
Abstract
In the process of surface treatment, steel wire brush can not only efficiently remove surface contaminants, such as deteriorated paint film and rust, but also increase the adhesive strength. However, the associated brush mechanics of material removal is still not clear. In order to reveal the brush mechanics of material removal, this paper assumed the tip of steel wire were ball–cone shaped, constructed contact force model, and calculated the brush grinding force under different process conditions based on finite element approach. The simulated results show that the brush grinding can be changed from plastic plowing to chip formation when the penetration depth is increased to 10 μm, then changed from chip formation to plastic plowing when the inclination angle is increased to 30°, respectively. The simulated value of brush force rises with the increasing penetration depth and inclination angle, which was consistent with the experimentally obtained values, and the relative errors are within 9%. The quantity of material removal increases with the ascending of penetration depth, and decreases with the ascending of inclination angle. This paper provides guidance to understand the mechanics of material removal, predict the brush grinding force, and contribute well to an automatic grinding control application.
Introduction
During manufacture applications, metal parts often suffer from the rust, flaking paint and fatigue damage. As shown in Figure 1(a), a steel wire brush can effectively perform surface treatment such as grinding,1,2 hammering,3,4 deburring,5,6 rust and paint removal. Currently, steel wire brushes are widely used on handhold grinders without comprehensive control techniques, and intelligent grinding robots with brush tools are still rare in the market due to difficulties involved in the end effectors control. 7 The research on brush tools mainly included toothbrush,8,9 and road sweeping brush with straight rectangular tines. 10 For example, the studies on the road sweeping brush 11 have developed the methodology of modeling brush deformation to analyze brush contact geometry and contact force, and the results were further summarized into mathematical models, which were utilized in experiments and dynamics analysis. Novotný et al. 12 present the novel elimination process for frosted flat glass that use a cylindrical brush with composite filaments, and provide a good quality surface. Uhlmann and Hoyer 13 carried out the surface finishing of zirconium dioxide with abrasive filament brush, and found that the grain size and the brushing velocity have a considerable influence on the surface quality of zirconium dioxide.

(a) Schematic diagram of brush grinding and (b) multilayer aluminum sheet.
The above foregoing sources mainly focused on the deformation of the individual filaments, and did not reveal the associated mechanics of material removal. When removing the rust, our group has constructed the brush force model under the premise of the rigid contact between steel wire and part, that is, the ratio of normal force to driving force is constant value. However, not only elastic-plastic deformation, but also chip formation was emerged during the brush grinding. 14 In order to reveal the brush grinding mechanism, this paper carried out brush grinding aluminum alloy of single steel wire (the process of multilayer aluminum sheet is shown in Figure 1(b)) based on finite element approach, and analyzed the effect of process parameters on the brush force.
Brush process of single steel wire
During brush grinding process, thousands of intertwined and crimped steel wires are bonded together as single whole. While this feature can efficiently remove surface contaminants, it greatly complicates the analysis of the brush grinding process. To solve this problem, this paper analyzed the interaction between wire tip and workpiece, constructed the contact force model, and explained the mechanism of material removal.
Due to the grinding wear, this paper assume the tip of steel wire as ball–cone shape with radius (R) and coning angle (2θ), which is shown in Figure 2(a). The steel wire was assumed to rigid body during brush, owe to much higher modulus of elasticity and yield strength than that of aluminum alloy. As shown in Figure 2(b) and (c), when brush grinding, a portion of aluminum alloy before the wire tip was deformed, and flow in three directions (I, II, III). The deformed material in direction I flowed downward through wire tip, and generated plastic deformation; the deformed material in direction II flowed to the side of wire tip, and generated the plastic uphill; the deformed material in direction III flowed upward through wire tip, and generated the swarf. In addition, the elastic deformation, plastic deformation and chip formation occurred in turn with the increasing of the penetration depth with aluminum alloy, which corresponded to rubbing, plowing, and cutting.

