
Abstract
The manufacturing industry plays a crucial role in the economy of many countries, but there is a lack of expertise in implementing smart supply chains and smart technologies. This study aims to investigate the relationship between smart supply chains, smart technologies, and operational performance in the manufacturing industry. A survey questionnaire was conducted among registered manufacturing industries, and the results were analyzed using Smart PLS to test 10 hypotheses. Four hypotheses were supported out of 119 responses received through simple random sampling. The study suggests implementing instrumented supply chains using smart technologies can enhance operational performance. The findings provide valuable insights for policymakers, academics, and industry practitioners to improve the competitiveness of the manufacturing industry. This research emphasizes the importance of smart supply chains and smart technologies in achieving operational excellence, and further studies are necessary to address the identified limitations and contribute to a deeper understanding of the role of smart technologies in the supply chain’s digitalization.
Keywords
Introduction
The objective of managing the supply chain is to deliver the right amount of products to customers at the right time and under suitable conditions, and at a lower cost. The supply chain can be complicated and unpredictable, resulting in supply-demand imbalances such as excess inventory, stock-outs, and missed deadlines. These issues have been a subject of interest in business administration research. To address these challenges, the “smart supply chain” concept as emerged. 1 A Smart Supply Chain is a modern networked commercial framework different from localized models and focuses on systematic supply chain implementations. It involves using statistics to manage complexity and risk, from planning to decision-making. However, companies must know the sources and costs associated with using statistics. Misuse can result in excessive risk and costs for the company. 2 highlight the importance of companies being aware of these issues.
Smart technology is a non-living technology that uses AI technology, algorithms, and big data analysis to provide cognitive awareness to objects. Over the years, the Internet of Things (IoT), big data, blockchain, and artificial intelligence have been recognized as smart technologies that can bring new innovations to traditional supply chain processes. 3 These technologies can enhance the efficiency and competitiveness of Industry 4.0 and manufacturing by connecting all resources within industrial organizations and the supply chain, 4 which is a significant contemporary debate in legal and moral philosophy. 5 According to the researchers, technology is essential for the success of an industry, and it can be achieved by efficiently using technology for transmitting processed goods to and from the organization. To improve operational performance in the manufacturing industry, this study will concentrate on the smart supply chain, which includes interconnected, instrumented, intelligent, and smart technologies. 6
The research problem revolves around the uncertain link between smart supply chains and information system flexibility, 7 leading to a lack of understanding among management and workers on using smart technologies in the supply chain. 8 This issue is supported by, 8 who found that organizations face challenges in understanding how to effectively utilize smart technologies in their supply chain operations. Moreover, the manufacturing industry in Malaysia faces specific challenges in deciding whether to invest in smart supply chains and smart technology due to their high cost. 9 This highlights the practical concerns and financial implications associated with adopting smart technology in the supply chain. 10 further emphasize the difficulty of integrating smart technologies into existing supply chain systems, providing empirical evidence to support the claim that integration challenges hinder the adoption of smart supply chains in the industry.
Furthermore, the impact of smart supply chains and smart technology on small and medium-sized enterprises (SMEs) and their operational performance remains unclear.11,12 This demonstrates the need for research specifically focused on the effects of smart technology implementation on the performance of SMEs, considering their unique operational contexts and resource constraints. The effectiveness of digital transformation in improving cooperation within the supply chain has been identified as an area requiring further research. 13 This highlights the importance of investigating how smart technologies can enhance collaboration and information sharing among supply chain partners to improve overall efficiency and responsiveness. 14 Additionally, there is a need for more research on optimizing material flow in the supply chain through the implementation of smart technology.15,16 argue that understanding how smart technology can enhance material flow management is crucial for achieving improved supply chain performance, emphasizing the practical relevance of this research problem in current business applications.
Despite estimates of the benefits of smart technology, there is a lack of theoretical evidence on how it can improve operational performance. 17 This highlights the gap in knowledge regarding the underlying mechanisms through which smart technology impacts operational performance, necessitating further investigation to provide a theoretical basis for its potential benefits. Moreover, there is a lack of conceptual models and practical implementation, despite various studies exploring the potential of smart supply chains and technology. 8 This underscores the need to develop comprehensive conceptual frameworks and practical guidelines that can guide organizations in successfully implementing and utilizing smart technology within their supply chains 18. Addressing these gaps in the literature will contribute to a better understanding of the role and potential benefits of smart technology in the context of smart supply chains.
