
Abstract
It is essential to explore temperature's crucial role while unveiling the intricacies of tribological interplay in CrN-coated steel-alloy systems. In the present study, tribological potential of CrN-coated hot-work tool steel was investigated under unidirectional single-pass sliding wear conditions. The sliding wear tests were performed at different temperatures (i.e., 20 °C, 100 °C, 200 °C, 300 °C, 400 °C and 500 °C) for the different sliding distances between 2 mm and 68 mm to explore the effect of temperature on the initiation and evolution of the transfer of an aluminium alloy (EN AW-6060). The effect was studied in terms of the contact area of the aluminium alloy and the volume transferred to the surface of the CrN. In addition, the structure of the wear trace and the equivalent friction coefficient were monitored with respect to the sliding distance and the temperature. The results show the strong dependency of the tribological potential of the CrN coating and the aluminium alloy on the temperature but show insignificant dependency on the sliding distance. When sliding up to 200 °C, the transfer was found to be dependent on the surface roughness of the coating, while strong adhesion led to the aluminium alloy's transfer during sliding at higher temperatures, that is, above 300 °C. At 500 °C, the CrN coating formed a self-protective Cr2O3 oxide that reduced the adhesive transfer of the alloy to the CrN compared to that at 200 °C–300 °C.
Introduction
High-temperature metal forming is used to produce components at low cost, using less force, with higher formability and a rapid rate of productivity.1,2 Problems arise under these conditions, like higher levels of thermal and mechanical stresses, high tribological loads, and exposure to chemical attacks, which can result in the early failure of the tool as well as poor final product quality.3–8 A particular problem when forming aluminium alloys is that they tend to stick due to the material's tendency to adhere to the surfaces of the die. This results in the subsequent transfer of aluminium to the surface of the tool, having a very detrimental effect on the extrusion processes, where materials move in sliding contact for long periods. Then, with increasing numbers of passes, the transferred materials become oxidised and harder, leading to scratches and abrasion of the workpiece surface, an increase in the required forming force and more frequent halts to the process. For continuous, high-quality production, this transferred material needs to be removed using chemical solutions and abrasives. Such cleaning procedures damage the surfaces of the die, and so reduce the dimensional accuracy of the product. 9
CrN is being considered as a coating for steel tool applications for tribological reasons.10–12 The tribological potential of CrN coatings at room temperatures has been comprehensively studied. The coefficient of friction (COF) of tool steel is reduced by 30% with a CrN coating when it is used with different counter materials. On the other hand, the wear resistance is one order higher for CrN coatings when compared with nitrided tool steel.10–13 However, the tribological properties of the CrN coatings are only poorly investigated for elevated temperatures. This is important because a high oxidation resistance and thermal stability up to 850 °C14–22 could mean their use in high-temperature aluminium-forming applications. It has been reported that CrN is an effective coating, able to protect the surface against abrasion due to the formation of Al2O3. This is despite there being an increase in wear with higher temperatures.23–25 It was reported that during real tooling and hot simulations, the need to clean the transferred aluminium alloy from the tool surface was reduced to one-third, and the life of the tool could be four times longer with a CrN coating, compared to an uncoated hot-work tool steel.9,25,26 Studies have demonstrated that the tribological properties of the tool are greatly influenced by the initial contact surface of the workpiece material and the tool. The transfer of materials, identified after an initial sliding of a few millimetres at ambient temperatures, and the initial sliding distance to stimulate the material transfer, is shortened with a rise in temperature.27–31 Furthermore, with the transfer of material to the tool, the contact properties change and dramatically alter the tribological behaviour.
However, this phenomenon of material transfer onto the CrN coatings during sliding at elevated temperatures has received little attention. Consequently, this investigation focused on the various stages in detail to gain insight into the AW6060 aluminium alloy transfer to the CrN-coated AISI H13 hot-work tool steel during dry sliding at different temperatures between 20 °C and 500 °C. The contact conditions were investigated in terms of the morphology of the wear trace and the equivalent change in the COF as a function of the contact area and the volume of material transferred to the tool steel.
Experimental
Materials and tribology
Duplex-treated hot-work tool steel (AISI H13) with the (wt%) composition 0.5C, 0.25Mn, 4.50Cr, 0.55V, 3.00Mo and 0.20Si was prepared as a substrate material. Further, prepared materials were heat treated and then coated with a commercially available CrN (Tecvac Ltd, Cambridge, UK). The aluminium alloy EN AW-6060 (denoted as 6060) was used as the counter material in the form of a cylindrical bar of dimensions 10 mm × 100 mm. The tribological experiments were conducted using a cross-cylinder configuration under a constant load of 9 N and a speed of 0.01 m/s for a single-pass sliding under ambient conditions with a relative humidity of ∼40%. The investigated coated tool-steel cylinder was kept stationary against the moving 6060 cylinders. The cross-cylinder configurations were used for the test to ensure a new and unworn contact of the alloy surface during the sliding against the coated steel. More details about sample preparation, coating methods, properties and tribometer setup can be found in our previous report. 31 The experiments were conducted for different sliding distances (2, 4, 8.5, 17, 34, and 68 mm) of a single-pass run. For all the selected sliding distances, tribological experiments were performed at 20 °C, 100 °C, 200 °C, 300 °C, 400 °C and 500 °C and the COF was estimated as a function of the single-pass sliding distance and temperature. The experiments were repeated at least three times to ensure the reliability of the results. Before conducting the experiments, the alloy samples were preheated for 300 s (to ensure the required steady state) to the selected temperature while keeping the coated tool-steel specimens at room temperature (Table 1). It is to note that with reference to providing a clear impact of temperature on the tribological performance of the coating, results obtained at 20 °C, 400 °C and 500 °C were reproduced from our previous report. 31
Experimental parameters.
Worn-surface analyses
After each test, the wear traces on the alloy surfaces were analysed for topographical changes using white-light optical interferometry (Contour GT-Ko, Bruker, Billerica, Massachusetts) and optical microscopy (Eclipse LV-150, Nikon, Tokyo, Japan). The area in the contact and the transferred volume onto the tool-steel surface were also estimated using the optical interferometer and optical microscope. The selected samples were investigated for the topography of the wear trace under a scanning electron microscope (SEM; JSM-T330A, JEOL Ltd, Tokyo, Japan) equipped with an energy-dispersive spectrometer (EDS) (Oxford Inst., Abingdon, UK). The arrow on the micrograph indicates the sliding direction. Moreover, the X-ray photoelectron spectroscopy (XPS) analysis was also performed on the worn surfaces to a depth of 50 nm to determine the tribological behaviour at different temperatures. The sputtering rate during the XPS depth profiling was calibrated on a flat, reference, multilayer structure of Ni/Cr/Cr-oxide to be 1.3 nm/min. Quantifications of the surface compositions were performed from the XPS peak intensities, 32 while the compositional changes with depth were analysed using the XPS depth profiling.
Results
Friction behaviour
The COFs for the different sliding distances at different temperatures are presented in Figure 1. The COF at 20°C, 100 °C and 200 °C are found to follow a nearly similar trend as the lowest value for a sliding distance of 2 mm and increased to a maximum with the sliding distance of 68 mm. The COF at 200 °C and 2 mm of sliding distance was almost the same as at 20 °C and 100 °C (µ ≈ 1.10). However, above 200 °C, a change in the frictional behaviour with significantly higher values of the COF was observed. At 300 °C, the COF reached ∼2.9 for an initial 2 mm of sliding and remained constant for the whole sliding distance (68 mm). The same course for the COF was observed at 400 °C, where the COF values were almost the same. At 500 °C, the highest COF was measured for the whole tested temperature range (µ ≈ 3.5), irrespective of the sliding distance (already reported previously 31 ). These variations in the friction for different temperatures are a clear indication of a more unstable friction environment and dependency on temperature.
