
Abstract
Nowadays human safety and comfort are the most considerable parameters in designing and manufacturing of a vehicle, that is why every organization ensures the quality and reliability of components used in the vehicle. Leaf spring is also a component of vehicle which plays an important role in human safety and comfort. It acts as a structural member and an integral part of suspension system. It is important to eliminate the failures in designing and manufacturing process of leaf springs because of its importance in functionality and safety of vehicle. In this research, failure mode and effects analysis has been used to analyze and reduce the risks of 42 possible failures that can occur in automotive leaf spring. It starts from determining, classifying, and analyzing all potential failures and then rating them with the help numeric scores. The four numeric scores namely severity, occurrence, detection, and Risk Priority Number (RPN) are used to find the high potential failures of semi-elliptical leaf springs. In the end, actions are recommended for RPN greater than 250, to increase quality and reliably of product.
Introduction
History of leaf springs goes back to the Romans who decided that their chariots need suspension system when riding on irregular surfaces. Leaf springs are the simplest form of suspension spring commonly used in heavy-duty vehicles and are made from spring steel of varying sizes packed upon one another as shown in Figure 1. There are many problems which a leaf spring manufacturing organization can face in designing and manufacturing process of a product. The increasing competition in the industry is forcing the manufacturers to adopt several quality improving tools. Failure mode and effects analysis (FMEA) is a tool for manufacturing organization to begin looking at their problems and correcting them while improving the quality and reliability of product. FMEA looks at all realistic potential problems and then rate those problems with a numeric score.

