
Abstract
The method of lapping precision ball with variable-radius groove is developed in recent years. An experimental study on lapping ceramic balls with variable-radius groove was carried out. Taguchi method was used to design the orthogonal experiment of rough lapping, and the material removal rate (MRR) and the roundness were selected as evaluation indicators. The signal to noise ratio (S/N) and the analysis of variance were used to analyze experimental results. The optimal parameters combination with load pressure of 2.5 N/Ball, abrasive concentration of 10 wt% and rotation speed of 15 rpm was obtained. During rough lapping, the maximum reduction rate of average roundness is 50%, the maximum reduction rate of roundness deviation is 81%, the MRR is 16.9 μm/h, and the reduction rate of variation of ball lot diameter (VDWL) is 90%. After semi-lapping and polishing, the best surface roughness is up to 10 nm, the best roundness is 0.128 μm, and the VDWL is 0.24 μm. The surface roughness and VDWL of the five balls tested all meet the requirements of ceramic ball with G5 grade, and the roundness value is close to the requirement of G5. The variable-radius groove lapping method is very suitable for improving the precision of batch lapping for ceramic balls.
Introduction
Si3N4 ceramic ball with low density, high hardness, high stiffness, wear resistance, low thermal expansion coefficient, and other excellent comprehensive performance, is considered to be the most ideal rolling body for high speed and high precision bearings, especially is suitable for extreme environments.1,2 Ceramic balls are used in groups in bearings, so the geometrical precision, surface quality and consistency of ceramic balls will directly affect the service life of bearings. 3 Therefore, the international standard 4 has put forward the strict requirement to the machining precision and the batch consistency of ceramic balls, the highest precision grade is G3 and the next highest is G5, whose quality and precision indexes are shown in Table 1.
Quality and precision indexes of ceramic balls (unit: μm).

