
Abstract
Based on the analysis of current inbound logistics and packing box utilization of a motor engine factory and the demand for the parts from motor engine factories, we propose a new logistics system by establishing a packing box pooling center and using milk-run picking to load the empty and full packing boxes. A programming model for locating pooling centers and transporting the packing boxes is established with the objective of minimizing the total transport cost for the parts logistics. A solution algorithm is designed and used for sensitivity analyses of the effects of changing pooling centers on the inbound logistics cost.
Introduction
At present, the motor engine factories (MEFs) in China purchase parts from hundreds of parts suppliers and transport them to the manufacturing factory. Most of the parts are delivered to the manufacturer’s warehouse in packages by one-time used carton boxes. For example, Volkswagen (China) motor engine factories are located, respectively, in Changchun and Dalian, while 60% of its parts suppliers are located 1000 km away in Eastern China, and only 20% are located around the factory, and the left are distributed within 300–500 km. For the Changchun and Dalian factories, the carriers provide 96-hour and 72-hour on-time delivery services. Usually, the ordering interval of parts within 300 km is 72 hours, the ordering period of parts of 300–1000 km is one week, and the ordering period of more than 1000 km is two weeks.
This inbound logistics system must overcome the problems of complicated routes, a large amount of inventory, a low truck loading ratio, and a high accumulated disposable packing box (PB) cost. Therefore, some motor engine factories (MEFs) propose the use of reusable PBs to replace the disposable PBs and adopt a milk-run picking and loading system. In such a system, it is necessary to locate PB pooling centers to manage the reusable PBs, enabling a highly efficient transportation and PB cycle distribution system.
There are many studies on the inbound logistics of automobile and engine parts, but they have only sparsely covered the areas of allocation and transportation of reusable containers, and even fewer studies have examined both pooling center location/allocation and vehicle routing problem with simultaneous delivery and pickup (VRPSDP). Existing studies have mainly focused on facility location, vehicle routing, vendor managed inventory (VMI), and algorithm optimization.
Awasthi et al. 1 considered the uncertainty of locations of distribution centers to determine the evaluation factors and the corresponding weights and use them to optimize the location of the centers. Snyder and Daskin 2 considered the impacts of equipment trouble to locate the distribution centers not only to optimize the logistics system but also to keep the facility in operation at a certain level in spite of such troubles. Sun et al. 3 devised an optimal location pattern of distribution centers using a bi-level programming model, where the upper model determines the locations that minimize the total cost and the lower model balances the clients’ demands by minimizing their costs.
Gutjahr and Dzubur 4 also built a bi-level programming model by taking the congestion at the distribution centers into account to satisfy client expectations with the minimum operation cost of the distribution centers. Yurimoto and Katayama 5 determined the number and locations of the distribution centers using a non-linear programming model with the objective of minimizing the logistics cost. The model also accounted for the equipment operation costs and environmental factors. Fang 6 analyzed the operational mode of auto parts supply logistics for Hyundai Motors and built a model to locate the auto parts distribution centers based on just in time (JIT) theory. Guan and Zhang 7 analyzed the factors influencing distribution center location in fuzzy environment and built a fuzzy multi-objective decision-making model with the objectives of minimizing the logistics cost and improving the service quality. The authors designed an genetic algorithm (GA) to solve the model.
Ma and Bi 8 considered demand uncertainty to build a discrete choice model employing a genetic algorithm. Tang et al. 9 considered the system reliability to build a multi-objective decision-making model to minimize the logistics cost and maximize the service reliability. After comparing the structural algorithm, local search algorithm and tabu search algorithm, Bianchessi and Righini 10 proposed a mixed algorithm for the situation of picking or dispatching separately as well as simultaneously solving the VRP in terms of simultaneous picking and dispatching. Goksal et al. 11 designed a new mixed algorithm based on a new encoding method and the particle swarm optimization and variable neighborhood descent algorithm to solve the VRP without warehouses along the path.
