
Abstract
Bio-based lubricants are becoming more prevalent in the lubrication sector to substitute the traditional petroleum based. In the current study, jatropha oil was used as the base lubricant with polytetrafluoroethylene (PTFE) and organic Eichhornia crassipes-carboxymethylcellulose (EC-CMC) polymers as additives. The research employed a sensitive reciprocating apparatus to examine the tribological responsiveness of the formulation on AISI 52100 steel material in terms of coefficient of friction (COF), wear rate, wear scar diameter, and surface roughness (Ra). Polymeric and Fourier transform infrared spectroscopy studies were conducted on the formulations. The findings indicate that both additives in jatropha in concentrations produced higher COF than unmodified jatropha oil at 100 and 250 r/min under low load (15 N), but improved performance under higher load (35 N). Under wear rate examination, the formulations demonstrated a slight reduction under higher working conditions; however, the 0.5 wt% EC-CMC blended sample performed poorly in terms of both COF and wear rate. In the research, 0.4 wt% PTFE and 0.3 wt% EC-CMC produced the best outcomes for their respective categories. The nano lubricant exhibited remarkable performance when tested under more demanding working conditions (500 r/min and 45 N) but performed better when 0.4 wt% PTFE was utilized, which is comparable to the reference commercial shell lubricant used. The ability of the nano lubricants to penetrate and generate some films at the sliding contact during operation shows their enhanced performance at higher operating conditions, which was supported by the results of the energy-dispersive X-ray study.
Introduction
Due to polymers’ exceptional strength in relation to density and overall structural features, they are a prominent class of engineering materials that have been created for a variety of industrial purposes. Several kinds of polymers are utilized in a variety of applications, such as seals, lubricants quick degradation resistance, with good tribological performance, and demanding applications.1–3 The type of polymer used determines the lubricant's performance at temperatures and under specific other working circumstances. 3 For instance, operational temperatures that reach 100 °C or even 120 °C are common in water steam environments and some combustion conditions.4,5 Again, most polymers lack the tendency to perform at room temperature during lubrication, thus affecting the expected tribological performance. 6 In lubrication, heat is produced during the sliding process as a result of the system-generated friction apart from the temperatures that the system is subjected to. In this scenario, it will be challenging to regulate the lubricant degradation caused by internal frictional heat if a suitable polymer is not applied. Polytetrafluoroethylene (PTFE) is commonly used in mechanical seal architecture owing to its chemical stability, high self-lubrication, and heat resistance in addition to its mechanical characteristics. 7
The expectation of acceptable tribological performance across a wide variety of activities is influenced by polymers’ improved physical and mechanical properties. It hasn't yet been possible to establish a direct positive association between the mechanical characteristics of such polymers (generally) and their corresponding tribological characteristics. The tribo-reactions of polymers exposed to internally generated heat and the corresponding wear mechanisms are not well understood. Several factors, including interfacial physical/chemical reactions, the structure of the contending polymeric chains, the type of polymer (organic/inorganic), the functional group of the polymeric chain, tactility, the number of molecules and their corresponding weights, and the curing/setting behaviour patterns, among others, influence the mechanisms of such physical material removal.6,8,9
The production of transfer film layers (TFLs) on the counter face, in particular, as a result of tribo-contact, ultimately plays a crucial part in determining the general tribological behaviour of sliding materials.10,11 As a result, the properties of TFLs by polymers have been regarded as a distinguishing trademark during lubricant formulation 10 to ascertain its application. Due to this, it is crucial to understand the intrinsic qualities of polymers for tribo-applications as well as their tribological characteristics. This research employed nanoparticles polymer of PTFE and organic polymer of Eichhornia crassipes Carboxymethyl cellulose (EC-CMC) to enhance the tribological performance of Jatropha base oil and tested their responsiveness to steel material under NANOVEA T50 Tribometer. Due to its environmentally beneficial attributes, EC-CMC was chosen in the hopes of producing an even more sustainable product when utilized in producing lubricants. Additionally, could the desired objective be accomplished effectively, the transformation of the problem into wealth would contribute to reducing the detrimental impact on the aquatic environment.
Experimental set up
Materials and samples preparation
The commercially available base Jatropha oil was the starting material used in formulating the various lubricants. The PTFE polymer nanoparticles of size 10–44 nm and the tribo-ball used in the investigations were purchased from Sigma-Aldrich Malaysia. According to the supplier (Sigma-Aldrich Malaysia), the Jatropha lubricant oil is free from sulphur, phosphorus, chlorine, and other additives. According to the manufacturer, PTFE is hydrophobic, has a melting point of 335 °C, a tensile modulus of 94,250 psi, a specific gravity of 2.16 g/cm3, and a density of 2.18 g/cm3. The EC-CMC organic polymer was produced by the Department of Mechanical Engineering, Tribology Option at Universiti Teknologi Malaysia. 12 According to Opia et al., 12 EC-CMC additive had nanosized of 74.8–86.3 nm under dynamic light scattering particle size analysis, a hydrophobic material, and good thermal resistance. The base oil, additives and their chemical structures are presented in Figure 1.
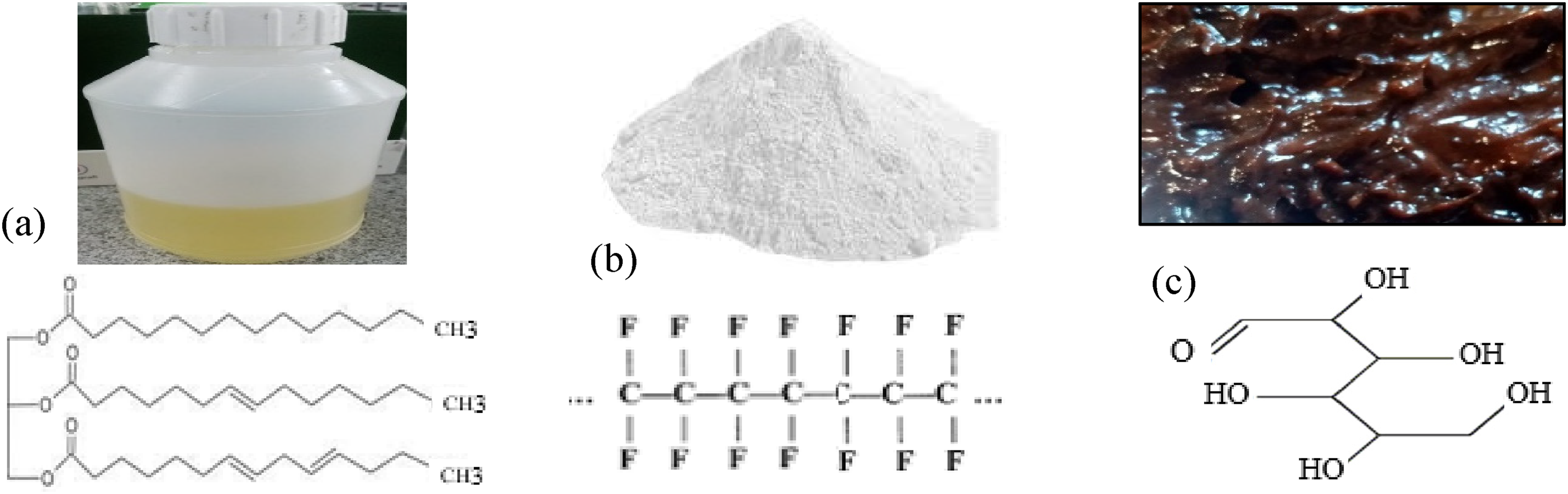
Images of base Jatropha oil (a), PTFE additive (b), EC-CMC (c) and their corresponding chemical structures.
