
Abstract
In this work, an innovative nanocutting fluid, based on coconut oil was developed by dispersing silver nanoparticles (AgNPs) of size less than 50 nm. The tribological and physical properties of the prepared nanocutting fluid with different volumes of silver nanoparticles were studied. It was found that the addition of 4% by volume of nanoparticles enhanced the properties of the nanocutting fluid compared to the other concentrations studied, thus demonstrating its excellent tribological performance. The effect of the newly developed nanocutting fluid with 4% of silver nanoparticles on cutting performance was also investigated while machining AISI4340 steel with minimal fluid application. Results revealed that the cutting force, cutting temperature, and tool wear are reduced on an average by 22.6%, 12.6%, and 5.3% respectively. It was evident that efficient cooling and lubrication of nanocutting fluid dispersed with silver nanoparticles improved the cutting performance. The outcomes of this work can be considered as a development toward eco-friendly and sustainable machining.
Introduction
Hard turning is a machining process that allows the workpiece to be turned in the hardened state to the final shape. Benefits of hard turning include the elimination of grinding as a finishing process, which is costly due to high machining as well as coolant costs. 1 Hard turning is characterized by high heat generation and friction as the workpiece is machined at the hardened state. To improve tool life and to reduce heat generation, cutting fluids are used. 2 Traditionally, mineral-based cutting fluids are used in metal machining industries. The problems with mineral oil-based cutting fluid are its high cost and poor biodegradability. 3 To reduce the usage of mineral oil-based cutting fluids, various techniques such as dry machining, Minimum Quantity Lubrication (MQL), Minimal fluid application (MFA), and so on were used by researchers. 4 Due to the growing environmental concerns, vegetable oil-based cutting fluid is used as an alternative for mineral oil-based cutting fluid as it possesses many of the desirable properties of lubricants, such as good contact lubrication, high viscosity index, high flash point, and low volatility. They also can maintain viscosity even at high temperatures when compared to mineral oil. The use of vegetable oil in cutting fluid applications may alleviate problems faced by workers, such as cancer and inhalation of toxic mist in the work environment. 5 In addition to this, an enhancement in the cutting performance was achieved with vegetable oil when compared to mineral oil. 6
Minimal fluid application (MFA) is a method where the cutting fluid is used in small quantities (less than 10 ml/min) in the form of a pulsing jet at the cutting zone. 7 When cutting fluid is applied as a high velocity and high-pressure pulsing jet, cutting fluid droplets can reach the tool work interface. Because of elevated temperature prevailing at the tool work interface, cutting fluid droplets form a tribofilm layer as a result of decomposition of chemical compounds in the droplets. The tribofilm layer formed on the workpiece and tool surfaces helps to reduce the friction and the associated heat generation at the cutting zone when compared to dry and flood machining.8,9
Unlike the minimal quantity lubricant (MQL) method, cutting fluid particles are not mixed with compressed air in the minimal fluid application method. However, the cooling and lubrication ability achieved with a small amount of cutting fluid is lower than that is possible with flood or wet cooling. 10 To enhance the cooling and lubrication properties of the cutting fluid used in the minimal fluid application (MFA), in this research work, it was planned to use vegetable oil-based nanocutting fluid. Nanocutting fluid is a new kind of cutting fluid dispersed with nanoparticles. Nanomaterials are known to enhance the thermal conductivity, viscosity, and other essential properties of the cutting fluids. 11 The addition of nanoparticles in the cutting fluid is known to enhance the thermal conductivity, viscosity, and other essential properties of the cutting fluid and is reported to be beneficial for machining difficult-to-machine materials.12,13
Rosnan et al. 14 studied the performance of water-soluble minimal quantity nanocutting fluid reinforced with aluminum oxide (Al2O3) in the drilling of nickel-titanium alloys with coated carbide drills. The nanoparticle of size less than 50 nm was mixed with water-soluble cutting oil (SolCut) with 0.4 wt% concentration. Experimental results suggested that the application of a minimal amount of nanocutting fluid improved the cutting performance for a lower cutting speed of 10–20 m/min in comparison with flood lubrication.