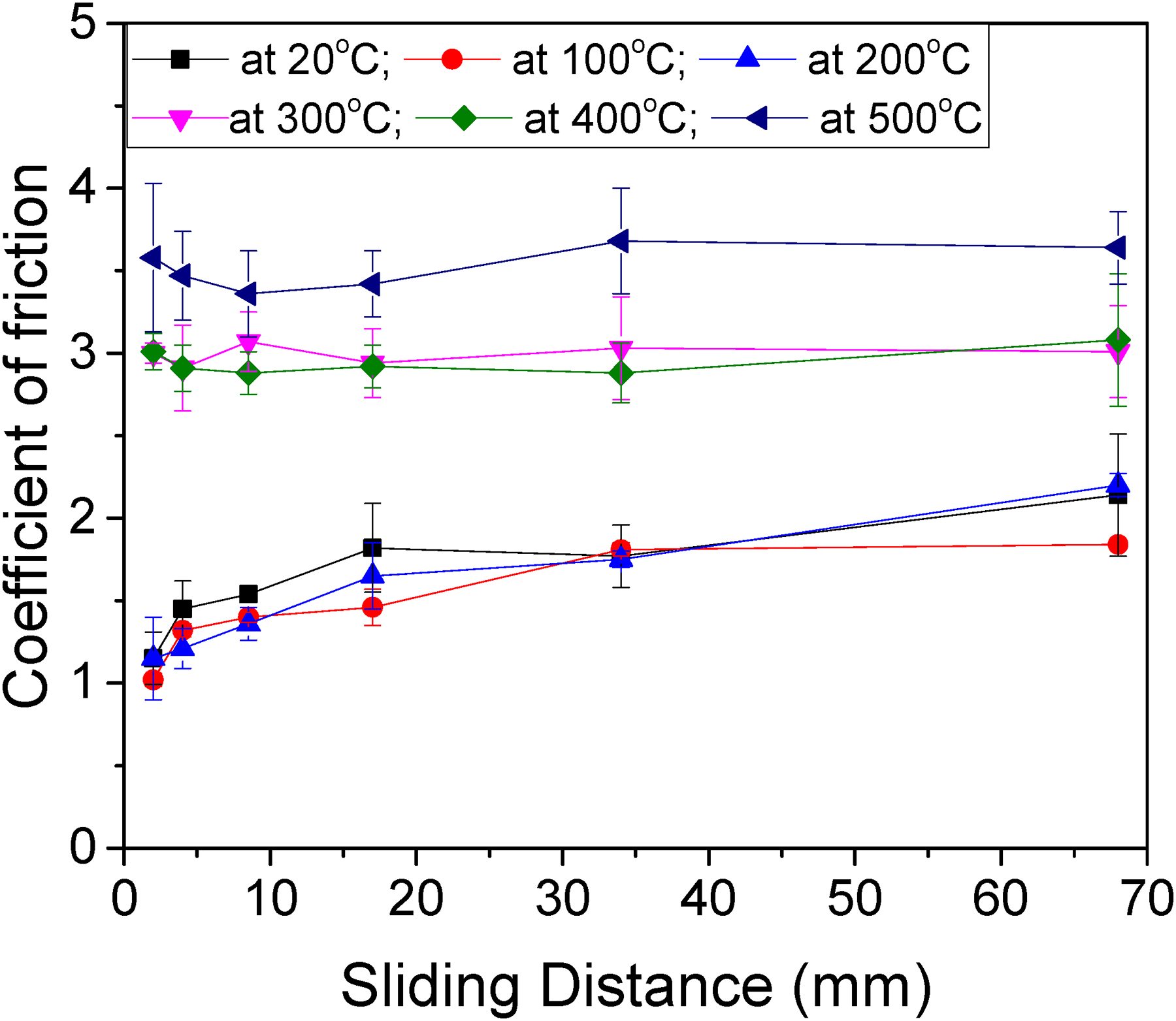
Dependence of the coefficient of friction (COF) on sliding distance and temperature.
Transfer of material
Surface area of alloy transferred to the CrN coating
The surface area of the transferred alloy on the CrN surface is plotted as a function of sliding distance for each tested temperature in Figure 2. The results show the dependency of the transferred surface area on the tested temperature as well as on the sliding distance. An increase in the sliding distance leads to a rise in the surface area, regardless of the testing temperature. In addition, the surface area increases with increasing the temperature, regardless of the sliding distance. The initial material transfer occurred at all the tested temperatures after just 2 mm of sliding. However, the transfer of material is not measurable using white-light interferometry for the sliding at 20 °C, as shown in Figure 2. At room temperature, after an initial aluminium-alloy transfer for 2 mm sliding, there is a gradual growth of the surface area, followed by an expedited growth from 8.5 mm of sliding onwards. Contraries to the COF, a significant increase in the surface area compared to that at room temperature was measured at 100 °C and 200 oC. For sliding distances up to 34 mm, gradual growth in the surface area occurred, with a substantial enlargement by a factor of ∼6 after 68 mm of sliding. At 200 °C, an additional increase in the surface area is observed for a given sliding distance compared to 100 °C. Interestingly, the transfer rate of the surface area is observed to be faster at 300 °C, compared to that obtained at lower temperatures. Still, the highest measured surface area is almost the same for both tested temperatures. At 400 °C and 500 °C, an enlarged surface area is observed, as shown in Figure 2 (reproduced from previously reported data 31 ). The most significant difference is in the initial change in the transfer of materials and the change in the surface area, which exceeds the growth at lower temperatures by a minimum factor of 2 with increasing temperature from 100 °C to 300 °C. But the difference compared to 300 °C and 400 °C was only about 2% to 20%. This is to note that the transfer of alloy also shows a significant effect of temperature, especially in the temperature range of 200 °C to 300 °C. The effect of temperature on the layer transfer will be clearer in the preceding sections. The obtained results indicate a drastic increase in transferred layer beyond 200 °C.
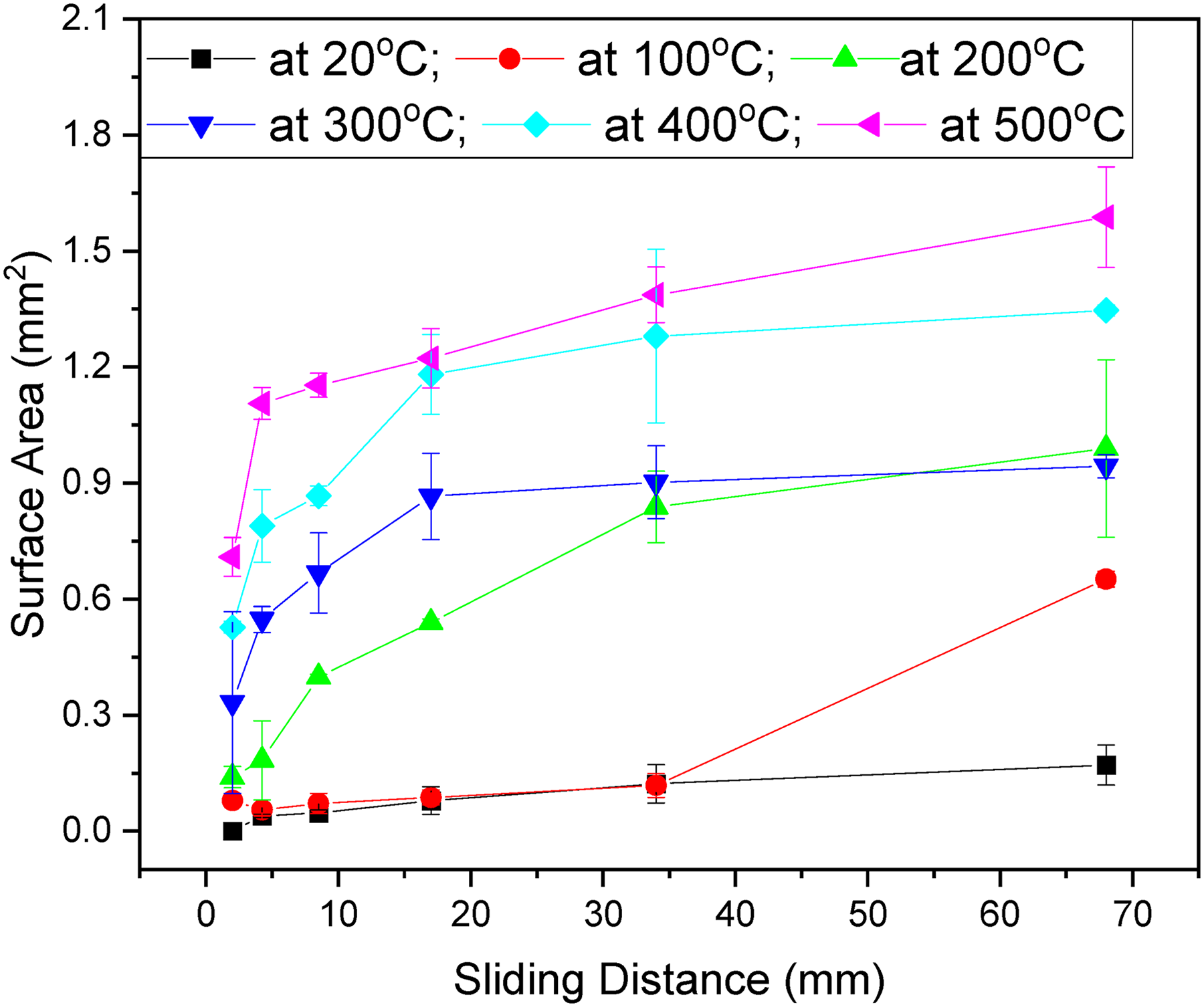
Surface area of the aluminium alloy transferred to the coated tool-steel surface at temperatures 20 °C, 100 °C, 200 °C, 300 °C, 400 °C, and 500 °C. The data obtained at 20 °C, 400 °C, and 500 °C are reproduced from our previously reported research. 31
Transferred volume to the CrN coating
The transferred volume of aluminium alloy onto the CrN for the various sliding distances is shown in Figure 3. In broad, the transferred volume of alloy for every tested temperature increased with the sliding distance. The lowest transferred volume of alloy on the CrN was evaluated at 20 °C, regardless of the sliding distance. For the shorter sliding distances (2 and 4 mm) the transfer occurred and is observed with the SEM, but in such small quantities, it was not measurable using white-light interferometry. After 8.5 mm of sliding, a sharp increase in the volume was observed. At 100 °C, similar amounts of transferred aluminium alloy were measured for sliding distances up to 17 mm. For a sliding distance of 34 mm, the transferred volume was an order of magnitude larger than for 17 mm. For a sliding distance of 68 mm, the volume increased by two orders of magnitude compared to 17 mm of sliding. However, both volumes at room temperature and 100 °C are much less than higher temperatures.
