
Abstract
Conventional barium sulfate is characterized by large particle size, crude manufacturing processes, and inferior quality. Conversely, ultrafine barium sulfate offers significant enhancements in product quality and broadens its range of applications. To achieve industrial-scale production of high-quality ultrafine barium sulfate, characterized by reduced particle size and narrow particle size distribution, a high-throughput tubular reactor was employed. Ultrafine barium sulfate with small particle size and narrow distribution can be effectively prepared without amplification effects using a high-throughput tubular reactor. This study investigates the influence of reactant concentration and feed flow velocity on particle size. The particle size of ultrafine barium sulfate exhibits a trend of decreasing and then increasing with the increase in reactant concentration. A minimum particle size of 28.17 nm can be achieved when the concentration of the reactant material is 1.2 mol L−1. The particle size decrease with an increase in the flow velocity of the reaction material. A minimum particle size of 28.17 nm for ultrafine barium sulfate can be achieved at a flow velocity of 10.42 m s−1. Furthermore, the product’s particle size and morphology were characterized utilizing a BET specific surface area analyzer and scanning electron microscope.

Introduction
Barium sulfate (BaSO4), as a vital inorganic chemical, finds extensive applications across various industries including paints, pigments, coatings, inks, storage batteries, papermaking, rubber, ceramics, enamels, and spices, among others. 1 Its widespread utilization stems from its affordability, versatility in raw materials, and non-toxic properties. 2 Within the realm of BaSO4, two distinct forms exist: traditional BaSO4 and ultrafine BaSO4. 3 The latter demonstrates superior efficacy in applications compared to the former. 4 This is primarily attributed to the traditional BaSO4’s drawbacks, such as broader particle size distribution and inadequate uniformity in dispersion within solvents. 5
The international market has high requirements for the fine uniformity of ultrafine BaSO4, and it is in a state of supply shortage. It is essential to produce ultrafine BaSO4 with small particle size and narrow particle size distribution to meet market requirements. Notably, the market price of ultrafine BaSO4 significantly surpasses that of traditional BaSO4. According to market research, the current price of ultrafine BaSO4 is approximately twice that of traditional BaSO4. Extensive research efforts by scholars both domestically and abroad have explored various methods for ultrafine BaSO4 synthesis. 6 Among these, the utilization of impingement flow microreactors (with characteristic sizes ranging from 0.1 to 1 mm) has garnered attention. Impingement flow microreactors offer advantages such as rapid mixing, uniformity, and narrow particle size distribution. However, they also present drawbacks, including susceptibility to clogging, limited processing capacity, cumbersome operation, and reliance on high-pressure nitrogen, rendering them unsuitable for large-scale industrial production. 7 Therefore, there is an urgent need to promote the industrialization and commercialization of ultrafine BaSO4 with small particle size and high quality, while maintaining cost-effectiveness. 8
According to literature records, BaSO4 was prepared using magnetic stirring and microreactor methods. 9 Magnetic stirring method, which involves preparing BaSO4 using a conventional reaction vessel with a magnetic stirrer under the same concentration of solution conditions, and investigating the effects of stirring speed and temperature on particle size. Microreactor method, which uses microreactor technology (with an impact angle of 60° and a feed cross-sectional area of 0.32 mm2) to prepare ultrafine BaSO4. The material of the reactor is stainless steel, and precise processing technology is used to manufacture reaction channels on stainless steel plates with equivalent diameter flow channels less than 500 nm. The experiment investigated the effects of reactant concentration, flow velocity, and reaction temperature on the particle size of the product.
The experimental results show that as the reaction concentration increases, the flow rate increases, and the reaction temperature decreases, the particle size of the produced BaSO4 particles decreases accordingly. When the temperature is below 60℃, the average particle size remains basically unchanged. When the reactant concentration is 0.8 mol L−1, the flow rate is 10 L h−1, and the room temperature conditions are met, the average particle size of BaSO4 particles prepared is 32 nm, and the particle size distribution is narrow. The morphology of the ultrafine BaSO4 particles is spherical. The particle size of BaSO4 produced by a stirred tank reactor is significantly five to seven times larger than that produced by a microreactor.
The precipitation reactions are usually carried out in a kettle reactor. In a kettle reactor, the two solutions generate white BaSO4 particles under strong external stirring for a long time, which is close to a fully mixed flow operation. In a fully mixed flow reactor, the distribution of material residence time is the widest, and backmixing is the most severe. Because the newly generated BaSO4 will grow on the existing particles in the reactor, it will lead to wide particle size distribution, larger particles or uneven particle size.
This article employs a high-throughput tubular reactor, rather than an impinging flow microreactor with a characteristic size of 0.1–1 mm. 10 Despite the shift in reactor type, the small size effect is harnessed, facilitating rapid and thorough mixing. This approach enhances mixing efficiency and mass transfer between fluids, presenting a viable strategy for industrial-scale production of ultrafine BaSO4.
Results and discussion
Magnification effect of high-throughput tubular reactor
A comparative microreactor (with a feature size of 0.1–1 mm) was employed to synthesize BaSO4 with a narrow particle size distribution and an average particle size of 30 nm. This was conducted under conditions of reactant concentration of 0.8 mol L−1, feed flow velocity of 10.42 m s−1, room temperature, and a feed cross-sectional area of 0.32 mm2. In this study, a high-throughput tubular reactor, powered by a diaphragm metering pump and equipped with a spherical pumping tube as the reaction device, was utilized. The reactor features an adjustable flow rate ranging from 2.25 to 500 L h−1. Small size effect, 11 which refers to the structural characteristics of the reactor being reduced in size, greatly reducing the diffusion distance of molecules, achieving rapid micro-mixing, and achieving a high degree of mixing uniformity. Leveraging the small-size effect, wherein only the feed cross-sectional area was modified while maintaining consistent reactant concentration and feed flow velocity, ultrafine BaSO4 with a narrower particle size distribution than that of the traditional ultrafine BaSO4 (with an average particle size of 30 nm) was prepared. Subsequent analysis of the prepared product included specific surface area assessment and characterization of product morphology. The obtained results are presented in Table 1.
Effect of magnification on the specific surface area of ultrafine barium sulfate.