Based on the above discussions, this study has two research questions; what is the impact of smart supply chain (specifically, instrumented supply chain, interconnected supply chain, and intelligent supply chain) and smart technologies on the operational performance in the manufacturing industry? Do smart technologies mediate the relationship between smart supply chains and operational performance in the manufacturing industry? Therefore, to answer the research questions, the study aims to investigate the impact of smart supply chain and smart technologies on the operational performance in Malaysia manufacturing industry and further examine the mediating effect of smart technologies in the relationship between smart supply chain and operational performance in the manufacturing industry.
This study establishes a strong connection between these factors and aims to achieve operational excellence and enhance the organization’s environmental skills in information processing. The research provides theoretical knowledge and practical examples that contribute to existing knowledge by demonstrating the correlation between smart supply chains, smart technology, and operational performance. It focuses on three indicators of the smart supply chain: interconnected supply chain, intelligent supply chain, and instrumented supply chain. By understanding these indicators, companies can make targeted investments or utilize them to enhance operational performance with the help of smart supply chains. The study also reviews recent research on how smart technology leads to smart supply chain decisions in the manufacturing industry, offering practical insights for organizations looking to invest in or leverage smart technologies to strengthen the smart supply chain, optimize inventory management, aid capacity planning decisions, and improve overall operational performance.
Literature review
This study examines the theory of operational performance in the manufacturing industry. According to, 18 previous research has suggested that enhancing the level of smart technology could enhance the performance of the manufacturing supply chain. However, not all technological advancements can ensure operational performance in the manufacturing industry. Furthermore, many businesses may lack the necessary skills to improve their smart technology capabilities, resulting in a less clear overall impact of smart supply chain techniques on operational performance in the manufacturing industry. 19
Operational performances in manufacturing industry
There has been a decline in the manufacturing industry’s relative contribution to the country’s economy since the late 1990s due to its export-oriented nature. This has resulted in a decrease in the country’s global economic participation. However, as per the Department of Statistics report in 2021, the manufacturing industry experienced growth in various sub-sectors like transport equipment, non-metallic mineral products, basic metal and fabricated metal products, and electrical and electronics products. The high-capacity utilization rate in sub-sectors such as petroleum, chemical, rubber, and plastic goods also contributed to the industry’s success. 20 This success is reflected in the considerable increase in exports and IPI for several important trade partners of Malaysia. 21
Smart supply chain
As the supply chain becomes more complex, companies are investing in creating a segmented system that integrates physical capacity with digital infrastructure, called a supply chain structure, with innovations such as smart containers, warehouses, ports, shelves, and manufacturing. Managing these systems and obtaining the actionable intelligence required for smart supply chain management (SSCM) has become essential, particularly in the context of Industry 4.0. 22 However, there is some concern among warehouse workers about job security as these smart technologies may potentially replace their jobs. 23 Companies that educate their employees on the benefits of technology and implement practices with experienced staff can have a more secure future. When combined with the Internet of Things (IoT), these systems can generate large amounts of data that can be used to improve operations through demand forecasting, reducing common problems, and identifying optimal solutions. Data collected by IoT sensors can be analyzed by artificial intelligence (AI) for better decision-making. 24
Instrumented supply chain
According to, 25 the instrumented supply chain is a type of supply chain that will move quickly towards a scenario where researchers have real-time visibility to everything, and effectively utilizing this information will become a vital competitive advantage. An instrumented supply chain strategy includes more visibility and performance management, supply chain optimization and transparency, and customer demand sensors and simulators. The ultimate objective of supply chain sustainability is efficient instrument utilization, where sensors, meters, actuators, GPSs, and other devices and systems will gradually generate supply-chain data. Visibility in the supply chain will increase as shipping containers, cars, products, and components report on themselves, eliminating the need for labor-intensive tracking and monitoring. Plans, commitments, sources of supply, pipeline inventories, and customer needs will all be displayed in real-time dashboards on yet-to-be-conceived devices. 26
Interconnected supply chain
This study will adopt the classification of “interconnected supply chain” proposed by, 25 which describes it as a more intelligent value chain that involves increased engagement not only with customers, suppliers, and IT systems but also with the items involved in the production process. Such interconnectedness would encourage greater collaboration and provide a more comprehensive view of the supply chain. While little empirical evidence supports the claim that global supply chains can be coordinated and integrated to maintain high performance, organizations are still pursuing this objective. 27 Some researchers have found that global partners collaborate in horizontal business flows and share information vertically, resulting in cost savings in information processing and leakage. These ecosystems are complex and pose operational risks, reconciliation challenges, and potential fraud and security issues. Many leaders are using blockchain technology to safeguard the authenticity and security of goods as they move across regional and global borders.