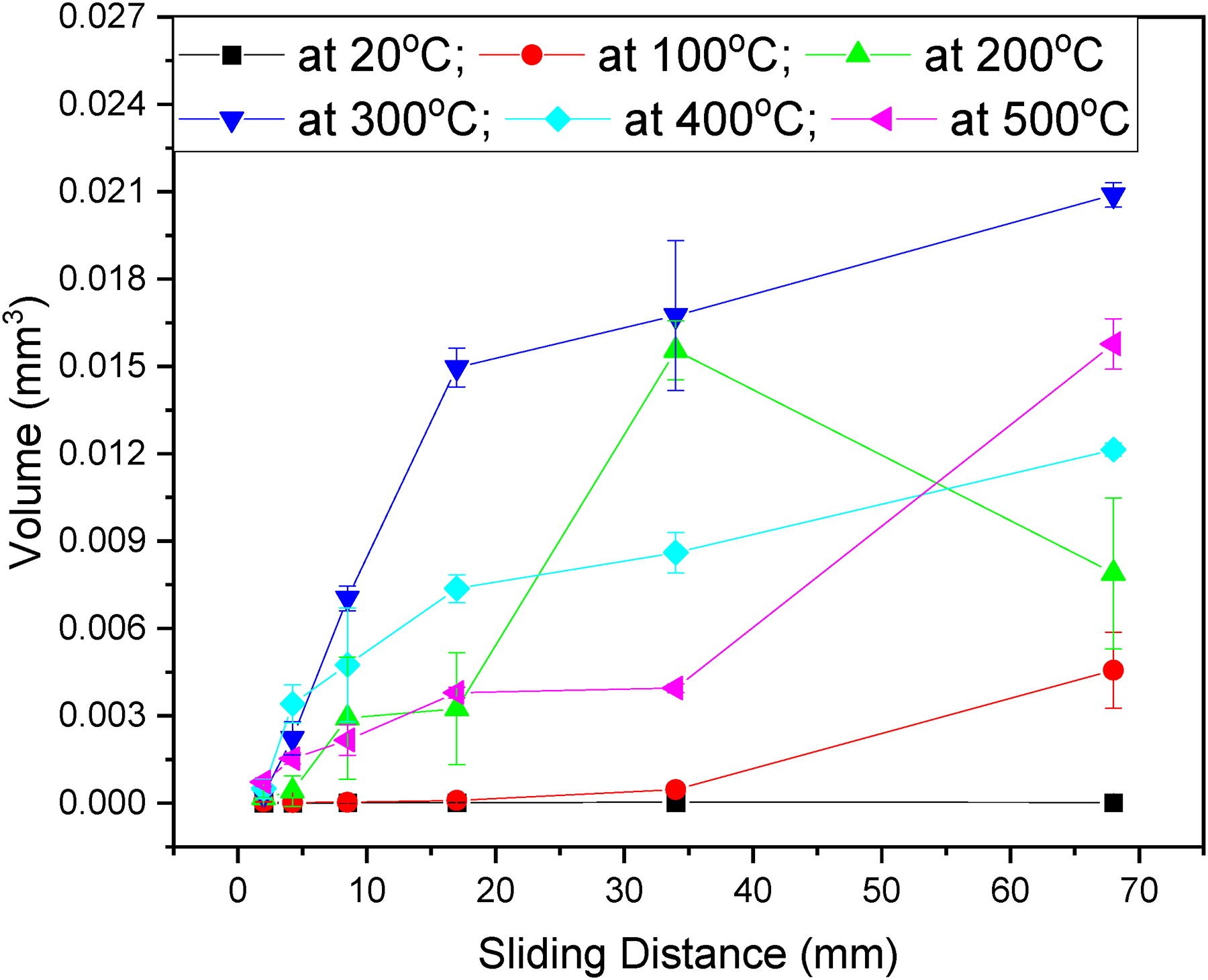
Volume of the aluminium alloy transferred to the tool-steel surface at temperatures 20 °C, 100 °C, 200 °C, 300 °C, 400 °C, and 500 °C. The data obtained at 20 °C, 400 °C, and 500 °C are reproduced from our previously reported research. 31
At 200 °C, an increase in the volume of the alloy was observed, compared to lower temperatures, as can be seen in Figure 3. At this temperature, the highest volume was not measured for the longest sliding distance (68 mm) but after just 34 mm of sliding. The maximum volume of alloy in this investigation was measured for the experiment performed at 300 °C, as can be seen in Figure 3. The transferred volume started decreasing with a further increase in the temperature to 400 °C and 500 °C. In the sliding range from 4 to 34 mm, an approximately 50% reduction in the aluminium-alloy volume was observed at 400 °C, compared to 300 °C, which was further reduced by ∼75% at 500 °C, in comparison with 300 °C. This indicates that the volume of transferred aluminium alloy is decreasing with temperature after a maximum at 300 °C.
The thickness of the transferred film
The average thickness of the transferred film was calculated using 3D topography on the alloy transferred to the CrN after 68 mm of sliding. The results shown in Figure 4 suggest the dependence of the transfer of materials on the distance and testing temperature. At 20 °C, the average film thickness after 68 mm of sliding was <0.5 µm. Increasing the temperature to 100 °C and 200 °C, the average transfer-film thickness increased to ∼7 µm after a sliding distance of 68 mm. The thickest aluminium-alloy film with an average thickness of ∼22 µm was measured at 300 °C for a sliding distance of 68 mm. At 500 °C, the thickness of the film decreased by approximately 60% (∼9 µm). These results are therefore in agreement with the measured volume of transferred materials, where the same behaviour was observed.
