
Abstract
Willow has been used for nearly 200 years as the main material in the blades of cricket bats, whilst the application of bamboo in sport has declined. In this work, laminated bamboo was characterised to assess if it could be a viable alternative to willow. Bamboo matures much more quickly than willow and is prevalent in countries, such as India, where there is a large interest in cricket. Using bamboo could lead to increased participation in cricket and new products focused around the low-cost production and increased sustainability of cricket bats. Alongside materials testing, finite element modelling was used to understand the properties of a full-scale cricket bat made of laminated bamboo. Working with Garrard & Flack, a cricket bat manufacturing company, a full-size bamboo bat prototype was fabricated. It was found that laminated bamboo could be a suitable alternative to willow due to its higher Modulus of Elasticity, higher coefficient of restitution and larger area of coverage of the ‘sweet-spot’, enabling increased energy transfer from the player to the ball. However, due to its higher density, shape optimisation is required to design a light-weight laminated bamboo bat.
Keywords
Introduction
Currently, willow is used to produce cricket bats due to its high stiffness and low density. Historically, cricket bat material was experimented with, but from the 1890s onward, the sapwood of Salix Alba, a light coloured willow, has been used, as it provides much lighter and more aesthetically pleasing bats. 1 Willow suitable for cricket bats is predominantly grown in England, and is exported all around the world.
Cricket bat materials are regulated by the Marylebone Cricket Club (MCC), the governing body of cricket. The Rules of Cricket 2 Law 5.3.2 states ‘The blade shall consist solely of wood’. Good quality willow takes many years to grow; high quality bats have 6–12 latewood rings, 3 meaning that the original tree must have been at least 6 years old. In reality, it takes closer to 15 years for willow trees to mature. This, in part, explains the current shortage of good-quality willow for cricket bats. Fibre and vessel cells are the largest contributors to the mechanical properties of willow. Further processing collapses the wood cells, forming a mesh-like layer with increased hardness. In contrast, bamboo is a grass, so it has parenchyma and fibre cells leading to a raw material with a higher density 4 than that of willow, once hollowness has been accounted for, as seen in Figure 1(a). Alongside its good material properties, bamboo is relatively cheap and quick to produce due to a maturing age of 5–6 years for Moso (Phyllostachys pubescens) bamboo. 5 This is particularly relevant in low and middle income countries, such as India and China, which have high participation in cricket, but fewer financial resources. By producing a cheap bat with similar properties to the traditional willow bat, participation in the sport may increase, thus providing new opportunities for businesses, whilst increasing the sustainability of the sport.
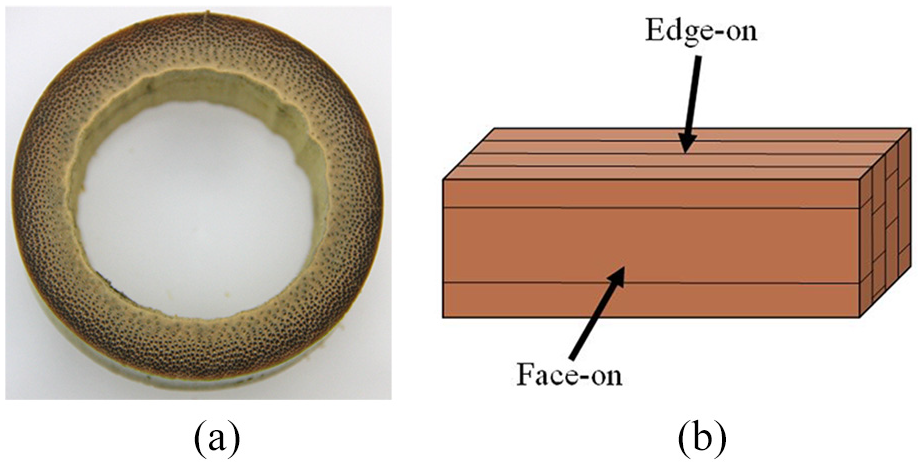
Unprocessed and processed bamboo: (a) original bamboo culm before processing into laminated bamboo and (b) schematic of laminated bamboo and strip orientations.
The processing of bamboo culms to form laminated bamboo results in large planks of bamboo which can be cut into different sizes. Similarly, the size of the bamboo strips can be varied. A schematic of laminated bamboo is seen in Figure 1(b) where the face-on and edge-on orientations of the material’s construction are defined. Since the laminated bamboo sections consist of individual strips, the impact of swelling and shrinkage is less than that of solid wood panels. 6 However, in the initial stages of processing, the bamboo culms are split into lengths, approximately 2.5 m long, so the joining of these strips must be staggered to ensure weak spots are not concentrated.
Throughout this project, the key material properties investigated were stiffness, density, damping and coefficient of restitution (CoR). The blade of the cricket bat should be made from a stiff material with the handle of the bat having a lower Modulus of Elasticity (MoE). This will allow the highest energy transfer from the bat to the ball during impact, allowing the ball to travel further. 7 Over the past few years, players have been using lighter bats, enabling higher bat speeds with a larger emphasis on the shorter formats of the game where fast scoring is required. This is why the density of the material is important, realizing that a heavy bat is less likely to be used than a lighter bat. However, a lighter bat cannot be obtained by making the bats very thin, as they will be more likely to snap and have lower rigidity due to a lower second moment of area. Similarly, the vibrational properties are important for the comfort of the player. Materials with low damping coefficients will result in high vibrations being transferred to the hands of the player, making the bat less comfortable to use. The measured properties of laminated bamboo were compared with those of willow and conventional willow cricket bats. Collaboration with Garrard & Flack, a cricket bat manufacturing company, in Bury St. Edmunds, gave insight into the processing of a prototype laminated bamboo bat as seen in Figure 2.

Prototype bamboo cricket bats manufactured in collaboration with Garrard & Flack.
Materials and methods
Materials
Throughout this research Moso bamboo (Phyllostachys pubescens) was used with a moisture content of approximately 8%–10% and strips with cross-section dimensions approximately 6 mm × 22 mm perpendicular to their length. The bamboo was caramelised during manufacturing, 8 but no bleaching or other processing were used outside of the usual production method.
Clefts of willow (Salix alba) were provided by Garrard & Flack. For these samples, the moisture content was not known exactly due to the processing used, but it was estimated to be 10%, as this is the average moisture content for cricket bats. 9 To produce the clefts, the willow was cut into approximate shape from the tree trunks before being kiln dried for up to 5 weeks. 10
Compression testing
During use, a cricket bat will experience compressive loading from the ball impacting the bat. The samples used for compression testing had approximate dimensions of 10 mm × 21 mm × 19 mm. Samples were loaded in transverse compression, perpendicular to the fibre direction, similar to the layout of a cricket bat. Bamboo, like wood, can be considered to be a transverse isotropic material after it has been processed into its engineered form, similar to a unidirectional fibre reinforced composite. 11
To ensure that there was no buckling failure, the specimens had a thickness of approximately half of the length and width of the test. This should mean that failure is through one of the mechanisms identified in ASTM D143: 12 crushing, wedge split, shearing, splitting or brooming.