Lapping is one of the most important polishing processes which can be used to obtain high geometrical precision and high surface quality. In industry, ceramic balls lapping usually adopts the traditional concentric V-groove lapping mode. The principle of spherical shaping in this lapping method is probability, 5 and the high precision ceramic balls can be obtained by sorting. At the same time, the lapping efficiency of this method is low. It takes about 10 weeks for a batch of ceramic balls to be completed from the receiving state to the finished state. 6 In order to improve the lapping accuracy and efficiency of ceramic balls, researchers have developed a series of ceramic balls lapping methods.7–11 Among them, considering the economics Kang and Hadfield’s 12 eccentric v-groove lapping method and Zhao et al.’s 13 variable-radius groove lapping method have significant advantages in batch lapping of ceramic balls. Zhou et al., 14 Guo et al., 15 and Zhou et al. 16 studied the basic theory of ball surface forming with variable-radius groove lapping method. The theoretical research results show that the spherical processing trajectory can traversal the whole ball surface with variable-radius groove lapping, which meets the precondition of high precision ball forming. At present, variable-radius groove lapping method mainly involves the study of spherical forming theory.
Taguchi methods developed by Taguchi and Konishi in Japan were employed for experiments designing to investigate the effect of various parameters on the processing results. Compared to the single-factor approach, Taguchi method can extract information more precision and more efficiently, at the same time the number of experiments can be conducted decrease rapidly. 17 Kang and Hadfield 18 optimized the process parameters of eccentric v-groove lapping by Taguchi methods. The results showed that the maximum material removal rate was 40 μm/h, and the loading pressure accounted for 50%.
In order to improve the application research of variable-radius groove lapping method, the characteristics of ceramic ball lapping with variable-radius groove were studied experimentally. The influences of lapping parameters on the MRR and roundness of ceramic balls were studied by orthogonal experiment of Taguchi methods. The spherical-forming characteristics and surface quality changes of processing ceramic balls with variable-radius groove were analyzed by staged experiments.
Principles of variable-radius groove lapping
In the variable-radius groove lapping method, the radius of curvature of any point on the variable-radius groove relative to the center of the lapping plate is different and continuously changing. This property acts on the ball surface, making the motion characteristics of the sphere’s rotation, and revolution constantly change with the change of the radius of curvature of the groove. The lapping trajectory can be uniformly distributed on the whole ball surface in a single processing period. 15 Through the feeding mechanism, the ball is sent from the outlet of the outer edge of the lapping plate to the inlet of the center of the lapping plate in order to carry out cyclic lapping. The schematic diagram of variable-radius groove lapping is shown in Figure 1(a) and a photograph of the experimental set-up is shown in Figure 1(b).
