
Abstract
It is common in the integrated targeting inventory literature to assume 100% inspection. Yet, sampling inspection is still a valid alternative in numerous situations. Inspection time has been assumed negligible in the literature of integrated inventory and sampling inspection. Neglecting inspection time is unrealistic, especially when rejected lots are sent for 100% inspection. This research work integrates process targeting, production lot-sizing and inspection. Given a scenario of a producer and distributer, the objective is to determine the optimal mean setting at the producer, the production lot size to be produced and shipped to the distributor and the reorder point at the distributor under a given sampling inspection plan. To the best of the authors’ knowledge, sampling inspection and its associated costs are rarely addressed in integrated supply chain models, and have never been addressed in integrated models with controllable production rates. Numerical illustrations using an efficient solution technique are presented to highlight the impact of various model parameters. The results indicated that inspection time has a significant impact on the total cost of the developed model, especially, when tightened inspection plans are used.
Introduction
Supply chain management is the centralized management of suppliers, materials, production facilities, distribution and customers. This is all linked together through the forward flow of material and backward flow of information. 1 Production, quality and maintenance are the main interrelated areas in any supply chain system. Due to their interdependence and to achieve global optimality, many researchers have studied the integration of more than one of these areas. 2,3 Joint economic lot-sizing is a primary aspect of coordination in supply chain, which was addressed for the first time by Goyal 4 in the 1970. A research stream evolved over the following years to address different aspects of coordination and integration of decisions in supply chain. For a comprehensive review on integrated inventory models, the reader is referred to Glock. 5
In this research work, we propose an integrated process targeting, joint economic lot-sizing and inspection model. The objective is to determine the process mean setting, reorder level and order quantity for a two-stage supply chain with sampling inspection. Products are manufactured through a variable production rate at the first stage then are sent in lots to a distributor’s warehouse at the second stage. A stochastic
The earlier relevant research work (e.g., Darwish 6,7 ) assumed 100% inspection. Yet, sampling inspection is still a practical necessity since it has lower cost and represents the only applicable option whenever destructive testing is needed. Therefore, in contrary to the aforementioned research work, we consider inspection and relax the assumption of negligible inspection time. Also, we assume that inspection time is linearly proportional to the size of the produced lot. The effect of the inspection time will be significant whenever lots are rejected and sent to 100% inspection. This will result in the extension of the lead time due to100% inspection, and increased probability of running out of stock. We denote this time as the extended lead time.
The remainder of this paper is structured as follows: Section 2 provides a summary of the related literature. Section 3 illustrates the model assumptions and notations used throughout this paper. Section 4 provides a discussion on the effect of sampling inspection on the inventory model. Section 5 outlines the development of the proposed model. Section 6 present the proposed efficient solution technique. Section 7 presents a numerical example and a thorough sensitivity analysis. Finally, Section 8 provides conclusions, remarks and recommendations for future research.
Literature review
The integrated joint economic lot-sizing and quality control literature spans a plethora of topics. This section presents two streams of research that are closely relevant to the work at hand, namely; I) research works that address the integrated targeting inventory models II) research works that address integrated inventory and inspection sampling models.
Integrated process targeting and inventory control models
Process targeting models aim at determining the optimal process parameters to minimize the cost of items that do not meet the required specifications. 8,9 Gong et al. 10 presented one of the earliest models that addressed the integration of process targeting and inventory control. They discussed the trade-offs in the process targeting problem and how it affects the process yield. Al-Fawzan and Hariga 11 studied the case of time-dependent process mean with lower specification limit on the produced items. Their developed model optimized process mean setting and both the lot sizes of the raw material and finished products. Later on, Hariga and AlFawzan 12 extended Al-Fawzan and Hariga’s 11 work to incorporate multiple markets, where the output of the production process can be sold to different customers in the same market, each with different quality requirements.
Darwish 13 extended the single-vendor single-buyer inventory-targeting problem to consider joint determination of process mean and lot-sizing. The author showed the impact of the process mean on the vendor’s yield rate, which affects the production lot size and the number of unequal-sized shipments from the vendor to the manufacture. Later, Darwish and Abdulmalek 6 extended this problem to consider a time-varying process mean. Alkhedher and Darwish 14 addressed the integrated inventory-targeting problem with random demand. They assumed the produced items to have upper and lower specification limits and nonconforming items were scrapped. They concluded that demand variation should not be neglected in the integrated inventory-targeting problem. Darwish and Aldaihani 15 studied the integrated inventory-targeting problem for a single-vendor multi-newsvendor supply chain. They demonstrated the importance of integration through a illustrative examples. The vendor sets the process mean, produces, and then ships to news-vendors who, at the end of the selling period, either run short of supplies or return surplus items to the vendor at a known rate.
