
Abstract
The dynamic recrystallization behaviors of 6082 aluminum alloy in the temperature range of 623–773 K and strain rate range of 0.01–5 s−1 were studied by electron back scattered diffraction (EBSD) and transmission electron microscopy (TEM). According to the experimental results, dynamic recrystallization occurs during hot deformation of 6082 aluminum alloy, although the true stress-strain curve has no obvious single peak characteristic, and the degree of dynamic recrystallization is closely related to the Z parameter. Hot compression with lnZ = 24.9014 (723 K, 0.1 s−1) gives rise to the highest recrystallization fraction of 38.6%. The initial critical strain of dynamic recrystallization was determined by the work hardening rate. The quantitative relationship between the critical strain and Z parameters was established:
Keywords
Introduction
The Al–Mg–Si (aluminum–magnesium–silicon) series of wrought aluminum alloys has excellent comprehensive properties, including excellent specific strength, machinability, and corrosion resistance, and are widely applied in various fields, including the aerospace and automobile industries. This is of great significance for realizing lightweight structures. However, according to the macrosegregation of the Mg2Si phase and excess Si, the as-cast Al–Mg–Si series of wrought aluminum alloys shows large grains and an extremely nonuniform phase distribution, and its mechanical properties cannot satisfy practical service requirements.1,2 Therefore, for the Al–Mg–Si series of wrought aluminum alloys, it is necessary to improve the distribution and macrosegregation of the second phase in materials through optimization by using a thermal deformation process. In this way, uniform microstructures with fine grain sizes are expected, thus greatly improving the comprehensive mechanical properties of the materials.
As a novel Al–Mg–Si series of wrought aluminum alloys, 6082 aluminum alloys show high strength after heat treatment. Numerous scholars have studied the influence law of the heat treatment process and thermal deformation conditions on the mechanical properties and microstructures of 6082 aluminum alloys. Liu et al. 3 showed that with increasing solution temperature, the strength of 6082 aluminum alloy first increased and then decreased and reached a maximum at 520°C–540°C, while the elongation constantly increased. By conducting isothermal compression tests on 6082 aluminum alloy subjected to solution treatment, Liu 4 found that the average grain size of materials gradually grows with increasing strain rate; with the increase in deformation temperature, the average grain size gradually decreases, and mixed grains gradually disappear. At a low deformation temperature, the grain size of the materials increases and then declines with increasing deformation amount. However, at a high deformation temperature, the grain size is basically not affected by the deformation amount. Kumar et al. 5 investigated the influence laws of deformation temperature on the precipitation of precipitated phases, microstructure evolution, mechanical properties, and corrosion resistance of 6082 aluminum alloy. Through analysis, they suggested that 6082 aluminum alloy is more likely to undergo microstructure evolution (such as recovery and dynamic recrystallization) at a high temperature. Ma et al. 6 experimentally analyzed the influence of technological parameters on the mechanical properties of AA6082 aluminum alloy and revealed the strengthening mechanism of Al alloys by observing and analyzing the distribution of precipitated phases. By employing rapid infrared thermal processing, Chang et al. 7 found that 6082 aluminum alloy exhibited a large initial critical strain during rapid solution treatment and a more significant precipitation strengthening effect. Thus, the mechanical properties of the materials are strengthened. Poletti et al. 8 described the strain hardening, dynamic recovery, and static recrystallization of 6082 aluminum alloy during thermal deformation by utilizing a dislocation density model. They also explained the evolution law of grain size after recrystallization of the alloy. By conducting discontinuous thermal simulation tests on the static softening behaviors of A6082 aluminum alloy, Li et al. 9 explored the quantitative relationship between the volume fraction during recrystallization and the static softening fraction of A6082 aluminum alloy. They also established a dynamic model for static recrystallization of the material.
The microstructures of aluminum alloys change during thermoplastic forming. To obtain products with favorable comprehensive mechanical properties, it is expected that fine and uniform grain structures occur in materials. As one of the most important means of refining material structures, dynamic recrystallization is always considered by various research fields and achieved by optimization of technological parameters for material forming and prediction and control of microstructures. For a long time, it was thought that metals (e.g. Al and aluminum alloys) with a high stacking fault energy were mainly subjected to dynamic recovery but little dynamic recrystallization during thermoplastic deformation.10,11 It is difficult to observe fine subgrain structures in these metals through metallography. However, with the development of electron microscopy, the low-angle grain boundaries (LABs) of subgrains can be observed by using electron backscatter diffraction (EBSD). By employing EBSD, Sakai et al. 12 found that LABs, that is, subgrain structures, formed in 7475 aluminum alloy after deformation. Moreover, they suggested that as deformation continues, high-angle grain boundaries (HABs) are eventually generated after the misorientation of the subgrain boundaries reaches a critical value, thus further forming new recrystallized grains. Parvizian et al. 13 established a model for the dynamic evolution of microstructures during the thermal deformation of 6082 aluminum alloy. They used EBSD to measure the grains and subgrain structures after thermal deformation of 6082 aluminum alloy and revealed the thermal deformation mechanism of 6082 aluminum alloy based on geometrically dynamic recrystallization.