Using 100 mL of base jatropha oil, nanoparticles were suspended in base lubricant at various concentrations (0.2 wt%, 0.3 wt%, 0.4 wt%, and 0.5 wt%) to create the appropriate nano lubricants. With the introduction of EC-CMC and PTFE in the base oil, the application of mixing techniques was employed to produce a homogeneous solution. According to the literature, EC-CMC will dissolve in bio lubricant because of their similar functional groups have amphipathic properties.
13
The nano lubricants were then thoroughly blended using a homogenizer for 30 min to ensure uniform dispersion and good suspension stability. The image of the various formulated lubricants is shown in Figure 2. In this study, no dispersants were used to isolate the effects of the nanoparticle's additives. As seen under the initial mixing of the base oil and additives (A), additives were easily observed most especially for polymer samples. However, after applying high-speed homogenizer (B), additives were completely dissolved, and the observed PTFE samples turned white the colour of the additive used while the EC-CMC sample took the colour of the polymer. This is a result of weakening van der Waals forces between the various particles utilized, which causes them to disperse in the base lubricant. Other analyses on the lubricants such as viscosity and flash/fire point were conducted on the formulations. The viscosity of the lubricants was calculated using equation (1). According to ASTM D 445 standards, the viscosity was conducted using HK-265A apparatus with a capillary tube tested at 40 °C and 100 °C. The flash point test was done in accordance with the ASTM D 3828 standard test, using butane gas.

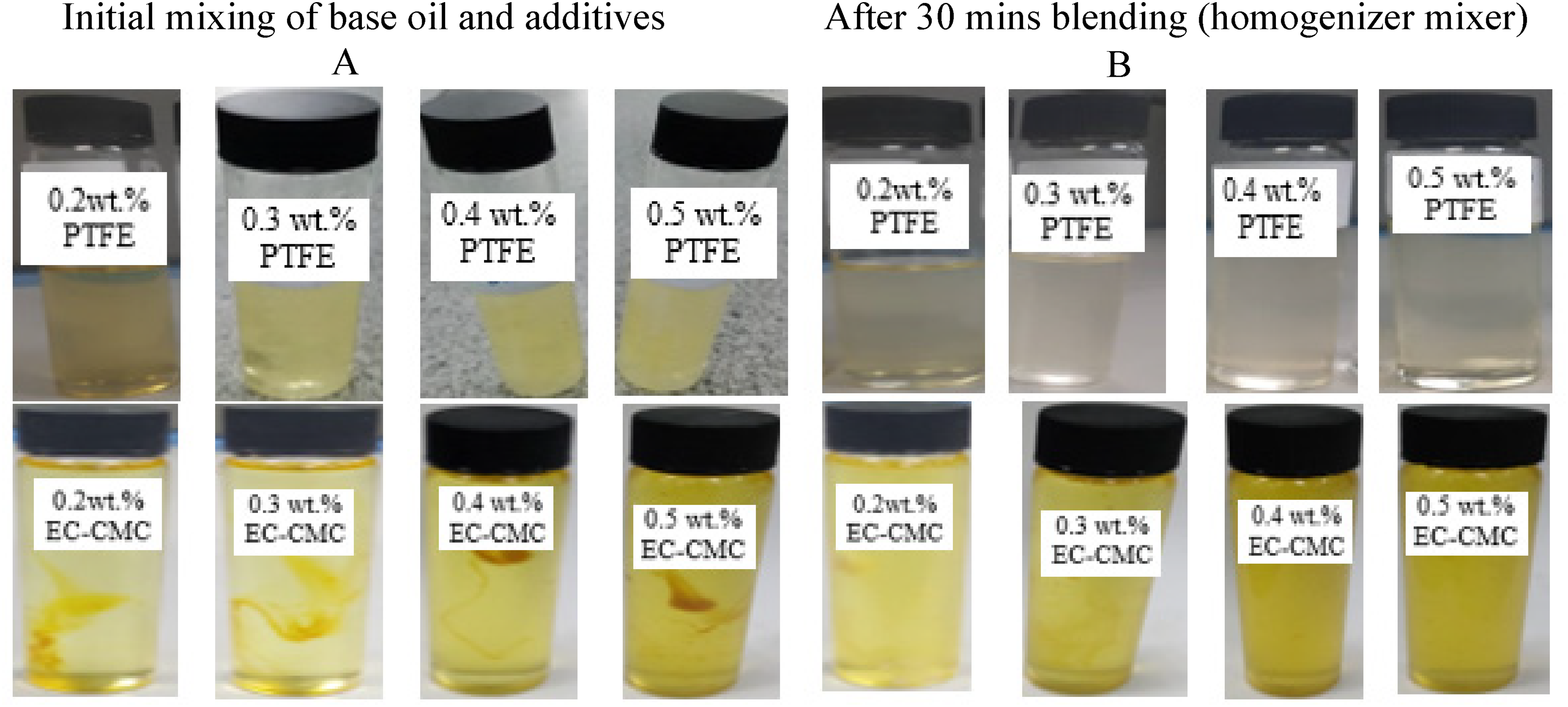
Lubricants formulations as used in this study.
From equation (1), U = value of kinematic viscosity of the lubricant at 40 °C with viscosity index (VI) = 0 and kinematic viscosity at 100 °C equivalent to the oil being assessed, H = reference value of kinematic viscosity at 40 °C with VI = 100 and kinematic viscosity at 100 °C equivalent to the oil being assessed, while U = value of kinematic viscosity at 40 °C of the oil being assessed.
The tribological studies were performed using a reciprocating ball-on-flat (Figure 3) machine (NANOVEA T 50 tribometer) under different lubrication conditions. A flat 30 × 30 mm in size, made from AISI 52100 Steel alloy with the hardness Hv = 64.7 Rc and density 7.81 g/cm3. The ball bearing (6 mm) material having hardness and density values of Hv = 697 ± 17 Rc and 7.81 g/cm3 was used as a stationary counter body. The test results were evaluated in terms of the AISI 52100 Steel alloy wear scar and coefficient of friction (COF). Three sets of working conditions were used to evaluate the effect of the polymers relative to the base jatropha oil. A stroke of 5 mm, speed of 100 r/min, 120 r/min and 500 r/min were used during the testing. The system was shut down to maintain room temperature to prevent various extraneous influences that might interfere with machine operations. During the analysis, each test was conducted three times to ascertain the reproducibility of the results.
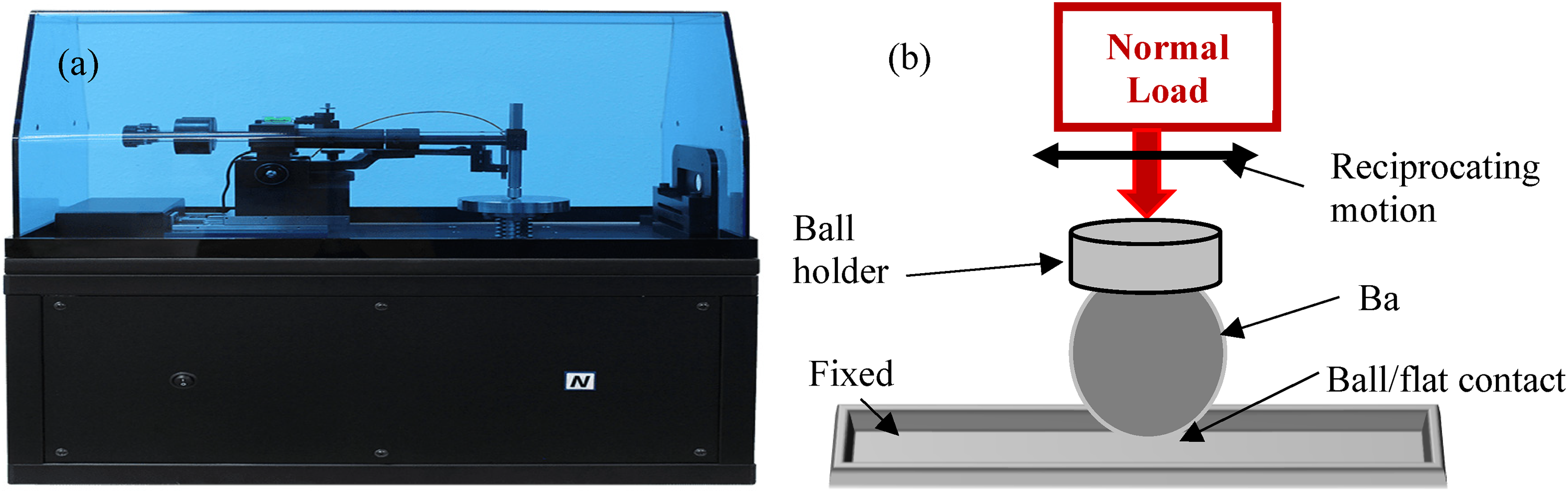
Image of NANOVEA T50 (a) and presentation of reciprocating mechanism (b).