Jun and Kim 12 proposed an improved heuristic algorithm that gave an initial distributing route first and then updated the route to form a new solution group by removing some nodes or links. This algorithm improved the solution accuracy. Considering the directed and undirected routes, Subramanian et al. 13 built a bi-good flow model and solved it with a branch and bound algorithm. Zachariadis et al. 14 improved the efficiency of this model by considering the positive feedback and purposefulness of the searching process in the tabu search algorithm to obtain the optimal solution of VRP. Liu et al. 15 studied the operation performance and operation mode of the Chinese rural postal system and built a routing model with the objective of minimizing the total transport cost and increasing the efficiency of simultaneous picking and dispatching.
Based on a genetic algorithm and variable neighborhood descent searching method, Ma et al. 16 proposed a new mixed heuristic algorithm to solve VRPSDP that optimizes the local searching and iteration updating processes. Wang et al. 17 incorporated return trips and the re-distribution of the call-back goods in their model to integrate the re-distributions with the initial distributions. To address the situation of simultaneous picking and dispatching of E-commerce logistics, Xing 18 built a routing model corresponding to the attributes of the static forward and reverse logistics. Yu and Wang 19 obtained a favorable result by building a VRPSDP model employing the improved ant colony algorithm under the constraints of the truck travel range, loading capacity, and fuel consumption.
The above review reveals that existing studies have emphasized facility location, routing optimization, and algorithm improvement. It is difficult to find papers on pooling management of package boxes, full box transportation, and empty box repositioning simultaneously, let alone the integrated optimization of dispatching the empty boxes and delivering the parts based on the pooling center. Based on the known demand of automobile engine parts in several factories, locating pooling centers, and picking and dispatching of the full and empty boxes using a milk-run system, this paper builds a model to optimize the part transport scheme, the locations of pooling centers, and the distribution range of each pooling center.
The main contributions of this paper are as follows: First, this paper finds that the current engine parts logistics system has the disadvantages of high cost, waste of packaging materials, and serious waste of transport resources. Second, this paper proposes a new method of transporting parts and components based on the milk-run mode, which enables green, efficient, and safe transportation with the helps from the recyclable packaging and several “pooling centers.” This research can provide theoretical reference and technical tools for the automotive engine enterprises to select the location of the pool center, the design of the logistics network of permanent packaging materials, and the optimization design of similar logistics systems.
Problem description
Figure 1(a) shows the traditional logistics system of directly delivering the parts to engine factories, where “A” is the MEF and the hexagons are parts suppliers. Dashed lines represent the order information, and solid lines show the part transport paths. This logistics system has greatly constrained the suppliers. A logistics system should have a strong capability in logistics management and routing operation. Its disadvantages include the following: (1) Due to the large number of suppliers and part categories, the trucks may arrive at the gate of the MEF simultaneously to queue for unloading, which increases the shipping costs and causes traffic congestion; (2) the truck loading ratio tends to be low for small parts or parts in less demand; and (3) parts less in demand with destinations that are close together are jointly transported by a third logistics party (TLP), leading the suppliers to charge extra to the MEF for full truck load (FTL) transport.