A load cell of 100 kN and a displacement rate of 1 mm/min were used with a loading plane approximately 20 mm thick. The laminated bamboo was tested in edge-on and face-on orientations to determine whether there was a difference in the compressive strength due to the different orientations of the strips. Using video capture technology, the mechanisms of failure of the samples can be determined. 13
Flexural testing
During impact of a ball onto the bat, flexing will occur throughout the material. If there is too much flexure, energy will be transferred from the bat to the player, instead of to the ball. However, if the bat is too stiff, vibrations will likely make the bat uncomfortable for the player to use. Tests were performed to determine the bending stiffness and strength of bamboo and willow.
To perform this test, a three-point bend configuration was used. Specimens having approximate dimensions of 143 mm × 20 mm × 7 mm, giving a length to thickness ratio greater than 20, were placed on 8 mm diameter rollers which were on supports 107.25 mm apart. The samples were tested up to strains of 2% at a displacement rate of 2 mm/min. The maximum strain was taken at the point of maximum stress, assumed to be the point of failure, and averaged over all the samples.
Hardness testing
The surface hardness of laminated bamboo and willow is an important characteristic of a cricket bat’s performance, as a harder material will transfer energy to the ball more efficiently. Conversely, if the material is too hard, the bat may damage the ball, which would not be allowed.
During manufacturing of willow bats, some knock-in is performed whereby the surface is processed to compress the upper layer of cells, creating a hardened layer. By creating this knock-in with the laminated bamboo, the hardness can be compared with willow before and after processing. The knock-in was emulated using a RS PRO APT517 air hammer. By using an air hammer, it was possible to create knock-in effects equivalent to approximately 1 h of knock-in by a mallet in under 5 min with similar results. The air hammer compressed the material at an impact rate of 3000 bpm and stroke length 3 mm 14 with a force of approximately 410 N. Laminated bamboo samples were knocked-in for a range of time from 1 to 6 h, as this is the range used for willow bats.
This study used the Vickers-Hardness Test, as proposed by Chandler. 15 One issue with using the Vickers-Hardness Test is the diamond imprinted onto the bamboo was skewed due to the anisotropic nature of the material. To ensure the results were accurate, multiple measurements were taken across both diagonals of the diamond. Due to the predicted hardness of the samples to be under 20 HV, the load used was 10 N and a light was used to cast a shadow onto the imprinted diamond, allowing it to be identified.
Microscope analysis
Alongside using the Vickers-Hardness test, microscopic examination of the samples was performed. Cutting the samples perpendicular to the surface gave a cross-section of cells that could be examined to gather qualitative data on the effects of knock-in on the cellular structure. The samples were sanded using up to 4000 grit sandpaper, giving a finish of up to 5 µm, enabling a 50× microscope lens to be used for analysis of the samples.
Using ImageJ 16 software the cell sizes were analysed. For this analysis, 10× magnification was used. To analyse the images, the colour threshold was modified using red as the threshold colour. This enabled the software to identify the different cells due to the colour difference between the interior of the cells and the cell wall. However, there may have been some errors in the identification process in areas where the colour differential was lower. To ensure that this did not alter the results, the same hue, saturation and brightness were used with all the images so any processing errors were consistent across all the test images.
ImageJ software is able to identify the circularity, area, minimum width, mean width and maximum width of the cells within the sample. The circularity of a circle is 1 and the circularity of a line is 0, so it was decided to use a circularity of 0.8 as the cut-off value for cells that have not been affected by the knock-in. This value was selected based on the analysis, as there is little literature involving the circularity of plant cells, in particular bamboo. The average circularity of all the cells identified was found to be 0.91 ± 0.11, so cells with a circularity less than 0.8 were greater than 0.11, or 1 standard deviation, from the mean circularity. Therefore, these cells were more likely to have been affected by the knock-in process.
Frequency analysis
Frequency analysis was performed to determine the fundamental frequencies of materials and the damping associated with the vibrations. Materials with too much damping will absorb energy from the ball, resulting in a bat that will not hit the ball far. In contrast, if there is no damping, the force transmitted to the player’s hands is likely to be high, so the bat will be uncomfortable to use.
Previous research has determined the fundamental frequencies of cricket bats, 17 so if the fundamental frequencies of laminated bamboo are able to be identified, they can be compared to the values from previous research studies. Therefore, any testing completed on small specimens was assumed to have similar results to those of a full scale bat. Similarly, as the handle would be made of cane, it was assumed that it is the blade, and not the handle or blade-handle interaction, that is the governing material for frequency analysis.
Specimens of laminated bamboo were analysed using a microphone positioned below the centre of the test sample and Python code. The samples were supported on elastic bands between steel supports to reduce the damping when struck with a hammer. When using frequency analysis, the determined values of the MoE are likely to be higher than those found using material testing methods due to external disturbance 18 and influences from the experimental equipment. Natural materials, such as bamboo, are expected to have higher damping than metals, so a long thin specimen is likely to give the most accurate results. Therefore, six specimens, three face-on and three edge-on, were prepared with dimensions approximately 6 mm × 46 mm × 200 mm.
Finite element modelling
Finite element modelling (FEM), along with the data gathered from material testing, can be used to estimate the performance of cricket bats when impacted by cricket balls. By using computer simulations, significant time saving can occur if the simulations are run correctly, allowing for a wide range of scenarios to be tested. In this case, the bat-ball impacts were chosen with simulation speeds ranging from 45 to 95 mph, representing a range of bowlers across junior and senior cricket to determine whether these bats would be suitable for all players. 45 mph would be the speed that junior cricketers may face, as well as spin bowlers in adult cricket, giving the ball lots of flight. Conversely, 95 mph is the higher end that fast bowlers will achieve in Senior Men’s International matches.
When performing the analysis, the cricket ball was modelled as a viscoelastic sphere, similar to Sridharan et al., 19 with a single structure and material property throughout. Cheng et al. 20 attempted to use multiple layers to more accurately model the characteristics of a ball, but they were unable to match experimental results closely due to poor material parameters. Therefore, PVC from CES Selector 2019 (Ansys) was chosen as the closest model of the cork core, yarn underlayer and leather cover. PVC is commonly used as an alternative to traditional cricket balls in regions, such as India, where they can be produced cheaply without leather. 21 The seam was not incorporated into the model, as the seam will mainly affect the aerodynamic properties of the ball and not the material. It was assumed that if the bat-ball collision involved the seam, the raised surface would have negligible impact on the outcome. Secondly, by having no surface protrusions, the results should be more repeatable, as there is no seam to affect the results.