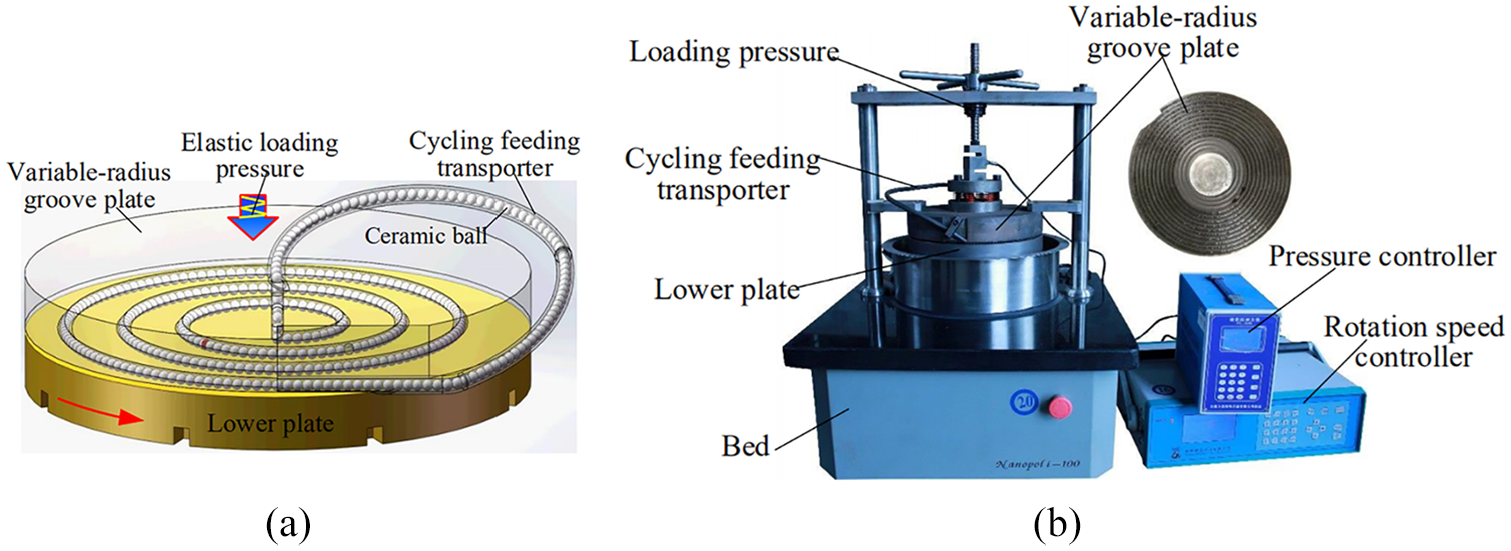
The schematic diagram and a photograph of variable-radius groove lapping: (a) schematic diagram and (b) a photograph of the experimental set-up.
The surface of the upper lapping plate was processed into variable-radius groove along the spiral path. The six springs with evenly distributed were installed on the upper plate to realize elastic pressure of ceramic balls in lapping plates. A pressure sensor was installed above the springs. The pressure sensor was connected to the lead screw. The signal of the pressure sensor was fed back to the pressure control system in real time, and the pressure value was displayed through the display. The lower lapping plate was a flat plate connected with the rotating spindle. The grating speedometer can measure the speed of the lower lapping plate in real time, and the lower lapping plate can run regularly with specified speed through the speed control system.
Before lapping, ceramic balls were placed in the variable-radius groove through the feed port. During lapping, the handle of the lead screw was rotated by manually and then the pressure was applied on the lapping plate through the uniform spring. Driven by the rotation of the lower lapping plate, ceramic ball was processed outward gradually from the center of the lapping plate in sequence along the variable-radius groove. The slurry was continuously injected into the lapping area through a pump. Spherical material removal was realized under the interaction of lapping plate, abrasive particles, and ceramic balls.
Test procedure and material properties
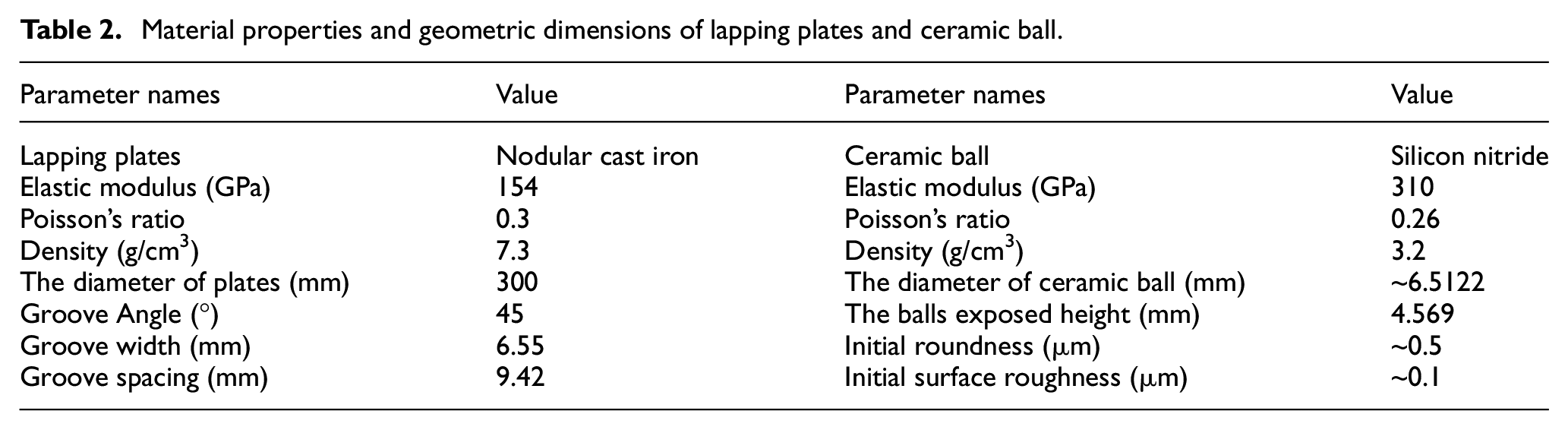
Material properties and geometric dimensions of lapping plates and ceramic ball were shown in Table 2. The average diameter of the selected ceramic balls is about 6.5122 mm, the initial roundness is about 0.5 μm, and the surface roughness is about 100 nm. The lapping plate can hold about 350 balls at a time. The lapping experiments of ceramic balls with variable-radius groove were carried out in three stages. The processing parameters adopted were shown in Table 3. The first stage is rough lapping, the purpose is to achieve fast reduction of the roundness, roundness deviation, as well as variation of ball lot diameter (VDWL) of ceramic balls. The second stage is semi-lapping, which aims to further improve the roundness and roundness deviation, and improve the ball surface quality. The third stage is for polishing, with the aim of obtaining the best surface quality, and the micro adjustment of roundness and dimensional deviations.
Material properties and geometric dimensions of lapping plates and ceramic ball.
Lapping and polishing parameters used in this study.