Gupta et al. 15 evaluated the machining performance of three vegetable oil-based nanocutting fluids added with different nanoparticles such as aluminum oxide (Al2O3), molybdenum disulfide (MoS2), and graphite. Turning experiments were conducted on titanium (grade-2) alloy with Nano-fluid-based Minimum Quantity Lubrication (NFMQL) condition. The size and concentration of the nanoparticles in vegetable base oils selected were 40 nm and 3 wt% respectively. Optimum conditions for improving cutting performance were obtained with a lower cutting speed of 215 m/min, lower feed rate of 0.10 mm/rev, a higher approach angle of 83°, and graphite-based nanofluids.
Uysal et al. 16 studied the influence of 1 wt% of nano MoS2 (Molybdenum Disulfide) particles reinforced vegetable cutting fluid applied by minimum quantity lubrication (MQL) method during milling of AISI420 martensitic stainless steel with uncoated tungsten carbide cutting tool. Experimental results revealed that nano MQL milling at a 40 ml/h flow rate reduced the tool wear and surface roughness due to the lubrication effect of nano MoS2 particles.
Manoj Kumar and Ghosh 17 studied the enhancement of the properties of sunflower oil cutting fluid with the suspension of multiwalled carbon nanotubes (MWCNT). The machining performance of this cutting fluid was investigated when applied in small quantity cooling lubrication (SQCL) mode during grinding of hardened AISI52100 steel by a vitrified bonded alumina wheel. It was found from the results that the thermal conductivity, lubrication properties, and wettability of the multiwalled carbon nanotubes dispersed sunflower oil cutting fluid was significantly enhanced, which reduced specific energy in grinding.
The tribological and machining characteristics of Graphene nanoplatelet lubricant (GPL) under MQL were studied by Lv et al. 18 From the results, it was found that the machining performance was improved due to the enhanced penetration and deposition of GPL-oil droplets to the rubbing interfaces that reduced friction and wear significantly.
Performance of silver nanoparticle-based Tween 80 green cutting fluid (AgNP-GCF) was studied by Paturi et al. 19 while machining Inconel 718 with MQL condition. The presence of AgNPs increased the thermal conductivity and the viscosity of the base cutting fluid. The enhanced heat carrying capacity and lubrication of the AgNP-GCF effectively reduced friction at the tool chip interface. MQL machining performed with 0.6 wt% AgNP-GCF was found to be more effective in reducing surface roughness.
Thottackkad et al. 20 evaluated the tribological and thermophysical characteristics of coconut oil by the addition of CuO nanoparticles at different concentrations. It is found that as a lubricant, friction-reduction properties of coconut oil are enhanced by the addition of CuO nanoparticles. At concentrations lower than 0.34%, the reduction in friction was attributed to the change of contact configuration from sliding to more of rolling, due to the presence of nanoparticles.
Rapeti et al. 21 used cutting fluids formulated by dispersing nanosuspensions of molybdenum disulfide in coconut oil, sesame oil, and canola oil and applied them to the cutting zone to study their effects on cutting performance. Results showed that improved machining performance was obtained with coconut oil mixed with 0.5% nano molybdenum sulfide when applied at cutting speed and feed rate of 40 m/min and 0.14 mm/rev respectively. Improvement in cutting performance was attributed to the high load-carrying capacity of nano molybdenum sulfide and the ability of coconut oil to form a thin film of lubricant.
Khan et al. 22 formulated and investigated the tribological properties of nano-lubricants by separately adding Copper (Cu) and Silver (Ag) nanoparticles to the coconut oil-based cutting fluid in different concentrations. It was found that copper-added coconut nanofluids of 0.25% concentration exhibited a lower coefficient of friction compared to other coconut oil-based nanofluids. Due to the lower coefficient of friction exhibited by this nanocutting fluid, lower cutting force, and cutting temperature were achieved during the turning process.