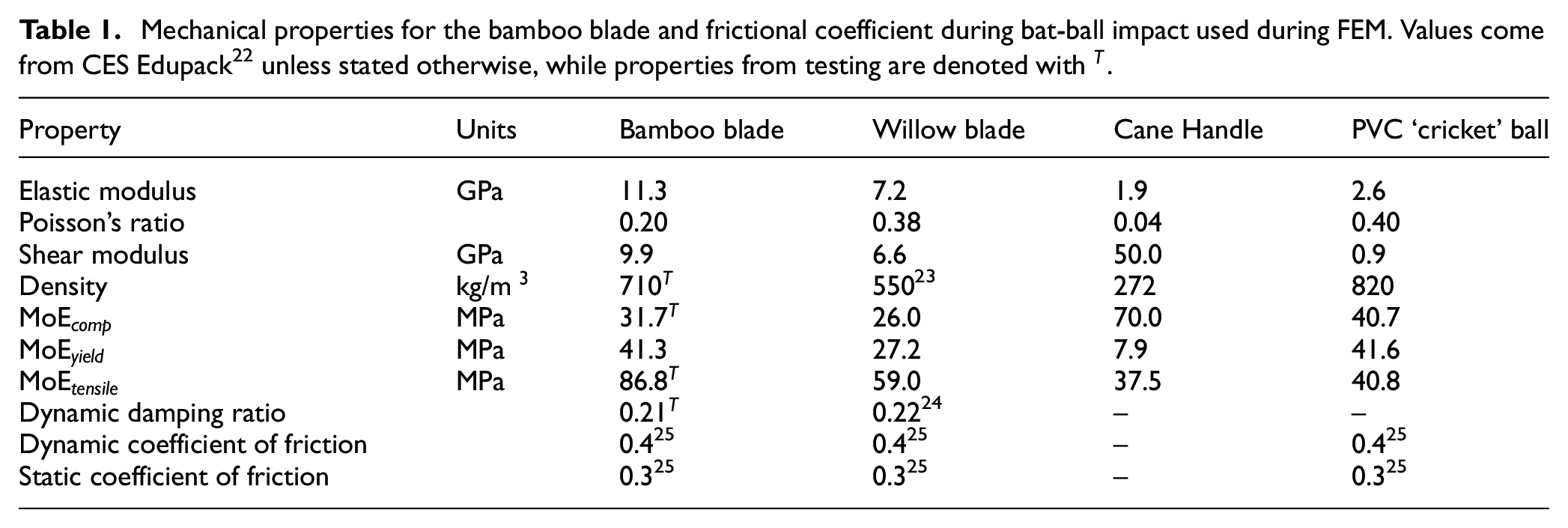
When giving the bat mechanical properties, literature and measured values were used to create the most accurate model. This also included using literature values for the cane handle and frictional contact between the bat and ball. The properties for the bamboo blade and friction coefficients are found in Table 1.
Mechanical properties for the bamboo blade and frictional coefficient during bat-ball impact used during FEM. Values come from CES Edupack 22 unless stated otherwise, while properties from testing are denoted with T .
The bat face of the model was flat, rather than bowed as is usually the case with cricket bats. This is due to the inability of Creo Parametric to have collisions between two curved surfaces, especially spheres, as there can be multiple solutions to the contact. Although this does not accurately model the geometry of a cricket bat, it allows the angle and location of collision to be more accurately modelled so the coefficient of restitution (CoR) for various parts of the bat can be determined. The bat was meshed with 5305 tetrahedral cells, 8423 edge cells and 11,982 face cells with bat dimensions as seen in Figure 3.
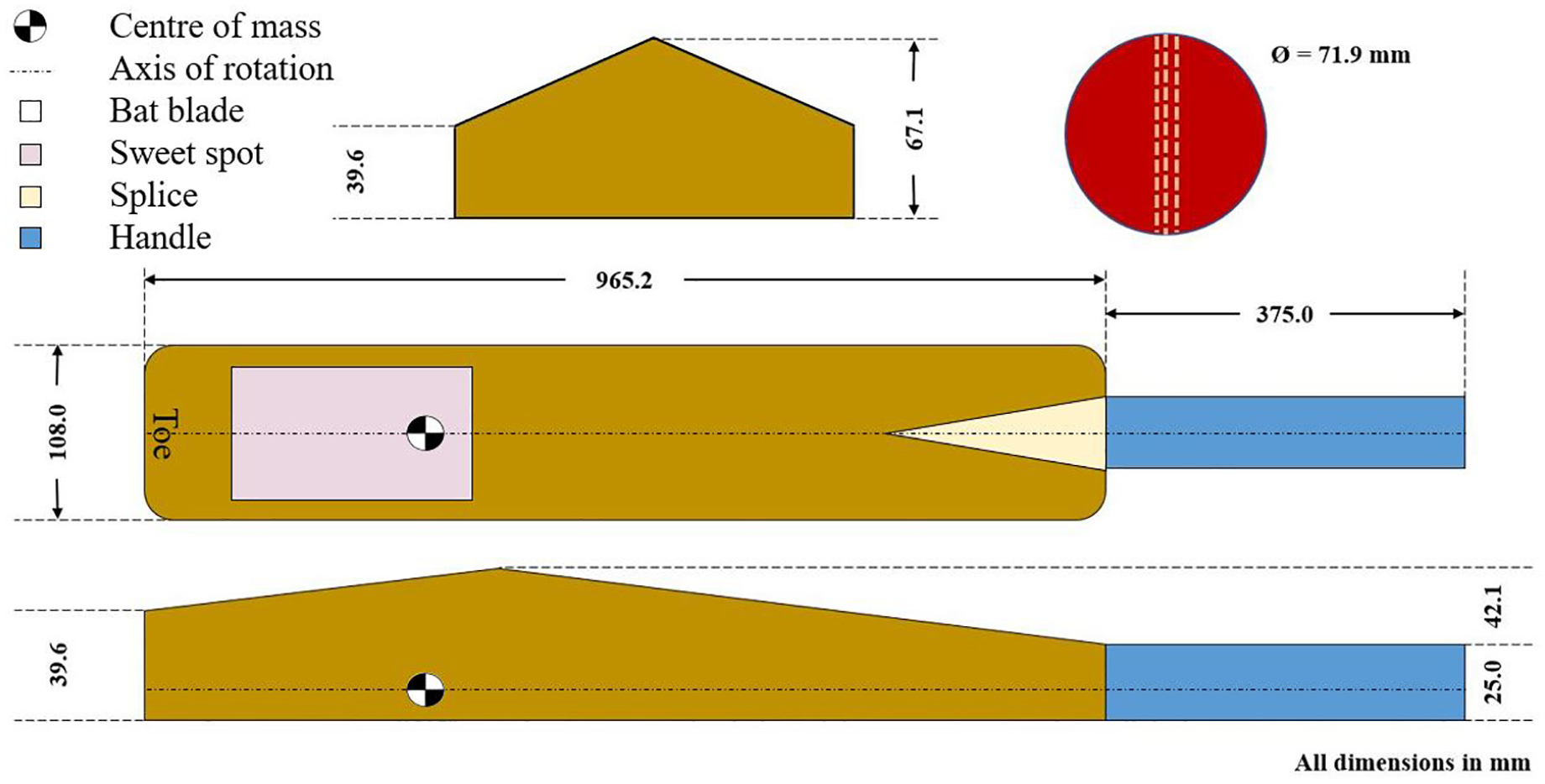
Labelled dimensions and key parts of the cricket bat and ball used during finite element modelling.