Recent research works include: the possibility of order processing time reduction by including an investment cost to reduce order processing time from normal to a minimum duration, 16 smart pricing and market segmentation, 17 and addressing the case of stochastic demand. 7
Integrated inventory and inspection sampling models
Lee and Rosenblatt 18 provided one of the first joint inspection and inventory planning models, the fraction of nonconforming items per lot was assumed fixed and known. By relaxing this assumption, Zhang and Gerchack 19 derived the optimal order quantity and fraction of lot to be inspected. Peters et al. 20 introduced an integrated inventory-inspection model, which determines the lot-sizing decision along with Bayesian quality control system, for a lot-by-lot attribute acceptance sampling plan.
Salameh and Jaber 21 extended the classical EOQ model to a situation where the purchased items have imperfect quality, subject to 100% screening, items of secondary quality are sold in batches at the end of the screening process. Goyal and Cárdenas-Barrón 22 provided a simplified way to solve Salameh and Jaber’s 21 model. AlDurgam et al. 23 extended the classical production lot-sizing model to incorporate machining economics. Assuming 100% inspection, the authors demonstrated that machining parameters have an impact on the optimal lot size and the fraction of non-confirming units.
Cheung and Leung
24
developed a
For the joint economic lot-sizing systems, Wu et al. 26 considered the impact of inspection sampling, and order lead time reduction on a single-vendor single-buyer inventory system. Hsieh and Liu 27 considered a single-supplier single-manufacturer supply chain. The supplier performs outbound quality inspection and the manufacturer performs inbound and out bound quality inspection (before sending items to his customers). They studied the quality investment and inspection strategies of the system in four non-cooperative games. Sharifi et al. 28 studied the case of perishable products with imperfect quality and destructive testing. They determined the optimal lot size subject to an acceptance sampling plan.
Recently, Bouslah et al. 29 addressed a joint lot-sizing and inspection system, with an unreliable manufacturing process. Duffuaa and El-Ga’aly 30 presented a multi-objective process targeting model, the model aims at maximizing profit and product uniformity using the Taguchi loss function. They assumed a lower specification limit of the product and lot-by-lot acceptance sampling. Further, Duffuaa and El-Ga’aly 31 showed that the inspection errors have a significant impact on the optimal problem solution. Recently, Duffuaa and El-Ga’aly 32 extended Duffuaa and El-Ga’aly 31 by considering multiple specification limits for two different quality grades of the same product. Chen et al. 33 presented a modified Kapur and Wang’s model with unequal target value. Taguchi’s quadratic quality loss function correlated to process capability indices (Cpm and Cpmk) is assumed. The author showed that the model with given Cpm value has less specification tolerance, larger process mean, and lower expected cost than those of the modified model with specified Cpmk. In a recent study, AlDurgam 3 developed a stochastic dynamic programming model to study the interactions between production lot-sizing, quality inspection and maintenance for a single stage system, the author demonstrated the interactions between the maintenance, production and quality inspection parameters. Furthermore, the author characterized the optimal production and inspection policies.
Synthesis of both research streams
Most of the articles cited in Section 2.1 assumed 100% inspection. Also, most of the articles in Section 2.2 did not consider process targeting and neglected the effect of inspection time. In this article, we develop an integrated model that spans both research streams. Moreover, we introduce the concept of extended lead time as a consequence whenever the inspection time per unit is not neglected. The research works closest to the one at hand are those by Ben-Daya and Noman 34 and Darwish et al. 7 . Ben-Daya and Noman 34 didn’t consider process targeting and assumed negligible inspection time. Darwish et al. 7 did not consider sampling inspection. The proposed model can be viewed as an integration of the models by Ben-Daya and Noman 34 and Darwish et al. 7 and as an extension of the inspection model in Ben-Daya and Noman 34 by addressing non-negligible inspection time and different inspection schemes. Our work contributes to the literature through addressing a two-echelon supply chain involving a producer and distributer with sampling inspection. To the best of the authors’ knowledge, sampling inspection and its associated costs are rarely addressed in integrated supply chain models, and have never been addressed in integrated models with controllable production rates. Moreover, inspection time is always overlooked and neglected in the literature. In this article, the effects of sampling inspection including the inspection time will be considered, especially, when the incoming lots are rejected and subjected to 100% inspection.
Model assumptions and notations
In a two-echelon supply chain system, lots of fixed size (Q) are produced by a producer and dispatched to a distributer’s warehouse. The inventory system assumed here is a continuous review