Revuru et al. 23 studied the performance of micro and nanofluids with coconut oil as base fluid and solid lubricant particle inclusions such as boric acid and molybdenum disulfide using the MQL method. Experimental results showed that nanocutting fluid outperformed the micro-cutting fluid. Among the nano solid lubricants used in the study, molybdenum disulfide performance was better than boric acid.
A review of research articles particularly on coconut oil-based nanocutting fluid to date revealed that detailed characterization of coconut oil-based nanocutting fluid with different concentrations of silver nanoparticles was not found in any literature. Furthermore, research efforts on studying the effect of this type of nanocutting fluid on cutting performance were done mostly with Minimal Quantity Lubrication (MQL) method, and no literature was found with the minimal fluid application method. Hence, in this research work, first, an attempt was made to synthesize and characterize the silver nanoparticles. Second, coconut oil-based nanocutting fluids by dispersing silver nanoparticles in different proportions were formulated and characterized. Third, machining experiments were conducted to study the effect of the newly formulated nanocutting fluid with an optimal concentration of silver nanoparticles on the cutting performance while turning AISI4340 steel with minimal fluid application.
Materials and methods
Preparation of silver nanoparticles
The silver nanoparticle was selected in the present investigation due to its addition in the cutting fluid found to improve thermal and frictional properties.24,25 Silver nanoparticles are prepared according to the procedure described by Van Dong et al. 26 Silver nanoparticles (AgNPs) are produced by reducing silver nitrate (AgNO3) with sodium borohydride (NaBH4), in the presence of stabilizing agent Polyvinylpyrrolidone (PVP). PVP controls the growth, shape, and size of the nanoparticles. It also prevents the agglomeration of silver nanoparticles. The resulting silver particles in the solution were called PVP-AgNPs. The resulting solution of 1 ml consisted of 0.012 g of silver nanoparticles.
Characterization of silver nanoparticles
Characterization of silver nanoparticles was performed to determine different parameters such as particle size, shape, stability, and elemental analysis. The presence of synthesized silver nanoparticles and elemental analysis was confirmed by UV-V-630 spectrophotometer. The stability of the silver nanoparticles was measured with Malven Zeta Sizer Nano-ZS90. The size and shape of silver nanoparticles were observed using JOEL-Model 6390 Scanning Electron Microscope.
Formulation of coconut oil-based cutting fluid
Among the vegetable oil available, coconut oil was selected in this study due to its good lubricant properties, such as high viscosity index, good lubrication, high flash point (230°C), and low evaporative loss. 27 Coconut oil has a long shelf life compared to other oils due to its stability at high temperatures. The performance of coconut oil was compared with an emulsion and neat cutting oil, and it is found that the coconut oil reduces the tool wear and improves surface finish.28,29 The work reported by Philip et al. 30 was used as a reference to formulate the cutting fluid with coconut oil as the base. For preparing coconut oil-based concentrate, coconut oil was mixed with Oleic acid and Triethanol Amine in the ratio of 2:2:1 respectively. Oleic Acid is used as an emulsifying agent. It also acts as a friction modifier and rust inhibitor. Evaporation of water in cutting fluid is reduced by the addition of Triethanol Amine in the concentrate. The pouring point of the prepared coconut oil is improved by the alkali esterification process according to the literature. 31
Preparation of nanocutting fluid
Although coconut oil-based cutting gives a better cutting performance, it also exhibits lower cooling ability, higher wear rate in sliding, 32 and higher pour point 33 when compared to that of mineral oil-based cutting fluid. These problems are predominant in the case of a minimal fluid application environment, where the cutting fluid is used only in the order of a few milliliter per minute. Hence, in this research, silver nanoparticles are used to enhance the properties of coconut oil-based cutting fluid to overcome the above limitations.