During bat-ball collisions, the handle was rigidly pinned in place, but the blade was free to displace and rotate; this scenario is similar to the impact on a cantilever beam. Pinning the bat in place at the handle does not accurately model the impact of a player’s hands when holding the bat, but research in this area has identified this as one of the more accurate ways to model the bat. 26 By testing the bat in this set-up, the CoR for the sweet-spot, estimated to be 150 mm from the toe and on the centre line, can be found for a range of ball velocities. In addition to finding the CoR at a single point, the blade was tested at many points on its surface to generate a CoR surface.
Results and discussion
Transverse compression
As shown in Figure 4, the variation in properties between edge-on and face-on samples was negligible. It was theorised that the location and number of joints between strips present in the test sample affects the compressive strength, rather than the fibre orientation. Figure 4 also shows the general characteristics of the samples. Laminated bamboo behaves like a porous cellular material under transverse compression. An initial linear region (0%–3% strain) is due to elastic bending of cell walls, followed by a plateau region (3%–20% strain) in which cell wall buckling, yielding or fracture occurs, as well as stress concentration at ply interfaces. In the third region (>20% strain), densification of cells (due to crushing) occurs at the micro-scale, with macro-scale failure at the ply interface. 27 These observations were confirmed through digital image correlation analysis. Failure occurs through a 45° shear face, generally originating from a joint of four separate strips. During initial stages of compression, the sample appears to bulge outwards before a shear failure surface is created. Further analysis of the transverse compression behaviour of laminated bamboo is presented in Tinkler-Davies and Shah. 13
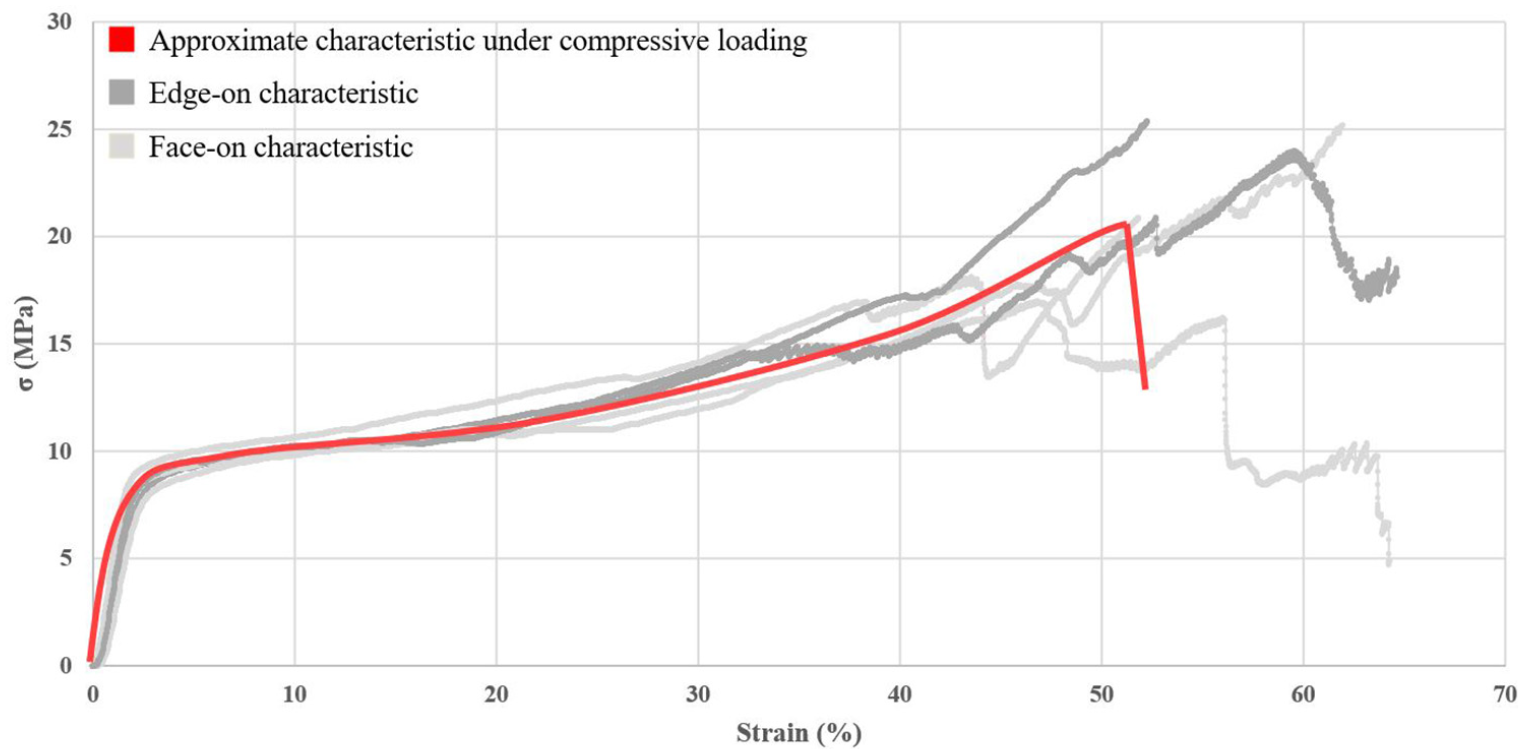
Behaviour of laminated bamboo tested under transverse compressive loading.
The MoE was found to be 8.5 ± 3.6 GPa. The standard deviation for this value shows that although the processing to reduce variation in properties within the material is effective on the small scale testing, as done here, there is still a large range in properties. The compressive strength,
These results are ~20% lower than that found by Li et al., 28 but those tests were performed on much larger samples with larger cross-sections, suggesting that the failure mechanism may have been different. The larger volume of each sample meant a larger crack would need to be created for failure, thus requiring more energy. There is a magnitude of difference between the compressive results from the present study and those results obtained by Verma and Charier, 29 who were focused on whether the orientation of bamboo laminates affected composites, so the specimens were 2 mm thick. This resulted in buckling failure in the samples, not material failure as seen in the present study.
Green et al. 30 found the compressive strength of willow, parallel to the grain, to be 48.5 MPa, just over 50% higher than the value found for laminated bamboo. However, these tests focused on larger sections of wood, which had been kiln dried for up to 2 months. The samples tested were selected for quality to try and find the upper limits of strength, so the results from Green et al. are likely higher than what would typically be found in most willow used. This may indicate that bamboo has a slightly lower performance than willow, but more research into willow is required.
Similarly, the MoE of willow was found to be 6.6 GPa by Lavers, 31 22.1% lower than that of the laminated bamboo. The higher stiffness of bamboo may mean that more energy is delivered from the bat to the ball during impacts, increasing the performance of the bat.