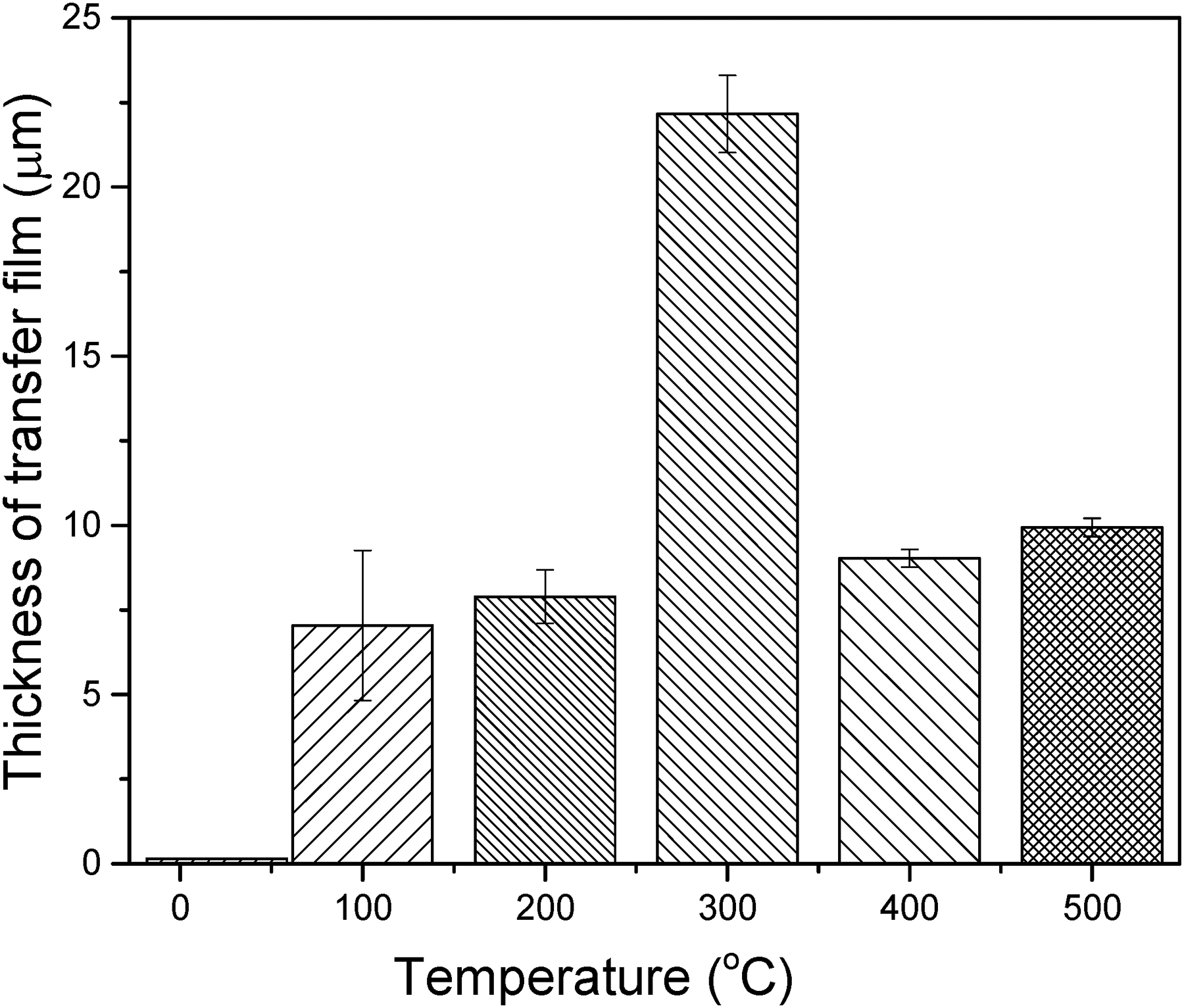
Average thickness of the transfer film after 68 mm of sliding.
Contact surfaces at different temperature ranges
Temperature: 20 °C to 200 °C
CrN coating
At a temperature of 20 °C, the alloy transfer and the formation of a film occurred for the initial sliding of 2 mm, as shown in Figure 5(a). This initial transfer film covers the CrN surface uniformly all over, and from the SEM observations, it is clear that it occurs in and around surface irregularities such as scratches (Figure 5(b)). However, it has been reported previously that for longer sliding distances of 34 mm and 68 mm, the contact area of the CrN coating was only partially covered with aluminium alloy due to the weak adhesion of the transferred alloy. On the other hand, at 100 °C and 200 °C, the adhesion of the aluminium alloy to the CrN surface became pronounced and it is reflected in the transfer not being limited to the topographical features (Figure 6). Even when part of the transfer film was removed during the sliding, the worn surface of the CrN remains covered with a thin layer of aluminium alloy, as shown in Figure 6(b) and a representative EDS spectrum (Figure 6(c)). However, the original topography of the CrN coating remains visible.
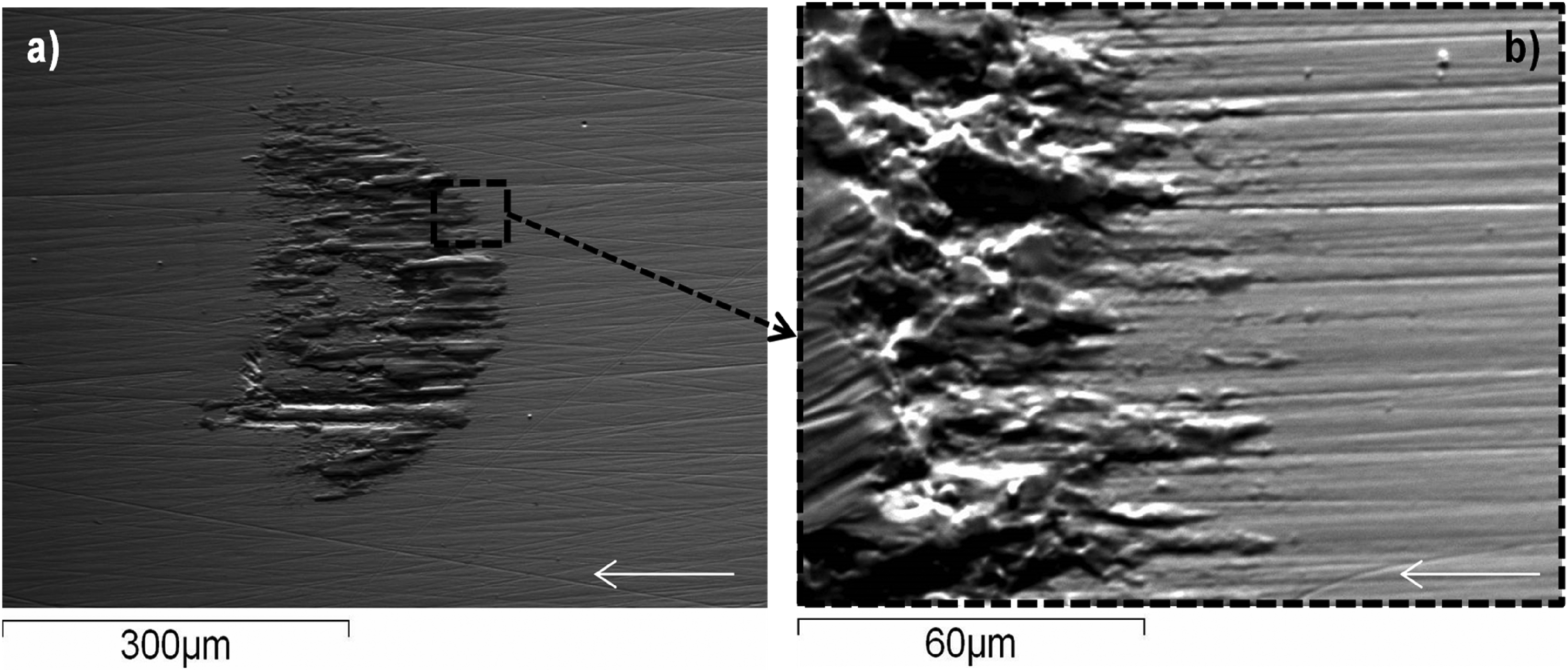
(a) Overview of transfer film formation of aluminium alloy on CrN surface at 20 °C after 2 mm of sliding distance. (b) A detail from (a).