Intelligent supply chain
According to, 25 an intelligent supply chain is a system that will explore various limitations and options to assist executives in evaluating trade-offs and simulate different courses of action. It can learn and make decisions independently, without human intervention, and adapt to disruptions by rearranging its networks. It can also access tangible assets such as manufacturing infrastructure, fulfillment centers, and transportation fleets on demand through virtual exchanges. In addition, it will be used for making real-time decisions and predicting future events. 28 To achieve intelligent supply chain management, companies must adopt cutting-edge technology such as artificial intelligence (AI), machine learning (ML), predictive analytics, unified commerce, and big data to optimize the supply chain and gain a competitive advantage. 29
Smart technologies
According to, 30 smart technologies such as Industrial IoT, big data analysis, and cloud are key enablers of the manufacturing transformation. These technologies encompass a range of features incorporated into devices that enable them to be intelligent. 31 The present study examines the mediating role of smart technologies in enhancing operational performance within smart supply chains in the manufacturing industry. 32 Smart devices have sensors that gather data, analyze and infer, communicate with other smart devices, and act accordingly. To accomplish this, they require a certain level of computational power, one or more actuators, and communication capabilities. Amazon’s Echo home assistant devices are an example of such a service provider.
Underpinning theories
This study utilized the Resource-Based View (RBV) theory to provide a theoretical framework to examine the smart supply chain’s role in enhancing organizations' performance through smart technology.
33
The RBV theory emphasizes that a company’s resources and capabilities are valuable, rare, and difficult to imitate and are the key sources of sustainable competitive advantage. The study under discussion examines the evolution of the smart supply chain theory from individual machine automation to IoT-enabled interconnected systems.
34
The rapid development of technologies such as cloud computing, blockchain, and IoT has led to agile and flexible smart supply chains.
35
Smart technology is crucial to mediating smart supply chains and operational performance.
30
However, existing studies on big data have mainly focused on technical debates, and research on smart technologies and smart supply chain management should improve operational performance.
35