Flexure
The 3-point bend test produced the largest variation in properties due to the orientation of the sample. As shown in Figure 5(a), the face-on samples had a lower variability in the results, likely due to the distance between the joints perpendicular to the loading direction being closer together for face-on samples than edge-on samples. Therefore, the failure surface perpendicular to the loading direction can move through a lower range before encountering a joint or point of weakness.
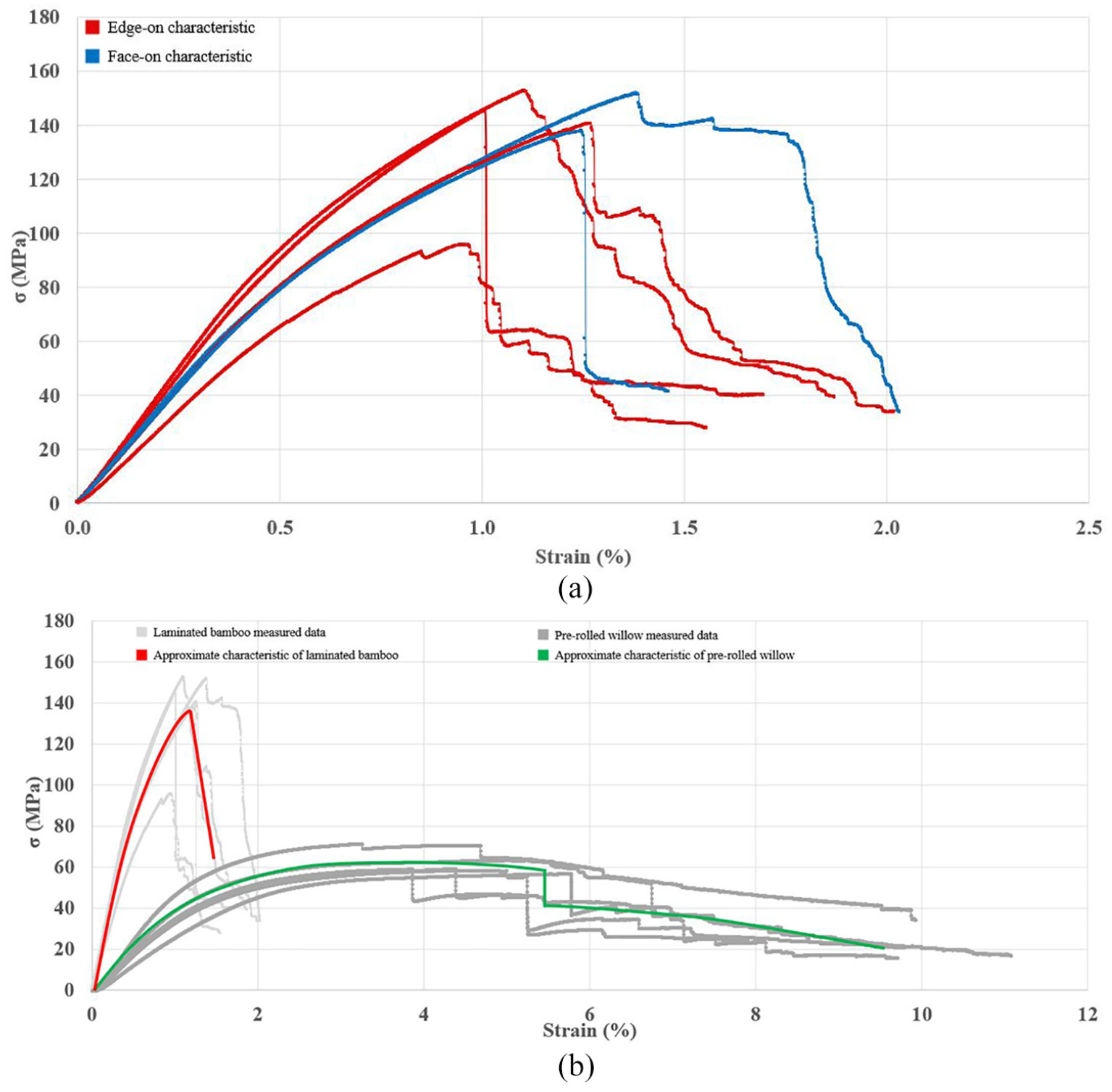
Results from bamboo testing: (a) graph of laminated bamboo tested face-on and edge-on using a 3-point bend test and (b) graph comparing the characteristics of laminated bamboo and willow under a 3-point bend test.
The results from the tests show that the face-on samples had a maximum stress 13.2% higher than that of edge-on samples, as well as a maximum deflection 12.5% higher. This suggests that face-on samples are able to deflect further and withstand higher loading. The MoE was also 6.3% higher for face-on samples. However, the difference in properties is not statistically significant between the face-on and edge-on samples, due to the high variability. This suggests that there may be more significant factors when choosing the orientation of the laminated bamboo for manufacturing cricket bats.
The MoE for laminated bamboo is just over 50% higher than that found by Li et al. 32 However, Li et al. were using large beams with a span of 2.4 m, more than 20 times greater than the conditions tested in the present study. The current results more closely matched those of Sharma et al. 33 who found the MoE to be 13 GPa, even though the same material was used and their testing used a 4-point bend method and samples with length 2.4 m.
All of the samples used in the present study failed around the joint between two strips and on the tension side, through shearing of a 45° joining face between strips. This indicates that it is the adhesive, not the material, which is failing under the bending load due to shearing forces between adjacent strips being transferred through the adhesive. Similarly, at the joints, there is a stress concentration leading to failure in these regions. This was further confirmed by loading a sample directly on the joint between strips, resulting in the lowest failure load. On either side of the central ply, the bamboo fibres within the laminate maintained their direction and failed in a non-uniform manner. This leads to an uneven failure surface, similar to the debonding of fibre composites under tensile loading.
Figure 5(b) shows comparisons between the laminated bamboo and willow tested. Bamboo is significantly stronger than willow and was able to hold much higher loads. However, the maximum deflection of the willow was more than double that of the bamboo and the strain at failure was more than three times greater. From Figure 5(b), it is also clear that willow has a much larger recovery from the first failure within the material. This difference is believed to be due to different composition of the materials. Since the willow tested was formed of a single plank, it was able to retain strength with micro-cracks within the material. In contrast, when the bamboo laminations split, they were not able to carry the load, as each ply began acting independently of the others. A higher material strength means that the bamboo bats can be thinner than willow bats with the same product strength. This is advantageous as a lighter bat can be swung faster, therefore transferring more energy to the ball when stuck.
Frequency analysis
The difference in fundamental frequency between edge-on and face-on was less than 1% with the absolute values being 606.2 and 606.7 Hz, respectively; this results in a difference of Young’s Modulus of 6.1% between the different orientations. The biggest variation was in the damping ratio, with edge-on and face-on having average damping ratios of 0.16 and 0.25, respectively.