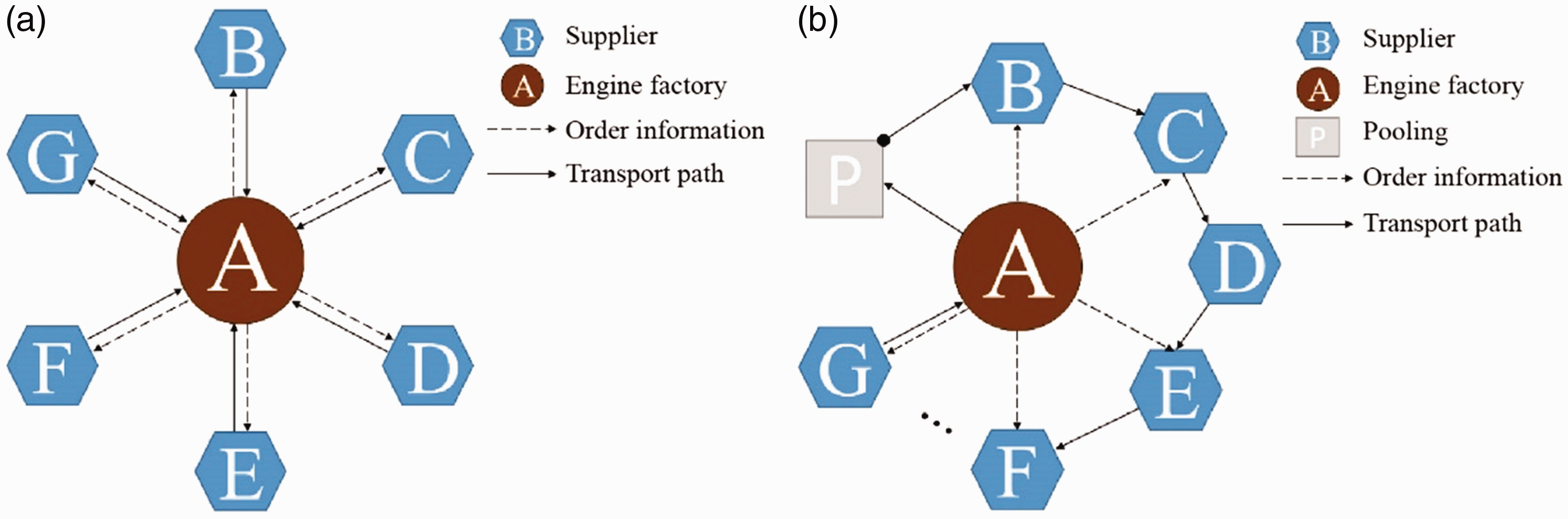
Inbound logistics flow of engine parts: (a) current situation and (b) proposed system.
Figure 1(b) shows the inbound logistics system based on pooling centers, permanent PBs, and milk-run delivery. Pooling centers are used to store and manage the empty PBs. Trucks depart from a pooling center with empty PBs and visit suppliers in sequence. For each supplier, one set of empty PBs is always available for packing the parts before the truck’s arrival. The arriving trucks will leave the empty PBs and carry the full ones. After trucks discharge the full PBs at the MEFs, they will bring the emptied PBs to a pooling center during return trips. The pooling center is responsible for cleaning and managing the returned PBs for the next round of use. The transport path of the PBs in Figure 1(b) is P-B-C-D-E-F-G-A-P. In addition, it is worth noting that in the above structure, the running path of the truck is always a closed circle, so we can use the closed circle p to indicate the running path of a truck.
The above analysis shows that in the milk-run mode with the inventory and truck capacity limitations of inbound logistics organized by the TLP around the pooling center, the decision-making issues may include the following: (1) location of pooling centers; (2) trucks serving pooling centers, and the corresponding travel paths (i.e. how to design the circle paths), carry empty PBs and discharge empty PBs and load full PBs at each part supplier; and (3) trucks carry PBs emptied at MEFs and the corresponding pooling centers. The objective of the decisions is to minimize the construction and operation costs of the pooling centers as well as the transport costs of the empty and full PBs. For the above-described decision-making processes, we build a programming model as follows.
Model structure
Variable definitions
Parameters and known variables

Decision variables



Model formulations
For modeling, some assumptions are set as follows:
A1: A supplier produces only one kind of part. A2: Parts are made of iron and are heavy but of small volume; thus, the constraint of volume capacity on trucks and PBs is not considered, while the weight limitation is taken into account. A3: The transport frequency is once per week. A4: The travel speed of the truck is given. A5: All currently used PBs are provided by the pooling center. Empty PBs do not move from MEFs to the suppliers. A6: The location-allocation model does not consider the opportunity cost and social benefits. A7: The damage to and repair of PBs are ignored. Then, the model is as follows









Solution algorithm
To solve the above-described multicenter location-allocation-routing problem, a GA is designed as follows.