Figure 1 illustrates the conceptual framework of this study. Conceptual framework.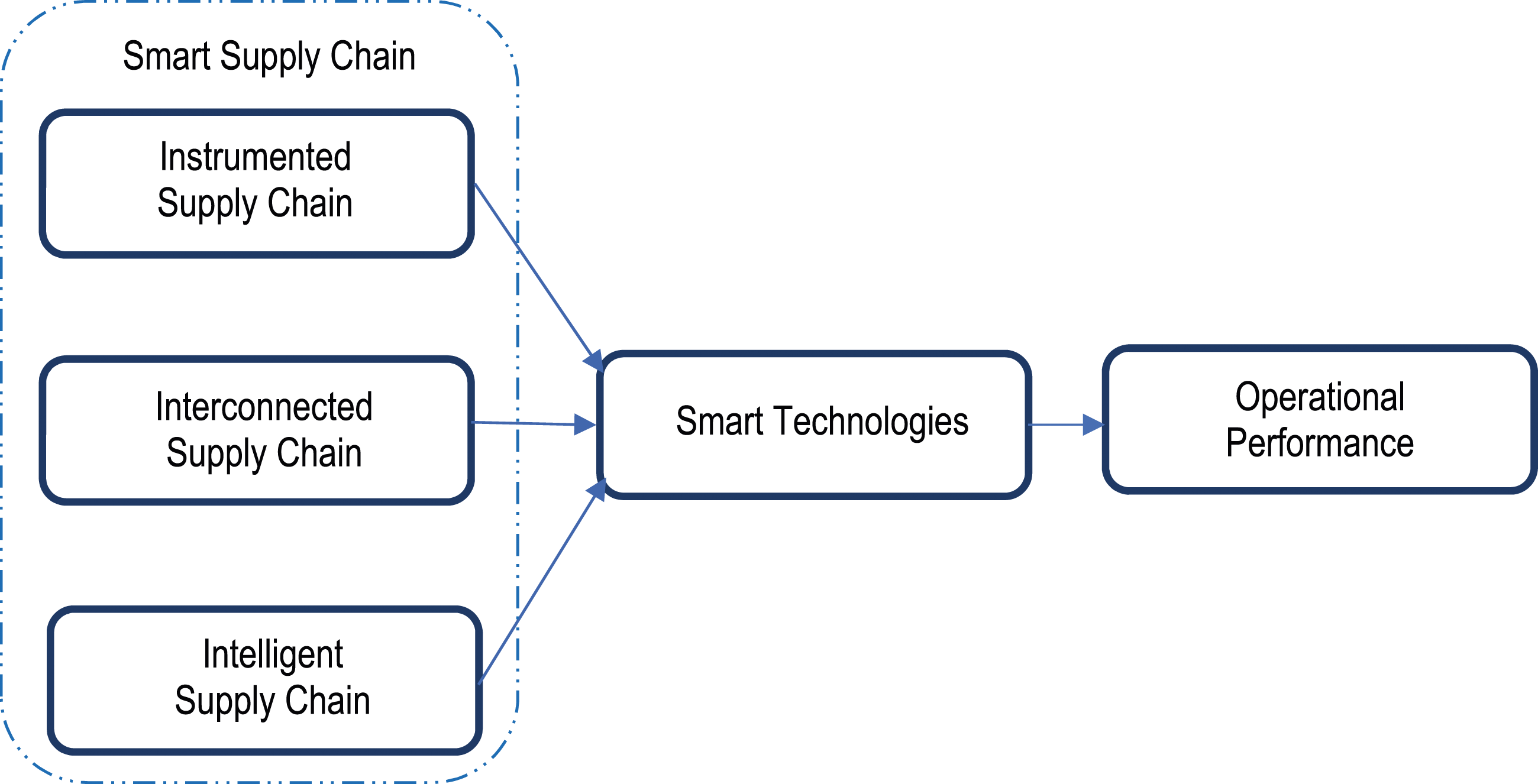
Hypotheses development
The concept of Instrumented Supply Chain is an extension of the Smart Supply Chain model, which has gained attention in business and operational performance.
36
presented an operational performance model to investigate the impact of an instrumented supply chain on the manufacturing sector, highlighting the potential for cost savings and improved accuracy in costing. Internet-based platforms have been instrumental in enhancing supply chain performance through technological innovation, as demonstrated by leading platform firms such as Amazon and Alibaba, promoting the adoption of SSCs and major manufacturing companies.
37
Despite having ample resources, many of these firms face challenges in implementing Industry 4.0 technology to increase operational efficiency and enhance overall performance.
38
Using sensor technologies as hardware and software to gather, control, and analyze data is crucial in supporting an instrumented supply chain, which drives process automation.
39
As sensor-based innovations become more accessible, industries increasingly utilize their features to enhance operational performance.
40
According to,
41
some companies are becoming more interested in supply chain integration due to its potential advantages and opportunities. Supplier or supply chain integration positively correlates with operational success and performance. The above statements lead to the below hypothesis
Smart technologies mediate the relationship between interconnected supply chains and operational performance. According to,
8
supply chain operational performance results from successfully coordinating traditional business activities related to manufacturing finished goods. The intelligent supply chain raises environmental and social responsibility concerns, which can prevent financial losses and enhance operational efficiency. The impact of new technologies such as big data, the Internet of Things, cyber-physical systems, blockchains, and 3D printing on Industry 4.0’s smart supply chains is examined using a systematic review of academic and professional literature. Besides,42,31 suggest that effective coordination of traditional business activities within and across the company, which involves converting raw materials into finished goods, leads to supply chain operational performance. However, smart supply chains pose significant environmental and social responsibility challenges, which must be addressed to prevent significant financial losses and improve operational efficiency.