By performing thermal simulation tests under isothermal conditions, transmission electron microscopy (TEM) and EBSD were used to explore the evolution laws of the mechanical properties and microstructures of 6082 aluminum alloy under different thermal deformation conditions. On this basis, a model for the dynamic recrystallization of the alloy was established to further discuss the dynamic recrystallization mechanism of the Al alloy. This study is expected to provide experimental data and a theoretical basis for scientifically designing hot forming technologies for 6082 aluminum alloys.
Experimental procedures
The 6082 aluminum alloy specimens were as-cast rods, and their chemical composition (mass fraction, %) was as follows: Si 0.95%, Fe 0.18%, Cu 0.06%, Mn 0.45%, Mg 0.65%, Cr 0.12%, Zn 0.005%, Ti 0.03%, and balance Al. The rods were cut into cylindrical samples with dimensions of Φ8 mm × 12 mm by applying wire-cut electrical discharge machining (WEDM). A groove with a depth of 0.2 mm was processed at the two ends, in which lubricant was filled to reduce the effect of friction on the stress state. The unidirectional thermal compression test was carried out on 6082 aluminum alloy by using a Gleeble-1500 thermal simulation testing machine with a heating rate of 1 K/s, holding time of 5 min and total compressive strain of 70%. During thermal compression, deformation temperatures were set to 350°C, 400°C, 450°C, and 500°C, and strain rates were 0.01, 0.1, 1, and 5 s−1, respectively. After each test ended, the samples were immediately subjected to water quenching to immobilize high-temperature deformed microstructures, which was favorable for observing the microstructural characteristics after thermal deformation.
By utilizing EBSD and TEM, deformed microstructures were observed at the central longitudinal section of the compressed samples. EBSD samples were ground to 2000# in advance successively using flint and fine waterproof abrasive papers and then mechanically polished by applying a polisher until there were no scratches on the surface of the samples (diamond polishing with particle sizes of 3 and 0.5 μm). After polishing, the samples were ultrasonically cleaned for 5 min and then dried. The samples were electropolished using a polishing slurry containing 90% HClO4 and 10% C2H6O at a voltage of 20 V, current of 0.3 A, and temperature at −293 K. TEM samples were mechanically thinned with emery papers and then polished and ground until they were thinner than 100 μm. Afterward, TEM samples with Φ3 mm were separated by applying a puncher and then cleaned by using acetone. Subsequently, by applying an MTP-II twin-jet electropolisher, the samples were thinned to thicknesses less than 300 nm by liquid injection with 10% HClO4 and 90% CH3OH, a voltage of 20 V, a current of 0.1 A, and a temperature at −293 K.
Results and analysis
True stress–strain curve
Figure 1 shows the stress–strain curves of 6082 aluminum alloy at a strain rate of 0.01–5 s−1 and deformation temperature of 623–773 K. The figures show that the flow stress was greatly affected by the deformation temperature and strain rate: with the increase in the deformation temperature or reduction in the strain rate, the corresponding peak stress on the materials gradually declined. Comparing the true stress–strain curves at different strain rates shows that at a low strain rate (Figure 1(a) and (b)), the Al alloy entered the steady-state flow stage at a small strain (approximately 0.1), and the flow stress slightly decreased afterward. This result indicated that with the constant increase in strain, the dynamic softening effect of materials was constantly strengthened at a low strain rate and was more significant than the work-hardening effect. At a high strain rate (Figure 1(c) and (d), the Al alloy entered the steady-state flow stage after the strain exceeded 0.3. In this case, the stress basically remained constant, which implied that there was a certain equilibrium between dynamic softening and the work-hardening effect. Above all, with the increase in temperature or the reduction in strain rate, the flow stress of 6082 aluminum alloy gradually decreased until the Al alloy entered the steady-state flow stage. In this process, the effect of strain hardening gradually decreased, while the dynamic softening effect gradually strengthened. Moreover, dynamic recrystallization likely occurred. The peak stress in the true stress–strain curve of the materials showed that dynamic recrystallization occurred during thermoplastic forming. However, it was difficult to judge the extent of material deformation and the point at which dynamic recrystallization is about to occur with only flow curves.