Leaf spring.
Literature review
There have been studies done on failure and risk analysis using FMEA in automotive, aeronautical, and nuclear industries. Dutta et al. 1 studied all the possible failures that can occur in analogy alarm trip units at electronic component level using FMEA. Gundewar and Kane 2 did fuzzy FMEA analysis of electromechanical induction motor and found that the electrical faults have higher Risk Priority Number (RPN) as compare to mechanical. Bakhshi et al. 3 studied the failure consequences of corrosion mitigation in electronic system. Cost-based FMEA was performed showing the risk scenarios and control plan to get return on investment. Nataraj and Thillikkani 4 studied failures of leaf springs used in trucks using visual inspection and scanning electron microscope. They proposed a design in which optimization of failure parameters and improvement in fatigue life was achieved.
Koomsap and Charoenchokdilok 5 studied that there was less involvement of customers in developing FMEA. Kano model was to make it more customer oriented. Rezaee et al. 6 implemented two techniques namely fuzzy cognitive map (FCM) and process failure mode & effects analysis (PFMEA) to accurately find and prioritize potential failure in production process. Kim and Zuo 7 developed a model to show functional relationship between severity, occurrence, and detectability. Peeters et al. 8 performed fault tree analysis (FTA) on a manufacturing system to get the set of failure modes and then FMEA was performed to evaluate these failure modes. Spreafico et al. 9 reviewed the research done on FMEA and concluded different problems in FMEA. Sutrisno et al. 10 modified the FMEA by combining Taguchi loss and entropy function into decision support model to evaluate the criticality level of waste in operation of manufacturing process. Baynal et al. 11 combined grey relational analysis (GRA) and FMEA to improve the RPNs. Liu et al. 12 studied improved methodology to find RPNs based on fuzzy measure and fuzzy integral method. Fragoudakis et al. 13 investigated the leaf spring manufacturing process and noted mechanical properties at different stages. The effect of each manufacturing processes on the fatigue life was verified by experimental Wöhler curves. Haigh diagrams and the factors of mean stress sensitivity are used to calculate fatigue life. Fonte et al. 14 studied failure mode analysis of two diesel engine crankshafts and found that fatigue fracture was the most primary failure mode in crankshafts. Lijesh et al. 15 applied FMEA to identify the various failure modes in different passive magnetic bearings.
Sellappan and Palanikumar et al.
16
proposed that when identical values of RPNs were produced than the failure mode with smaller RPN range is more severe. Kolich
17
used FMEA technique to design comfortable driver seat in automotive sector. Feili et al.
18
applied FMEA technique on geothermal power plants by utilizing XFMEA software. Sellappan et al.
19
proposed modified RPN prioritization method to solve the problem of identical and average values of RPN. Statistical analysis was done by using MINITAB program and it showed that the proposed methodology was statistically useful for prioritizing failure modes. Vinodh and Santhosh
20
applied design failure mode & effects analysis (DFMEA) and PFMEA in automotive industry. Xiao et al.
21