Silver nanoparticle solution was added to the coconut oil-based cutting fluid with different concentrations such as 1%, 2%, 3%, and 4% by volume. After dispersing the silver nanoparticle solution in coconut oil-based cutting fluid, the mixture was stirred well using a magnetic stirrer at 500 rpm for 30 min to ensure homogenous dispersion of the nanoparticles.
Characterization of nanocutting fluid
Coconut oil-based nanocutting fluids with 1%, 2%, 3%, and 4% volume concentrations of silver nanoparticles were characterized to assess the effect of silver nanoparticles on the physical, thermal, and tribological properties of the nanocutting fluid. Surface tension, viscosity, and thermal conductivity at room temperature were measured with a Sita bubble pressure tensiometer, Brookfield viscometer, and KD2 pro thermal properties analyzer respectively. The coefficient of friction and specific wear rate was measured with a pin-on-disk tester (Make: Ducom Instruments). In the pin-on-disk test, the disk was covered with an emery paper of 600 grit size, and a carbide tool insert was used as a pin. The sliding distance, track diameter of the disk, and the normal load were selected as 1000 m, 80 mm, and 5 N respectively.
Experimental investigation
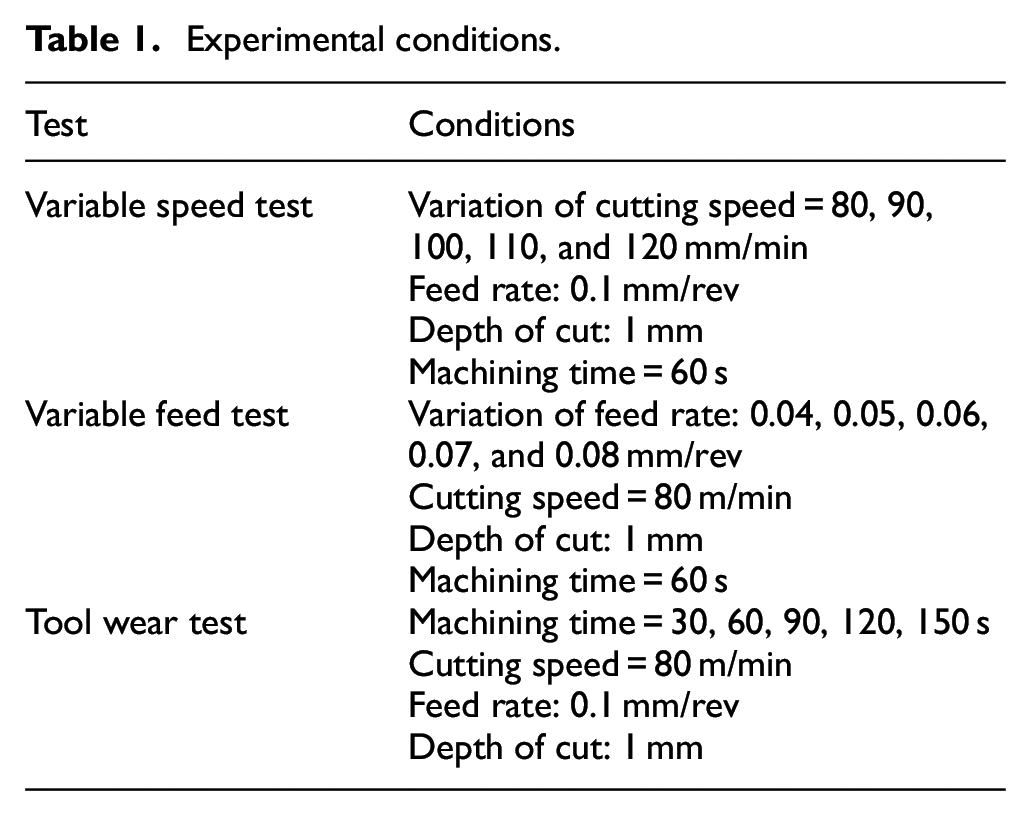
Hard turning experiments were conducted on AISI4340 steel (48HRC) using Kirloskar Turn master-35 lathe to study the cutting performance of coconut oil-based nanocutting fluid with an optimal concentration of silver nanoparticles in the minimal fluid application. According to Sahoo and Sahoo, 34 multi-coated hard metal inserts with sculptured rake face geometry with a geometrical specification SNMG 120408MT TT5100 with toolholder having specification PSBNR 2525 M12 from Taegutec were used for the investigation. About 5 ml of nanocutting fluid was applied at the tool work interface with a pressure of 80 bar and a frequency of 300 pulses/min using an in-house fabricated minimal fluid applicator (Figure 1(a)). The pressure of cutting fluid application was selected as 80 bar for preventing the clogging of silver nanoparticles in the nozzle. Based on the work done by Gajrani et al., 35 an injector nozzle that delivers the cutting fluid in pulsed form was kept at a distance of 30 mm from the cutting zone and oriented at a 45° angle. The experimental step-up used for the study is shown in Figure 1(b). The cutting performance was assessed by conducting variable speed, variable feed, and tool wear tests. The machining conditions used for these tests are presented in Table 1. The depth of cut was maintained constant at 1 mm during all these machining experiments. Cutting force was