For accurate surface analysis, all the specimens were thoroughly cleaned with acetone to remove any remaining lubricant before the worn surface analysis. With the help of a scanning electron microscope (SEM) (JEOL JSM-6010PLUS/LV), the topography of the lubricated surfaces was examined to ascertain the surface morphology and additives elements found. Using an OLS4000 profilometer, the wear track profiles for flat specimens were obtained.
Results discussion
Samples characterisation
Figure 4 displays SEM representations of the PTFE and EC-CMC's morphology of high resolution (×100) using (JEOL JSM-6010PLUS/LV) powered by 100 V/11 amps. The image shows that the aggregated particles were evenly distributed with the formation of pores, revealing the ability to dissolve in lubricant, while the EC-CMC sample had a gel-like appearance. The observations are in consonant with previous reports.13,14 The energy-dispersive X-ray (EDX) analysis is shown in Table 1, revealing the presence of many elements in EC-CMC while only carbon and fluorine whereas the Zr element was from the coating process. The data from the earlier study was like the elements mentioned.15,16 These findings were recommended since water hyacinth has been identified as a viable source for phytoremediation. 17
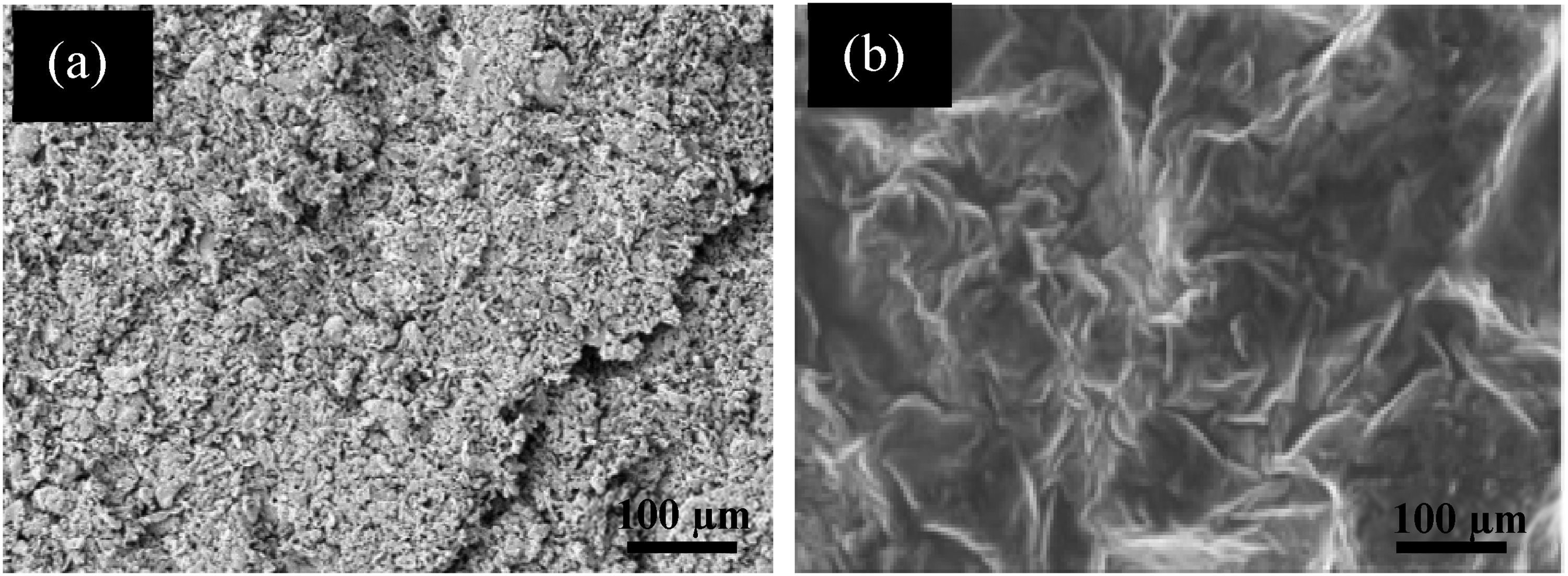
SEM images of PTFE and EC-CMC polymers.
Elements found in the polymers according to EDX report.

EC-CMC: Eichhornia crassipes-carboxymethylcellulose; EDX: energy-dispersive X-ray; PTFE: polytetrafluoroethylene.
Figure 5 shows the Fourier transform infrared spectroscopy (FT-IR) spectra of base jatropha oil, PTFE + jatropha oil and EC-CMC + jatropha oil under temperatures from 600 °C to 4000 °C. The additive EC-CMC sample displayed curve bands with a peak at 3449.11 cm−1 was accredited to C=O and C=C stretching vibration of carbonyl, alkene group and strong stretching vibration of α, β-unsaturated ketone. This is similar to the spectroscopic analysis in the literature. 18 Spectrum revealed C–H stretching vibration of the cis-double bond (=CH) at 3012.87 cm−1 for both samples. Sharp symmetric and asymmetric stretching vibrations of the aliphatic CH2 group were observed at 2961.11 and 2888.77 cm−1. Again, the sample spectra show symmetric and asymmetric stretching bands stretching vibration shoulder of the aliphatic CH3 group at 2925.69 cm−1 and 2854.58 cm−1.