Analysis error:
E(a) = 0.01 m2 g−1.
E(b) = 0.001 nm.
As depicted in Table 1 and Figure 1, compared with the microreactors (with a feature size of 0.1–1 mm), the effect of feed cross-sectional area on the specific surface area and morphology of ultrafine BaSO4 particles is very small. Specifically, with spherical pumping tubes featuring a feed cross-sectional area of 10.17 mm2, the particle size remains approximately 30 nm, and the particle size distribution remains uniform. This observation indicates that there is no amplification effect in high-throughput tubular reactors with feature sizes greater than 1 mm.

Comparison of particle morphology between high-throughput tubular reactor and microreactor ultrafine barium sulfate: (a) high-throughput tubular reactor and (b) microreactor ultrafine barium sulfate.
As shown in Figure 2, this is a type II isothermal adsorption and desorption curve. Type II curve can reflect typical physical adsorption processes on non-porous or macroporous adsorbents, which is often explained by the BET theory. Due to the strong interactions on the surface of the adsorbate (ultrafine BaSO4), the adsorption capacity rapidly increases at lower relative pressures, resulting in a convex curve. The inflection point of isotherms usually occurs near single-layer adsorption. As the relative pressure continues to increase, multi-layer adsorption gradually forms. When the saturated vapor pressure is reached, the adsorption layer reaches infinity, making it difficult to accurately determine the limit equilibrium adsorption value in experiments. The BET method is used to analyze the specific surface area of the product, which calculates the slope and intercept data between P/P0 = 0.05~0.35 in the nitrogen isothermal adsorption and desorption curve to obtain the single-layer adsorption capacity data Vm, and then calculates the specific surface area based on this. For example, the specific surface area obtained by the BET method is S/(square meters per gram) = 4.354×Vm, where Vm is calculated by the BET formula (P/P0 = 0.05~0.35), and Vm = 1/(slope + intercept).