Encoding
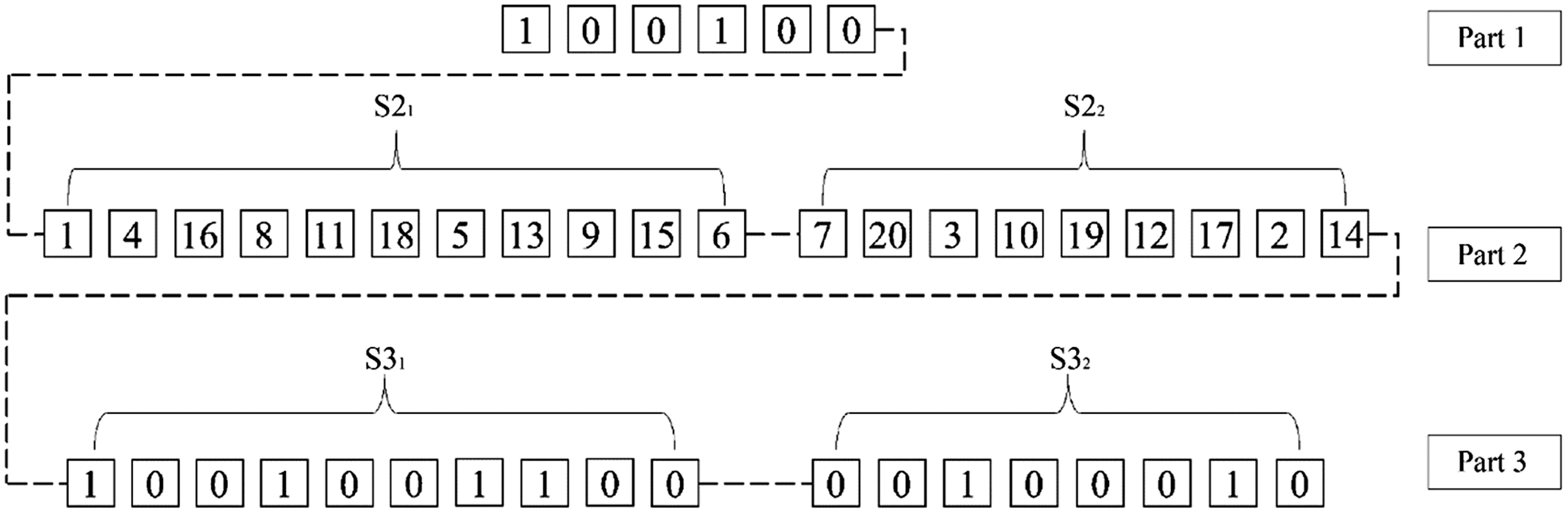
We encode the chromosomes of the solution for the “pooling center location, supplier allocation, and truck routing” problem jointly using binary and real numbers. As shown in Figure 2, one chromosome contains three parts. Part 1 shows the locations of the pooling centers, where the number (here, “6”) of genes equals the number of location alternatives. Values 1 and 0 in the gene indicate that a pooling center is or is not present, respectively, in a site. Because the total number of pooling centers needed is determined (here, n = 2), the number of genes with value “1” in Part 1 of any chromosome should equal n.
Coding method.
Part 2 has n substrings, which are S21–S2 n , representing the distribution ranges of the pooling centers. Every pooling center has its own substring. The substring shows the suppliers covered by the pooling center, which is divided by a Taylor polygon. Randomly lining the codes of the suppliers, we obtain S21–S2 n . The length of each substring equals the number of covered suppliers. For example, in Figure 2, the encoding in Part 2 contains two substrings (since n = 2). Therefore, the 20 suppliers are divided into two groups, S21 and S22, which are served by Center 1 and Center 2, respectively.