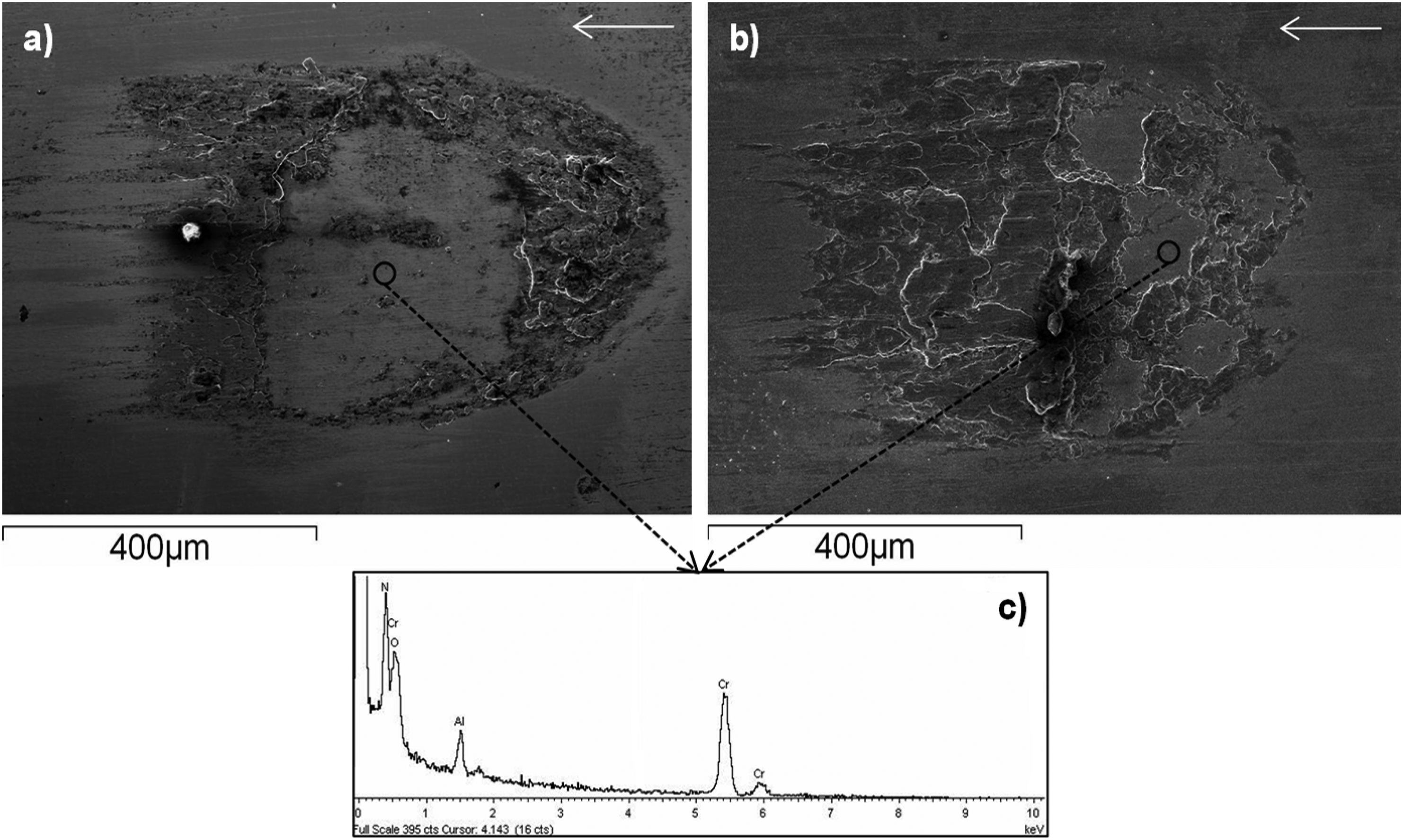
SEM micrograph of the CrN coating showing clear aluminium alloy transfer at: (a) 100 °C and (b) 200 °C. (c) Representable EDS spectrum for uncovered regions from (a) and (b).
Aluminium alloy
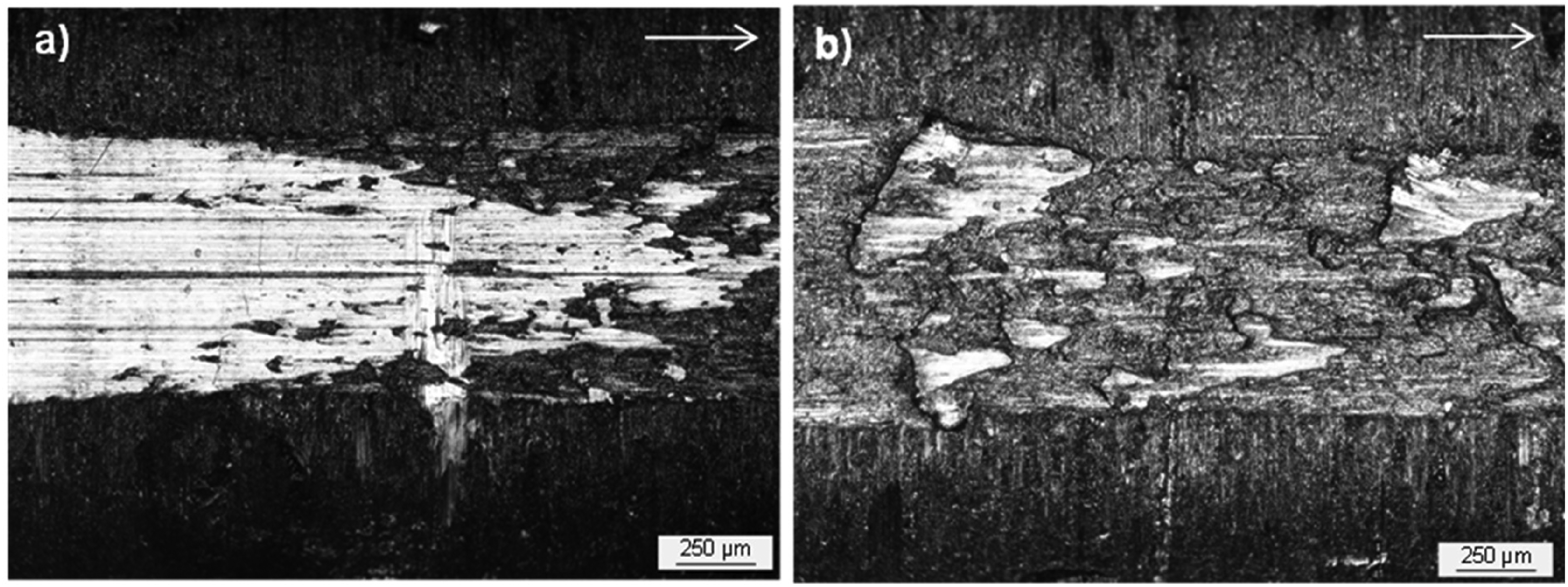
In our previous study, at 20 °C and for shorter sliding distances of 2 mm, smoothening of the surface of the aluminium alloy was observed. 31 Also, with an increase in the sliding distance, aluminium-alloy surface abrasion was evident as material removal, as increasing numbers of unidirectional scratches occurred on the surface of the aluminium alloy (Figure 7(a)). Abrasion of the aluminium alloy was observed in the early stages of the sliding also at 100 °C (Figure 7(b)) and 200 °C. Nevertheless, the topography of the transferred alloy wear trace changes after 34 mm sliding at 100 °C, and in the case of 200 °C, already after 8.5 mm, a torn-like surface occurs as a consequence of the transfer of material (torn out material), as can be observed in Figure 7(c).
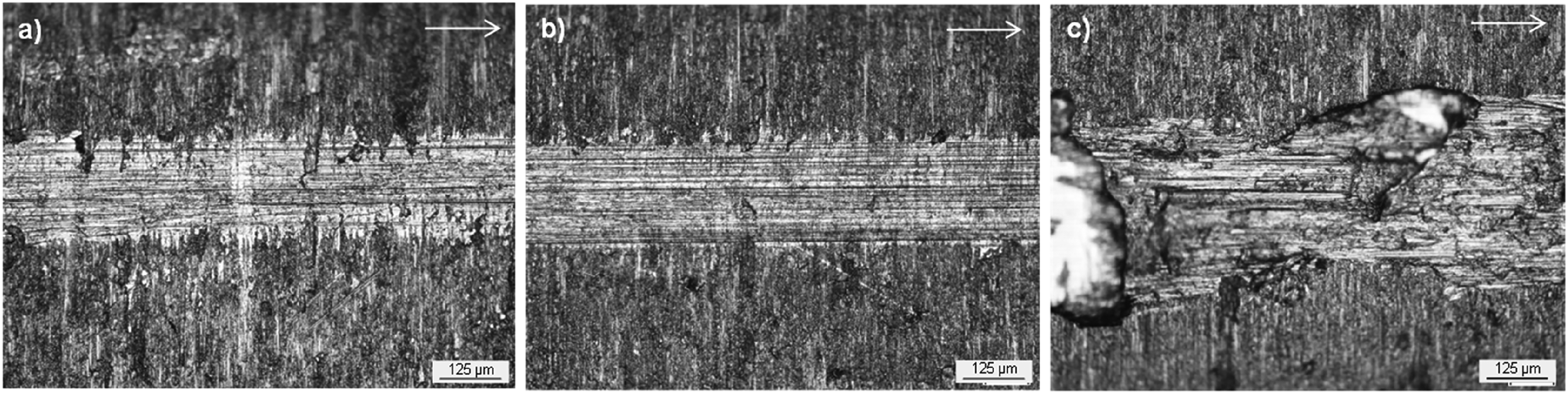
Aluminium alloy specimen surface after 8.5 mm: (a) at 20 °C, (b) at 100 °C, and (c) at 200 °C. Arrows indicate the sliding direction of the counter surface.