Isothermal adsorption and desorption curves of nitrogen for ultrafine barium sulfate products.
Due to the spherical shape of ultrafine BaSO4 particles, the equation d = 6000/(4.5 × STable) derived from the definition of specific surface area can be used to calculate the particle diameter. From the data in Table 1, it can be observed that the calculated particle size closely align with the observed size of ultrafine BaSO4 particles in electron microscope images. This agreement affirms the consistency between the results obtained from the specific surface area meter and those acquired via SEM analysis.
As can be seen from the particle size analysis report sheet in Figure 3, the frequency distribution curve of the particle size interval of ultrafine BaSO4 is a very narrow single-peak pattern, and the narrow particle size distribution indicates that the particle size distribution of ultrafine BaSO4 is relatively concentrated, the particles are all about the same size, not too big or too small.

Comparison of size distribution between high-throughput tubular reactor and microreactor ultrafine barium sulfate.
The small particle size and narrow distribution of ultrafine BaSO4 in a high-throughput tubular reactor can be attributed to several factors. First, the reduced diffusion time resulting from the small channel size significantly enhances mixing efficiency. In addition, the repeated splitting and merging of fluids in comparison with a microreactor minimize molecular diffusion distances. As a result, reactants undergo complete radial mixing over a micrometer distance within milliseconds.
In microreactors, ensuring a constant feed flow rate while increasing the feed flow rate necessitates an increase in nitrogen pressure (total pressure of 15 MPa, partial pressure of 1 MPa), leading to elevated energy consumption and safety risks. Conversely, maintaining a constant feed flow rate while reducing the feed cross-sectional area accelerates microreactor clogging. Comparing the microreactor’s maximum feed flow rate of 12 L h−1 during nitrogen power transport with the high-throughput tubular reactor’s throughput of 381 L h−1 (with a feed cross-sectional area of 10.17 mm2), it is evident that the latter achieves significantly higher throughput, enabling potential industrial-scale production.
In summary, by comparing the production of BaSO4 fine particles using high-throughput tubular reactors and microreactors, it can be seen that the particles obtained using high-throughput tubular reactors exhibit smaller particle size, better particle uniformity, and narrower particle size distribution. This indicates that expanding the volume experiment is feasible and effectively solves the problem of easy blockage in the preparation process of microreactors.
Effect of reactant concentration
In this study, a high-throughput tubular reactor equipped with a diaphragm metering pump, operating at a flow rate of 381 L h−1, and a spherical pumping tube as the reaction device, was utilized. The reactant concentration was set at 0.8 mol L−1. Building upon this setup, the influence of reactant concentration on the synthesis of ultrafine BaSO4 was further investigated.
At room temperature, with a fixed feed flow velocity of 10.42 m s−1, a high-throughput tubular reactor featuring a feed cross-sectional area of 10.17 mm2 was employed. The concentrations of barium chloride (BaCl2) solution and sodium sulfate solution were varied to 0.1 mol L−1, 0.5 mol L−1, 1.2 mol L−1, and 2.4 mol L−1, respectively. The specific surface area and morphology of the resulting products were analyzed, and the findings are summarized in Table 2.
Effect of reactant concentration on the specific surface area of ultrafine barium sulfate.