(a) Equivalent graph of wire tip, (b) schematic diagram of single wire brushing, and (c) material flow.
As shown in Figure 3, the micro-area ds can be calculated as follows:


Contact force model of single steel wire.
where r was the radius of in x-z plane, and α was the inclination angle between micro-area and y-axis. During brush grinding, the force between the tip of steel wire and aluminum alloy are mainly composed of normal force (Fn) and tangential force (Ft), shown in Figure 3. As shown in Figure 3, the force acting on the micro-area ds of wire tip can be calculated as follows:


where σ, τ, γ, α were compressive and shear stresses of aluminum alloy in the contacting micro-area ds, the inclination angle of wire tip, the angle between shear component in x-z plane and y-axis, respectively. According the geometrical relationship, the contact angle∠BOO′ can be calculated as follows:

where θ, γ, h, R were coning angle, inclination angle, penetration depth, the radius of steel wire, respectively. Therefore, the normal force (Fn) and tangential force (Ft) acting in contact area can be calculated as follows:


where σ, τ, γ, α, ∠BOO′ were compressive and shear stresses of aluminum alloy in the contacting micro-area ds, the inclination angle of wire tip, the angle between shear component in x-z plane and γ-axis, the contact angle, respectively.
According to the above equations (4)–(6), the normal force (Fn) and tangential force (Ft) was deeply influenced by inclination angle and penetration depth. On the other hand, the normal force (Fn) and tangential force (Ft) were also influenced by the compressive stress σ and shear stress τ in contacting micro-area ds which were relative to the strain of aluminum alloy, and were very difficult to calculate precise value through analytic method. The finite element simulation can be employed to solve implicit problems, and was widely applied to the fields of structural strength, fluid analysis, and metal cutting. Therefore, this paper applied the AdvantEdge (a type of finite element analysis product15–18) to calculate the precise value of force acting on steel wire, and verify the values of force using test rig (Figure 5) constructed in the lab.
Experimental setup
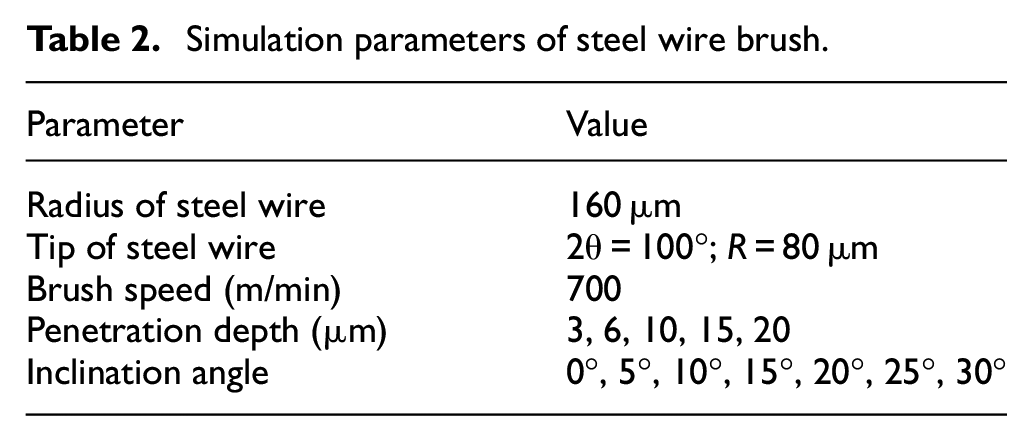
The surface treatment using a steel wire brush is indispensable for good bonding of multilayer AA1100/AA7075 aluminum alloy, which is shown in Figure 1(b). Therefore, this paper focused on surface treatment of AA7075 aluminum alloy using steel wire brush, and carried out simulation based on finite element method using AdvantEdge. The numerical brush model of single steel wire is shown in Figure 4, and the mechanical property of workpiece is shown in Table 1. The density, young’s modulus and poisson’s ratio of 7075 aluminum alloy were 2800 kg/m3, 71 GPa, and 0.3 respectively. The Johnson-Cook constitutive equation (detailed parameters: A = 430 MPa, B = 361 MPa, n = 0.31, C = 0.012, and m = 0.8) was selected as the constitutive model of 7075 aluminum alloy, and the friction coefficient between wire tip and 7075 aluminum alloy was assumed to constant (μ = 0.36). The tip of steel wire was assumed to be rigid body during brush, owe to much higher modulus of elasticity and yield strength than that of 7075 aluminum alloy. The mesh parameters of wire tip were maximum/minimum tool element size of 0.01/0.001 mm, mesh grading of 0.15, curvature-safety of 1.5, segments per edge of 0.5 and minimum edge length of 0.1 μm, respectively. The mesh parameters of 7075 aluminum alloy were maximum/minimum tool element size of 0.04/0.001 mm, mesh grading of 0.15, curvature-safety of 2.5, segments per edge of 2.5, and minimum edge length of 0.05 μm, respectively. During simulation, the adaptive remeshing parameters were minimum chip edge length of 2 μm, minimum cutter edge length of 1 μm, mesh refinement factor of 13, mesh coarsening factor of 3, chip refinement factor of 2, grading near cutting edge of 6, and grading radius factor of 1, respectively. The parameters of steel wire and brush grinding are shown in Table 2.