Firstly, orthogonal test was designed for the rough lapping using Taguchi method (as shown in Table 4). A 4-factor, 3-level L9 (34) standard orthogonal table was selected for rough lapping experiment.
Standard L9 (34) orthogonal array used in Taguchi method.
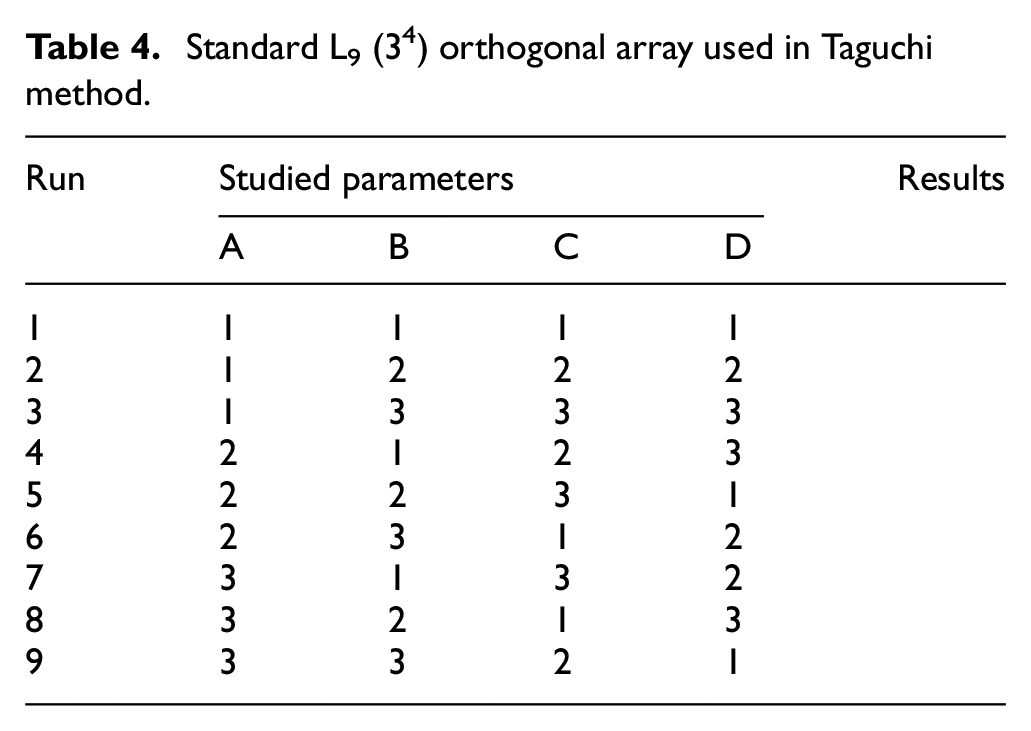
Define the appropriate scope based on actual experience as shown in Table 5, the load pressure was set to be 1, 2.5, and 5 N/ball, the abrasive concentrations was set to be 5, 10, and 20 wt% and the rotation speeds of the lower plate was selected to be 5, 15, and 25 rpm. D column is empty, and stands for unknown factor. Diamond paste was used with a average particle size of 2 μm. The lapping time of each group was 2 h. In order to find the lapping parameters with the maximum MRR and rapidly reduction of roundness.
Studied parameters and their level.