proposed a minimum cut set theory-based method to consider the impact of multiple failures and suggested that for non-repairable system weights of severity and occurrence should be more than detectability. The aim of this research is to implement FMEA in automotive leaf spring manufacturing organization. This research is an attempt to achieve the following objectives: Design FMEA of leaf spring Process FMEA of leaf spring
FMEA will be carried out in areas where failures are likely to be happening in high rates. These areas directly affect the reliability of the product and indirectly support the success of any organization.
Literature review shows that FMEA is a well-defined technique and has been used in many engineering systems to increase the reliability, quality, and safety of a system. It is carried out in areas where failures are likely to be happening in high rates. These areas directly affect the reliability of the product and indirectly support the success of any organization. The aim of this research is to implement design and process FMEA in automotive leaf spring manufacturing organization. This study uses FMEA to analyze and reduce the risks of 42 possible failures that can occur in automotive leaf spring designing and manufacturing processes.
Case study
A case has been conducted in automotive leaf spring manufacturing industry located in Muridke, District Sheikhupura, Pakistan. This industry manufactures leaf springs for original equipment manufacturer (OEMs) like Toyota, Pak Suzuki, Master Motors, and Sazgar. The departments involved in this study are R&D, production, and quality control. All the technical data are collected from literature review, field study, and surveys. Discussions with experts and professionals also helped us in collecting and analyzing data. Sample size and time frame of this research has been given in Tables 5 and 7.
To make decisions, Delphi technique is also used with FMEA. This technique is helpful for consensus within a group of experts of different departments as this was not possible to arrange joint meeting for brainstorming and problem-solving. For all failures, a questionnaire was developed, which contained all different points needed to be discussed, such as failure causes, effects, occurrence, severity, and detection. After that, results were discussed and analyzed with experts for individual evaluation of all failures. This process was repeated several times to reduce bias and standard deviation.
Methodology
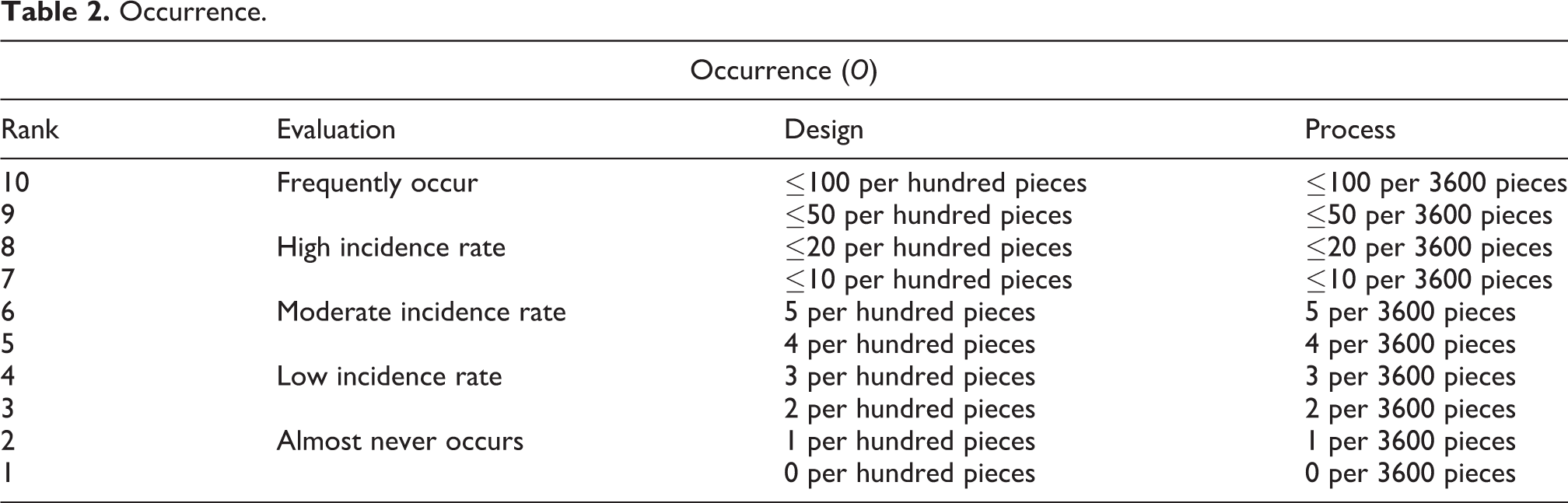
The general steps to develop FMEA are given in Figure 2. It starts from defining the functions, possible failure modes, and their potential effects. Severity, occurrence, detectability, and RPN are used to evaluate FMEA and evaluation criteria are given in Tables 1 to 4, respectively. Severity tells us how bad the failure can be? If severity is 1 it means no effect and if severity is 10 it means seriously safety hazard. Occurrence tells us how often particular failure can occur? If occurrence is 1 it means rare event and if occurrence is 10 it means failure is almost inevitable. Detectability tells us how often current controls can detect the failure? If detection is 1 it means system will certainly detect the failure and if detection is 10 it means system cannot detect the failure. RPN can be found by multiplying severity, occurrence, and detectability:


Methodology to develop FMEA. FMEA: failure mode and effects analysis.
If RPN goes down, it means that the problem will happen less and will be easy to catch and prevent. In this research, FMEA is applied on product or process to reduce failures, to achieve better customer satisfaction, to increase quality and reliability.
Severity.

Occurrence.
Detection.

Risk Priority Number.

RPN: Risk Priority Number.
No. of rejections in development phase of leaf spring.

NG: Not Good.
Design FMEA of leaf spring
The following elements must be known in semi-elliptical leaf spring as shown in Figure 3.

Brief description of design elements.
The prerequisite step involved in design of leaf spring 22 is shown in Figure 4. These functions are then used in Table 6.

Leaf spring design steps.
Design FMEA of leaf spring.

RPN: Risk Priority Number; FMEA: failure mode and effects analysis.
The design FMEA focuses on design stages involved form material selection to final product. All the ratings are developed from knowledge of design and then rating to failures are given according to predetermined scale. Severity ratings are given according to potential effects from Table 1. Potential causes of failure modes are derived from fishbone diagrams and detection are developed by analysis of measurement system. Potential failure modes are taken from historical defect data which include quality defect reports by customers, inhouse rejections, and inhouse repair orders as given in Table 5. Potential effects are derived by focusing on output of each step.
After collecting all the information DFMEA will be started as given in Table 6. The rating of severity, occurrence, and detection are given by team from design knowledge and predetermined scale.
PFMEA of leaf spring manufacturing process
Leaf spring manufacturing process flowchart is shown in Figure 5. Leaf spring manufacturing process starts from shearing the leafs to required length. Then, first leaf is sent for eye rolling process in which leaf ends are first heated to red-hot temperature and then three dies make the required eye shape. Meanwhile, the other leafs are sent to tapper rolling and edge cutting. After drilling, the leafs are send to process of cambering in which leafs are first heated to red-hot temperature and then dies gave required shape to leafs which then dropped into quenching oil. Tempering and stress shot peeing are done to achieve required properties of leaf spring. Assembly of leafs and components is done with the help of hydraulic jacks. After all these processes, leaf spring assembly is set by applying required load. Now the assembly is painted and is ready to dispatch.