measured with a Kistler type 9257B Machine tool dynamometer. Pyrometer-Amprobe IR-750 was used to measure the cutting temperature. In this study, flank wear land width (VBB) was considered and measured for quantifying tool wear as per the standard ISO 3685:1993. Flank wear (VBB) was measured using Mitutoyo toolmaker’s microscope at a regular interval of 30 s up to 150 s. The cutting performance of coconut oil-based nanocutting fluid was compared with that of conventional coconut oil-based cutting fluid using a minimal fluid application method.

Photograph of (a) minimal fluid applicator and (b) experimental setup.
Experimental conditions.
Results and discussion
Characterization of silver nanoparticles
The presence of synthesized silver nanoparticles and their size and stability in solution were investigated. Absorption spectra obtained from Ultraviolet-visible spectrophotometry are shown in Figure 2 showing the peak at 400 nm which confirmed the formation and presence of silver nanoparticles in the solution.

UV-visual absorption spectra of the silver nanoparticles.
Dispersion stability of the nanofluid is measured using Zeta potential value. As shown in Figure 3, the stability of silver nanoparticles in the solution was found to be −27.4 which indicates moderate stability according to Iyahraja and Rajadurai. 36 This proved that the nanoparticles did not agglomerate easily. SEM images shown in Figure 4 revealed that the prepared nanoparticles were spherical and had a size of 30–50 nm.

Zeta potential distribution.

SEM photograph showing (a) size and (b) shape of silver nanoparticles.
Characterization of coconut oil-based silver nanocutting fluid
Prepared coconut oil-based nanocutting fluid was characterized for its thermal and tribological properties and the results are discussed in this section. Spreading of cutting fluid on the tool surface is required for providing better cooling and lubrication at the tool work interface and tool-chip interface. This important property of cutting fluid is called wettability, which mainly depends on its surface tension and contact angle. When liquid surface tension increases, there is an increase in the wettability of the liquid on the solid surface. 37
In this research work, the wettability of nanocutting fluid is assessed indirectly by measuring the surface tension which is illustrated in Figure 5. It was found that the surface tension of the coconut oil-based cutting fluid decreased with the increase in the concentration of nanoparticles. The decrease in surface tension causes the cutting fluid to spread more over the tool surface and improves the lubrication and heat transferability of the cutting fluid.