Temperature: 300 °C to 500 oC
CrN coating
The transfer of alloy to the CrN coating surface at 300 °C was instantaneous (2 mm) with a fully formed transfer film, as shown in Figure 8(c). With the prolonging of the sliding distance, the contact surface of the CrN coating remains the same, that is, covered for all the tested sliding distances (Figure 8). In fact, at this temperature, it was impossible to find the initiation point for the transfer of the aluminium alloy. On the other side, the alloy transfer and the formation of transfer films on the CrN coating surface at 400 °C and 500 °C were reported instantaneous after the shortest sliding of 2 mm (comparable to 300 °C, as presented in Figure 8) and during early stages of the sliding, it was also very similar for both temperatures. 31 When prolonging the sliding at 400 °C, the transfer film becomes more extensive and thicker (Figures 2 and 4), but its appearance remains similar to that observed during the early stages of sliding. However, it was well reported earlier 31 that prolonging the sliding distance at 500 °C (34 and 68 mm) induced the removal of parts of the transfer film. A fully formed underlayer of transfer film was often found on these removed areas. On the other hand, only a partial coverage of the CrN coating with small patches of aluminium alloy was reported in some areas. This indicates a reduction in the adhesion of the alloy to the CrN at the highest temperature (500 °C), compared to that at 300 °C and 400 °C.
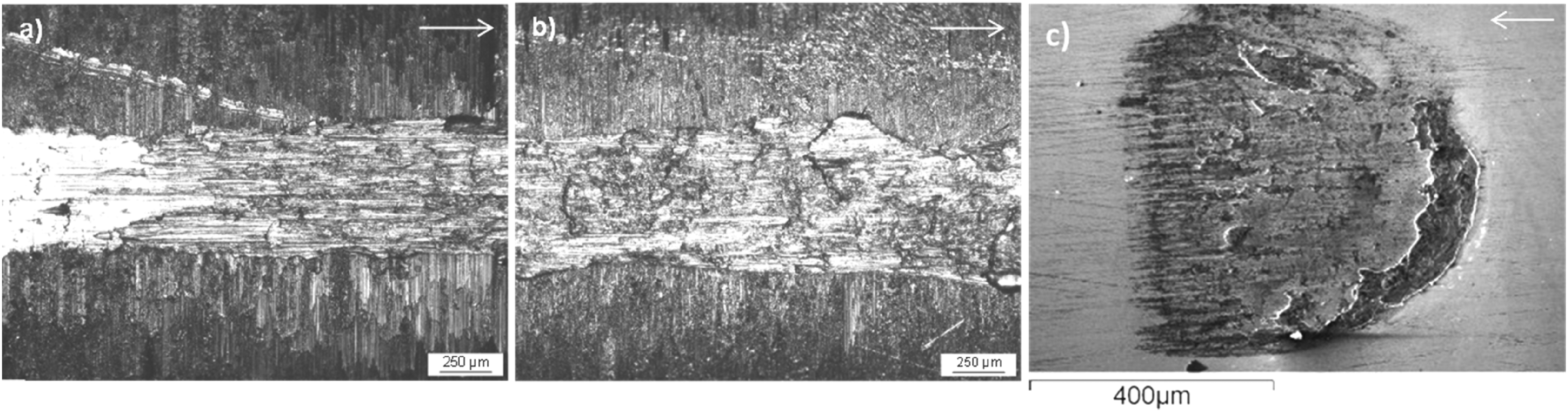
The topography of the wear trace on the aluminium alloy sample tested at 300 °C after (a) 2 mm and (b) 8.5 mm of sliding. Arrows indicate the sliding direction of the counter surface. (c) The formation of the transfer film at 300 °C after 2 mm of sliding distance. Arrows indicate the sliding direction of the counter surface.
To further investigate this hypothesis, XPS high-energy resolution spectra of Cr 2p obtained on the surface and at a depth of about 50 nm on the sample at 650 °C under stationary conditions are shown in Figure 9. The analysis was carried out at a steady-state temperature of 650 °C, considering the flash contact temperature rise and the synergetic effect of the stress as well as the temperature in the contact during sliding at a comparatively lower sliding temperature of 500 °C. The analysis was carried out with an emphasis on a study of the oxide-layer-formation kinetics on the surface of the CrN coating. Figure 9 shows the formation of chromium oxide (Cr2O3) on the surface of a heat-treated CrN-coated sample, 33 while XPS depth profiles of samples of CrN/steel annealed at 20 °C, 400 °C and 500 °C for 30 min in the air are shown in Figure 10. These results reveal that with an increase in the temperature, the concentration of oxygen (O) dominated over that of nitrogen (N) on the top surface and to a depth of 8 nm at 500 °C. There is also clear evidence for the formation of Cr2O3 on the top surface of the coated sample heat-treated at 500 °C. It is believed that the oxide layers serve as passivation layers that reduce the adhesion and the consequent transfer of material in the contact. 34
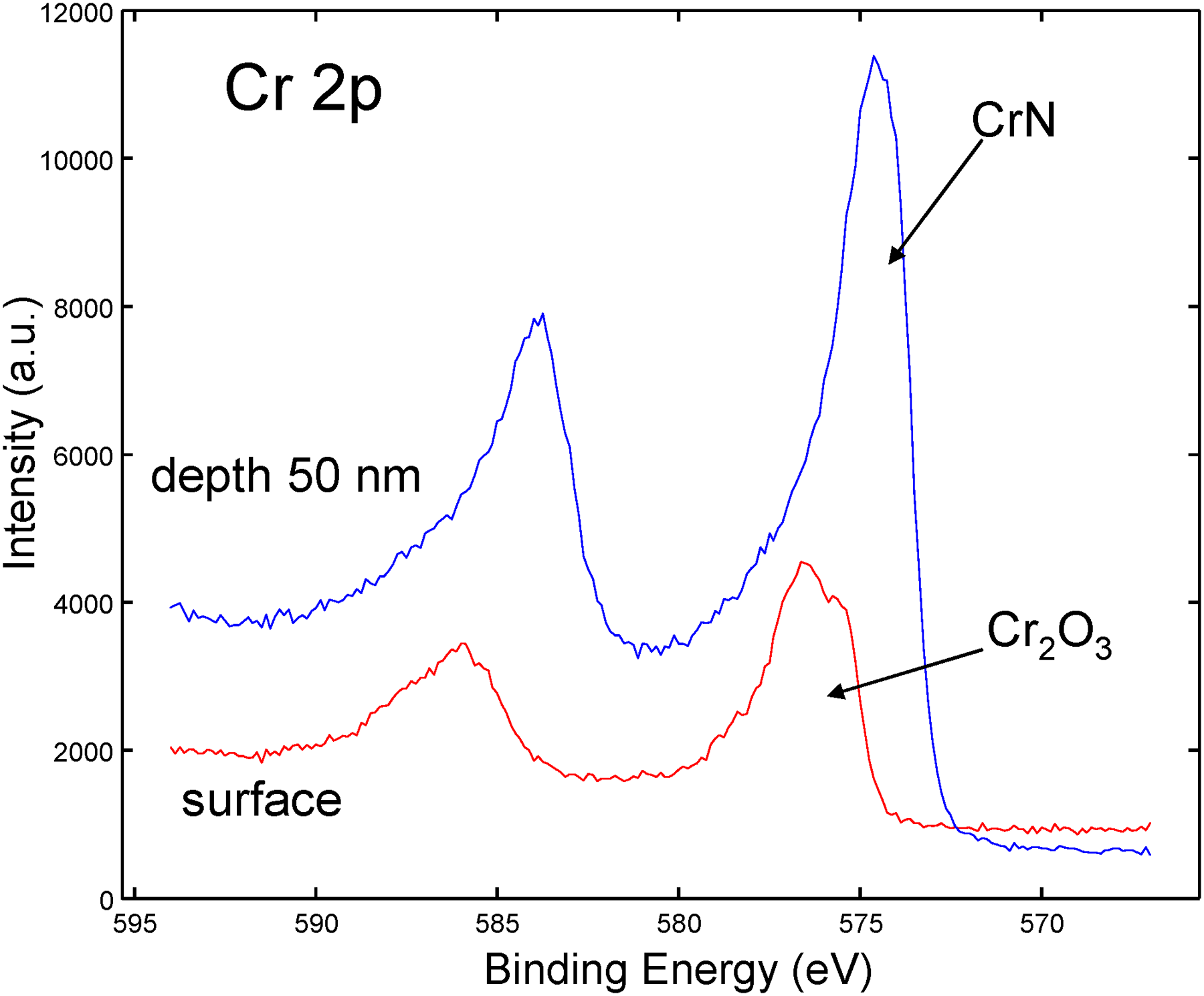
X-ray photoelectron spectroscopy (XPS) high-energy resolution spectra Cr 2p obtained on the surface and at depth of about 50 nm. The surface spectrum Cr 2p shows the peak shape and binding energy of maximum, which corresponds to Cr2O3. The Cr 2p spectrum from depth of 50 nm shows the peak shape and binding energy related to CrN.
