manuscript critically for important intellectual content, and approval of the version of the manuscript to be published.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Scientific Research Projects Coordinatorship [Project numbers MF260722B12].