This section will develop the mathematical model for a two-echelon supply chain system involving a producer and a distributer. Figure 1 shows the inventory model of the distributer over time under sampling inspection. In this work, dispatched lots from the producer to the distributer are subjected to sampling inspection. A sample of size n is taken. If the number of defectives found is less than or equal to the threshold level, c, then the lot is accepted; otherwise, the lot is rejected. Rejected lots are sent to 100% inspection. The duration of the 100% inspection (Δ) is not negligible, and is assumed to be linearly proportional to the lot size Q (Figure1).
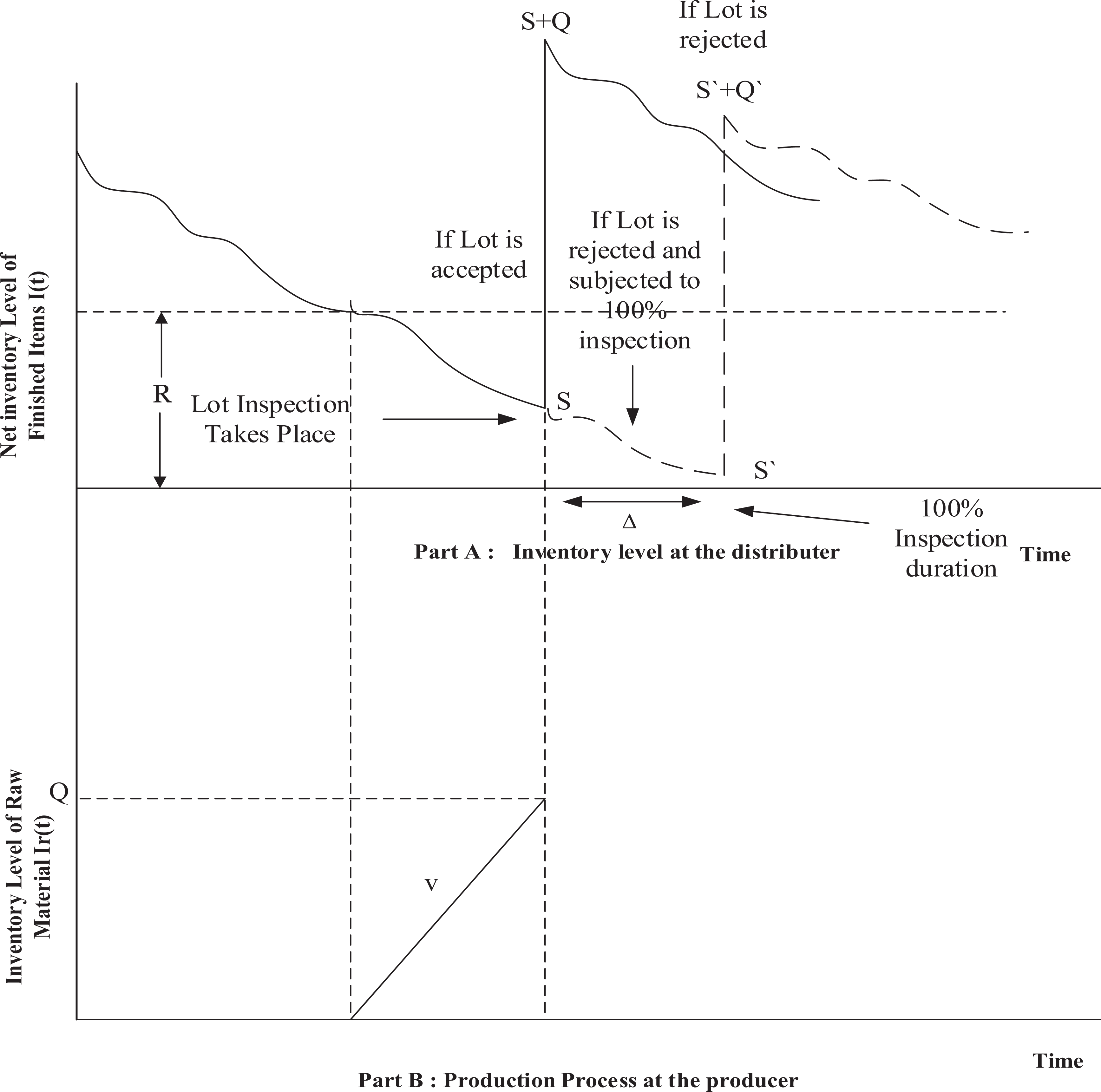
Inventory model over time for both the supplier and producer.
Sampling inspection trade-offs are extended to involve: the acceptance of defective items passing through the non-inspected portion of the accepted lots. The cost per unit of these items is cd
. And the time lost due to 100% inspection of the rejected lots. During this time, the inventory level is expected to drop to a lower level (S′ < S) due to the extension of the lead-time period with the additional 100% inspection duration (Figure 1). At the same time, the delivered lot size after 100% inspection (Q′) will be lower than the produced lot (Q) due to100% screening. The difference between Q and Q′ will not be replaced during the same cycle, since a reset up and reproduction is required. Therefore, this shortage will be treated in a similar way to the shortage encountered during lead time, and it will be backordered in subsequent cycles at a cost of rejection per unit cr
. Finally, the inspection cost per unit is considered. In this paper, the appropriate setting of the process parameters