Brushing model of single steel wire.
Mechanical properties of aluminum alloy.

Simulation parameters of steel wire brush.
In order to verify the simulation value of contact force, the test rig (Figure 5) has been constructed in the lab. The brush was rotated by a 1 kw permanent magnet DC motor and driven downward by a lead screw onto the test plate, and the vertical displacement can be recorded by reading the angle of rotation of the turning wheel. As shown in Figure 5(b), the concentric jaw chuck with a wire bundle (25 steel wires) was fastened in the disk, which made it possible to change the inclination angle of the wire tip. The contact force (Fn, Ft) between wire tip and workpart was measured by strain gages, which were shown in Figure 5(b). During grinding process, the brush consists of intertwined, crimped wires, which subjected to complex forces. That is to say, the penetration depth between wire tip and workpart was difficult to measure and accuracy control. According to previous study, there was one-to-one relationship between penetration depth and the normal force (Fn) under the same other conditions. Therefore, this paper adopted the inclination angle and normal force as independent variables, and the tangential force (Ft) as dependent variable to verify the simulation value of contact force.

(a) The test rig and (b) the strain gages configuration for measuring normal and tangential force of steel wire.
Result and discussion
Aluminum alloy removal mode
During brush grinding aluminum alloy, the influence factors of deformation were mainly penetration depth and inclination angle. With the increase of penetration depth, aluminum alloy went through three stages of elastic deformation, plowing, and cutting. As shown in Figure 6(a), there was only plowing deformation when the penetration depth was at 3 μm. The contacted aluminum alloy suffered from seriously plastic extrusion due to the ball shape of wire tip, flowed to both sides of wire tip, and formed plastic upheaval. The temperature of contacted zone increased from room temperature to 90°C. With the increasing penetration depth, the plastic extrusion of contacted aluminum alloy decreased, while the shear effect increased. As shown in Figure 6(b), when the penetration depth was at 6 μm, the temperature of contacted zone increased to 150°C, due to the increasing of shear effect. With the further increase of penetration depth, the continuous chip and plastic deformation appeared, and the temperature in contact zone increased. As shown in Figure 6(c), when the penetration depth was at 10 μm, the temperature in contact zone increased to 160°C, and the continuous chip was generated.

The material remove under penetration depth ((a) 3 μm, (b) 6 μm, and (c) 10 μm).
There is also transition from cutting to plastic plowing with the increase of inclination angle, which is shown in Figure 7. As shown in Figure 7(a), the shear slip and chip are generated under the inclination angle at 0°, and the pressure of contacted zone increased from zero to 700 MPa. With the increase of inclination angle, the contact length between wire tip and aluminum alloy become gradually larger, and the area of pressure stress field also increase, which is shown in Figure 7(b). In addition, the shear angle become smaller and smaller, and shear sliding band grow longer, which hinder the formation of chip. As shown in Figure 7(c), when the inclination angle increasing to 30°, there is only plowing deformation and the chip disappear. These results provide direct evidence that the chip deformation is influenced by the penetration depth and inclination angle. That is, the optimize-control of penetration depth and inclination angle can effectively improve the grinding performance of steel wire brush.

The pressure section distribution under inclination angle ((a) 0°, (b) 15°, and (c) 30°).
Brush force
In order to develop a mathematical model of end-effector that can predict grinding brush force under varying conditions, the effect of brush parameters on the contact force was carried out. The force change with penetration depth is shown in Figure 8. Both tangential and normal forces increased with the increasing of penetration depth, and the ratio value of normal force to tangential force increased with the increasing of inclination angle. When the inclination angle was at 0°, the ratio value was decreased quickly with increasing of the penetration depth (<10 μm), because that the plastic extruding deformation between ball (tip of steel wire) and workpiece was decreased. The ratio of normal force to tangential force was slowly decreased with the penetration depth (>10 μm), for the reason that the increase of tangential force was more quickly than that of normal force according to metal cutting. When the inclination angle was at 30°, the ratio of normal force to tangential force slowly decreased with the increasing of the penetration depth. This is because that the workpeice mainly contacted with cone (tip of steel wire), and there is only plastic deformation.