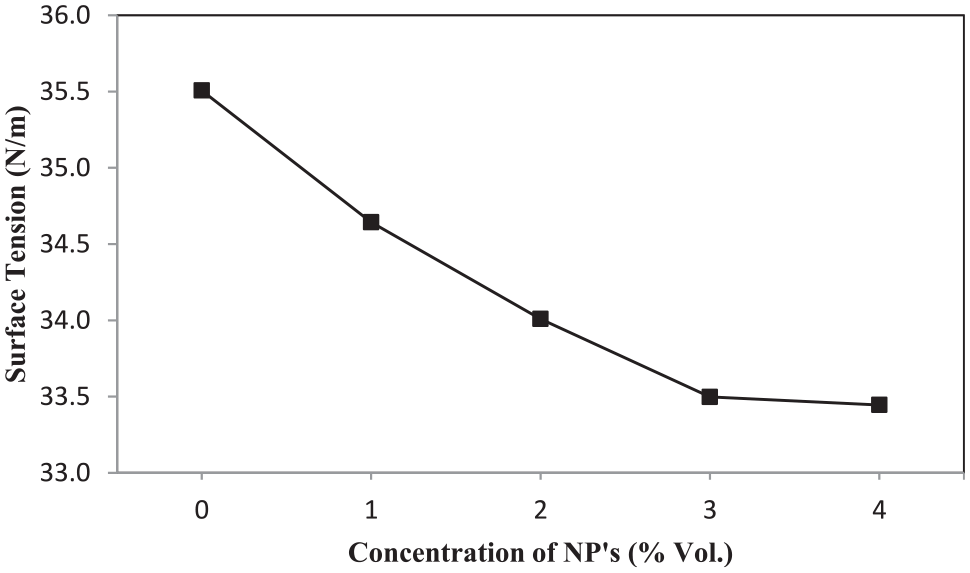
Variation of surface tension with the concentration of silver nanoparticles in the cutting fluid.
Variation of dynamic viscosity with the temperature of nanocutting fluids having different nanoparticles concentrations is illustrated in Figure 6. It was observed that an increase in temperature decreased the dynamic viscosity of nanocutting fluid for all concentrations of the nanoparticle. This is because an increase in temperature reduces the intermolecular attraction force by increasing the distance between cutting fluid molecules. It is also found that the increase of silver nanoparticle concentration increased the dynamic viscosity of nanocutting fluid. The presence of nanoparticles increased the flow resistance of nanocutting fluid which is responsible for the enhancement of dynamic viscosity.

Variation of dynamic viscosity with the temperature at different concentrations of silver nanoparticles.
Thermal conductivity which is an index for the cooling ability of the cutting fluid increased with an increase in the concentration of nanoparticles as illustrated in Figure 7. An increase in the thermal conductivity of coconut oil-based cutting fluid is attributed to the higher thermal conductivity of silver nanoparticles present in the nanocutting fluid. An increase in thermal conductivity of nanocutting fluid with the increase in nanoparticle concentration was also observed in the work by Gajrani et al. 35

Variation of thermal conductivity with nanoparticle concentrations.
The results obtained from Pin-on-Disk tester were shown in Figures 8 and 9. It was found from Figure 8 that the increase in sliding velocity and increase in the concentration of nanoparticles decreased the coefficient of friction. This is because of the presence of nanoparticles in nanocutting fluid which facilitated the rolling contact between the contact surfaces. This would help in reducing friction and heat generation during machining.

Variation of the coefficient of friction with concentrations of silver nanoparticles at different sliding velocities.

Variation of specific wear rate with concentrations of silver nanoparticles at different sliding velocities.
Figure 9 shows the variation of specific wear rate with nanoparticles concentration for various sliding velocities. It was found that the specific wear rate decreased when there was an increase in sliding velocity. It was also observed that as the concentration of the nanoparticles increased, the specific wear rate reduced gradually and took a minimum value at 3%. Above 3% concentration of nanoparticles, the wear rate was found to increase up to 3.5 m/s sliding velocities. This may be attributed to the solid to solid contact occurring at higher concentration levels, whereas, at lower concentration levels, solid to liquid contacts are more prominent. However, at higher sliding velocity at 4.5 m/s, the specific wear rate remains the same at 3% and 4% concentrations of silver nanoparticles.