63
The above statements lead to the below hypothesis:
H10Smart technologies mediate the relationship between intelligent supply chains and operational performance.
Research methodology
The study employed quantitative methodologies, which involved collecting and analyzing numerical data by distributing close-ended questionnaires. The questions were adapted from past research, and respondents can answer the questionnaire using a six-point and seven-point Likert scale. The questionnaire consisted of two sections (A and B), with section A gathering personal information such as gender, age, education level, designation, and work experience. Section B required respondents to indicate their level of agreement with each survey item on a Likert scale ranging from 1 (strongly disagreed) to 6 (strongly agreed) and 1 (strongly disagreed) to 7 (strongly agreed). The purpose of section A was to gather general information about the participants. In contrast, Section B covered operational performance, the role of smart technology, and the smart supply chain.
The pretesting process in survey research involves testing survey questions and questionnaires on target population members to ensure reliability and validity before distribution. 44 In this study, the survey instrument is pre-tested by three academics and practitioners to confirm its content validity. A pilot study used a convenient sampling technique with 30 samples to test the adequacy of research instruments and assess questionnaire feasibility. According to the Federation of Malaysian Manufacturers (2022), Malaysia has 3300 manufacturing companies. As 11 suggested, the minimum sample size is determined using G*Power to be 119 respondents. Simple random sampling is the chosen technique to distribute the questionnaire to the manufacturing industry, with the unit of analysis being an organization. Furthermore, this study collects quantitative data using a modified questionnaire distributed through an online survey. The researcher will follow up every 2 weeks to ensure the target number of respondents is reached within the 4 month data collection period. Microsoft Excel is used for descriptive analysis, and Smart-PLS 4.0 software is used for Partial Least Square Structural Equation Modelling (PLS-SEM) analysis, including testing for reliability, validity, discriminant validity, and hypotheses testing.