To develop the model, the following assumptions are used: Shortages are backordered; The demand pattern is modeled by a normal probability distribution; Inspection is free of errors; Defective items after 100% inspection are not discarded, but they will be backordered in subsequent cycles; The sampling inspection duration is negligible, but the 100% inspection duration is not. It is considered to be deterministic in nature and assumed to be proportional to the lot size Q; The sampling inspection scheme is known and given.; and In any cycle, the fraction of incoming defectives (p) is constant and depends on the setting of the production process parameter
The following notations will used throughout this paper:
A Setup cost of the producer per cycle.
c Number of defectives allowed per sample.
C Material cost per unit.
Cd
Cost of accepting a defective item.
Ci
Inspection cost per unit.
Cr
Cost of rejecting a defective item during 100% inspection.
D Random variable that denotes demand rate.
h Inventory holding cost per unit of the finished item per unit of time.
l Lead-time duration.
L Lower specification limit.
n Sample size.
p Probability of producing a nonconforming item.
Q Lot size.
R Reorder point.
s Safety stock level before replenishment takes place.
T Expected cycle length.
v Production rate of the producer.
x Random variable that denotes number of defectives per incoming lot.
y Random variable that denotes number of defectives per sample.
α Inspection time in hours per unit.
The effect of sampling inspection
In this section, we outline the effects of sampling inspection on the inventory cost model. Our main assumption throughout this model is that p is a decision variable controlled by the process mean setting
At the beginning, we need to define the following joint probability distribution