Leaf spring process flowchart.
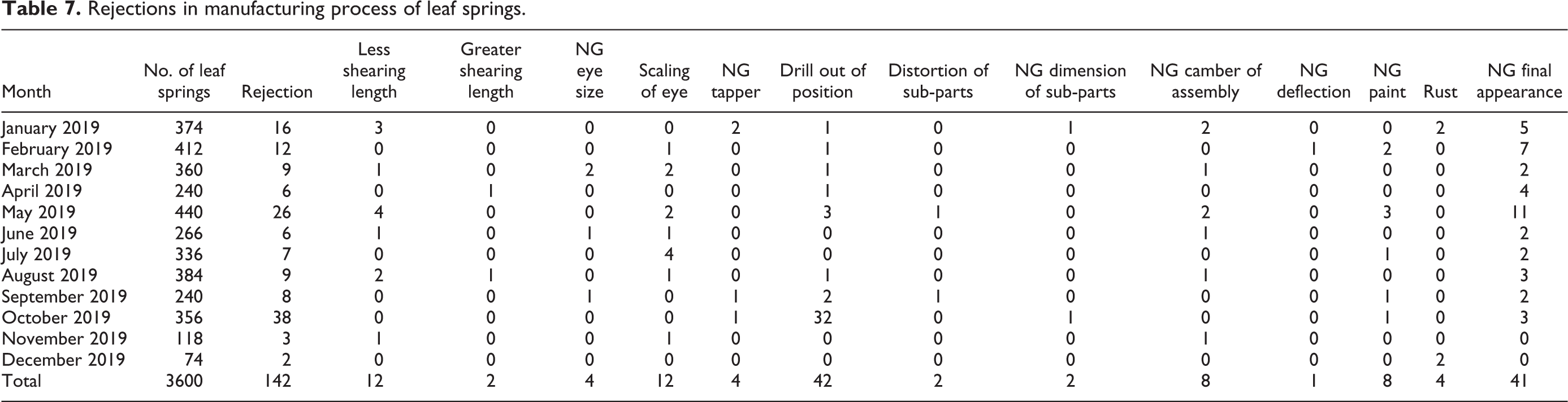
The functions involved in manufacturing process of leaf spring as shown in Figure 5 are then used in to develop FMEA. Potential failure modes are taken from historical defect data which include quality defect reports by customers, inhouse rejections, and inhouse repair orders as given in Table 7. Potential effects are derived by focusing on output of each step. All the ratings are developed from knowledge of process and then ratings are given according to severity, occurrence, and detectability tables. Potential causes of failure modes are derived from fishbone diagrams and detection are developed by analysis of measurement system. It is worth mentioning that occurrence and detection are relatively ranked within the scope of this FMEA. After collecting all the information PFMEA is started as given in Table 8.
Rejections in manufacturing process of leaf springs.
Process FMEA of leaf spring.
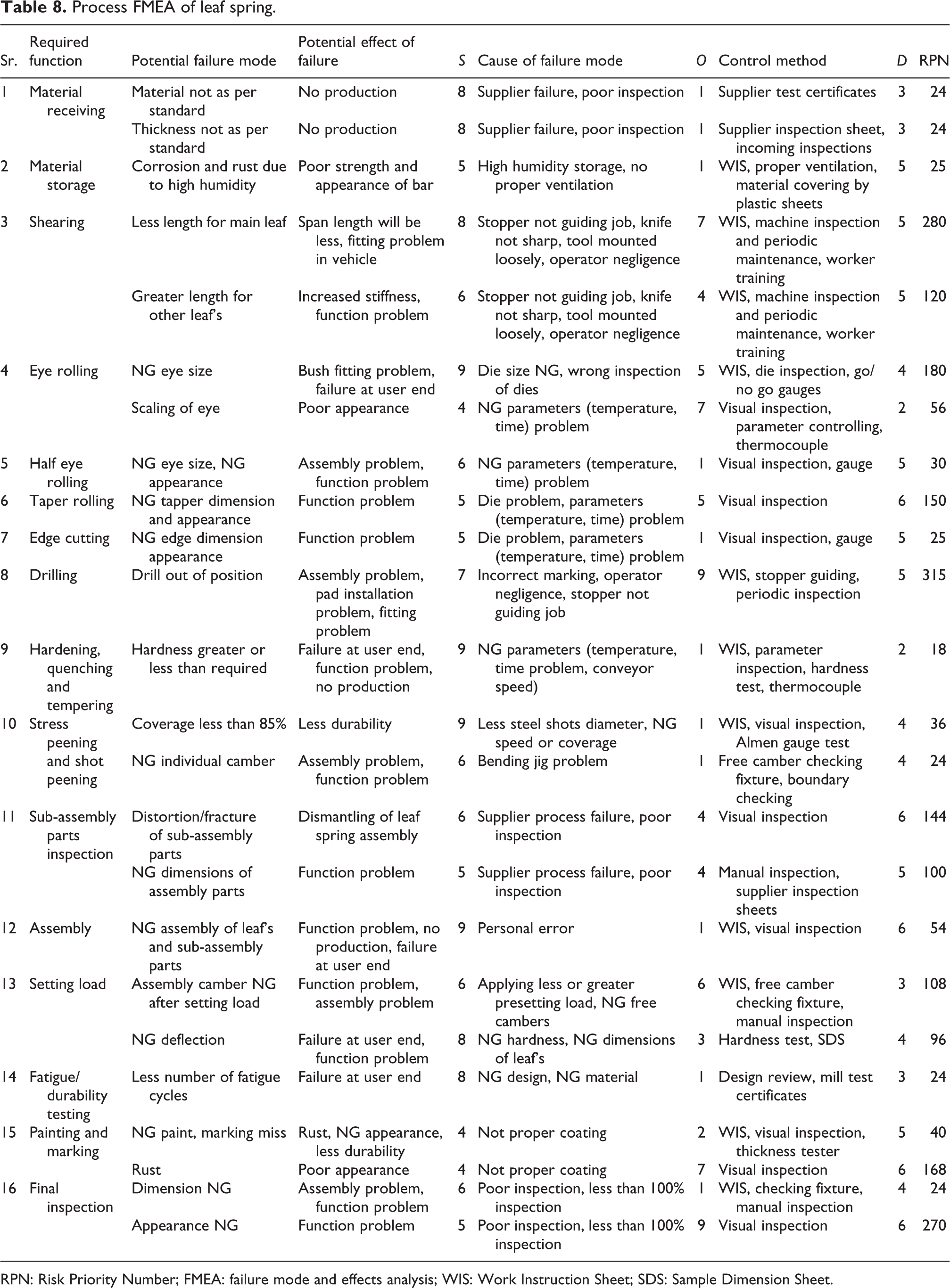
RPN: Risk Priority Number; FMEA: failure mode and effects analysis; WIS: Work Instruction Sheet; SDS: Sample Dimension Sheet.
Results and discussion
According to design and process FMEA, top 10 RPNs are shown in Figures 6 and 7, respectively.