The deviation from spherical form of ceramic ball was expressed by the maximum roundness measured at the three mutually perpendicular positions of a ball. Roundness was measured by roundness meter of MarForm MMQ-400. Each time five balls were measured, each ball was measured three times, and the maximum value was the roundness of the ball.
MRR was converted by removing mass, and the weight of ceramic ball was measured by SI-234 precision balance with the precision of 0.1 mg. Its transformation formula is shown in equation (1),

Where, Mi and Mi+1 represent the quality of ceramic ball before and after lapping, i = 0, 1, 2, 3, 4, …, ρ is the density of workpiece, and t is the lapping time.
The surface roughness of ceramic balls was measured by Mitutoyo SJ-410 roughness meter, and the sampling length was 0.48 mm. For roundness, MRR and surface roughness, five balls were measured each time and each ball was measured three times.
Filling the above factors and levels into the L9 (34) orthogonal table as shown in Table 6. The last two columns in the table are the MRR and the roundness, which are the evaluation indicators to examine the experiment. Each row in the table represents a combination of parameters for an experiment. All four columns are balanced, orthogonal, and independent. A total of nine groups of processing experiments with different combination of process parameters need to be conducted.
Test run design and results.

Results and discussions
Experimental data analysis method
The signal to noise ratio (S/N) represents the degree of interference by noise factors, its unit is dB. The S/N was used as the evaluation feature in the optimization design and analysis of orthogonal experimental results. When the evaluation object is the MRR, it has a characteristic of “the-larger-the-better,” and the calculation equation of S/N is equation (2). When the evaluation objects are the roundness, it has a characteristic of “the-smaller-the-better,” and the equation of S/N is equation (3). When using S/N to analyze the average response of each process parameter in the orthogonal experiment, the larger the S/N, the better the result.


Where i is the experiment number, δ is the number of different detection points, Pij and Qij are the measurement values of the MRR, and the roundness in the No.i experiment, respectively.
Average response analysis of S/N
The experimental results are shown in Table 6 were put into equations (1) and (2) to obtain the average values of S/N of the three parameters for the MRR and the Roundness as shown in Tables 7 to 9. The influence of the three lapping parameters on average value of S/N for MRR and roundness was drawn as Figures 2 and 3.
S/N and its average value of load pressure.

S/N and its average value of abrasive concentration.

S/N and its average value of rotation speed.


Influence of lapping parameters level on average value of S/N for MRR.

Influence of lapping parameters level on average value of S/N for roundness.
The larger the S/N is, the higher the MRR is. In the Figure 2, the S/N for MRR increases with the increase of load pressure, and also increases with the increase of abrasive concentration. When the pressure was increased from 1 to 2.5 N/Ball, the S/N for MRR increased faster, increasing by 10%. When the pressure was increased from 2.5 to 5 N/Ball, the pressure increased by 50%, but the S/N for MRR increased by only 4%. As the abrasive concentration increased from 5% to 10%, the S/N for MRR increased by 8.6%, and as the abrasive concentration continued to increase to 20%, the S/N for MRR increased by 2.6%. The S/N for MRR firstly increases and then decreases with the rotation speed. The S/N for MRR increased slightly by 1% as the rotation speed increased from 5 to 15 rpm, while the S/N for MRR decreased by 3.2% at 25 rpm. The higher the rotation speed of the lapping plate is, the greater the centrifugal force acting on the lapping slurry is. And then the effective number of abrasive involved in removing the ball surface material will decrease correspondingly, and the value of MRR will decrease slightly. Therefore, the optimal parameters combination for MRR is load pressure of 5 N/Ball, abrasive concentration of 20 wt% and rotation speed of 15 rpm.
The larger the S/N is, the smaller the roundness of ceramic balls is. In the Figure 3, with the increase of load pressure and abrasive concentration, the S/N for roundness increases firstly and then decreases. When pressure increases from 1 to 2.5 N/Ball, the S/N for roundness increases by 6.4%, and when pressure increases from 2.5 to 5 N/Ball, the S/N for roundness decreases by 8%. When the abrasive concentration increases from 5 to 10 wt%, the S/N for roundness increases by 3.5%, and when the abrasive concentration increases from 10 to 20 wt%, the S/N for roundness decreases by 7.4%. As the rotating speed increases, the S/N for roundness increases gradually. The rotating speed increases from 5 to 25 rpm, and the S/N for roundness increases by 3.7%. Therefore, the optimal parameters combination for roundness is load pressure of 2.5 N/Ball, abrasive concentration of 10 wt%, and rotation speed of 25 rpm.
Analysis of variance
The analysis of variance (ANOVA) was used to evaluate the influence ratio of the response of each lapping parameter on the results. The sum of the squares of the standard deviation usually is used in ANOVA to calculate and analyze the difference and the degree of difference of each factor. Its basic characteristic is that the total corrected of sum of squares SST is equal to the sum of squares of treatment SSK and the sum of squares of error SSD. The total corrected of sum of squares SST can be expressed as