where
Lemma
The joint probability distribution Pr(x, y) can be stated as

y is a binomial random variable,
x − y is a binomial random variable,
Proof
By replacing the right-hand side terms of

Simplifying the factorials, multiplying by


In the following part, we follow a similar approach to that of Ben Daya et al. 25 to evaluate our inspection-related costs of our model.
Case 1: If the lot is accepted
The cost of inspection is the cost of taking a sample of size n and inspecting it; this is given by

The cost of defective items passing through the non-inspected portion of the accepted lot is given by
Replacing

Case 2: If the lot is rejected
The cost of inspection will cover not only the sample of size n but also the remaining portion of the lot,

The rejected items resulting from 100% inspection will not be replaced during the same cycle, but instead, they will be backordered at a cost per unit Cr
. This cost could either be set to be equal to the penalty cost per unit short

Simplifying in a similar manner to (2) gives

or

Combining the costs in (1) through (4) gives the following expression for the expected quality cost:

The effect of sampling inspection on the received lot size Q
The reduction in the lot size Q will be realized from the defectives discarded from the inspected sample if the lot is either accepted or rejected and from the defective items resulting from the 100% inspection of the uninspected portion of the rejected lot, that is,

By further simplification,

or equivalently,

Therefore, the expected quantity delivered due to sampling is

The effect on the safety stock level(s)
The safety stock level, s, changes according to the acceptance or rejection of the lot. If the lot is accepted, then

Hence, the expected safety stock level is

or equivalently,

The effect of sampling inspection on the inventory cycle time
The reduction in the lot size when the lot is accepted is due only to the defective items discarded from the sample. Thus, the delivered quantity is

Hence,

or equivalently,

Model development
In this section, we formulate the cost model by examining the costs associated with it for all the involved terms. The renewal theorem is used through adding inventory-related costs and dividing them by the expected cycle time in (8). The associated costs are given as follows. 1. Setup and material costs per unit of time at the manufacturer: A setup cost, A, is incurred once per cycle. The expected cost of material used per lot is

2. Holding cost per unit of time at the manufacturer and distributor: The average on-hand inventory for the

Substituting (6), (7) and (8) gives

3. Shortage cost per unit of time at the distributor: The inventory system is subjected to shortages whenever the demand during lead time exceeds the reorder point, R. The expected number of shortages per cycle for the

where

and
In our model, we must distinguish between shortages encountered when a lot is accepted versus those when a lot rejected. The distinction has to be made because of the additional 100% inspection period,

The suffixes r and a are added to denote rejection and acceptance, respectively; thus, shortages due to rejection are denoted by
Therefore, the expected shortage per unit of time is:

The expected total cost per unit of time is the sum of the quality costs, setup costs, holding costs and shortage costs given by the equations (5), (9), (10) and (11), respectively, and by using (6), gives:
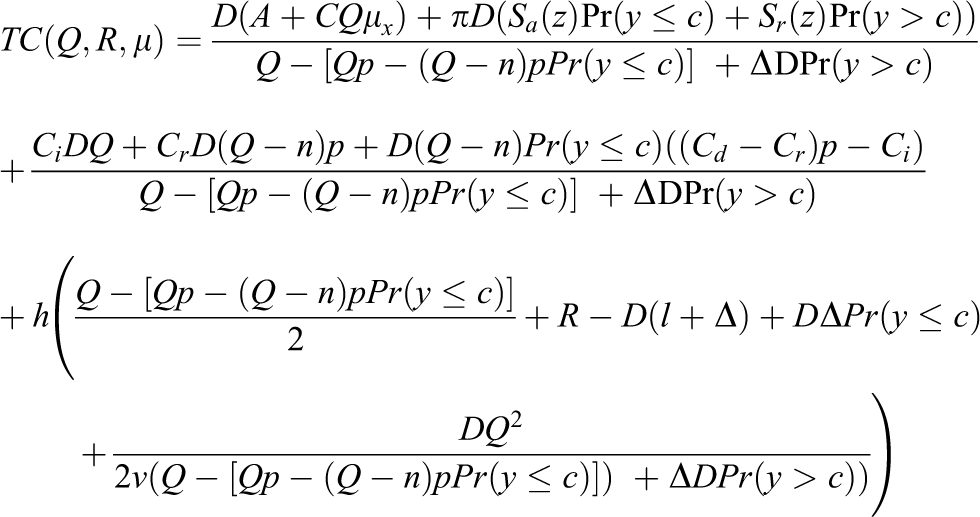
To simplify this expected total cost rate equation, we assume that the sample size, n, is negligible relative to the lot size

Model analysis and solution procedure
This section presents an efficient solution technique for the model in Section 5. The decision variables are the order quantity (Q), the reorder level (R) and the process mean of the manufacturer (



where:


The presence of Q in the Z terms (Z and Zr
) gave the last term in equation (13). The derivative of