True stress-true strain curves of the 6082 aluminum alloy undergoing hot compression at different strain rates: (a)
Sellars and Mctegart proposed a hyperbolic sine model including the activation energy Q for dynamic recrystallization and the deformation temperature. The model is used to describe the quantitative relationship between various thermodynamic parameters (i.e. flow stress, deformation temperature, and strain rate) during high-temperature plastic deformation. 14 To comprehensively consider the effects of the strain rate and deformation temperature on dynamic recrystallization, the Zener-Hollomon factor (parameter Z) is introduced:




where Z,
The following can be obtained by separately calculating the logarithms of the two sides of Formulas (2) and (3):


By fitting using Origin software according to the stress peaks obtained through the thermal compression test of 6082 aluminum alloy,

Relationship between the flow stress and strain rate at different temperatures: (a)
According to the same treatment method, the logarithms of the two sides of Formula (4) are calculated:



Relationship between the flow stress, strain rate and deformation temperature: (a)
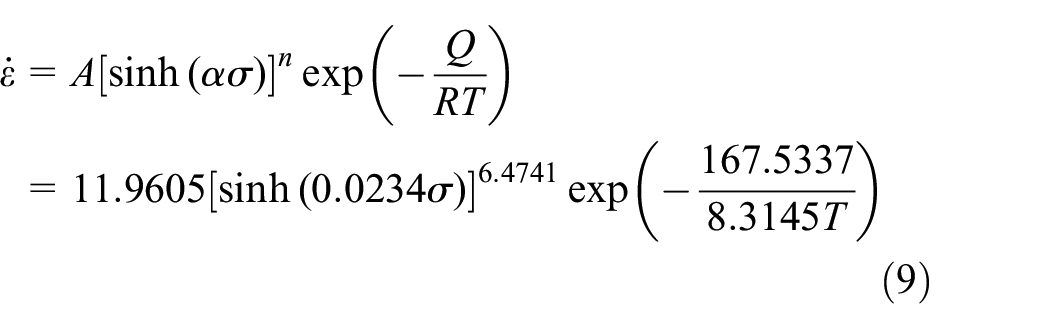
By substituting the average slopes of the curves in Figure 3(a) and (b) into Formula (8), Q = 163.5337 kJ/mol. According to Formula (7), the average slope of the curve in Figure 3(a) indicates the value of n (n = 6.4741), with an intercept of
By substituting the above parameters into Formula (4), the equation for flow stress on 6082 aluminum alloy at a high temperature is obtained:
Modeling dynamic recrystallization
As mentioned above, during high-temperature plastic deformation of Al alloys, it is difficult to observe fine subgrain structures from metallographs. Moreover, the true stress–strain curve of the Al alloy does not show significant characteristics of dynamic recrystallization. Therefore, it fails to directly judge the critical point of dynamic recrystallization according to the flow curve. Thus, some methods for determining the critical conditions of dynamic recrystallization were successively proposed. Poliak and Jonas
16
proposed using the work hardening rate (
By utilizing Origin software, the corresponding true stress–strain curves under different deformation conditions in Figure 1 are fitted to acquire the work hardening rate

Curves showing the relationship between
According to the methods described above, the critical strains under different deformation conditions can be calculated, as shown in Table 1.
Critical strain under different deformation conditions.

According to the data in Table 1, the critical strain increased with increasing strain rate or decreasing temperature, showing that sensitivity was positively correlated with the strain rate and negatively correlated with the temperature. This occurred because at the same deformation temperature, the larger the strain rate was, the shorter the deformation time. Thus, unlike dislocations during plastic deformation, which failed to be mutually offset in a timely manner, the dislocation density during deformation increased, with a significant work-hardening tendency. The critical strain causing dynamic recrystallization also increased. At the same strain rate, with increasing temperature, the driving force for vacancy–atom diffusion, slip of screw dislocations, and climb of edge dislocations grew. In this context, dynamic recrystallization was more likely to occur, and the critical strain causing dynamic recrystallization was reduced.17,18
The


Relation between the Z parameter and critical strain.
The relationship between the volume fraction after dynamic recrystallization and plastic strain and grain size after dynamic recrystallization can be separately described as follows:


where XDRX denotes the volume fraction after dynamic recrystallization;
Generally, the volume fraction and grain size after dynamic recrystallization can be determined by observing metallographic structures of frozen high-temperature microstructures subjected to thermal deformation. However, the volume fraction after dynamic recrystallization mainly depends on the nucleation rate of recrystallized grains and the growth rate of grains. During high-temperature plastic deformation, grains subjected to dynamic recrystallization are likely to merge or further grow. Therefore, it is difficult to observe fine grains subjected to dynamic recrystallization in microstructures, and even the grain size after great deformation is larger than that of the original grains that did undergo deformation. As a result, it is difficult to distinguish between grains subjected to dynamic recrystallization and original grains by utilizing metallographic methods. With the advantages of EBSD in large-area quantitative analysis, some microstructural and crystallographic information, that is, size, misorientation level, and distribution of recrystallized grains, can be attained. The orientation mapping of 6082 aluminum alloy at a deformation temperature of 450°C and a strain rate of 0.1 s−1 obtained through EBSD is displayed in Figure 6. Different colors represent different grain orientations, and the misorientations of the subgrain boundaries and grain boundaries were generally set at 3° and 15°, respectively. By utilizing the Recrystallized Fraction Component function of Channel 5 software, the misorientations (Figure 6(b)) and percentage contents (Figure 6(c)) of various grains can be attained. Correspondingly, lnZ = 24.9014, and XDRX = 38.60%. Using the same method, data (including volume fraction, grain size, and lnZ after dynamic recrystallization) can be obtained under different conditions, as shown in Table 2.