At the same time, the total corrected of sum of squares SST can also be expressed as

Where, yi is the S/N of the No.i experimental result, that is, S/Ni is the sum of the S/N of all experimental results, r is the total number of experiments.
The sum of squares of treatment SSk is

Where k represents a factor, that is, A (Load pressure), B (abrasive concentration), C (rotation speed), and D (Unknown). j is the level number of factor k.
ANOVA was used to analyze the influence ratio of the four factors on the MRR and the roundness. According to equations (4)–(7), the variance values of the MRR and the roundness were calculated. DOF represents freedom of variance. In this study, the DOF of the total experimental variance is equal to the total number of trials (r) minus 1, the DOF of parameters is equal to the number of repetitions at each level of a factor (t) minus 1. The influence ratio of load pressure, abrasive concentration, and rotation speed on the MRR and the roundness are shown in Tables 10 and 11.
ANOVA of the MRR.

ANOVA of the roundness.
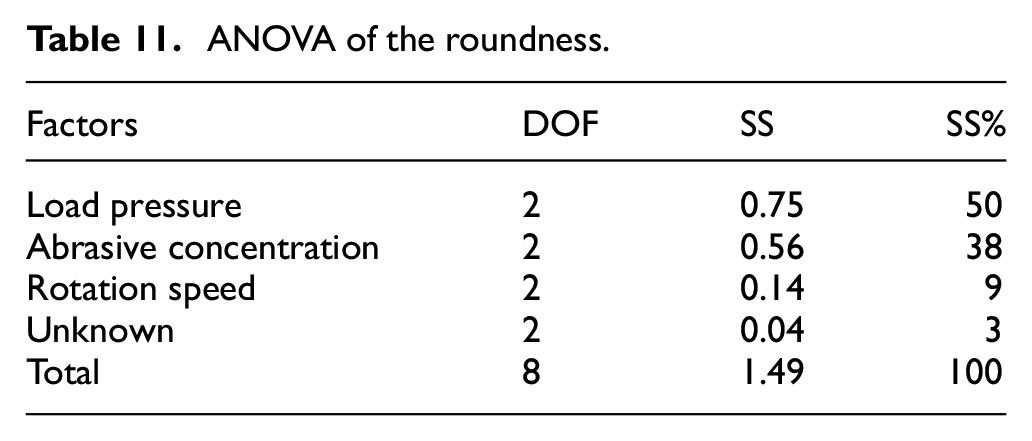
For the MRR, the order of influence ratio of lapping parameters is load pressure > abrasive concentration > rotation speed. For the roundness, the order of influence ratio of lapping parameters also is load pressure > abrasive concentration > rotation speed. It can be seen from Tables 10 and 11 that the influence ratio of load pressure on the MRR and the roundness was the most significant influence factor. Within a certain range increasing the load pressure will increase MRR and improve roundness. Beyond this range, increasing the load pressure will continue to increase MRR, but the roundness will deteriorate. The influence ratio of rotation speed on the MRR and roundness is relatively small. Therefore, the results of S/N and ANOVA were considered comprehensively, the optimal combination of lapping parameters was selected with load pressure of 2.5 N/Ball, abrasive concentration of 10 wt%, and rotation speed of 15 rpm.
Application of parameter optimization
The lapping experiments of ceramic balls with variable-radius groove were carried out in three stages. The combination of the optimized optimal lapping parameters was taken as the conditions of rough lapping. After the completion of the three processing stages, the variations of roundness and diameter of ceramic balls with time are shown in Figure 4. In rough lapping, After 4 h of processing, the mean roundness decreased rapidly from 0.5 to 0.25 μm, with a decrease of 50%.The roundness deviation also decreased rapidly, from 0.1 to 0.019 μm, with a reduction rate of 81%. From the fourth hour to the sixth hour, the reduction rate of mean and deviation of roundness slowed down a lot, with roundness value decreasing from 0.25 to 0.21 μm by 16% and roundness deviation decreasing from 0.019 to 0.017 μm by 10%. At the same time, after lapping of 6 h, the average diameter of ceramic balls decreased from 6.5122 to 6.4108 mm, the MRR was 16.9 μm/h, the VDWL was reduced from 12.6 to 1.29 μm, and the reduction rate was 90%. In the condition of optimal parameter combination, the roundness value and its deviation decrease rapidly in the first 4 h, and the roundness value basically tends to be stable in the last 2 h, and the roundness deviation still decreases obviously, and the VDWL of ceramic ball decreases significantly.