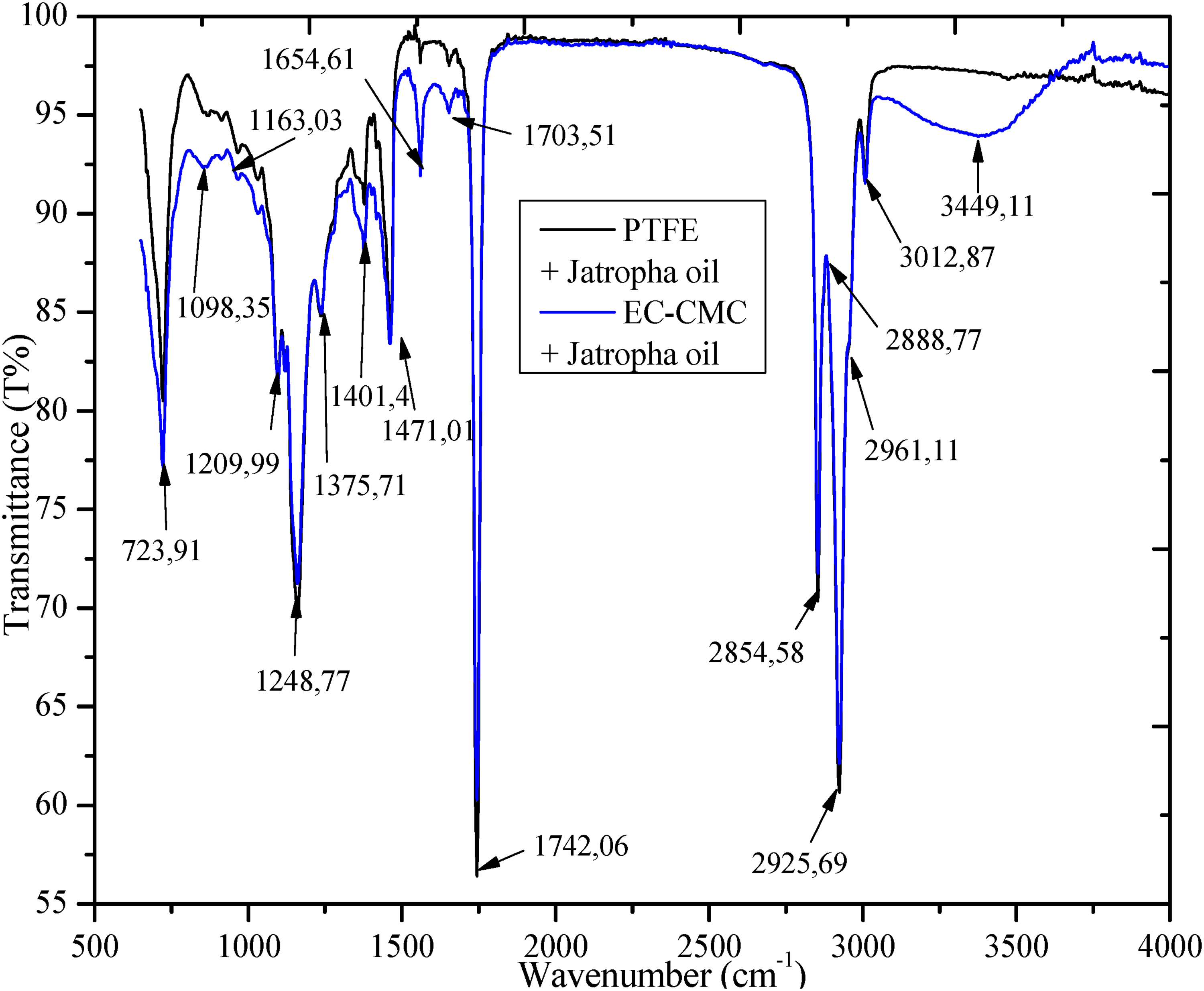
FT-IR showing Jatropha oil, PTFE + Jatropha and EC-CMC + Jatropha oil functional groups.
Consequently, the samples displayed ester triglycerides carbonyl functional groups at 1742.06 cm−1, while free shoulder of fatty acids and C=C stretching vibration of cis-olefins appear at 1703.51 cm−1 and 1654.61 cm−1, however, the bond building were much with EC-CMC owing the large amount of carbonyl, alkene group. Region of bonds distortions and alteration were found with vibrations of aliphatic groups of CH2 and CH3 at 1471.01 cm−1, cis-disubstituted olefins of CH bonds at 1401.4 cm−1, plane vibrations of cis-olefinic CH groups at 1375.71 cm−1 and ending vibrations of CH2 groups at 1327.52 cm−1. This is similar to the previous reports.11,19 Spectrum formation of fingerprint region was discovered at 1248.77 cm−1 and 1209.99 cm−1 demonstrating C–O ester groups. The final overlapping of the CH2 rocking and the out-of-plane vibration of cis-disubstituted olefines was obtained at 723.91 cm−1, however, the EC-CMC still reveals more vibrations showing a greater amount of carbonyl constituents. The analysis observed that blending PTFE and EC-CMC, respectively, in jatropha oil demonstrated good compatibility owing to the spectra trend and functional groups, breaking and formation of bonds discovered.
Analysing polymer viscosity displays an understanding of viscosity as the resistance to fluid flow. Table 2 provides the findings for density at 15 °C, kinematic viscosity at 40 °C and 100 °C, and the VI for various lubricants. In general, lubricant's kinematic viscosity falls as temperature rises. This happened as a result of the intermolecular forces gradually weakening as temperature increased. According to the graph, the base jatropha sample's density, kinematic viscosity and VI value were much lower than all the modified samples as presented in Table 2. However, depending on the concentration used, and the addition of polymers (EC-CMC and PTFE polymer), the viscosity increased both at 40 °C and 100 °C. In the area of flash point evaluation, almost all the formulations yielded higher flash points compared to base jatropha oil. However, commercial shell oil and 0.2 wt% EC-CMC lubricant yielded a lesser flash point value.
Density, kinematic viscosity and viscosity index of the various samples.
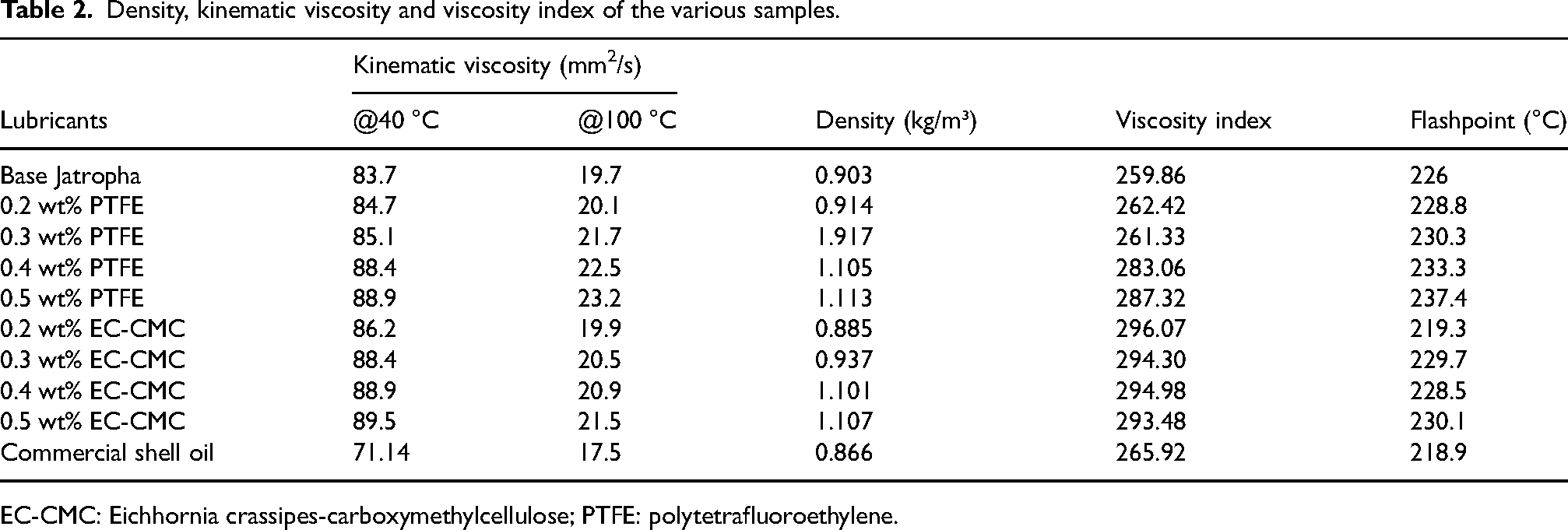
EC-CMC: Eichhornia crassipes-carboxymethylcellulose; PTFE: polytetrafluoroethylene.
From the study, the use of 0.5 wt% PTFE and EC-CMC yielded the maximum VI for the various categories. VI is a term used to explain how lubricating oils fluctuate in viscosity as a function of temperature. Low VI lubricant oils will experience significant changes in viscosity as the temperature rises or falls. This can result in poor performance and inconsistent lubricant behaviour. Similar results were found 20 in their experimental research to address the low-viscosity problems for sunflower oil and soybean oil. According to Table 2, all lubricant samples displayed higher VI values when compared to the commercialized shell engine oil used as a reference, except 0.2 and 0.3 wt% PTFE.