The force-penetration depth curve (a and b) and the ratio – penetration depth curve (c).
The force change with inclination angle is shown in Figure 9. The tangential force, normal forces, and the ratio value increased with the increasing of inclination angle. When the penetration depth at 3 μm, the workpeice mainly contacted with ball (tip of steel wire), and there was only plastic deformation. Both tangential and normal forces were insensitive to the inclination angle, which result in the little change of the ratio of normal force to tangential force. When the penetration depth at 20 μm, the workpeice mainly contacted with cone (tip of steel wire), and there was plastic deformation and metal cutting. The plastic extrusion between cone and workpiece increased with the increasing of inclination angle, and the chip was more and more difficult to form, which result that the normal force increased more quickly than tangential force. Hence, the ratio value at penetration depth 20 μm increased more quickly with the increasing of inclination angle than that at 3 μm. In summary, the change of inclination angle and penetration depth can result the change of contact pattern, and the ratio value changed correspondingly. When increasing the penetration depth (3–20 μm), the ratio value at inclination angle 0° was decreased more sharply than that at inclination angle 30°; when increasing the inclination angle (0°–30°), the ratio value at penetration depth 10 μm was increased more sharply than that at penetration depth 3 μm.

The force-inclination angle curve (a and b) and the ratio – inclination angle curve (c).
Experimental verification
In order to verify the validity of contact force model, this paper selected eight brushing samples for measurement experiments on test rig, whose penetration depth and inclination angle of selected sample were (3 μm, 0°), (3 μm, 30°), (6 μm, 0°), (6 μm, 15°), (6 μm, 30°), (10 μm, 0°), (10 μm, 15°), (10 μm, 30°), respectively. Each test was repeated five times for reproducibility, and specimens were weighed before and after each test using a digital balance to calculate the different in weight loss.
The surface morphology after brush grinding was investigated by scanning electron microscopy, which was shown in Figure 10(a) to (c). When the penetration depth was at 3 μm, there were only plastic scratches in the machined surface (Figure 10(a)) and no continuous chip was found during brushing experiment, because the shear stress was lower than compress stress due to the ball of wire tip; When the penetration depth increased to 10 μm, there were cutting marks in the machined surface (Figure 10(b)), and curved chip (Figure 10(d)) was found during brush experiment; When the inclined angle increased to 30°, there were only plastic scratches in the machined surface (Figure 10(c)) and no continuous chip was found during brushing experiment, because the compress stress was higher than shear stress due to the larger negative rake angle. From above analysis, these experiments consisted well with the simulation results. The machined surface of aluminum alloy was also measured using surface roughness tester, which was shown in Figure 10(a) to (c). The value of surface roughness increased with the increase of penetration depth, and then decreased with the increase of inclined angle. Notably, in the field of roll-bonding process (Figure 1(b)), sufficient rough surface can increase the bond strength of aluminum sheet, resulting in the better mechanical property of multilayer aluminum sheet.