The variation of roundness and diameter of ceramic balls with lapping time.
In order to further improve the roundness and reduce the roundness deviation, During the second stage (from 6th hour to 12th hour), the roundness value decreased from 0.21 to 0.15 μm by 28%, the roundness deviation decreased from 0.017 to 0.0084 μm by 50%, the average diameter of the ceramic ball decreased from 6.4108 to 6.3623 mm, the MRR was about 8 μm/h, and the VDWL decreased from 1.29 to 0.36 μm by 72%. Compared with the rough lapping, the pressure in the processing condition was reduced by 60% and the abrasive particle size was reduced by 50%. The reduction range of roundness value was obviously reduced, and the reduction ratio of roundness deviation was also reduced. The MRR was reduced by about half, and the VDWL was still significantly reduced.
In the third stage, lower pressure, concentration, and particle size were selected. The roundness value was reduced by 13% from 0.15 to 0.13 μm, and the roundness deviation was reduced by 26% from 0.0084 to 0.0062 μm.The average diameter of the ceramic ball decreased from 6.3623 to 6.3508 mm, the material removal rate was about 3.8 μm/h, and the VDWL decreased from 0.36 to 0.24 μm, which decreased by 33%. The important purpose of this stage is to improve the surface roughness, at the same time adjust the roundness value and further reduce the roundness deviation and VDWL .
The roundness changes of the five ceramic balls detected after the completion of the three stages are shown in Figure 5. The initial roundness of ceramic balls fluctuates greatly with a deviation of 0.1 μm. After rough lapping, the roundness value and its deviation were significantly improved, with the average roundness of 0.2123 μm and the deviation of 0.017 μm. After two more stages, the roundness values of the five ceramic balls gradually approached, and the connection between the five points tended to be straight, with the final deviation of 0.0062 μm. It shows that the variable-radius groove is beneficial to improve the batch lapping precision of ceramic balls. The minimum roundness value detected by roundness meter at different stages was shown in Figure 6. The initial roundness was 0.454 μm, after rough lapping the roundness was 0.204 μm, then after semi-lapping the roundness was 0.15 μm, finally after polishing the roundness was 0.128 μm. The roundness value was improved after each processing stage, and the most significant improvement was in the rough lapping stage. It shows that the three processing stages are set reasonably and the variable-radius groove is beneficial to improve the roundness.