Top 10 RPNs from design FMEA. RPN: Risk Priority Number; FMEA: failure mode and effects analysis.

Top 10 RPNs from process FMEA. RPN: Risk Priority Number; FMEA: failure mode and effects analysis.
Failure with RPN more than 250 are considered high priority failures according to Table 4 and actions are recommended for more reliable future design and manufacturing process. As shown in Figure 6, the highest RPN in designing of leaf spring is 256 for die which does not make specific eye shape or diameter. It can be controlled by designing dies of required dimensions then deciding the forging parameters. 23
Highest RPNs in manufacturing process of leaf spring are of drilling out of position, less length for main leaf, and poor appearance of leaf spring. Center drill position can be controlled by stopper guiding the work piece, but it can easily change its position due to high number of cycles and vibrations. Periodic inspection after 1000 work pieces is recommended with proper drilling jigs that can hold the work piece and guide the tool. The second highest RPN is of less length for main leaf which can be controlled by periodic inspection of shearing machine and proper training of worker. The third highest RPN is of poor appearance of leaf spring assembly, because sub-assembly parts or paint can easily get damage due to miss handling. This problem can be solved by proper packing of sub-assembly parts. Work instruction sheets should also be updated for each manufacturing process mentioned above.
It is important to monitor or detect high severity failure modes in design and manufacturing of leaf spring. So, top failure modes according to the severity are shown in Figures 8 and 9.

Top failure modes depending on severity in design of leaf spring.
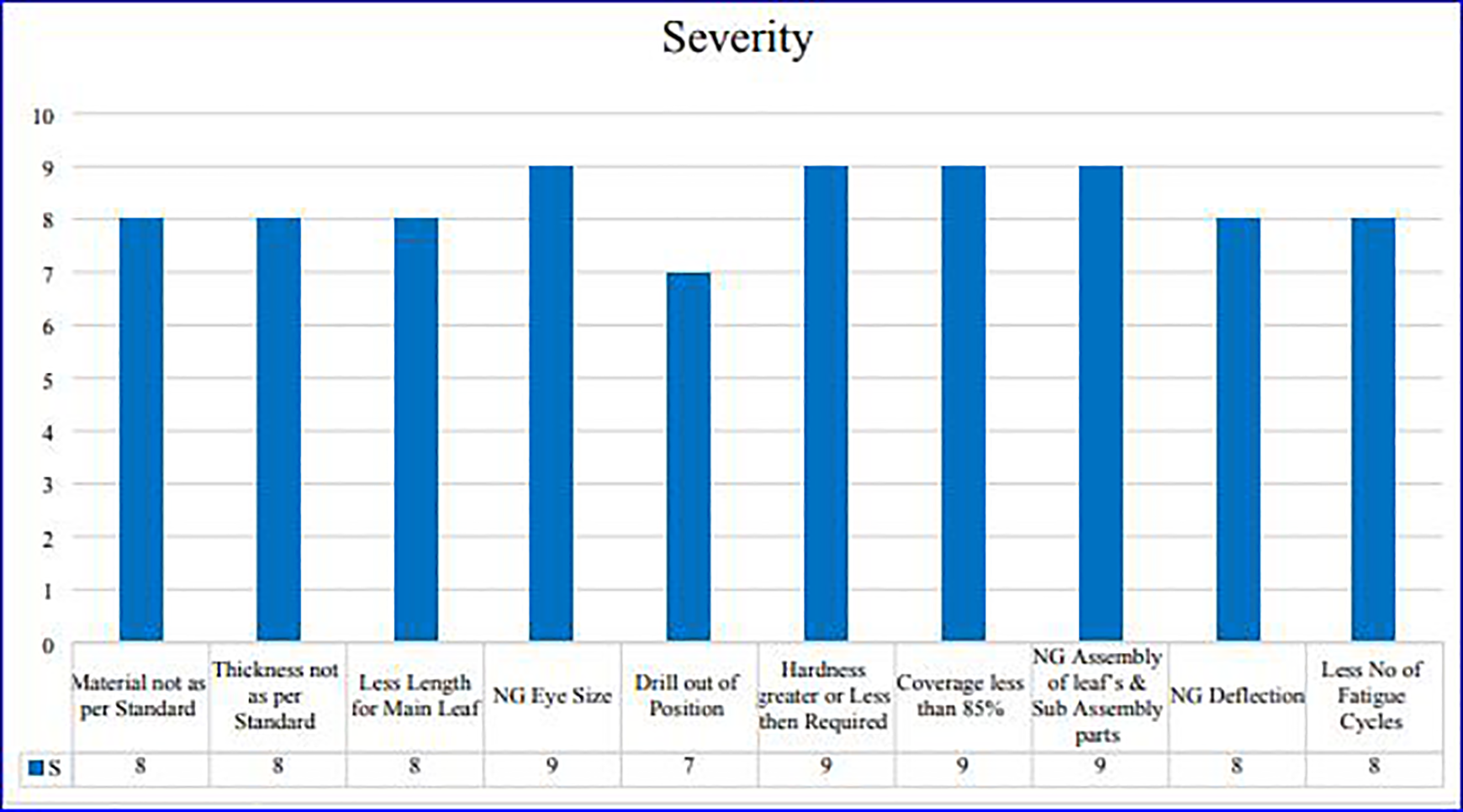
Top failure modes depending on severity in process of leaf spring.
Additionally, in designing of leaf spring highest occurring failures are improper deflection and poor eye shape, as shown in Figure 10. In development of leaf spring, it is important to achieve required deflection at given load. This process is iterative in which leafs of different width and thickness are used to achieve required deflection in development phase. So, this results in higher rate of failure and poor performance of leaf spring assembly. The second highest occurring failure is in die which does not make required shape or diameter in start of development process. The flaws in design of dies are the main reasons for this failure and cause poor functioning and fitting problems of leaf spring assembly.