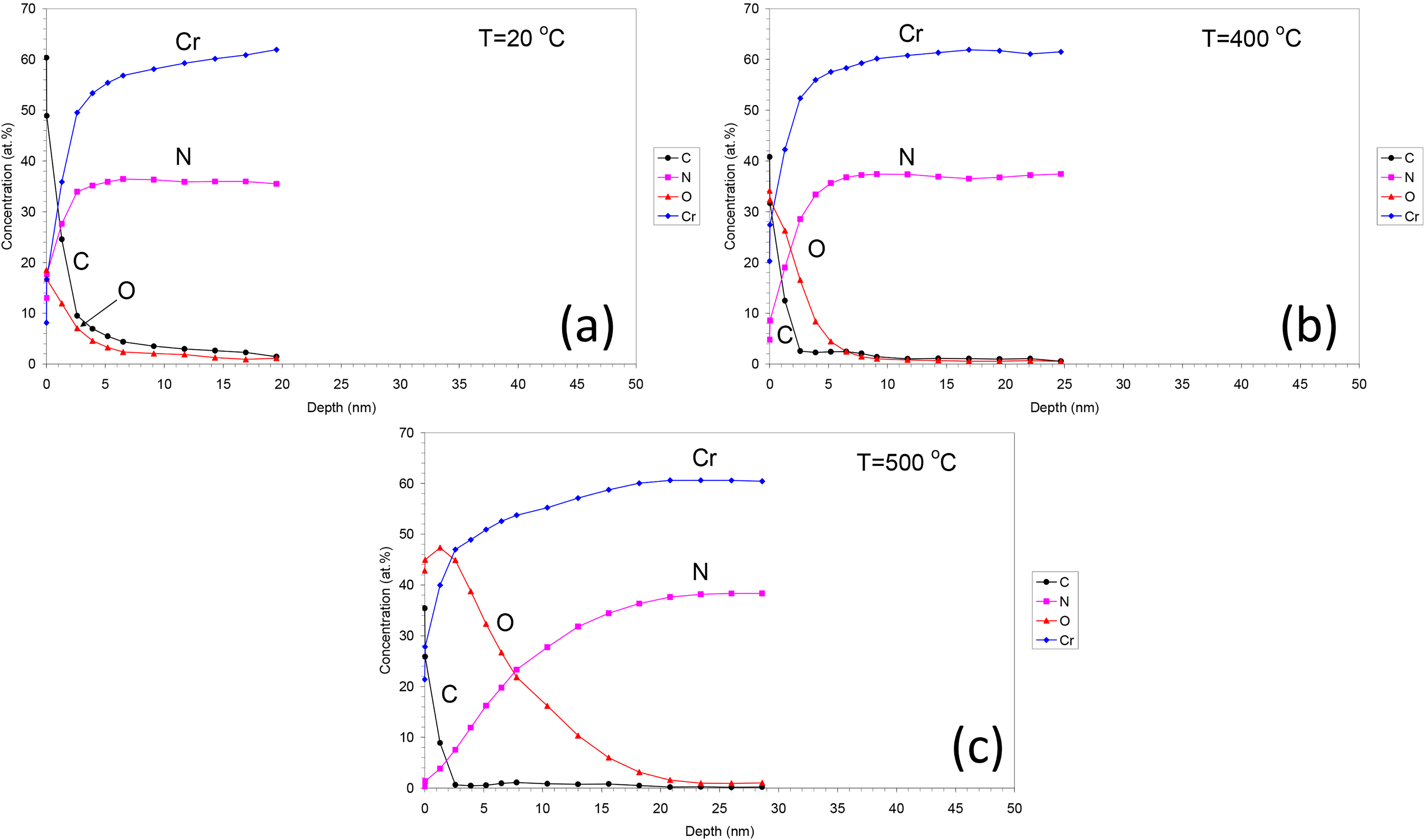
X-ray photoelectron spectroscopy (XPS) depth profiles of samples CrN/steel annealed at (a) 20 oC, (b) 400 oC, and (c) 500 oC for 30 min in air. They show the formation of Cr-oxide layer which depends on temperature. The CrN layer is beneath the Cr-oxide layer.
Aluminium alloy
At 300 °C and 2 mm of sliding distance, smoothening of the alloy surface with some mild abrasion occurred, as is evident from Figure 8(a). Further sliding leads to a torn-like surface (Figure 8(b)). The topography of the 300 °C tests compared to the 100 °C and 200 °C tests vary in the shape and size of the patches found stochastically on the wear trace on the tested aluminium-alloy samples. At 400 °C and a sliding distance of 2 mm, the topography of the aluminium-alloy specimens is observed to be partially smooth (Figure 11(a)). The topography of the transferred alloy with an increase in the distance showed a torn-like surface with disposed patches with a longer sliding distance (Figure 11(b) for 17 mm distance). Like at lower temperatures, they are found intermittently on the wear trace. However, at 500 °C, the topography of the wear trace and the wear behaviour of the aluminium alloy was different. The surface was reported to be the smoothest at 500 °C, among other tested temperatures. 31 The surface was smoothened, and no changes were observed in the topography with a change in the sliding distance up to 34 mm. However, with a further increase in the sliding, the smoothening of the surface is accompanied by a torn-like surface, as is evident from Figure 12.
The topography of the wear trace on the aluminium alloy sample tested at 400 °C after: (a) 2 mm and (b) 17 mm of sliding. Arrows indicate the sliding direction of the counter surface.