Results
Descriptive statistics.

Note: INSC-Instrumented Supply Chain; ICSC-Interconnected Supply Chain; ITSC-Intelligent Supply Chain.
ST- SmartTechnologies; OP- Operation Performances; Std. Deviation-Standard Deviation.
Measurement model assessment
The study utilized Partial Least Square Structural Equation Modelling (PLS-SEM) to analyze and obtain results. The measurement model’s convergent and discriminant validity were evaluated using Smart-PLS Version 4.0, where an acceptable outer loading value should exceed 0.50 (Hair et al., 2019). Any factor loading less than 0.50 should be removed, but none was found in this research. The final model (shown in Figure 2) includes the independent variable, SSC, comprising three indicators: ICSC (5 items), INSC (3 items), and ITSC (3 items). The mediating dependent variable, ST, has six items, and the dependent variable, OP, has seven items. The concept of convergent validity is a subset of construct validity.
28
It demonstrates the correlation between two measures that are supposed to measure the same construct. Table 2 displays that each AVE value ranged from 0.537 to 0.843, exceeding the recommended value of 0.50. Additionally, all CR values fell between 0.724 and 0.960, which exceeded 0.7, indicating the reliability of all constructs. PLS-path model. Note: INSC-instrumented supply chain; ICSC-interconnected supply chain; ITSC-Intelligent supply chain; ST-Smart technologies; OP-operation performances. Internal consistency reliability and convergent validity. Note: INSC-Instrumented Supply Chain; ICSC-Interconnected Supply Chain; ITSC-Intelligent Supply Chain; ST-Smart Technologies; OP-Operation Performances; CR-Construct Reliability; AVE- Average variance extracted.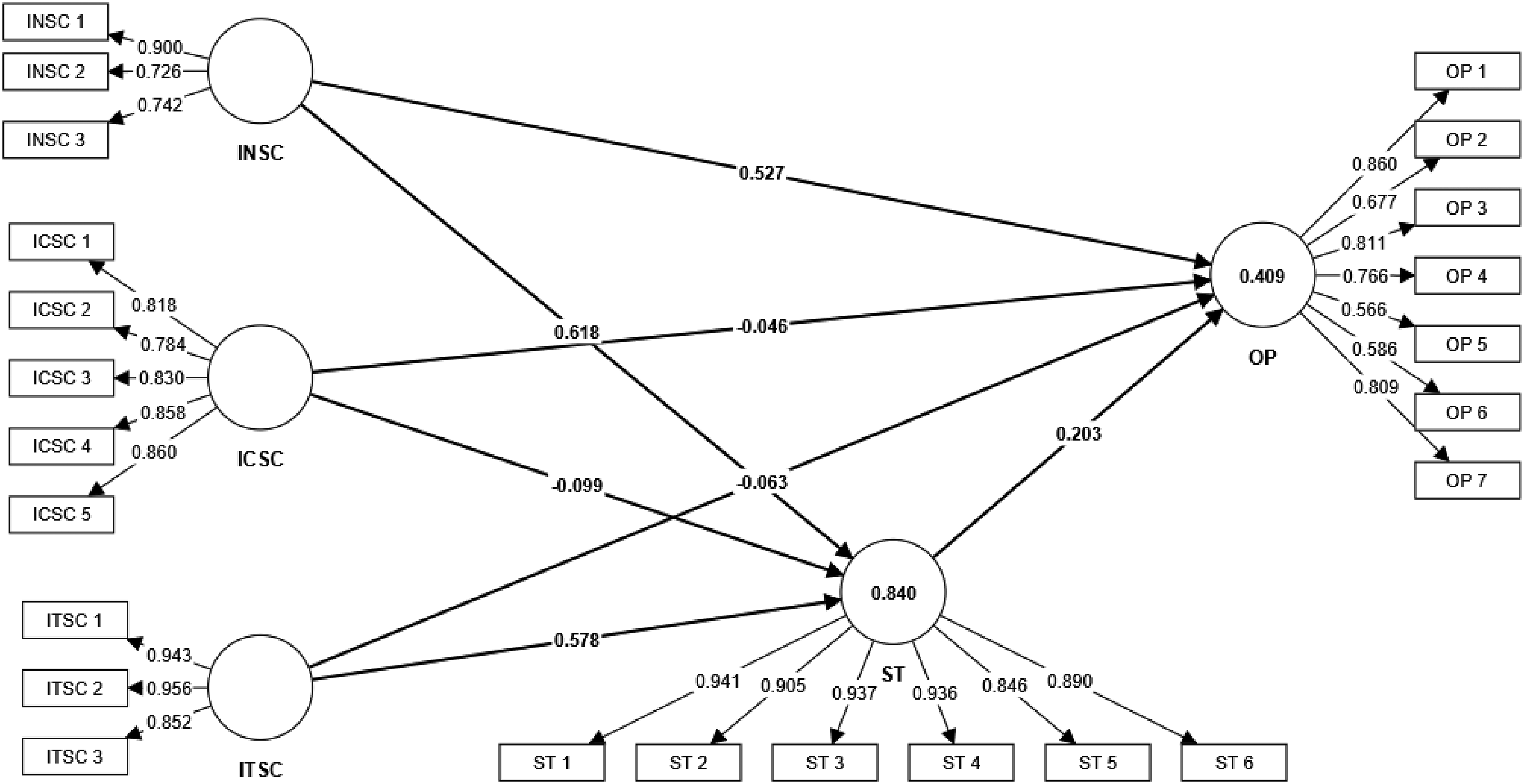

Discriminant validity: Fornell and larcker criterion.