Note that
Equations (13) and (14) are not explicit in the variables Q and R. Therefore, to find a root for both equations, a search method is used. For equation (14), we use a simple search method over the range of Z ∈ [−3,3.9] at an increment of
At any given Step 1: Set Qo
to be equal to the Step 2: Using the search method via equation (14), determine the value of Ri
that corresponds to Qi
, where i represents the iteration number. Step 3: Using the bisection method via equation (13), determine a new value for Qi
that corresponds to Ri
from step 2. Step 4: Using the value of Qi
from step 3, compute a new value for Step 5: Repeat steps 3 and 4 until two successive values of Step 6: The last values for
Numerical results
Below is a numerical example solved using the method outlined in Section 6. The goal here is to study the effect of the main model parameters and highlight various managerial insights. Unless otherwise specified, the following data are assumed throughout this section: L = 1.00,
Quality sampling plan and inspection time
Sampling plans should be designed adequately to have sufficient segregation power when incoming lots’ quality deteriorates. Three different sampling plans are considered, each of which has the same sample size but different acceptance limits. The sample size used is fixed ( n = 89), whereas the acceptance limits are c = 2, 4 or 6. The three sampling plans are denoted as tightened (c = 2), moderate (c = 4) and relaxed (c = 6). For each sampling plan, the inspection time per unit (α) is changed and their impact on the model’s performance is monitored. Figures 2 –7 show the results of varying the inspection time on the model decision variables under various types of sampling plans.
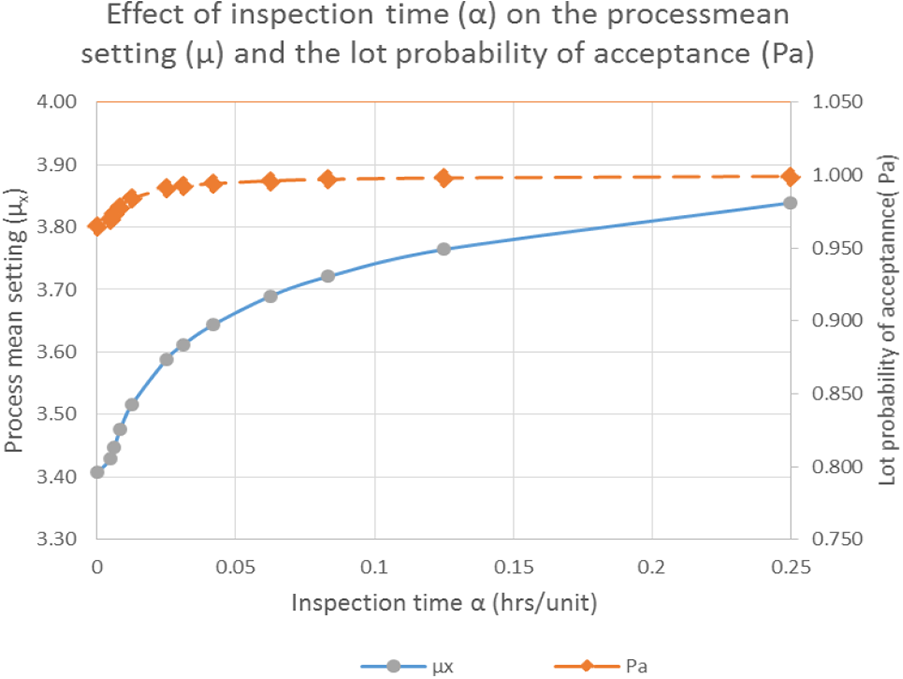
Effect of inspection time (α) on the process mean setting (µ) and lot probability of acceptance (Pa) under the tightened sampling plan.

Effect of inspection time (α) on the reorder level (R) and order quantity (Q) under the tightened sampling plan.