Analysis error:
E(a) = 0.01 m2 g−1.
E(b) = 0.001 nm.
It is evident from Table 2 and Figure 4 that the particle size and morphology of ultrafine BaSO4 particles decrease with increasing reactant concentration. When the concentration of reactants reaches 1.2 mol L−1, the minimum particle size of ultrafine BaSO4 is 28.17 nm. When the concentration of reactants reaches 2.4 mol L−1, the minimum particle size of ultrafine BaSO4 is 29.32 nm. This phenomenon can be attributed to the fact that the initial concentration of the reaction solution not only affects the reaction rate but also influences the quality of the resulting reaction product. In the rapid precipitation reaction process, the formation of solutes transitioning from solution to precipitate crystals involves two primary steps: (1) the production of microscopic grains serving as the crystallization core, termed nuclei; and (2) subsequent growth of these nuclei into macroscopic crystals.
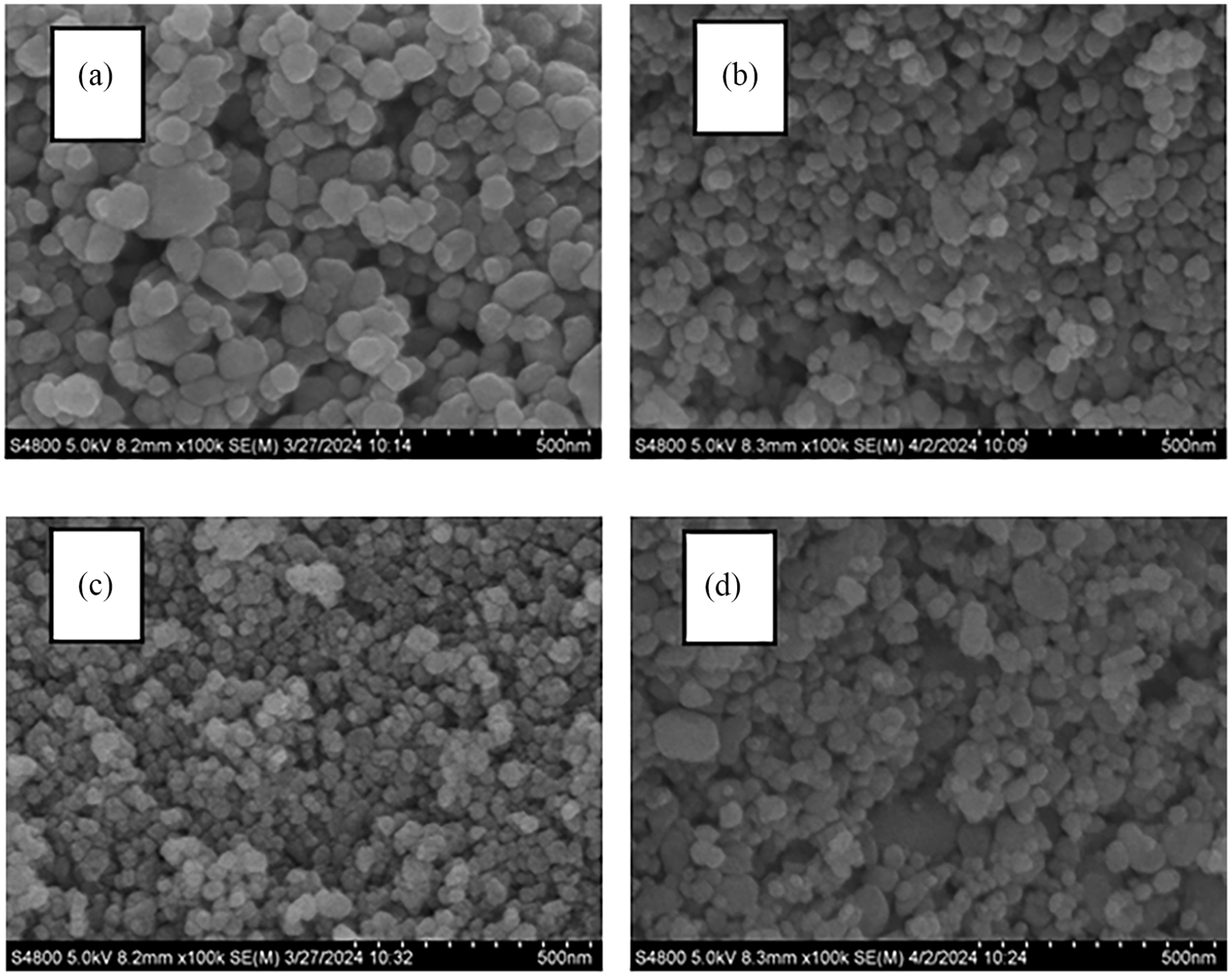
Effect of reactant concentration on morphology of ultrafine barium sulfate: (a) 0.1 mol L−1, (b) 0.5 mol L−1, (c) 1.2 mol L−1, and (d) 2.4 mol L−1.
The generation or growth of nuclei depends on a driving force, namely solution supersaturation, which represents the concentration difference in the solution. The process of generating nuclei is called nucleation, and the growth of nuclei is called crystal growth. As the concentration of reactants increases, the supersaturation of the solution increases, leading to an accelerated nucleation and growth rate of ultrafine BaSO4. However, it is worth noting that although the nucleation rate has significantly increased, the growth rate is still relatively small. Because an increase in the concentration of BaCl2 solute can inhibit the growth process of crystals. 12 When the reaction concentration is below 1.2 mol L−1, the nucleation rate of BaSO4 dominates, thereby increasing the number and growth rate of crystal nuclei.
However, beyond a certain concentration threshold, when the reaction concentration further increases to 2.4 mol L−1, the increase in the concentration of electrolyte ions (Na+and Cl−) in the suspension will lead to particle aggregation and enlargement, resulting in van der Waals attraction dominating. At the same time, the viscosity of the reaction solution will increase, leading to a certain degree of adhesion and increased mixing contact resistance, which hinders the generation of nuclei, thus causing crystal aggregation and growth.
Furthermore, to ensure a high yield of ultrafine BaSO4, it is crucial to consider the concentration of sodium chloride, a by-product that increases with reactant concentration. High concentrations of sodium chloride in the waste stream necessitate its recovery through evaporation, a process that consumes energy. Thus, to achieve production of spherical ultrafine BaSO4 with small particle size, narrow particle size distribution, and high yield, a reactant concentration of 1.2 mol L−1 was selected.
Substituting the experimental concentrations of CNa2SO4 = 1.2 mol L−1 and CBaCl2 = 1.2 mol L−1 into the supersaturation equation
Effect of feed flow velocity
A comparison was made using a microreactor (with a feed cross-sectional area of 10.17 mm2) for the synthesis of ultrafine BaSO4 across a feed flow velocity range of 3.47 to 20.83 m s−1. Building upon this comparison, the feed flow velocity was further increased to 20.83 m s−1 at a maximum pressure of 1 MPa under nitrogen for additional investigation into the preparation of ultrafine BaSO4.
The reaction temperature was maintained at room temperature, with the reactants’ concentration fixed at 1.2 mol L−1. A high-throughput tubular reactor with a feed cross-sectional area of 10.17 mm2 was employed, and the pump’s flow velocity was adjusted. Only the feed flow velocity of reactants was varied, ranging from 3.47 m s−1 to 20.83 m s−1. The specific surface area and morphology of the resulting products were determined and are presented in Table 3.
Effect of feed flow velocity of reactants on the specific surface area of ultrafine barium sulfate.