By plotting the results in the frequency domain, the fundamental frequency is at just over 600 Hz with the second mode occurring at approximately 1600 Hz. Brookes et al. 17 showed that the impact between a cricket bat and ball had a fundamental frequency of 400–700 Hz with a secondary node at approximately 1200 Hz, depending on the velocities and angles involved in the collision. Finding that the laminated bamboo has a fundamental frequency within the range identified by Brookes et al. gives a good indication that laminated bamboo could be used as an alternative to willow.
Fisher 24 found the damping ratio of the fundamental frequency of a cricket bat to be approximately 0.22, which is within 13% of the results obtained in the present study. The damping ratio is important for the player’s comfort, as the lower the damping during bat-ball collision, the more force will be transferred to a player’s hands. This can result in the bat feeling uncomfortable, leading to large vibrations during attacking or more powerful cricket shots. Since the values found in the present study are similar to those of willow cricket bats, this could mean that laminated bamboo, when manufactured into cricket bats, has a feel similar to that of willow.
Hardness testing
Material testing
Figure 6 shows an increasing hardness with time of knock-in, up to a peak hardness of 17.0 HV, before it falls again. When comparing this data to willow provided by Garrard & Flack, after 2 h of knock-in, the laminated bamboo had a surface hardness higher than the pre-rolled willow. After 3 h of knock-in, the laminated bamboo had a hardness higher than the twice-pressed willow. This indicates that it is possible to produce the same effect to the surface of laminated bamboo as with willow. However, the surface hardness of the laminated bamboo could be increased past the hardness of the willow used by Garrard & Flack.
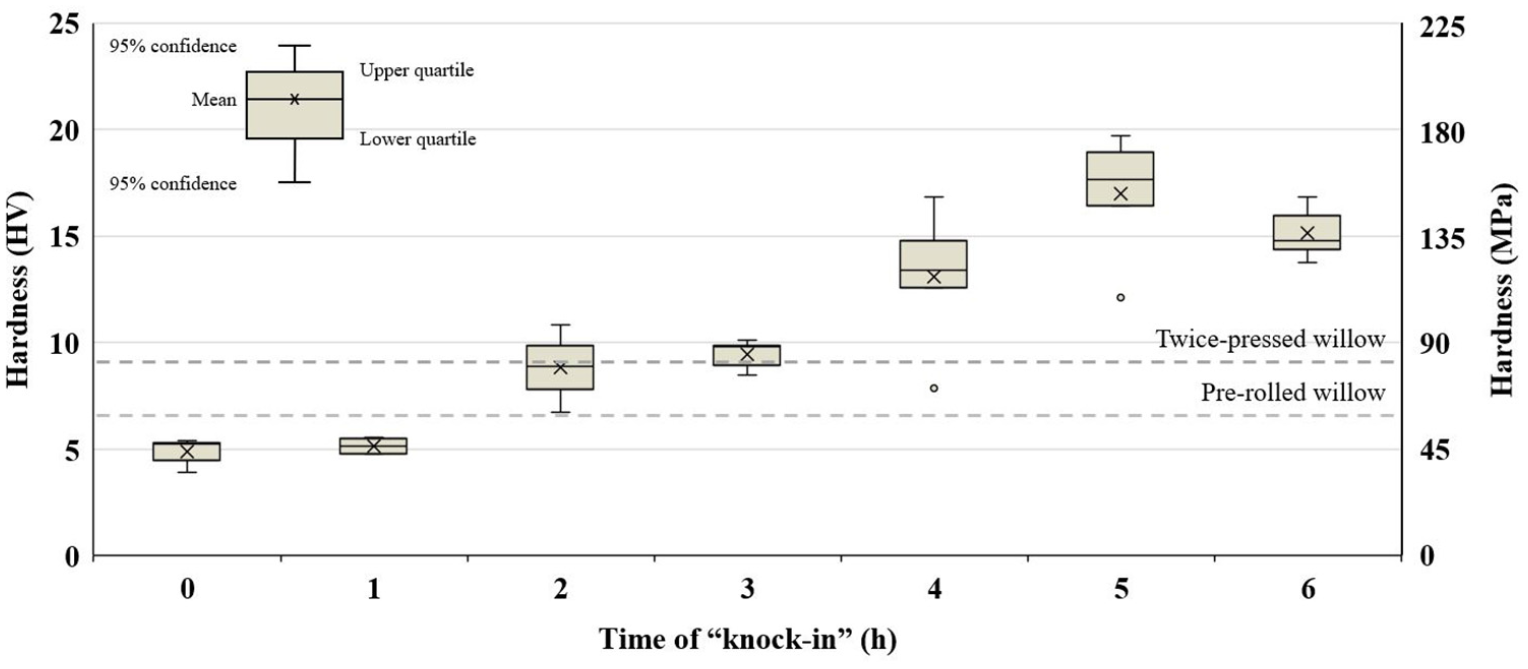
Hardness of laminated bamboo samples under differing lengths of knock-in, compared with measured values for willow pre-rolled and twice-pressed.
Microscope analysis
The increased hardness seen in Figure 6 was due to the crushing of fibre and vessel cells close to the surface of the bamboo. This compact material resulted in a surface harder than was originally created. Under microscopic examination, the cells close to the surface decreased in circularity with increasing knock-in time, due to compaction during knock-in. However, the depth of the crushed cells was not large, suggesting that the knock-in will not affect the global properties of the material, only those at the surface. This is important because if the material properties were altered through knock-in, the process may have to be eliminated or altered during manufacturing.
In addition to qualitative data, the actual cell properties were determined using ImageJ software analysis for more than 500 cells for each sample. Figure 7(a) shows the increasing depth of knock-in of each sample. The depth of knock-in was ended when the circularity of the cells became greater than 0.8, assuming that after this point, the change in cell shape may be due to natural variation in cell shape, rather than the impact of knock-in. Upon review of the plotted data, there may be some errors in the depth of crushing obtained after 3 or 4 h of knock-in, as the depth would be expected to be higher for 4 h than 3 h. However, the average depth of knock-in appears to follow the general trend seen in Figure 6.