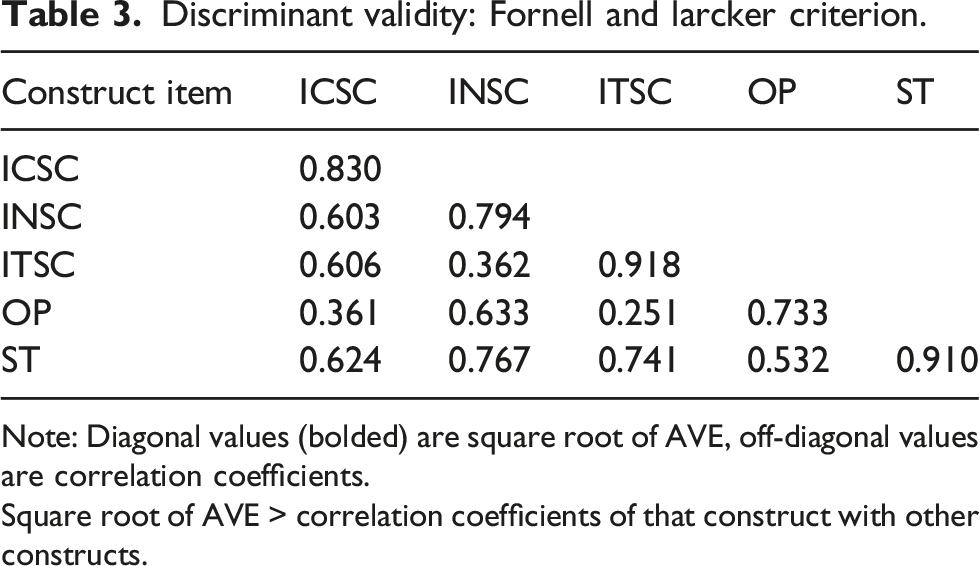
Note: Diagonal values (bolded) are square root of AVE, off-diagonal values are correlation coefficients.
Square root of AVE > correlation coefficients of that construct with other constructs.
Structural model assessment
Significance of hypotheses relationships (direct).

Note: SD = Standard Deviation, LL = Lower Limit, UL = Upper Limit, VIF = Variance Inflation Factor.
Redundancy analysis: Path coefficient,
Significance of hypotheses relationships (mediating).

Note: SD = Standard Deviation, LL = Lower Limit, UL = Upper Limit, VIF = Variance Inflation Factor.
Redundancy analysis: Path coefficient, β > 0.70 (must include global item), Indicator’s collinearity: VIF outer <5, Outer weight >0.50.
Assessment of R2 and Q2.

Discussion
This study aimed to investigate the relationship between smart supply chain (SSC), smart technologies (ST), and operational performance (OP) in the Malaysian manufacturing industry. The study identified Interconnected supply chain (ICSC), instrumented supply chain (INSC), and Intelligent Supply Chain (ITSC) as indicators of SSC. The results showed that INSC positively impacts OP (H1 supported). This finding is consistent with the previous research of,10,5 who suggested that sensor-based technology could improve cost calculation accuracy. However, ICSC did not positively affect OP (H2 not supported), contrary to the study by, 44 which may be due to the potential threats to IT security. The study also found that ITSC did not positively affect OP (H3 not supported), possibly because of the significant financial resources and extensive research needed for its implementation. The extent of the effect of the relationship between smart supply chains and information system flexibility is still unknown. 8
The study did not find evidence supporting the hypothesis that intelligent supply chain systems positively affect smart technologies (H4 not supported). However, the study’s findings suggest that the lack of Information-sharing standards may be responsible for this discrepancy with previous research. While previous research has shown the potential for integrating technology such as big data and the Internet of Things into supply chain design, 31 there is little practical research to support the use of smart technologies to assist intelligent supply chain systems on a large scale in Malaysia’s manufacturing industry. The study did find that intelligent supply chain systems positively affect smart technologies and that this integration can help ensure traceability throughout the supply chain while reducing risks (H5 supported). Additionally, the study found a direct connection between intelligent supply chain systems and smart technologies (H6 supported), suggesting that advanced technology may be necessary to support a flexible structure that optimizes information flow and increases adaptability. 49
The study discovered that smart technologies do not positively impact operational performance (H7 not supported), which was not the expected outcome. The data mostly came from small companies that do not use smart technologies, resulting in inaccurate records. However, the study found that INSC has a positive effect on operational performances when mediated by smart technologies (H8 supported), which aligns with the findings of.39,44 This suggests that INSC can improve industrial efficiency and performance, enhancing a company’s competitiveness. The study also found that smart technologies do not mediate the relationship between interconnected supply chains and operational performance (H9 not supported), consistent with 19 research. Smart technology is vulnerable to disruption or compromise in the interconnected supply chain, resulting in costly repercussions throughout the supply chain, much like disruptions in physical processes.
The current study found that the mediating effect of ST on the relationship between ITSC and OP was not supported (H10 not supported). Although these results differ from some published studies23,37,55 they are consistent with focusing on the operational performance of smart supply chain execution functions. These results may be due to the numerous unexplored benefits of digitalization in supply chains. However, the disruptive nature of organizational transitions may cause delays in the implementation of ITSC and the mediating role of ST on operational performance, which is a concern for the manufacturing industry.