Part 3 shows the trucks’ paths, which are S31-S3 n and, respectively, correspond to S21–S2 n in Part 2, but there is one less gene. The value “1” in S31–S3n indicates the establishment of a genetic barrier at the corresponding site in S21–S2 n . The barrier setting is determined by S21–S2 n and truck capacities. For example, in Figure 3, S21 is 1-4-16-8-11-18-5-13-9-15-6, while the default values of the 10 genes in S31 are all 0. In this case, to assign trucks to Supplier 1 first, we should consider whether Supplier 1 and Supplier 4 could be served by the same truck. Therefore, the total weight of the parts being transported should be calculated. If the weight exceeds the limitation, the value of the first gene in S31 is changed to 1, which means a barrier must be set between the first and second genes in S31, and Supplier 1 and Supplier 4 should be served by different trucks. Next, the total weight of the parts from Supplier 4 and Supplier 16 is calculated. If the weight is less than the truck capacity, the value of the second gene in S31 is still 0. Therefore, there is no need to set a barrier between the second and third genes in S21, and the same truck can serve Supplier 4 and Supplier 16. Following the same method, we can obtain S31 and S32.

Decoding method.

Crossover operation.
Selection operation
The chromosomes are selected using a combination of the roulette wheel method and elitist strategy.
Crossover operation
Here, we cross some parts in a pair of chromosomes with different methods by adopting single-point crossover (Figure 4) to Part 1. Ordinal crossover is adopted for S21 and S22. If the obtained Part 1 is in conflict with the obtained S21 and S22 due to the crossover, the genic values of the new S21 and S22 are adjusted to satisfy the new Part 1. Then, S31 and S32 are obtained based on the new S21 and S22.
Mutation operation
Here, we produce a 0–1 mutation to some genes in Part 1. If the new Part 1 conflicts with the new S21–S2 n , then S21–S2 n is adjusted to satisfy the new Part 1.
Case study
The two MEFs of maker A are in Dalian City and Changchun City, China. Their 64 part suppliers are located in Southeast and Northeast China (Figure 5). The maker plans to establish pooling centers to change the current logistics system in which the parts suppliers deliver the parts directly to the factories with disposable packaging boxes.

Locations of the parts suppliers.
Data collection
The maker plans to establish no more than three pooling centers and considers the cities of Suzhou, Ningbo, Shanghai, Tianjin, Changchun, Yantai, Wuxi, and Wenzhou as location options. The construction and management cost of the pooling center is set at 25 RMB/kg/week, and the additional cost coefficient for each city is listed in Table 1 based on “The Lowest Standard of China Industrial Land Granting.” The highway transport costs of 5 T and 10 T trucks are 0.8 RMB/kg/km and 0.56 RMB/kg/km, respectively. For data of transport demands between the MEFs and supplier, please refer to Table 6 in Appendix 1.
Additional cost coefficient of the location alternatives.

Based on currently used disposable packaging cartons of types No. 003147, No. 004147, and No. 006280, the specifications of the permanent plastic PBs are listed in Table 2.
Specification of the permanent packing boxes.
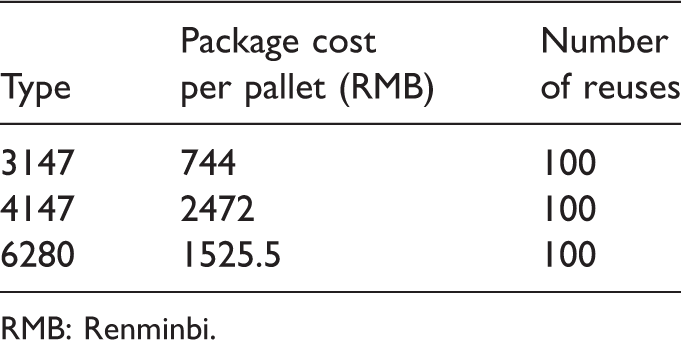
RMB: Renminbi.
Trucks and their routes.

Solutions and analysis
Analysis of the location
Based on the model solution (As shown in Table 3), pooling centers should be built in Shanghai and Changchun. The total logistics cost of engine parts is 210,927 RMB/week, which is 25.2% less than the current cost (282,122 RMB/week). The reason for locating the pooling center in Shanghai is that many parts suppliers are near Shanghai, which is efficient for launching milk-run delivery. The reason to establish a center in Changchun is not only that Changchun has the biggest factory but also that various parts suppliers are located near Changchun, which supports both milk-run transportation and picking and dispatching the empty PBs.