As depicted in Table 3 and Figure 5, the concentration of reactants was fixed at 1.2 mol L−1, the particle size of ultrafine BaSO4 particles decreased with the increase in the reactant flow velocity, reaching 28.17 nm at a flow velocity of 10.42 m s−1. The reaction process entails the two reactant liquids attaining a certain flow velocity under external power, colliding to produce ultrafine BaSO4 particles. At higher speeds, rapid collisions generate significant shear forces, enabling BaCl2 and sodium sulfate to mix uniformly. This enhanced mixing facilitates rapid precipitation of product particles, resulting in finer and more homogeneous particle sizes of ultrafine BaSO4. At a reactant flow velocity of 10.42 m s−1, optimal microscopic mixing is achieved. Although there is not much difference in particle size at a flow velocity of 20.83 m s−1, opting for a lower flow velocity of 10.42 m s−1 is preferred to mitigate equipment wear and tear.

Effect of reactant flow velocity on the morphology of ultrafine barium sulfate: (a) 3.47 m s−1, (b) 6.94 m s−1, (c) 10.42 m s−1, (e) 3.47 m s−1, (f) 6.94 m s−1, and (g) 10.42 m s−1.
As depicted in Table 3 and Figure 5, the concentration of reactants was fixed at 2.4 mol L−1, the particle size and morphology of ultrafine BaSO4 decrease with the increase of reactant flow velocity, the particle size of ultrafine BaSO4 reached 29.32 nm when the flow velocity was 10.42 m s−1. However, when the flow velocity of the reactants is 3.47 m s−1 and 6.94 m s−1, the low flow velocity leads to the high concentration of BaCl2 and sodium sulfate cannot reach a high degree of homogeneous mixing reaction, the prepared ultrafine BaSO4 particle size is large and uneven. When the flow velocity of the reactants is 10.42 m s−1, the high flow velocity leads to the high concentration of BaCl2 and sodium sulfate can be mixed in a highly homogeneous manner.
Comparison of annual yield
Under the optimal conditions for preparing ultrafine BaSO4, namely room temperature reaction, reactant concentration of 1.2 mol L−1, and reactant feed flow velocity of 10.42 m s−1, the annual yields of ultrafine BaSO4 were compared between the high-throughput tubular reactor and the impinging-flow microreactor with a feed cross-sectional area of 10.17 mm2. The annual yield of ultrafine BaSO4 prepared under each reactor condition is summarized in Table 4.
Effect of reactor on annual yield of ultrafine barium sulfate.