Figure 6 displays the average COF and wear rate of the chosen polymers when sliding at 100 r/min with applied loads of 15 N, 25 N, and 35 N in contrast to the base jatropha lubricant. It is evident that the average COF varies depending on the working conditions, the polymers have a lower COF as load increases as presented in Figure 6(a). At 15 N, 25 N, and 35 N, the base jatropha COF was 0.0121, 0.0122, and 0.013, respectively. Obviously, at 15 N, the base lubricant showed the lowest COF (0.0121) against the different polymers. However, under 25 N, 0.4 wt% PTFE exhibits the best COF (0.0121), while 0.3 wt% PTFE and 0.3 wt% EC-CMC perform similarly yielding comparable COF with base lubricant (0.0122). At 35 N, COF was reduced in all the polymers studied with base lubricant producing a 0.013 COF result. The COF with PTFE for 15 N, 25 N, and 35 N is between 0.0121 and 0.0126, while EC-CMC is between 0.0122 and 0.0127. In all settings tested with all polymer samples, 0.5 wt% EC-CMC performed the worst (15 N = 0.0126, 25 N = 0.0125, 35 N = 0.0127) but reduced COF more than base jatropha under 35 N.
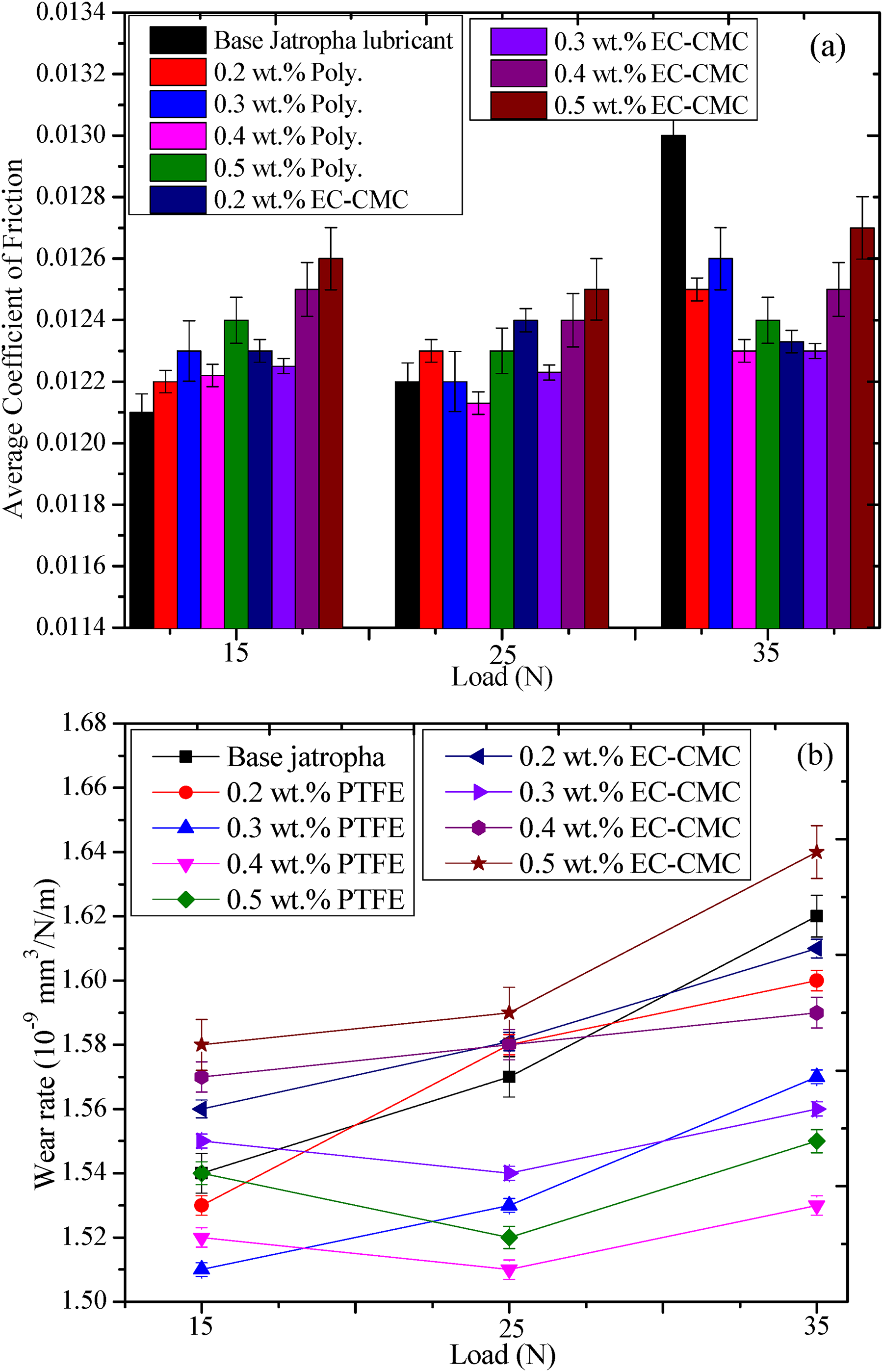
Effect of lower speed on the COF (a) and wear rate (b) behaviour of the PTFE and EC-CMC (speed 100 r/min, stroke 5 mm).
According to the study, in different categories, 0.4 wt% PTFE and 0.3 wt% EC-CMC exhibited the best results across all testing conditions. The results showed that 0.5 wt% EC-CMC performed poorly under all testing conditions. The development of tribo-film, which results in reduced COF at higher operating conditions, may be caused by tribo-chemical interactions between the fatty acid molecules in jatropha oil and the chemical makeup of EC-CMC and PTFE. Similar observations were noted by Hamid et al., 21 attributed the decrease in COF at higher loads by nano lubricant. When compared the wear rate is presented in Figure 6(b) under a speed of 100 r/min. It is noted that upon the additives, the wear rate decreased modestly compared to the base lubricant. Under 15 N, 25 N and 35 N, base jatropha yielded wear rate values of 1.54 (10−9 mm3/N/m), 1.57 (10−9 mm3/N/m) and 1.62 (10−9 mm3/N/m). However, the additives demonstrated a similar trend apart from 0.2 wt% and 0.3 wt% PTFE.
The analysis revealed that 0.4 wt% PTFE and 0.3 wt% EC-CMC exhibited the best performance under 15 N, 25 N, and 35 N, thus producing percentage wear rate reduction of 1.29%, 3.82%, and 5.56% for 0.4 wt% PTFE and −0.65% (negative means increase in wear rate), 1.91%, and 3.70% for 0.3 wt% EC-CMC, respectively. It was observed that 0.5 wt% EC-CMC produced the highest COF and wear rate demonstrating poor performance yielding 1.58 (10−9 mm3/N/m) at 15 N, 1.59 (10−9 mm3/N/m) for 25 N, while 1.64 (10−9 mm3/N/m) was under 35 N. Furthermore, the research observed that the additives show the best behaviour under 25 N load.
For a better understanding of the performances of the selected polymers during operation, the study further investigates the tribological lubricity of the additives under higher speed (250 r/min) as shown in Figure 7. As shown in Figure 7(a), the study observed poor COF performance of the additives under lower load (15 N). Under 15 N, 25 N, and 35 N, the COF of base jatropha lubricant were 0.0124, 0.0126, and 0.0133, respectively.