Based on the characterization of coconut oil-based nanocutting fluid with different concentrations of silver nanoparticles, it was found that the cutting fluid with 3% and 4% concentration of silver nanoparticles exhibited a lower specific wear rate at a sliding velocity of 4.5 m/s. From the properties of the prepared nanocutting fluid discussed above, it was concluded that the 4% concentration of silver nanoparticles had the optimal properties essential for cutting fluid.
Machining experiment results
Variable speed, variable feed, and tool wear tests were conducted to study the effect of silver nanoparticles (4% concentration) dispersed in coconut oil-based cutting fluid on cutting performance during hard turning with minimal fluid application and its performance was compared with conventional coconut oil-based cutting fluid.
From Figure 10(a) and (b), it was found that the cutting force increased with the increase in cutting speed as well as feed rate. An increase in cutting speed and feed rate increases the tool chip contact length and the metal removal rate, thus the cutting force increases, which are consistent with the observations by Gupta et al. 15 Furthermore, it was found that for all ranges of cutting speed and feed rate, on an average 22.6% reduction in the cutting force was achieved with the coconut oil-based nanocutting fluid when compared to the conventional coconut oil-based cutting fluid. This was due to the suspended nanoparticles in nanocutting fluid increasing its viscosity, which led to the reduction of the coefficient of friction and improved the ability to lubricate the cutting zone.

Variation of cutting force with (a) cutting speed and (b) feed rate.
It was observed that the cutting temperature measured on the tool-chip interface is increased with the increase in cutting speed and feed rate, as depicted in Figure 11(a) and (b). In addition, the effect of cutting speed is more on the cutting temperature than the feed rate. An increase in cutting speed increases the friction at the tool-chip interface, and an increase in federate increases the energy required to form the chip. These effects increase the cutting temperature during the machining process. The cutting temperature obtained with nanocutting fluid was found to be less when compared to the application of cutting fluid without silver nanoparticles. When the nanocutting fluid is applied as a high-velocity pulsing jet by the minimal fluid application method, the cutting fluid droplets efficiently remove heat from the cutting zone by evaporative heat transfer in addition to conducting heat transfer. Silver nanoparticles present in the cutting fluid droplets enable it to penetrate deep into the tool-work interface and reach the sticky and sliding region at the tool-chip interface, thus reducing the friction and associated heat generation. Furthermore, the higher thermal conductivity of nanocutting fluid increased its cooling ability, which led to a reduction in cutting temperature. It was evident from the result that on an average, the cutting temperature was decreased by 22.6%.

Variation of cutting temperature with (a) cutting speed and (b) feed rate.
Variation of tool wear with time presented in Figure 12 shows that lower tool wear was obtained with the application of coconut oil-based nanocutting fluid when compared to coconut oil-based cutting fluid. Flank wear on the tool was found to be decreased on an average by 5.3%. SEM photographs of worn inserts shown in Figure 13(a) and (b) indicated lesser damage on the cutting edge when coconut oil-based nanocutting fluid was used. The reduction in flank wear is attributed to the added silver nanoparticles that enhanced the thermal conductivity, viscosity, wettability, and reduced surface tension of the coconut oil-based nanocutting fluid. This led to the improvement of heat transfer from the cutting zone and promoted rake face lubrication that retained the hardness of the tool and reduced tool wear.