Rejection out of 200 samples in leaf spring development.
Similarly, highest occurring failure mode in manufacturing process of leaf spring occurs in drilling position and final appearance as shown in Figure 11. As mentioned above, drill bit can easily change its position due to high number of cycles and vibrations and cause fitting problem in vehicle. So, after 1000 work pieces a regular inspection is suggested with proper drilling jigs that can hold the work piece properly and guide the tool. Another high occurring failure is poor appearance of leaf spring assembly as sub-parts or paint can get easily damage due to miss handling. This problem can be solved by proper packing of sub-assembly parts. These actions can be taken to reduce the rejection in manufacturing process of leaf spring.

Rejection in manufacturing process of leaf spring in 2019.
Conclusion
Leaf spring is critical component for safety of passenger and vehicle. It is important to identify, control, and decrease potential failures in design and manufacturing process of leaf spring. In this research, FMEA is used as a tool to improve both automotive leaf spring design and manufacturing process. So, the improvement in design and manufacturing process is done by first predicting the possible failure modes and then eliminating those failures by applying recommended actions as discussed in the results section.
Top 10 highest RPNs of design are shown in Figure 3. The highest RPN in designing of leaf spring is for die that does not make specific eye diameter or shape (RPN = 256), that is controlled by designing dies of required dimensions then deciding the forging parameters. 23 RPNs of center drill out of position, less length for main leaf, and poor appearance are 315, 280, and 270, respectively, that is shown in Figure 4. Center drill position can be controlled by drilling jigs and periodic inspection after 1000 work pieces. The less length for main leaf can be controlled by periodic inspection of shearing machine and proper training of worker. Poor appearance of leaf spring can be resolved by proper packing of sub-assembly parts. Work instruction sheets should also be updated for each manufacturing process according to recommended actions. Histograms of top failure mode depending upon severities and the occurrence of failures are shown in Figures 5 to 8. In the section of results, different solutions are recommended as positive approach by team of experts. FMEA provided improvements in terms of reduced rejection rate by ensuring high quality standards of leaf spring that is vision of industry. Furthermore, it will help organization to increase potential customer and market share.
Further scope for research
In this study, FMEA is implemented for 42 possible failures in designing and manufacturing process of leaf spring. It will help to increase the quality, reliability, and safety of leaf springs but there are some limitation in this method: (i) The multiplication of severity, occurrence, and detection rating make calculation of RPN questionable; (ii) although Delphi technique was used to calculate rating but there is still some uncertainty. The focus of future research will on fuzzy logic-based FMEA that can be used to resolve the above-mentioned shortcomings. Moreover, hybrid approach like FMEA combined with process capability analysis or GRA can also be used.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.