Analysis of vehicle routing
The Shanghai pooling center uses 10 trucks (8 of 10 T and 2 of 5 T) and operates 10 milk-run routes to serve 42 parts suppliers. Changchun pooling center uses three 10 T trucks and operates three routes to serve 22 parts suppliers. The truck routes reveal the following: (1) Because many suppliers are concentrate in the Shanghai area, the Shanghai pooling center operates more picking-up routes than the Changchun pooling center. The number of Shanghai-served suppliers is approximately twice that of Changchun. (2) Since the Changchun factory produces more engines than the Dalian factory, 6 of the 10 trucks departing from the Shanghai pooling center go to the Changchun factory, and the remaining 4 trucks go to the Dalian factory. Two of the three trucks departing from the Changchun pooling center go to the Changchun factory, and the remaining one goes to the Dalian factory. (3) Most trucks provide transport service for several suppliers.
Vehicle loading ratio
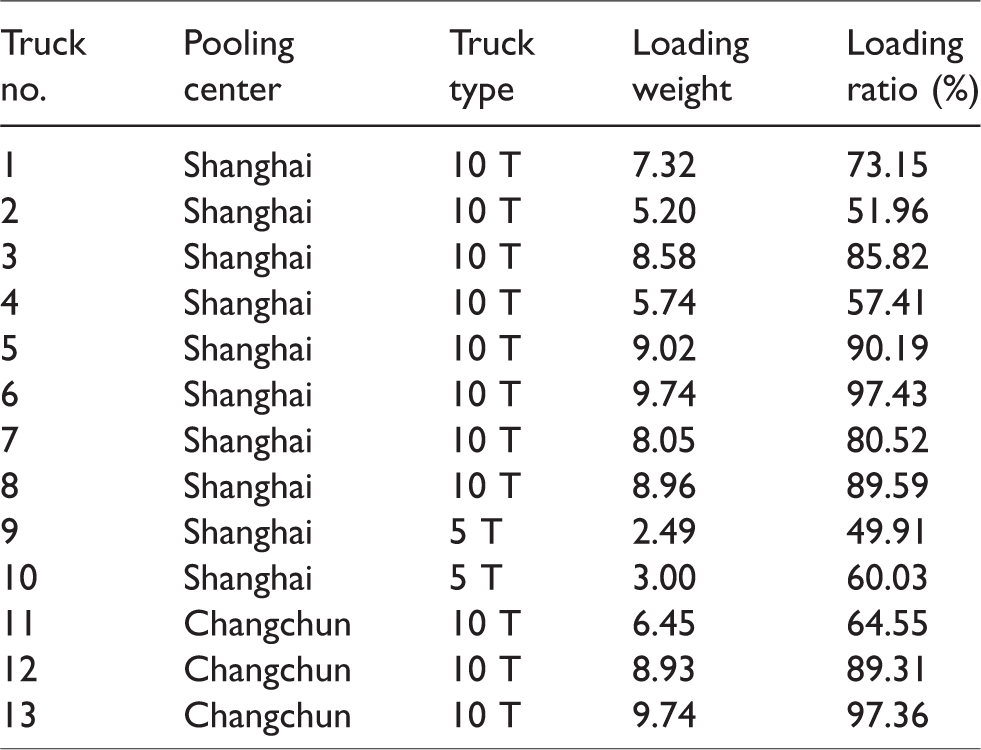
A total of 13 trucks depart from the Shanghai and Changchun pooling centers per week. The loading weights and loading ratios of the trucks are listed in Table 4. The trucks are mainly those of 10 T, and only two trucks are 5 T, which depart from the Shanghai pooling center. When the milk-run mode is adopted, large trucks are more likely to be used. With this method, the unit transport cost may be lowered. From the loading ratios of the trucks from the Shanghai pooling center, the following can be seen: (1) Except for Trucks 9 and 10, the loading ratios of all trucks are greater than 70%. Thus, with the pooling center, the milk-run-style delivery enhances the truck’s loading ratio and decreases the number of trucks needed and (2) Trucks 9 and 10 are both 5 T trucks. Although their loading ratios are low compared with using 10 T trucks, the truck costs are effectively reduced. Table 4 shows that the loading ratios of trucks from the Changchun pooling center are all over 60%, and the loading ratio of Truck 13 even reaches 93%.