the surface morphology after brush grinding: (a) at (3 μm, 0°), (b) at (10 μm, 0°), (c) at (10 μm, 30°), and (d) the morphology of chip at (10 μm, 0°).
Figure 11 shows the simulation value and experiment result, respectively. The experiment showed that the tangential force increased with the increasing of penetration depth and inclination angle, which was consistent with simulation value. The relative error of tangential force was less than 6%, which was mainly caused by dynamic vibrations of test rig. The relative errors between the average experiment value and the simulated value was 9%, which indicated that in most cases the experiment force agrees well with the simulated force. In addition, the material remove increased with the increasing of penetration depth, but decreased with inclination angle, which was consistent with simulation result. That is, the chip deformation appeared when increasing the penetration depth, and was hindered with the increasing the inclination angle. In this paper, the proposed contact force model based on finite element method in brush grinding environment is feasible and effective. It can provide guidance for brush grinding in order to an automatic grinding control application.
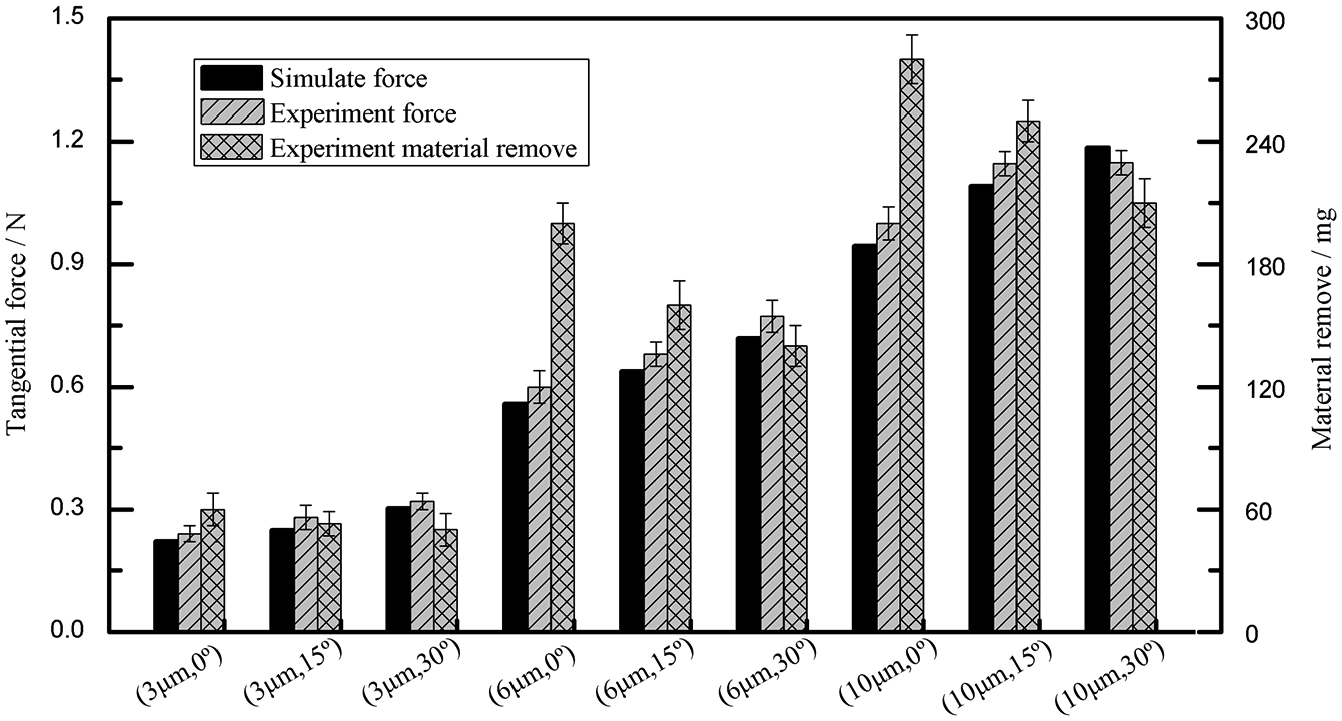
The experiment value of brush grinding.
Conclusion
In order to analyze the associated mechanics of material removal, this paper assumed the tip of steel wire as ball–cone shape, and investigated the brush grinding aluminum alloy based on finite element method. The contact force model was constructed, and the brush grinding of single steel wire under different process condition was analyzed. Based on the experimental and simulation results, we drew the following conclusions relevant to the brush behavior:
During brush grinding aluminum alloy, only plowing deformation could be observed when the penetration depth was less than 10 μm. When the penetration depth was larger than 10 μm, the chip deformation appeared.
The chip deformation was also influenced by the inclination of steel wire. The chip formation was hindered with the increasing the inclination angle, and there was only plowing deformation when the inclination angle was larger than 30°.
The experiment shows the quantity of material removal increased with the increasing of penetration depth, and decreased with the increasing of inclination angle. The brush force calculated by finite element approach increased with the increasing of brush depth and inclination angle, and agrees well with the experiment value with the relative errors 9%, which can provide guidance for brush grinding in order to an automatic grinding control application.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by the Shandong Province Higher Institution Science and Technology Plan Project (Grant No. J17KA028), the Special Funds for Guiding Local Scientific and Technological Development by the Central Government (YDZX2017370000283), and the Research Fund for the Doctoral Program of Higher Education (318051408).