EBSD OIM for 6082 aluminum alloy at a strain rate of 0.1 s−1 and temperature of 450°C: (a) OIM, (b) grain sizes, and (c) misorientation between grain boundaries.
Experimental data under different deformation conditions.

By substituting the data in the table into Formulas (11) and (12), the dynamic model for the dynamic recrystallization of 6082 aluminum alloy is expressed as follows:


Additionally, at a low lnZ (lnZ = 24.9014), the volume fraction after dynamic recrystallization is large (XDRX = 38.6%). This indicates that under the deformation conditions of a low strain rate and a high deformation temperature (corresponding to a low Z value), dynamic recrystallization of 6082 aluminum alloy is more likely to occur.
Microstructure of 6082 aluminum alloy during dynamic recrystallization softening
The microstructure of 6082 aluminum alloy at a deformation temperature of 723 K and strain rate of 5 s−1 is shown in Figure 7. The analysis chart of the grain angle in Figure 7(a) reveals that the grain boundaries represented by blue lines exhibited a large misorientation. Additionally, some fine new grains were found in the morphology diagram (Figure 7(b)) of grains. In the corresponding TEM images (Figure 7(c)), the dislocations in grains disappeared, and therefore, the dislocation density was significantly reduced, implying that dynamic recrystallization had occurred in this case.

Microstructure after dynamic recrystallization softening of 6082 aluminum alloy: (a) grain boundary angle analysis chart, (b) grain morphology, (c) TEM, and (d) subgrain boundary structure.
During plastic deformation of the Al alloy at a high temperature, the stacking fault energy was high, so the extended dislocations were narrow and extremely likely to bundle during deformation. As a result, climbing edge dislocations and cross slipping screw dislocations likely transferred between slip surfaces. In this context, dislocations were mutually offset and disappeared. Moreover, the distribution mode of dislocations also changed and formed a closed cell wall to cut originally intact grains into many zones with a low dislocation density. 20 As the deformation process continued, the cell walls of dislocations were subjected to polygonization to form regular boundaries, thus generating LABs. The figure shows that the LAB (Figure 7(b)) represented by red lines indicated that subgrain structures (Figure 7(d)) formed after deformation . Additionally, the dislocations generated in subsequent deformation continued to move and converged at the LAB, thus causing the misorientation of the subgrain boundaries to constantly rise. There was a sufficiently large amount of deformation, the misorientation of the subgrain boundaries reached the critical value, and eventually, the subgrain boundaries evolved into HABs, thus forming new recrystallized grains. 21 The recrystallization process, without participation of the nucleation–growth mechanism, was completed as deformation accumulated step by step, showing the evolution law of microstructures during continuous dynamic recrystallization of the alloy. 22
Conclusions
Although the true stress-strain curve of 6082 aluminum alloy has no obvious single peak value, dynamic recrystallization still takes place, and the integral number of dynamic recrystallization processes increases with decreasing Z parameter. Hot compression with lnZ = 24.9014 (723 K, 0.1 s−1) gives rise to the highest dynamic recrystallization fraction of 38.6%.
According to the work hardening rate, the initial critical strain causing dynamic recrystallization was determined, and the quantitative relationship between the critical strain and Z parameter was established. Furthermore, the equation for critical strain causing dynamic recrystallization was obtained:
In the thermoplastic deformation process of 6082 aluminum alloy, subgrain boundaries were generated in the vicinity of the original grain boundaries, and the migration of subgrain boundaries triggered the coarsening of the subgrain boundaries. As a result, LABs evolved into HABs, and new recrystallized grains were found. The process mainly involved the continuous dynamic recrystallization mechanism of the alloy.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by Zhejiang Provincial Natural Science Foundation of China (Grant No. LY18E050005), and the Public welfare Projects of Science and Technology Department of Zhejiang Province (Grant No. LGG 20E050005), Taizhou science and technology plan project of Zhejiang Province (Grant No. 1901gy23), and Taizhou Special Support Plan for High-level Talents (2019).