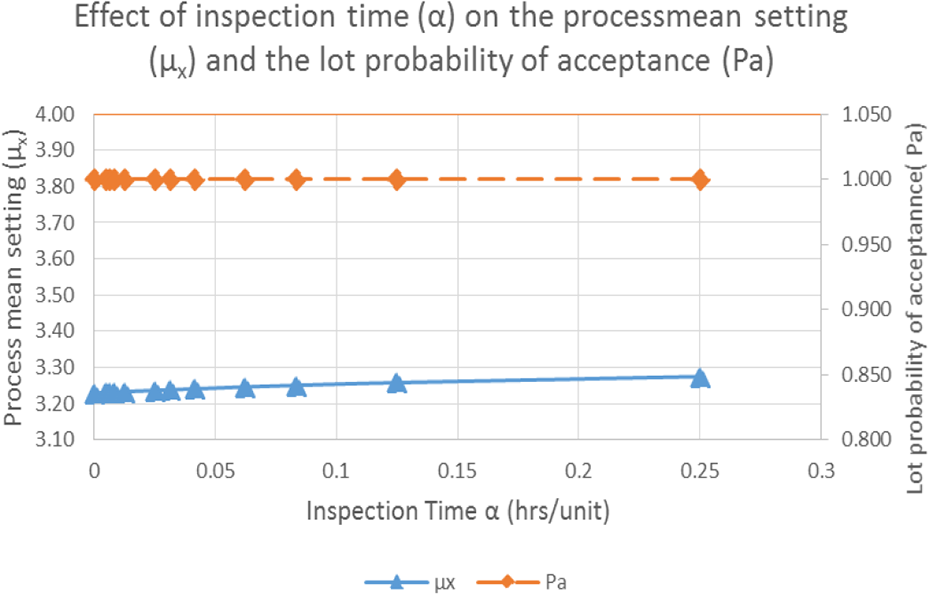
Effect of inspection time (α) on the process mean setting (µx) and lot probability of acceptance (Pa) under the moderate sampling plan.

Effect of inspection time (α) on the reorder level (R) and order quantity (Q) under the moderate sampling plan.
Effect of inspection time (α) on the process mean setting (µ) and lot probability of acceptance (Pa) under the relaxed sampling plan.

Effect of inspection time (α) on the reorder level (R) and order quantity (Q) under the relaxed sampling plan.
Figures 2 and 3 show the effect of varying the inspection time under tightened sampling plan. Figure (2) shows that, as α increases, the process mean setting (
The same behavior has been reported under the moderate sampling plan. Again, as can be seen in Figure 4, the increase in the inspection time is accompanied by the increase of both
Figures 6 and 7 show the effect of inspection time for the relaxed sampling plan. In this case, the inspection duration (α > 0) has no effect on
Figure 8 shows the effect of inspection time over total cost under the three sampling plans. It is clear that, under the relaxed sampling plan, the inspection time has no effect on the total cost, and the total cost is the least among the three modes. In contrast, whenever the sampling plan is more tightened, as for the moderate and tightened plans, the total cost becomes higher.

Effect of inspection time on the total cost under various sampling plans.
The effect of the inspection time over Q, and R under different sampling plans is negligible. The values of Q and R did not vary that much. It was almost fixed at 1140, 495 with some variation around these levels.
Effects of the main cost parameters
In this section, we use a moderate sampling plan (n = 89, c = 4) throughout the analysis. Tables 1–3 show the effects of the main cost parameters
Effect of the variation of Cd on the main cost parameters over various inspection times.