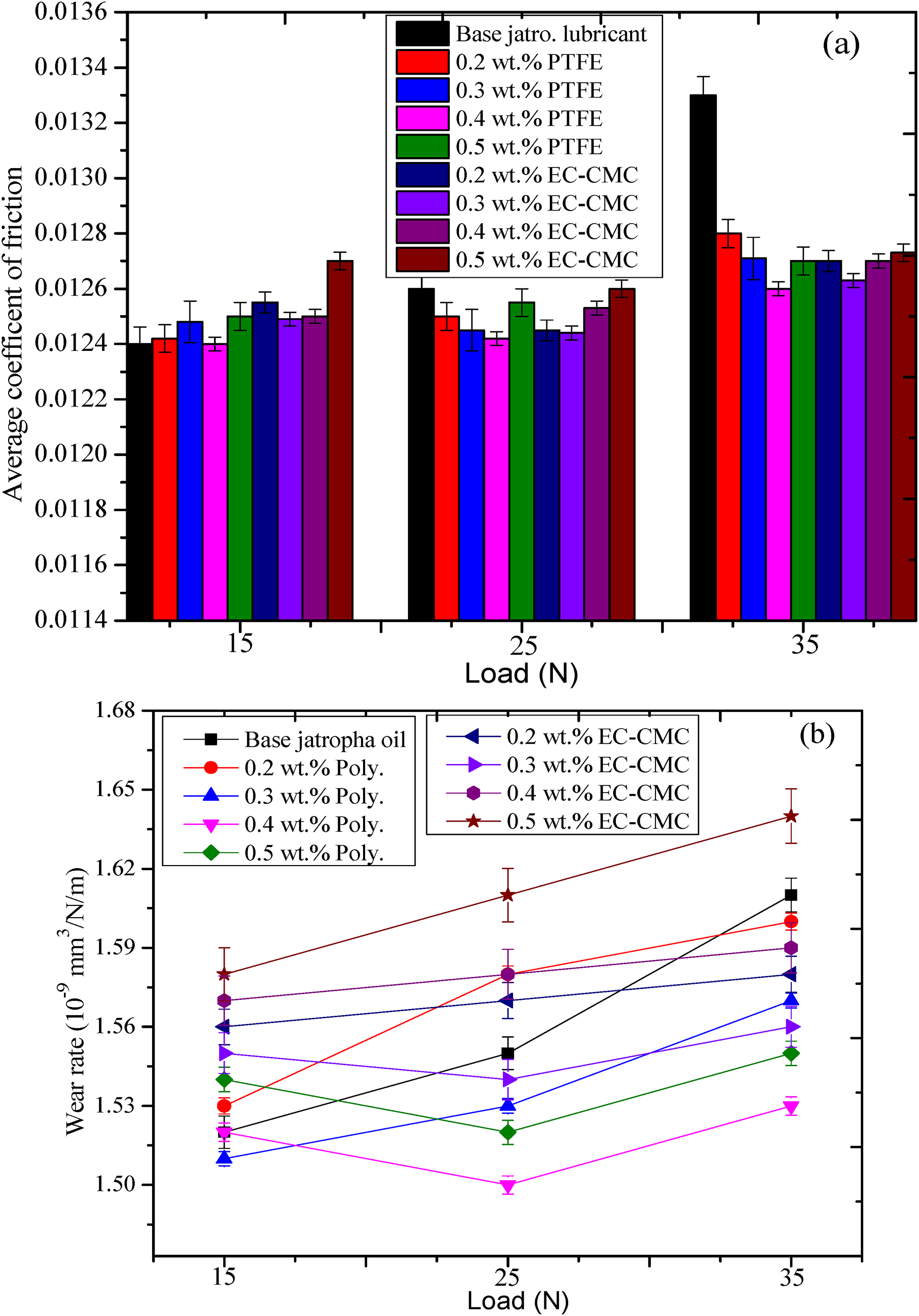
Effect of change in sliding speed on the average COF (a) and wear rate (b) behaviour of the PTFE and EC-CMC (speed 250 r/min; stroke 5 mm).
The COF recorded from PTFE falls between 0.01241 and 0.01270, while EC-CMC polymer produced COF between 0.01244 and 0.01273. The average COF is observed to decrease with the increase of the applied loads against the base lubricant. This can be attributed to the increase in the friction force and the penetration inside the sample, as noted by Lu et al., 22 which in turn increases the amount of additive crushed, and thus increases the efficiency of lubrication, however, depending on the concentration. Among all the polymer samples tested, 0.5 wt% EC-CMC showed weak performance (15 N = 0.0127, 25 N = 0.0126, 35 N = 0.01273) slightly higher than the speed of 100 r/min, still, lowered COF more than base jatropha under 35 N.
The wear rate of the PTFE and EC-CMC under various applied loads with 250 r/min is depicted in Figure 7(b). With operations under 250 r/min, the wear rate behaviour of the different lubricants, with the exception of 0.5 wt% EC-CMC, is comparable with operations under 100 r/min. Again, apart from 0.4 wt% PTFE, 0.5 wt% PTFE, and 0.3 wt% EC-CMC under 25 N, all tested samples and conditions showed a steady rise in wear rate with increasing applied load. Due to improved penetration, which also strengthened the protective effect between the two sliding tribo pairs, the two additives performed slightly well at higher speeds. Poor performance on the side of 0.5 wt% EC-CMC was related to the corrosion that was found on the substrate's surface. Again, the use of 0.4 wt% PTFE and 0.3 wt% EC-CMC produced the greatest results, which correlate with the outcomes at speeds under 100 r/min as seen in Figure 7. The results of this study are considerably different from those of Syahrullail et al. 23 report on a tribological evaluation of palm oil utilizing various operational speeds, which reported on COF and wear reduction under low speed.
A comparison between the commercialised shell engine lubricant and the optimal concentration of each category of the polymer used was conducted. The experiment was carried out at a high speed of 500 r/min with a higher load (45 N), as indicated in Figure 8, in order to completely understand the tribological behaviour of the selected polymers. In accordance with the graph depicting the trends of the various lubricants, basic jatropha lubricant produced the highest COF, with 0.0537, as shown in Figure 8(a). Among the nano lubricants, 0.4 wt% PTFE provided COF (0.0115), followed by 0.3 wt% EC-CMC with a COF of 0.0315, while commercial shell lubricant produced the best COF (0.0104) result. However, during the operations, the performance of the 0.3 wt% EC-CMC was attributed to the formation of tribo-film due to its amphipathic nature. 24 The higher COF recorded from the 0.3 wt% EC-CMC was suspected to be from the bigger size of the particles thereby affecting the penetration to the sliding contact. 24 The results are comparable to those in the literature. 21