Overall, implementing smart supply chains and technologies can bring numerous benefits to enterprises, such as increased efficiency, improved visibility, and enhanced decision-making. However, managers often face several challenges and practical limitations when attempting to implement these advanced systems. Firstly, the cost and return on investment (ROI) considerations involved in infrastructure, software, hardware, and skilled personnel can be significant and require careful evaluation. Besides, integrating new technologies with existing legacy systems is complex and time-consuming, necessitating strategies to ensure a smooth transition without disrupting daily operations. Furthermore, effective data management and security protocols are crucial to handle the vast amounts of data generated by smart supply chains and protect sensitive information. In addition, skill gaps and workforce training become important for organizations to bridge the knowledge divide and ensure employees can leverage emerging technologies effectively. The most critical is overcoming organizational resistance to change, as employees may fear job displacement or be unfamiliar with new systems, requiring clear communication, training, and support. From another perspective, collaborating with suppliers and partners can be challenging due to differing technological capabilities, necessitating effective communication and alignment of objectives. Lastly, scalability and flexibility should be considered to accommodate future growth and changing business environments, with managers selecting scalable solutions and adaptable systems. Therefore, addressing these challenges and practical limitations requires careful planning, strategic decision-making, and proactive management. Managers must assess their organization’s specific needs, conduct thorough feasibility studies, and develop comprehensive implementation strategies to integrate smart supply chain technologies into their enterprises successfully.
Last but not least, one of the advanced technology, artificial intelligence (AI), has had a significant and transformative impact on supply chain management. It enables more accurate demand forecasting by analyzing historical data and market trends, optimizing inventory levels, and improving customer satisfaction. AI algorithms optimize inventory in real-time, reducing carrying costs while ensuring adequate stock availability. In warehouse and logistics operations, AI automates tasks, improves efficiency, and reduces errors. AI-powered technologies enhance supply chain visibility and transparency, enabling real-time tracking, traceability, and risk management. Besides, predictive maintenance algorithms predict equipment failures, minimizing downtime and optimizing asset utilization. AI also supports risk management by analyzing diverse data sources and providing early warnings and mitigation strategies. Lastly, AI-powered analytics facilitate enhanced decision-making, providing valuable insights and recommendations for strategic planning and operational improvements. In summary, AI enables organizations to achieve greater efficiency, visibility, agility, and competitiveness in today’s dynamic business landscape.
Conclusion and implications
In conclusion, this study investigates how smart supply chains and smart technologies impact the operational performance of the manufacturing industry in Malaysia. Out of the 10 hypotheses examined, four were deemed significant, while six were not. The study suggests that to improve operational performance, it is crucial for the industry to prioritize the implementation of a smart supply chain that integrates interconnected and intelligent supply chains alongside smart technologies. It was observed that among the three indicators of a smart supply chain, only the instrumented supply chain is commonly employed in day-to-day operations. However, the goal is to raise awareness and encourage more businesses to adopt smart supply chains in order to enhance their operations. Understanding these indicators enables companies to make targeted investments or leverage them to boost operational performance through the adoption of smart supply chains. From a practical perspective, the study examines recent research on how smart technology influences decision-making within smart supply chains in the manufacturing industry. This knowledge can assist other organizations in making investments or learning how to utilize smart technologies to strengthen their smart supply chains effectively, address issues such as buffer stock and underutilized inventories, support capacity planning decisions, and ultimately enhance operational performance. Future research endeavors could delve into the development of smart supply chains for the manufacturing industry, explore the economic value of their applications, and investigate industry practices.
Limitation and recommendation
This study provides valuable insights for both theoretical and practical implications, but it also has limitations. The main limitation is that the survey questionnaire did not receive responses from medium and large manufacturing companies, which may have led to some deviation in the final research results. Future research could gather additional data sources from more established manufacturing industries to address this. The turnover of organizational structures or staff also posed a challenge in collecting data. To increase the response rate in future research, regular follow-ups could be advised. The researcher suggests that FMM should collect and update contact details to facilitate communication with the company person in charge.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.