* Pa: is the Probability of accepting incoming lots.
Effect of the variation of Cr on the main cost parameters over various inspection times.
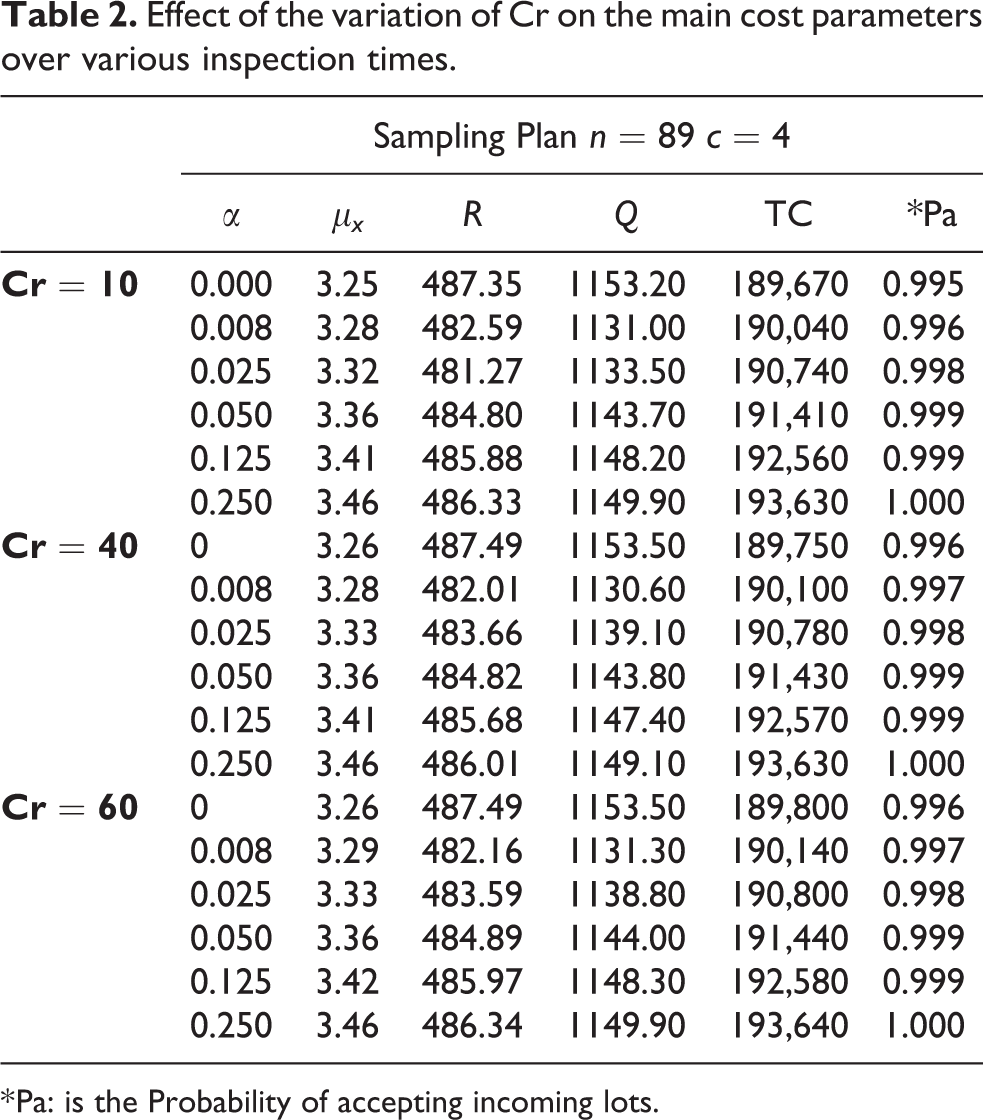
* Pa: is the Probability of accepting incoming lots.
Effect of the variation of the material cost per unit (

* Pa: is the Probability of accepting incoming lots.
As shown in Table 2, changing Cr
over three different values (10, 40, 60) had no effect on the model performance. The same results were evident at various inspection times. Recall that this experiment was conducted while other parameters were kept at their base levels. More specifically,
Table 3 shows the effect of the variation of the material cost per unit (C) on the model performance. It is clear that the behavior of varying C is almost the reverse compared with Cd
. When C = 0.5, as α increases,
In this example, the effects of sampling plans, inspection time, C, Cd
, and Cr
shows minor effect over Q, and
Discussion and conclusion
This paper presented a study on the effect of sampling inspection for a two-stage supply chain model that involves a producer and a distributer. The major contribution here is addressing a two-echelon supply chain involving a producer and distributer with sampling inspection. The distributer’s warehouse was controlled by a
In practice, sampling is still a viable alternative and in some scenarios, it is the only method that can be used to ensure the quality of incoming lots. Hence, sampling parameters can have large impact on the supply chain performance (especially the inspection time). For instance, whenever the inspection time is high, the supply chain will incur additional losses related to the extended lead-time period. To reduce the effects of these losses, the producer will need to improve the quality of his production (i.e., larger value of
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to acknowledge the support provided by King Fahd University of Petroleum & Minerals, Dhahran, Saudi Arabia (grant #SB181035).