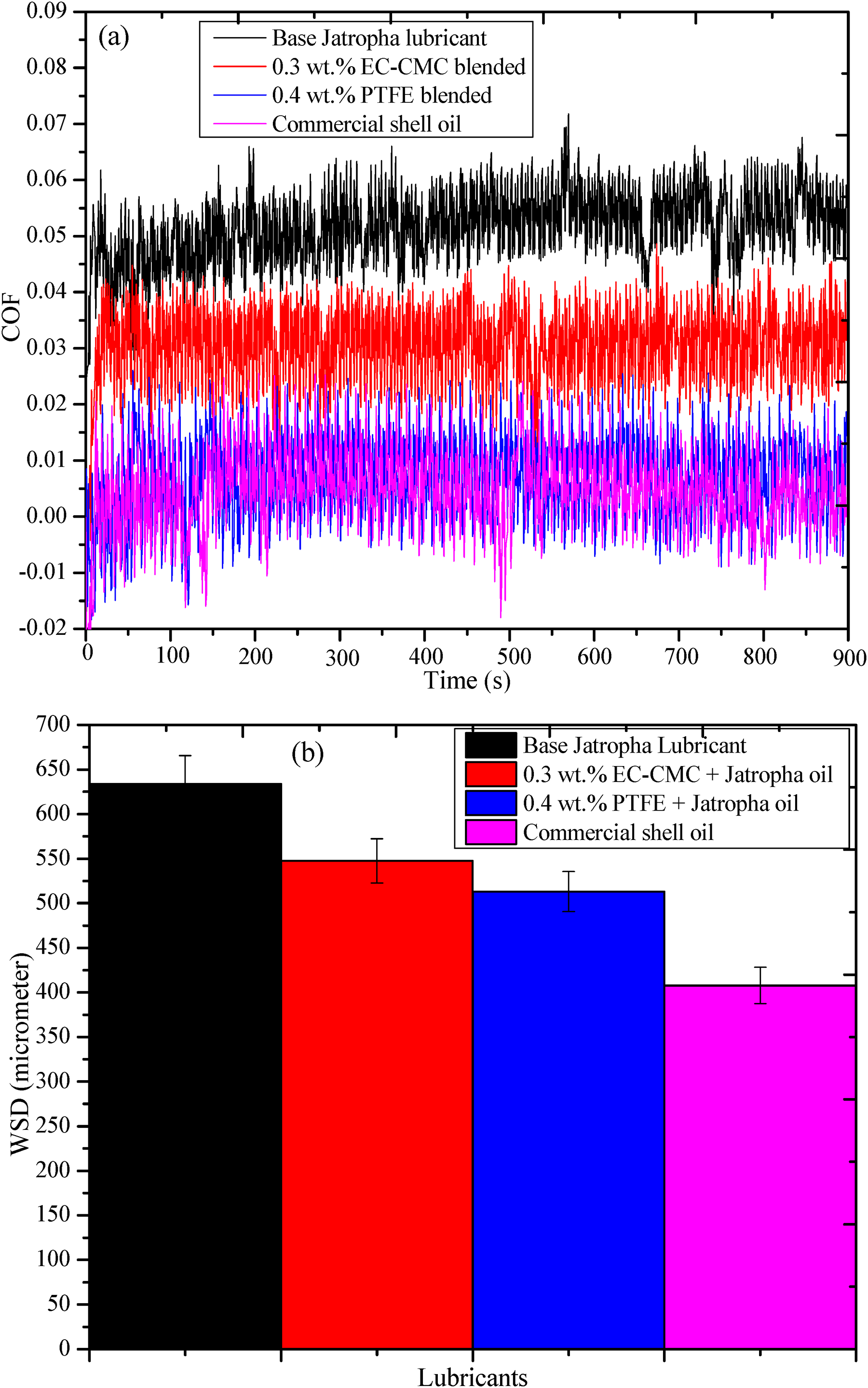
The COF and wear behavior of 0.4 wt.% PTFE and 0.3 wt.% EC-CMC under high operating speed (500 r/min) with higher load (45N).
When the base jatropha oil was used with the additives, the wear scar diameter (WSD) was reduced. The WSD decrease with formulations was not much as indicated in Figure 8(b), due to greater values relative to the commercial shell reference used. The additives were found to penetrate the contact zone, but their ability to withstand wear at higher speeds was less effective due to a lack of anti-wear properties. The reference commercial shell displayed the lowest WSD of 407.71 µm, whereas the unaltered lubricant produced a WSD of 633.97 µm, 0.3 wt% PTFE produced a WSD of 513.11 µm, and 0.4 wt% EC-CMC produces a WSD of 547.53 µm. Although the COF values from the 0.3 wt% PTFE were close to the reference commercial lubricant, they failed to provide appropriate wear protection. With this, it is apparent that the novel formulae did not have the potential to decrease wear at high load and speed when employed in electric vehicle lubrication that operates at high speed. This discovery can be compared to literary analysis. 13
Figure 9 depicts the flat surface that was lubricated by the various lubricants examined under the SEM machine. The base Jatropha lubricant generated significant surface damage with parallel grooves and the highest WSD (see Figure 8), which was brought on by direct contact during sliding operation, as shown in Figure 9(a). Surface wear from an additive application (0.3 wt% EC-CMC and 0.4 wt% PTFE) was noticed (Figure 9(b) and (c)), but it was less than the basal jatropha-lubricated surface. As evidenced by the parallel grooves in Figure 9, the damage was brought on by abrasion. Although less often than with base lubricant, Koshy et al. 25 reported a comparable result, suggesting that this may be the result of direct contact. The decrease in wear when compared to base lubricant is caused by the penetration of nanoparticles. As can be seen in Figure 8(b), the reference shell oil demonstrated a considerable decrease in wear, yielding the smoothest surface (Figure 9(d)) thus demonstrating its effectiveness. According to EDX analysis, additional elements were found on the formulation lubricated surfaces which support the use of additives in the modification of the base jatropha lubricant, on the surface of the lubricated with 0.4 wt% PTFE (F) and 0.3 wt% EC-CMC (Na, Mo, and O).
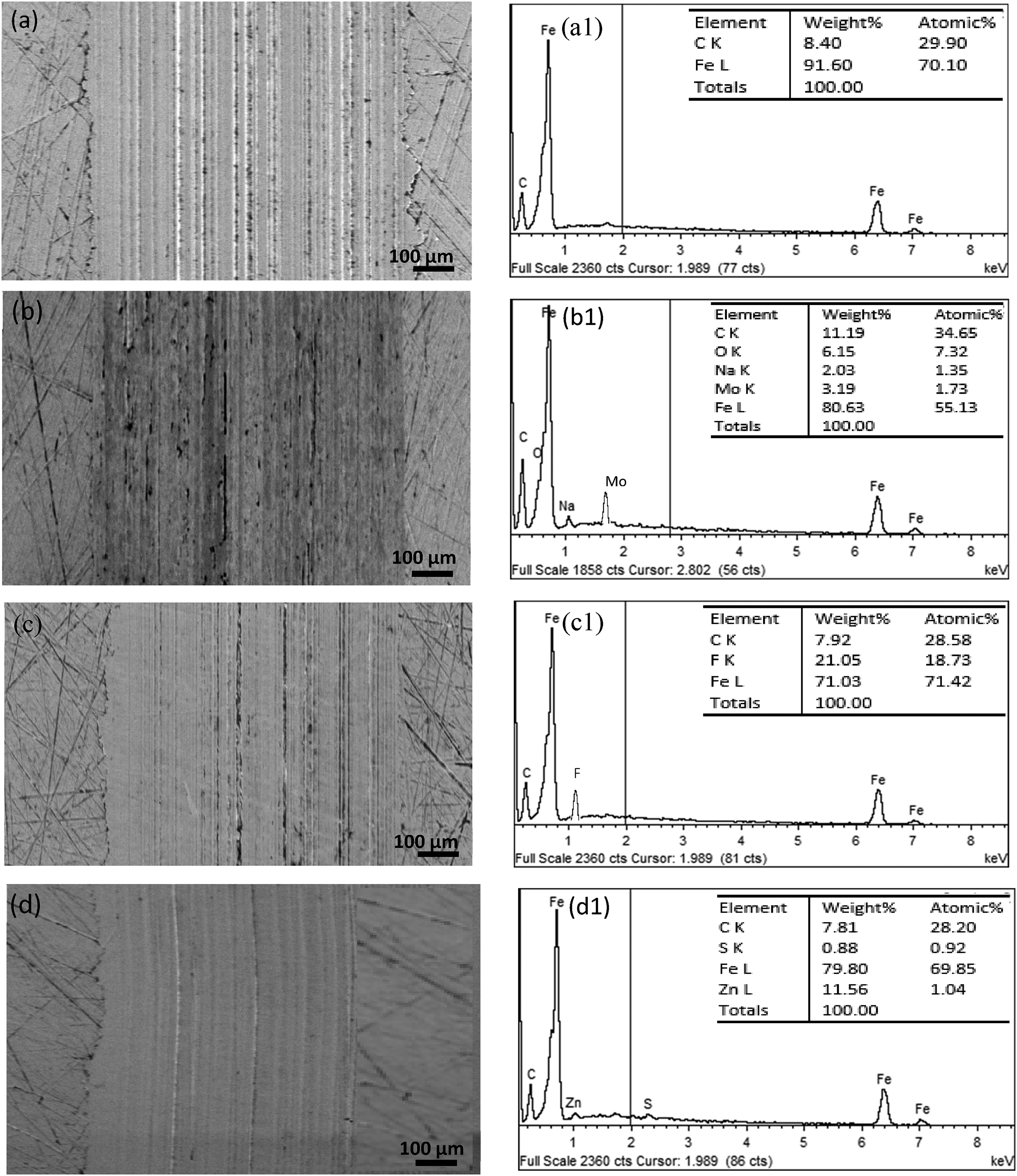
SEM micrographs and EDX of the wear surface lubricated with Base Jatropha lubricant (a–a1); 0.3 wt% EC-CMC (b–b1); 0.4 wt% PTFE (c–c1); and commercial shell oil (d–d1) (500 r/min, 5 mm)