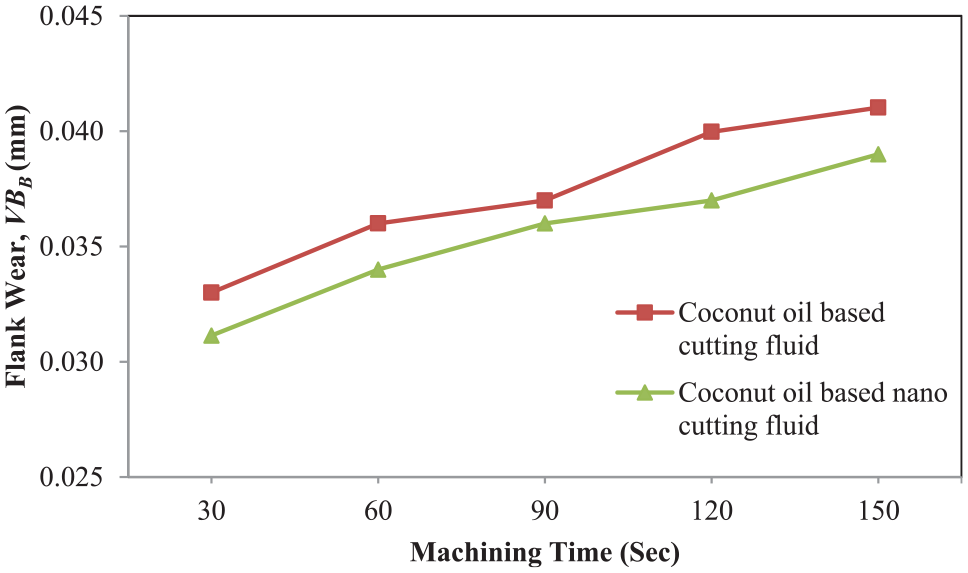
Variation of flank wear with time.

SEM photographs of the worn-out tools when (a) coconut oil-based cutting fluid and (b) coconut oil-based nanocutting fluid were used (V = 80 m/min, f = 0.1 mm/rev, d = 1 mm, and time = 150 s).
Conclusion
In the present work, silver nanoparticles (AgNPs) were synthesized and their properties are assessed. The effects of different concentrations of silver nanoparticles on the properties of coconut oil-based cutting fluid were studied. The cutting performance of the coconut oil-based cutting fluid at the optimal concentration of silver nanoparticles was analyzed during the hard turning of AISI4340 with minimal fluid application. Based on the results obtained, the following conclusions were made.
Silver Nanoparticles (AgNPs) were synthesized by using Sodium borohydride (NaBH4) and Polyvinylpyrrolidone (PVP) as reducing and stabilizing agents respectively.
The peak at 400 nm in absorption spectra obtained from U-V spectrophotometry confirmed the formation and presence of silver nanoparticles in the solution.
The stability of silver nanoparticles in the solution was moderate and the agglomeration of nanoparticles was found to be less. Prepared nanoparticles were found to be spherical and had sizes in the range of 30–50 nm.
It was found that coconut oil-based nanocutting fluid dispersed with a 4% concentration of silver nanoparticles was found to be the best among other concentrations in terms of surface tension, viscosity, thermal conductivity, and coefficient of friction.
There was a slight increase in the specific wear rate above 3% concentration of silver nanoparticles at sliding velocities less than 3.5 m/s due to the prominent occurrence of solid to solid contact concentration of silver nanoparticles. However, it was also found that the specific wear rate decreased when there was an increase in sliding velocity.
Coconut oil-based nanocutting fluid dispersed with a 4% concentration of silver nanoparticles offered better cutting performance during minimal fluid application in terms of cutting force, cutting temperature, and tool wear when compared to conventional coconut oil-based cutting fluid.
Better cutting performance achieved with coconut oil-based nanocutting fluid was attributed to its effective cooling and lubrication properties with the addition of silver nanoparticles.
The findings of this research demonstrated that the cooling and lubrication properties of coconut oil-based cutting fluid can be enhanced by the addition of silver nanoparticles. In addition, the use of nanocutting fluids based on coconut oil offered better cutting performance during machining of AISI4340 steel with minimal fluid application. The outcomes of this work can be considered as a development toward eco-friendly and sustainable machining.
Footnotes
Acknowledgements
The authors wish to thank the Centre for Research in Design and Manufacturing (CRDM) at Karunya Institute of Technology and Sciences, Coimbatore, India, for providing the facilities for completing this research work.
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.