Annual yield refers to the amount of ultrafine barium sulfate produced within a year. (t/a) refers to tons per year.
Compared to the microreactor, the high-throughput tubular reactor with a feed cross-sectional area of 10.17 mm2 has increased processing capacity by 30 times, resulting in an annual yield of ultrafine BaSO4 that is also 30 times higher. In addition, the high-throughput tubular reactor with a feed cross-sectional area of 10.17 mm2 can produce ultrafine BaSO4 with small particle sizes and narrow particle size distributions. These results are compared with the BaSO4 produced by Foshan Anyi Ultrafine Materials Co., Ltd and Xinji Yudong Chemical Factory as shown in Figure 6.

Comparison between high-throughput tubular reactor and manufacturer ultrafine barium sulfate: (a) high-throughput tubular reactor, (b) Foshan Anyi, and (c) Xinji Yudong.
X-ray diffraction spectra analysis of ultrafine BaSO4
X-ray diffraction (XRD) analysis was performed to explore the crystal structure of ultrafine BaSO4, and the results are displayed in Figure 7 . It can be concluded from Figure 7 that the ultrafine BaSO4 have strong diffraction peaks at 20.61°, 22.98°, 26.04°, 26.98°, 29.06°, 31.88°,32.9°, 42.82°, and 43.14° These diffraction peaks are quite sharp and are highly consistent with the X-ray diffraction peaks of the BaSO4 standard spectrum (98-000-0106), indicating that the obtained product is BaSO4 with high purity and good crystallinity.

XRD spectra of ultrafine barium sulfate.
A comparison of tubular versus classic kettle reactors for the preparation of ultrafine BaSO4
A high-throughput tubular reactor utilizes the impact of two opposing fluids flowing in opposite directions. Under the inertia effect, one side of the fluid passes through the impact surface and infiltrates into the opposing fluid, creating a highly turbulent zone and achieving sufficient micro mixing effect. Compared to the traditional stirring method (kettle reactor), its micro-mixing degree has increased by about two to three orders of magnitude, and its micro-mixing time is in the millisecond range. The high-throughput tubular reactor belongs to the push–pull tube reactor, which can effectively overcome the shortcomings of a fully mixed reactor. It has the advantages of no backmixing phenomenon, narrow residence time distribution, and high reaction conversion rate in a small reactor volume. 14 Due to the same age of particles, the resulting product has good uniformity. Therefore, high-throughput tubular reactors are suitable for rapid collision generation of BaSO4 precipitates.
A high-throughput tubular reactor that allows fluid flow is very small, ranging from sub-micron to sub-millimeter scale. The small scale greatly shortens the diffusion distance of the fluid, thereby greatly reducing the reaction mixing time. For liquid mixing in micro-devices, it can be seen from the formula that there is a relationship of tmin ∝ I2/D between transfer time and transfer distance, where tmin is the time required to achieve complete mixing, I is the transfer distance, and D is the diffusion coefficient. 15 According to this formula, it can be concluded that the reduction of channel size greatly shortens the diffusion time. On the contrary, each fluid flows at a certain velocity in its respective channels. At the contact point, fluids with momentum collide with each other, and each fluid generates shear forces on other fluids, resulting in complete mixing of the mixed fluid at the molecular level. Therefore, within microchannels, fluids can fully mix at the microscopic level in an extremely short amount of time.
Conclusion
This study investigated the effects of feed cross-sectional area, reactant concentration, and reactant feed flow velocity of a high-throughput tubular reactor on the preparation of ultrafine BaSO4. The following conclusions can be drawn:
1. Ultrafine BaSO4 with small particle size and narrow distribution can be effectively prepared without amplification effects using a high-throughput tubular reactor with a feed cross-sectional area of 10.17 mm2.
2. Control of the particle size of ultrafine BaSO4 exhibits a trend of decreasing and then increasing with the increase in reactant concentration. A minimum particle size of 28.17 nm can be achieved when the concentration of the reactant material is 1.2 mol L−1.
3. The particle size and morphology of ultrafine BaSO4 particles decrease with an increase in the flow velocity of the reaction material. A minimum particle size of 28.17 nm for ultrafine BaSO4 can be achieved at a flow velocity of 10.42 m s−1.
Experimental
Experimental materials and equipment
The experimental materials utilized in this study are outlined in Table 5.
List of experimental materials.