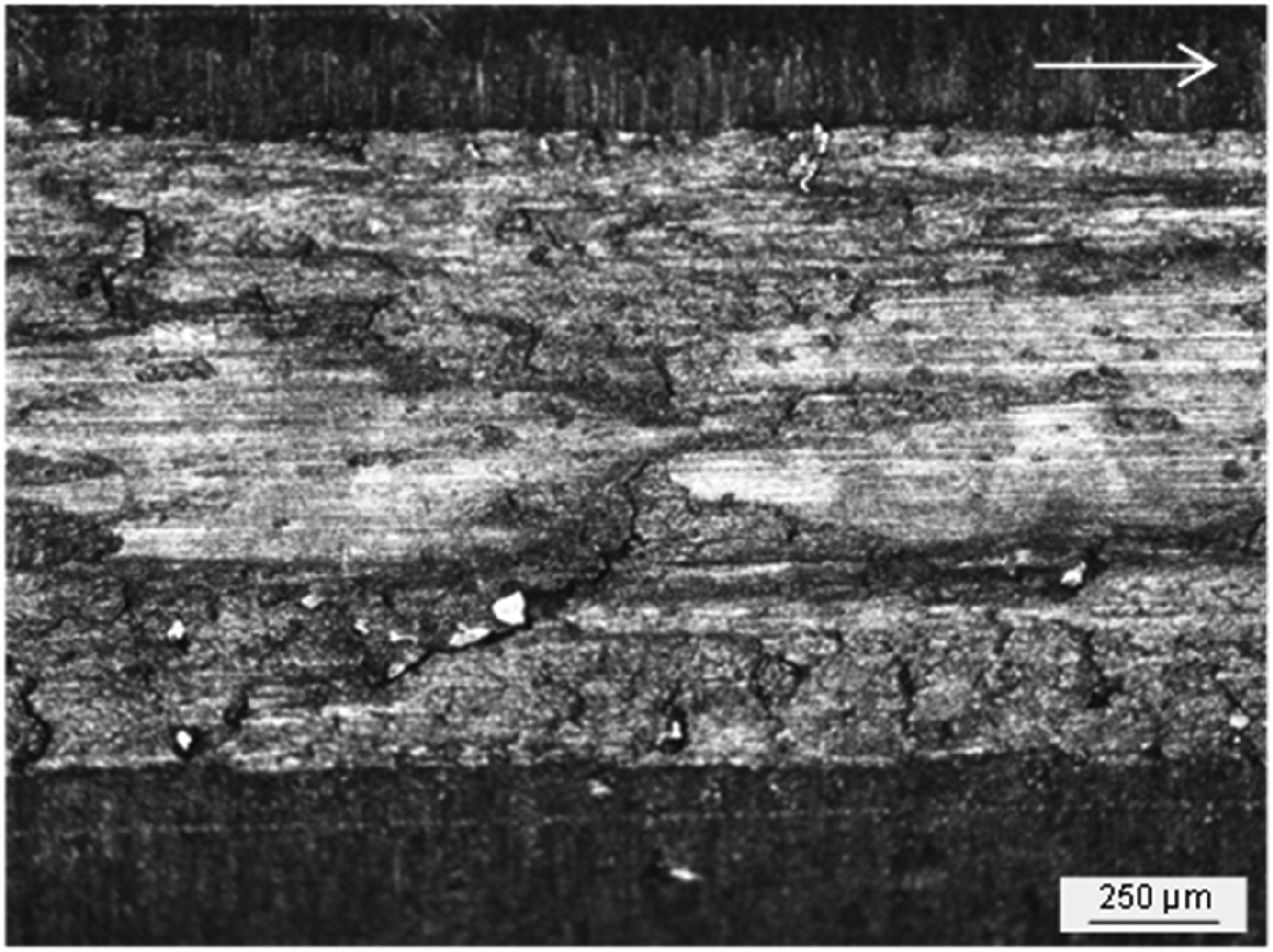
The topography of the wear trace on the aluminium alloy sample tested at 500 °C after 68 mm of sliding. Arrows indicate the sliding direction of the counter surface.
Discussion
Very high values of the COF (µ > 1) were measured, regardless of the temperature (Figure 1). These high values resulted in extensive plastic deformation of the alloy specimen since the Hertzian contact pressure (Table 1) exceeds the aluminium alloy's elastic value by at least a factor of 2 at 20 °C and up to a factor of 30 at 500 °C. 31 Notable differences in the values of the COF, between 200 °C and 300 °C, correspond well with a significant reduction in the strength of the aluminium alloy (∼85%) in this temperature range. 31
For temperatures between 20 °C and 200 °C, the system exhibited lower COF values, and the friction increased with the sliding distance (Figure 1). This is accompanied by an increase in the surface area of the transferred aluminium alloy, which is steadily growing with the sliding distance (Figure 2(a) to (c)). In this low-temperature range (especially at 20 °C), the topographical features governing the transfer of the aluminium alloy, as is apparent from Figure 5. Furthermore, the transfer film removed from the CrN surface advocated mechanical interlocking as the primary mechanism of the transfer of materials. At 100 °C to 200 °C, the transferred film of aluminium alloy to the CrN surface (Figure 6) was more intense and permanently adhered.
However, the friction values at the initial three temperatures (20 °C, 100 °C, and 200 °C) are very similar, despite the change in the alloy-transfer mechanism and the difference in the surface area of the transferred alloy at temperatures of 20 °C to 200 °C. This indicates that the predominant influence on the friction value is the plastic deformation, which is similar from 20 °C to 200 °C since no dramatic change in the aluminium alloy's strength occurs in this range.
In the temperature range of 300 °C to 500 °C, the COF value of the system has different behaviour. The COF becomes very high during the initial sliding and is relatively constant over the sliding distance (Figure 1). This initially high COF led to the rapid evolution of the surface area of the transferred material (Figure 2), exhibiting adhesion as the dominant alloy-transfer mechanism, which ultimately resulted in a high COF. It is worth noting that, at 500 °C, the removal of the transfer film and the intact CrN surface indicated a reduction in the adhesion of the aluminium alloy with the increased formation of a Cr2O3 layer on the CrN coating, as compared to 300 °C and 400 °C. It is reported that during the oxidation of a Cr-based film, a smooth protective Cr2O3 oxide layer formed and the kinetics of Cr2O3 formation depends strongly on the temperature and time. 34 The thickness of the oxide layer on the metal surface increased with temperature. The surface and oxide/metal interface showed no signs of abrading and suggested the layer-by-layer development of the oxide film. The oxide layer is believed to serve as a strong passivation layer that reduces the adhesion of material in the contact. 35 Likewise, very interestingly, at 500 °C, the transfer of the aluminium alloy on the CrN-coated steel is reduced, with less adhesion to the layer of Cr2O3, and exhibited a smooth, worn surface (see Figure 9).
The aluminium-alloy-transfer mechanism and its intensity are reflected in the topography of the wear trace on the contact surface. Smoothening and abrasion of the aluminium alloy's surface occur when the primary transfer mechanism is mechanical interlocking (Figure 7(a)). 36 A torn-like surface occurs with the change in the transfer mechanism (adhesion), as shown in Figures 7(c), 9 and 10. With reduced adhesion exhibited at 500 °C, a very smooth surface of the aluminium alloy was observed (Figure 9).
No dependence of the COF (Figure 1) on the thickness and volume of the transferred alloy (Figures 3 and 5) was found, irrespective of the temperature. This suggests that the effect of the mechanical properties of the transfer film itself dominated, rather than the features at the interface between the CrN and the transfer film, as similar values of the film thickness were measured at the contact of the aluminium alloy and the tool steel. Finally, the results of this study suggest that for better tribological performance at 20 °C, a tool with smooth surfaces is required, while with increasing temperature above 200 °C, a sharp change in materials transfer is observed, which leads to more wear. Furthermore, at 500 °C, reduced adhesion with the increased formation of a chromium oxide layer is advantageous, which can be seen in the oxidation of the CrN coating.
Conclusions
Across the whole tested temperature range, the material transfer occurred during the initial sliding distance of 2 mm. Also, between 20 °C and 200 °C, the COF was the lowest for 2 mm of sliding distance, and with a longer sliding distance, the COF increased. However, at higher temperatures (300 °C to 500 °C), the COF achieved its maximum at an initial sliding distance of 2 mm and remained constant with a longer sliding distance.
The results suggest that for better tribological performance at 20 °C, tools with smooth surfaces are desired, while at 500 °C, the CrN coating has an adhesion-resisting property because the formation of the Cr2O3 oxide layer inhibits the adhesive wear. In contrast, the material transfer increased with an increase in temperature up to 300 °C and then a decrease is observed in material transfer at temperatures 400 °C and 500 °C.
The topography of the counter surface reflected the transfer mechanism of the alloy. At 20 °C, where the leading cause of aluminium transfer is mechanical interlocking, a relatively smooth wear trace was found on the alloy sample. At higher temperatures till 300 oC, where adhesion becomes pronounced with permanent transfer films, a torn-like surface occurs. At 500 °C, where a reduction of the adhesion and the transferred layer on the CrN is observed due to the protective the Cr2O3 layer's formation (confirmed using XPS analysis), the smoothest aluminium wear trace was observed.
Footnotes
Acknowledgements
The authors would also like to thank Dr Laurent Espitalier from TecVac Ltd for providing us with the CrN coating.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Slovenian Research Agency ARRS (research core funding No. P2-0231 Tribology).