According to Figure 10, surfaces were compared with commercial shell reference lubricant using a surface profilometer to produce 3D images and a corresponding micrograph. The surface roughness and depth were calculated using an average of three different drawn lines, as shown in Figure 10(a1) to (d1). The average surface roughness (Ra) and depth (Rz) of the base jatropha were 1.8666 µm and 6.3555 µm, respectively, as shown in Figure 10(a), with the red arrows designating the maximum depth. This is in line with previous works on vegetable lubricant lubrication.25,26
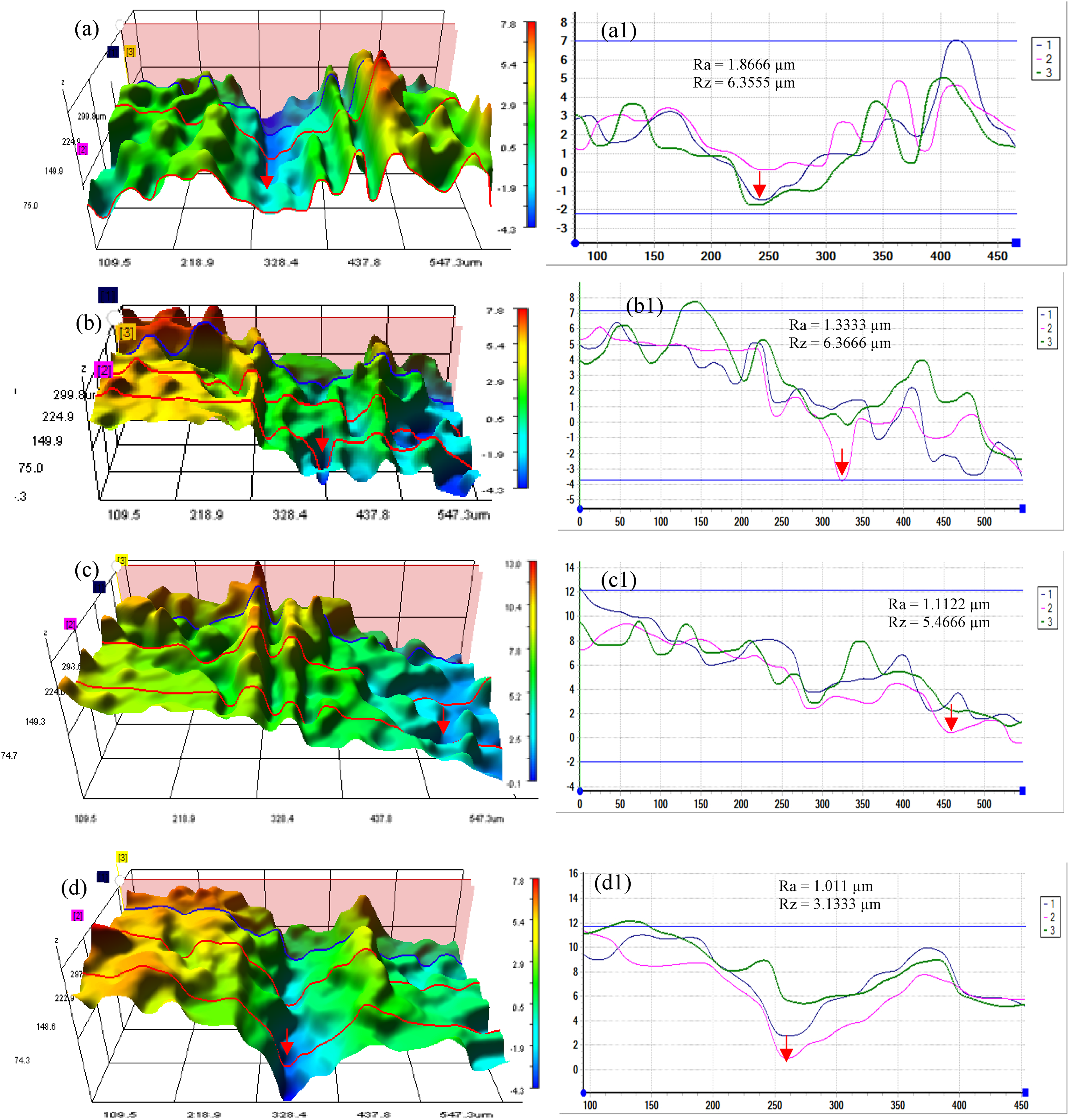
3D images (a–d) and micrograph (a1–d1) of surfaces lubricated with different lubricants: unmodified jatropha lubricant (a–a1); 0.3 wt% EC-CMC lubricant (b–b1); 0.4 wt% PTFE lubricant (c–c1); commercial shell lubricant (d–d1) (under 500 r/min, stroke 5 mm, 15 min).
Under modified samples shown reduction on the Ra and Rz with values of 1.3333 µm and 6.3666 µm for 0.3 wt% EC-CMC and 1.0122 µm and 5.4666 µm for 0.4 wt% PTFE, respectively. It was discovered by examining the behaviour of the improved sample of 0.3 wt% EC-CMC produced higher depth than base jatropha. This greater depth under the EC-CMC was due to the particle challenge on protection and corrosion that the EC-CMC polymer displayed during lubrication. However, several mechanisms, such as the formation of tribo-films and the filling of asperities with nanoparticles, were seen to cause a decrease in surface roughness (Figure 9). Due to its outstanding performance, the commercial shell sample produced the best results out of all examined samples.
Based on the tribological testing and wear surface analyses carried out in this study, the following findings can be made:
When compared to base jatropha oil, all modified lubricants under 15 N produced higher COF at 100 r/min and 250 r/min. However, 0.4 wt% PTFE exhibits reduced COF against base lubricant at 25 N and 100 r/min, while 0.3 wt% EC-CMC and 0.3 wt% PTFE produced results comparable to base lubricants while other lubricants produced higher values. All additives lowered COF at 35 N both at 100 r/min and 250 r/min. In all the conditions tested, 0.4 wt% PTFE and 0.3 wt% EC-CMC showed a good wear rate decrease. During the test of the best candidate polymer under 500 r/min and 45 N, reduces COF and WSD. The candidate 0.4 wt% PTFE outperformed 0.3 wt% EC-CMC produces comparable results to commercial shell lubricant in terms of COF but poor WSD, though better than base jatropha. The study of the wear scar using SEM and energy-dispersive X-ray spectroscopy reveals the deposition of nanoparticles by modified lubricants on the worn areas. In comparison with base jatropha, the improved lubricants reduced Ra under surface roughness. The Rz under 0.3 wt% EC-CMC, however, showed little more than base lubricant which could be due to corrosion that was observed on the lubricated surface.
Footnotes
Acknowledgement
The authors gratefully acknowledge contributions from the members of Green Tribology and Engine Performance (G-TriboE) Research Group, Centre for Advanced Research on Energy (CARe), Universiti Teknikal Malaysia Melaka (UTeM).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.