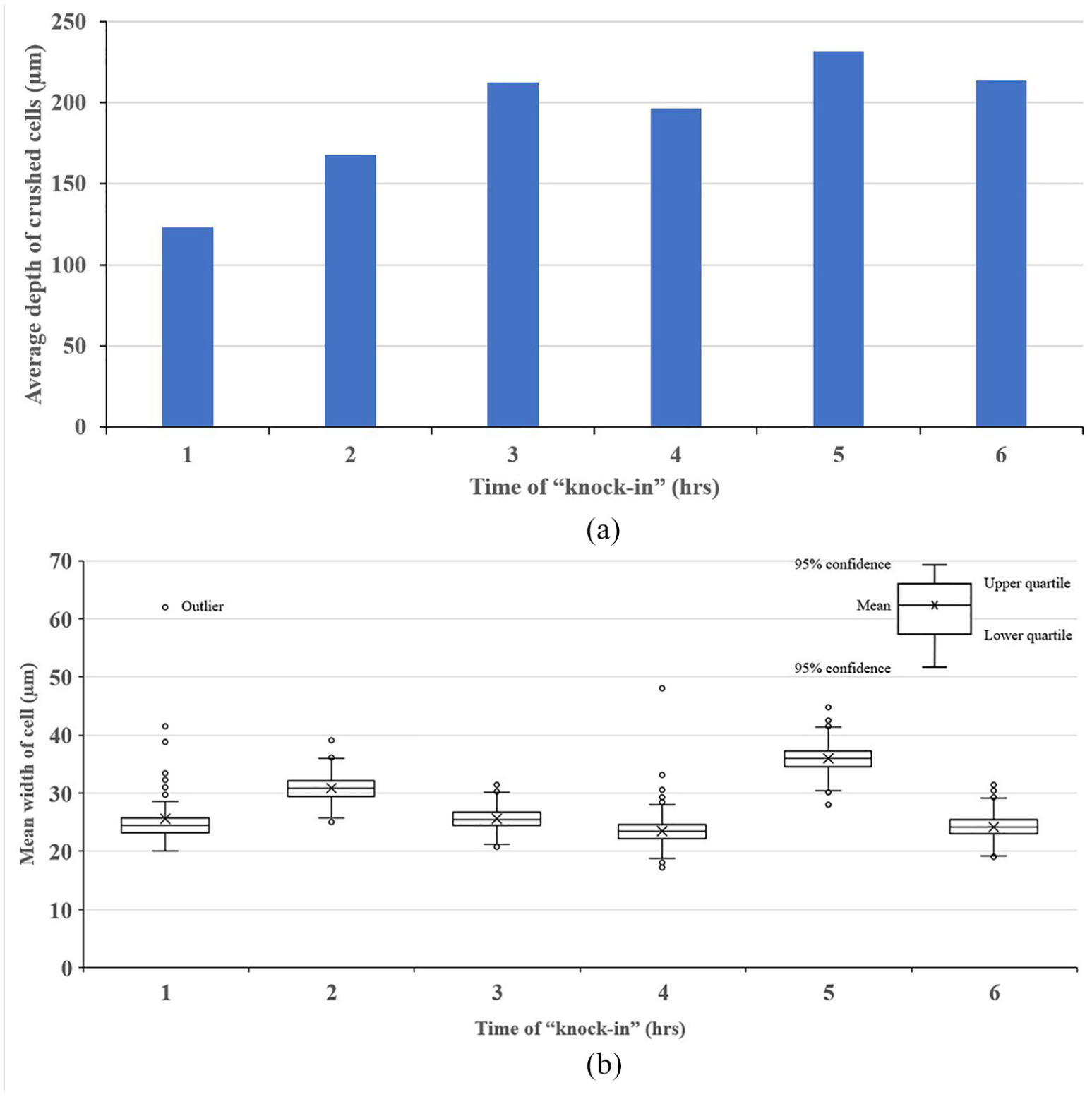
Impact of knock-in on the depth of crushed cells and change in mean width of the crushed cells: (a) graph showing the depth of crushed cells after each hour of knock-in, where crushed cells have a circularity less than 0.8 and (b) graph showing the mean size of cells within the crushed layer close to the surface of the sample.
Figure 7(b), showing the variation in cell size, has no clear trend and all values are within one standard deviation of the average cell size. This suggests that cells within the crushed layer are of approximately the same dimensions. After 1 h of knock-in, the crushed cells are present up to a depth of 123 µm, while after 5 h, they have reached a depth of 231 µm. Although the depth of knock-in was greater with time, the average cell size within the crushed layer across all the samples was 38.1 ± 10.8 µm. This suggests that it is the depth of knock-in which affects the surface hardness and not how much the surface cells are compressed. It can be theorised that the decrease in hardness after a knock-in of 6 h is due to cells becoming damaged near the surface and losing their hardened properties. This may cause these cells to break apart, but cells deeper in the material, which were not previously compressed, may be affected; therefore, the surface hardness decreases.
The results here are similar to those found by Sayers et al. 3 who showed willow to have a similar hardness profile after knock-in. However, the peak hardness of willow was found to occur after 2 h, and not 5 h as for laminated bamboo. Similar to the results from willow provided by Garrard & Flack, the maximum hardness from Sayers et al. was ~8 HV, significantly lower than that of bamboo and comparable to just under 2 h of knock-in from Figure 6. The results of the hardness testing indicate that bamboo could have similar surface properties to that of willow, and require processing of a lower or similar time scale to that currently used.
Finite element modelling
Figure 8(a) shows the results of FEM on an impact close to the sweet-spot of a model cricket bat along the centre line. At all velocities, the bamboo blade performed better than the willow blade with a CoR on average 18.9% higher. There is a decreasing CoR with increasing impact velocity due to higher energy dissipation through bat vibration and compression of the ball during impact. The observation of decreasing CoR with increasing velocity was also found by Singh and Smith, 34 as well as the CoR found having similar values in both experiments. Although Singh and Smith only investigated collisions between 60 and 80 mph, the trend is similar to that seen from the results of the present study. Pang et al. 35 modelled the impact of a cricket ball on a cantilever beam, explaining the difference in results; however the general trend, again, is similar for both sets of results with a decreasing CoR with increasing velocity.