Truck loading ratios.
Sensitivity analysis of the number of pooling centers
Current situation (no pooling centers)
In the current case of direct door-to-door transportation with disposable PBs, the total weekly part logistics cost is 282,122 RMB, which is 33.8% higher than the case with two pooling centers. The extra cost is mainly due to the longer travel distance of empty trucks in direct door-to-door transportation and the accumulated purchase cost of the disposable PBs.
No pooling center but milk-run delivery
In this case, the total logistics cost (excluding PB maintenance cost) is 244,072 RMB, among which 130,624 RMB is the cost for transporting parts to the Changchun factory, and 113,447 RMB is the cost for transporting parts to Dalian factory. Compared with the case of two pooling centers and milk-run delivery, the weekly total logistics cost is 13.58% higher. In this case, the PBs must be stored, transported, and cleaned by each supplier, which increases the costs and is not conducive to packaging cost control.
One pooling center and milk-run delivery
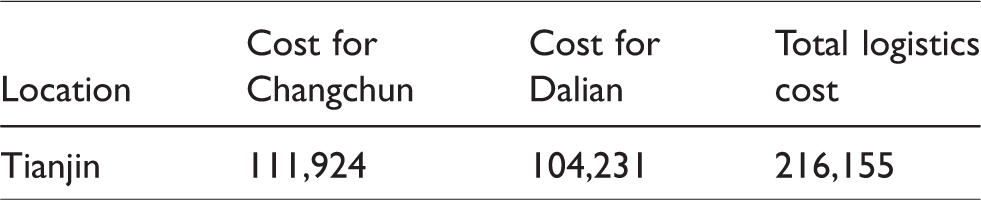
In this case, the pooling center is set in Tianjin City. The total logistics cost is 216,155 RMB. The details are shown in Table 5. Compared to the current case, the cost is 23.4% lower, but it is 5228 RMB higher than the case of two pooling centers. Moreover, since there are only two suppliers in Tianjin, nearly all of the trucks must go to the suppliers’ sites to pick up parts, which complicates the transport organization.
Logistics cost in the case of building one pooling center (unit: yuan/week).
Conclusion
For the parts and components logistics of motor engine factories, this paper proposes a new milk-run distribution mode. This mode can reduce the packaging and transport costs of parts for motor engine factories and help to build a green logistics system. However, in this mode, people can not only use larger transport trucks but also significantly improve the loading efficiency of the trucks and avoid resource waste and environmental pollution caused by disposable of the used packages. Then, under this mode, we built an integer programming model with the goal of minimum the total logistics cost, to simultaneously optimize the location of the pooling centers, the transport schemes of parts, and the circulating paths of the empty PBs. Finally, we select an engine maker (Maker A), who has two general assembly factories (Changchun and Dalian) and 64 parts suppliers, as an example for a case study. The weekly logistics cost of inbound parts is calculated and analyzed in the context of different scenarios.
The results show the following: (1) The pooling centers should be located at sites surrounded by parts suppliers and/or sites with a large volume of engine production and some parts suppliers; (2) sites with a small volume of engine production and without parts suppliers are not suitable for accommodating pooling centers; (3) using permanent PBs rather than disposable PBs not only is conducive to environmental protection but also saves considerable costs, this approach should be highly promoted among automobile engine makers; and (4) the proposed parts transport mode, the developed programming models, and the solution algorithms lay a theoretical foundation for the design and modeling of similar logistics systems.