The experimental instruments used in this study are listed in Table 6.
Experimental equipment.

Experimental procedure
At room temperature, industrial-grade BaCl2 and industrial-grade sodium sulfate solids were separately weighed. Water was then added to each to formulate equal molar concentration solutions. Impurities were filtered and loaded into their respective tanks. 16 Control the diaphragm metering pump to maintain a liquid flow rate between 2.25–500 L h−1 to ensure a stable pressure environment. 17 By turning the knob of the opening, the flow velocities of the two solutions were adjusted to match each other. The resulting reaction liquids flowed out of their respective tanks at the set flow velocity and simultaneously entered the high-throughput tubular reactor through spherical pumping tubes. 18 Within the reactor, a rapid precipitation reaction occurred, producing a liquid containing ultrafine BaSO4 particles. Then these liquids were introduced into the product storage tank for storage. The experimental flow setup is as illustrated in Figure 8.

Flow chart of preparation of ultrafine barium sulfate.
Characterization
The liquid is centrifugally filtered, washed, and then centrifugally filtered to obtain filter cake. A part of filter cake was emulsified by adding a water-carrying agent of 13 times BaSO4 (converted into dry barium), and the powder was dried by azeotropic evaporation. The other part of filter cake was characterized by BaSO4 particle size morphology. 19
1. BET analysis:
The specific surface area of the product was analyzed using the Tristar II 3020 fully automatic physical adsorption tester manufactured by McCann Instruments, Inc. (USA). The specifications are as follows: specific surface area: 0.01 m2 g−1 to no upper limit; pressure measurement range: 0 to 1000 mmHg; minimum detectable pore volume: 0.0001 mL g−1.
In this study, powdered samples underwent initial pressing and processing before undergoing vacuum desorption at an appropriate temperature. Subsequently, adsorption and desorption curves were measured by passing nitrogen under liquid nitrogen at −197°C. The specific surface area of BaSO4 was then calculated based on the obtained adsorption and desorption curves combined with the BET equation.
2. Scanning electron microscope analysis:
The scanning electron microscope (SEM) is a vital tool for the microscopic analysis of solid substances, offering insights into morphology and other characteristics. SEM functions by directing a finely focused electron beam across the surface of the sample, eliciting various physical signals through interaction.20 –22 These signals are then received, amplified, and converted into modulated signals by a detector, culminating in the display of image results on a fluorescent screen. 23 SEM’s notable features include straightforward sample preparation, a wide magnification range, high resolution, and considerable depth of focus. Consequently, it is extensively employed for observing ultrafine materials and serves as an effective analytical tool for surface studies.
In this study, the S4800-I SEM, manufactured by Hitachi, Japan, was utilized to characterize the ultrafine particles of ultrafine BaSO4. Operating specifications include: Operating voltage: 3 kV; Minimum resolution: 1 nm (15 kV), 1.4 nm (1 kV); Elemental analysis range: Be4-U92; Magnification: 20~800,000 times. SEM characterization facilitated observation and comparison of experimental results pertaining to particle size, morphology, and dispersion degree of BaSO4. 24
3. XRD (Bruker Advance D8) was used to determine the crystal phase of the sample.
Footnotes
Author contributions
Yue Liu: Methodology, Investigation, Formal analysis, Resources, Review & Editing. Guo-en Li: Corresponding author, Conceptualization, Investigation, Writing, Review & Editing.
Data availability
The corresponding author can provide the datasets created and/or analyzed during this work on reasonable request.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the Science and Technology Project of Hebei Education Department (grant no. QN2024083).