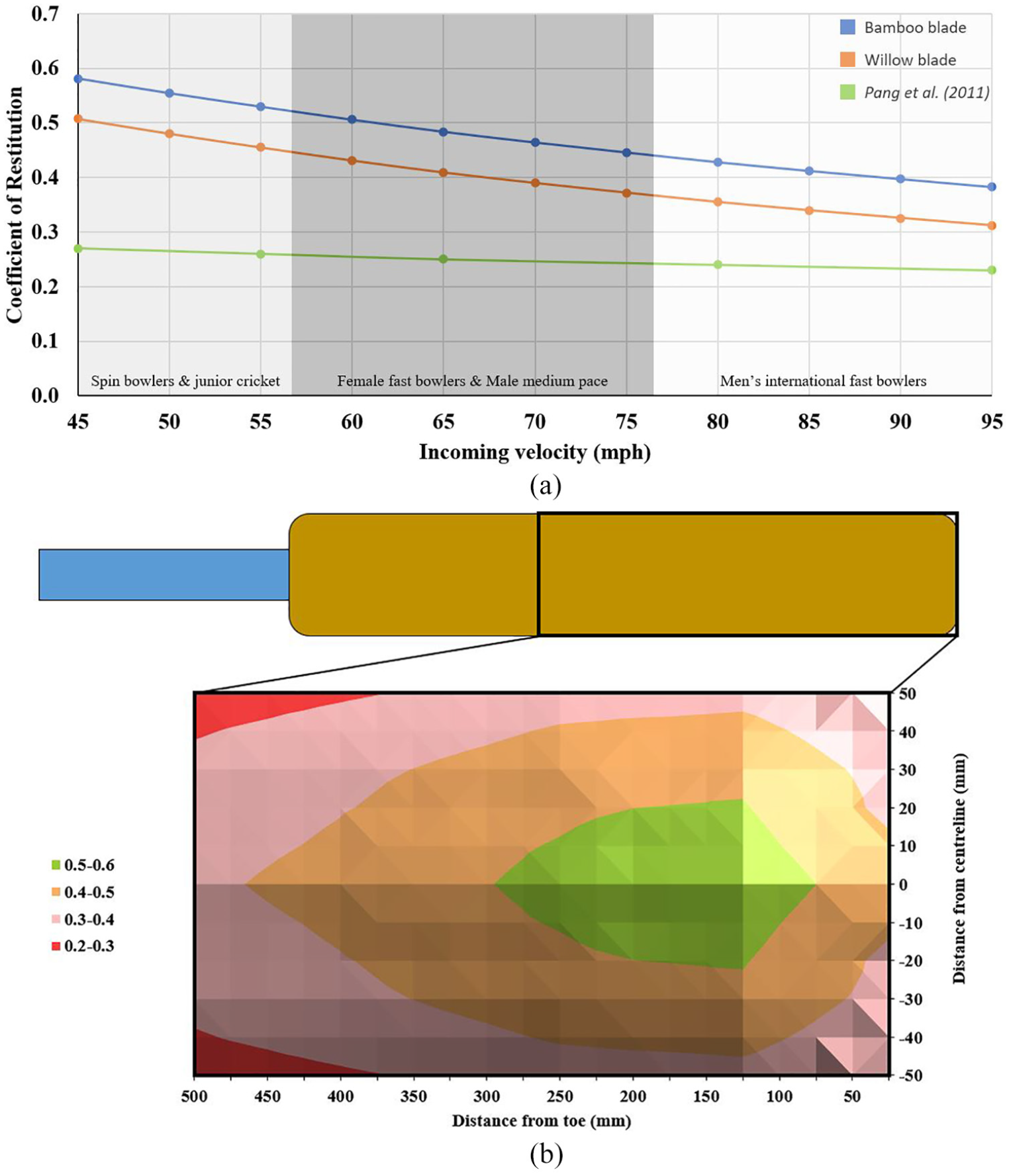
Results of FEM testing on a cricket bat model with a bamboo and willow blade: (a) graph of coefficient of restitution for bamboo and willow blades tested with varying speeds at a point along the centreline and 150 mm from the toe of the model and (b) coefficient of restitution surface for a bamboo blade impacted by a cricket ball at 50 mph, showing the sweet spot in green.
Running many bat-ball collisions at varying locations on the blade’s surface produced an estimate for the CoR across the surface, shown in Figure 8(b). The sweet spot is approximately 200 mm long and 40 mm wide in the bottom half of the bat, including the point of maximum CoR. The point with maximum CoR is 125 mm from the toe along the centreline, and has a CoR of 0.56. Brooks et al. 17 found the sweet spot will vary between 140 and 170 mm from the blade toe with a length of 130–160 mm. It appears that bamboo blades will have a larger sweet spot that is closer to the toe than that of willow blades. This suggests that the performance around the sweet spot may be higher for bamboo blades than willow blades, but may require some adjustment and modification of a player’s technique or change in bat design to enable the sweet spot to be found each time.
When looking at the performance of the blade away from the sweet-spot, Figure 8(b) suggests that the performance decreases rapidly as you move towards the toe. This is to be expected as the bat is relatively thin and will induce large vibrations if a player strikes the ball here. Similarly, as you move towards the handle, there is a more gradual decrease in the CoR with a lower CoR by the handle, especially on the corners of the blade. Although the CoR is lower at the outer edges of the blade, this can be beneficial because when players hit the ball on the edge, they will have less control of the shot. By having a low CoR in these positions, mistimed shots are less likely to carry as far, so they may be less likely to be caught, resulting in the batsmen losing their wicket less often.
Having completed the FEM, it can be concluded that bamboo could have a similar, if not better, performance to willow when made into a cricket bat. However, due to the density of laminated bamboo being ~40% higher than the density of willow, it is likely that the bamboo bats will not have the same dimensions as that of willow bats. This will change the CoR from those seen from the present modelling, but the general trend of the bamboo bat is likely to be accurate.
Manufacture of a prototype bat
Through work with Garrard & Flack, two bamboo prototype cricket bats were produced, as seen in Figure 2. The bat was significantly heavier than most willow bats in use, but preliminary testing showed that through optimisation of the shape, the bamboo bat could be improved to have similar properties to that of a willow bat. The manufacture of the laminated bamboo bat followed similar procedures to that of a willow bat, but required fewer passes through the rolling process to compress the material due to its increased surface hardness.
The prototype designed and fabricated by Garrard & Flack was heavier than most usual full-size cricket bats. However, when impacting with the ball, the bamboo bat had a good feel for players and resulted in a high apparent rebound velocity. In addition, the bamboo bat was aesthetically pleasing due to the curvature of the back creating a diamond pattern. When transitioning from the bamboo bat to a willow bat, as you would when using a training bat, this led to better timing during shots and therefore better strokeplay. However, due to the weight, the bamboo bat was difficult to play cross-bat shots or shots above waist height. This suggests that through optimisation of the bat design, it could be possible to develop a bamboo training bat for use by players and then a thinner bamboo playing bat.
Conclusions
Through characterisation of laminated bamboo using a range of tests, different material properties of bamboo were compared and contrasted with properties of willow. Laminated bamboo was found to have a higher bending and compressive stiffness, maximum surface hardness and coefficient of restitution, whilst having similar vibrational properties to willow. Although the specific tensile strength was significantly lower than that of willow, it was not deemed to be a defining failure mechanism. In contrast, the specific compressive strength of both materials were not very different, indicating that a cricket bat formed from bamboo would have similar failure modes and loads to those of willow bats.
The results of this study indicate that a cricket bat may be made from laminated bamboo. Computational analysis demonstrates that the laminated bamboo bat has a larger sweet-spot that falls closer to the toe of the bat, in comparison to a willow bat. The major difference between laminated bamboo and willow for use in cricket bats is the density, with laminated bamboo having a significantly higher density. Bamboo bats of the same dimensions as traditional willow bats are much heavier, while the modern game is played using lighter bats. Future work should address different dimensions and designs of bamboo cricket bats to find the optimum shape and size for a wide range of uses, from training bats to professionally usable bats with actual benefits. Finally, the use of laminated bamboo could enable cricket to become a more sustainable sport, in the face of decreasing willow supplies and an increasing demand for bats due to the global outreach of the game.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The Dyson Bursary Fund partially funded the research for this project. Input from Simon Marshall and Graham Smith were invaluable during the testing process. Garrard & Flack provided willow samples during the project and created a prototype laminated bamboo bat.