The variation of roundness of five ceramic balls in different stages.
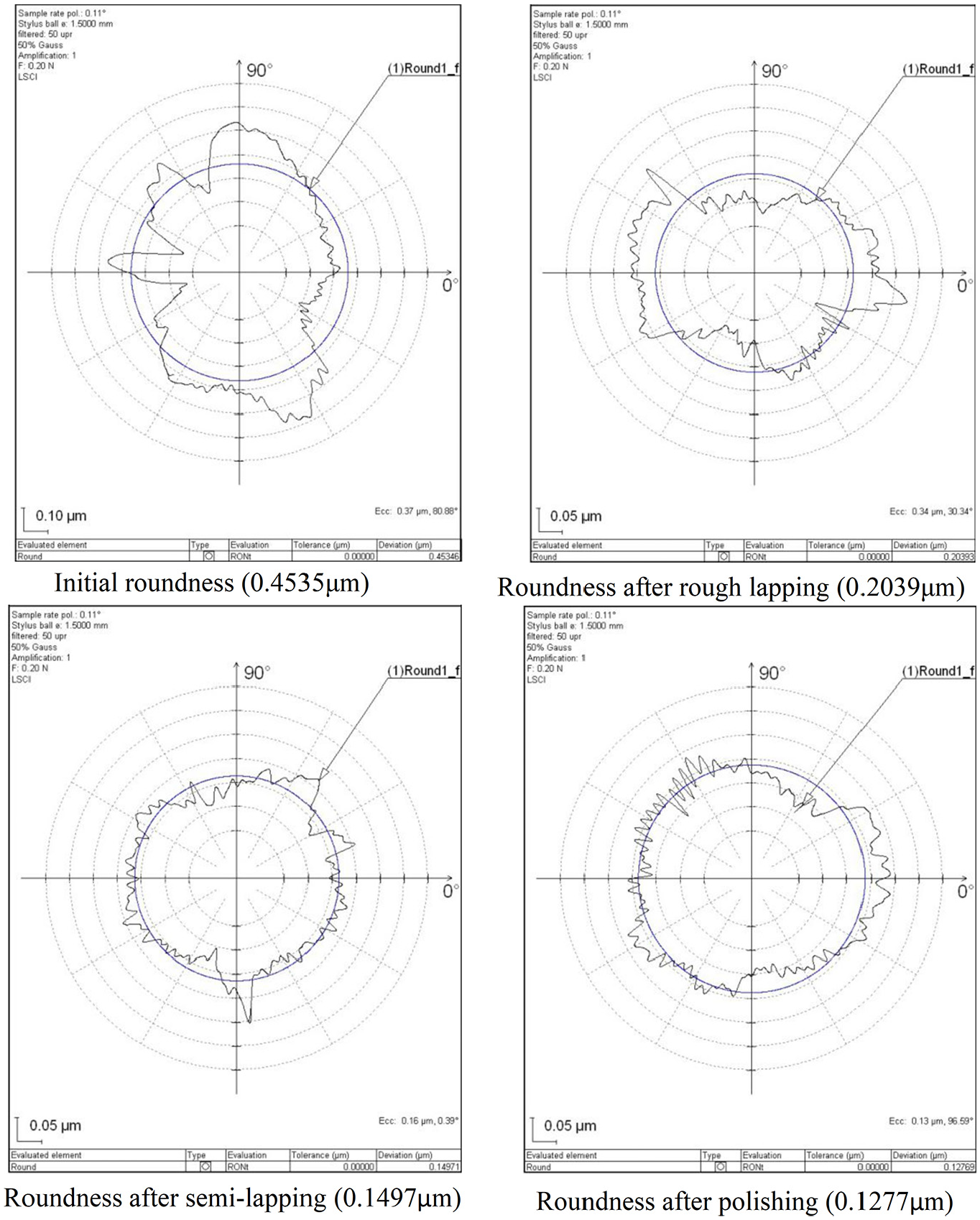
The minimum roundness value detected by roundness meter at different stages.
The variation of surface roughness of ceramic ball in different stages was shown in Figure 7. The initial average surface roughness of ceramic balls was 100 nm, and the deviation was 52 nm. After rough lapping, the surface roughness was 62 nm and the deviation was 16 nm. The average roughness was reduced by 38% and the deviation was reduced by 69%. After semi-lapping, the average surface roughness was 35 nm, and the deviation was 9 nm. The average roughness was reduced by 44%, and the deviation was also reduced by 44%. After polishing, the average surface roughness was 12 nm, and the deviation was 4 nm. The average roughness was reduced by 66%, and the deviation was also reduced by 56%. The best surface roughness value was 10 nm, as shown in Figure 8. It can be seen from the above data that the surface roughness deviation of ceramic balls decreases significantly in the rough lapping. The average surface roughness decreases the most in the polishing, and the reduction proportion of the deviation is slightly lower than that in the rough lapping, which correspondingly meets the requirements of improving the surface quality in the polishing stage.

Surface roughness Ra in different stages.
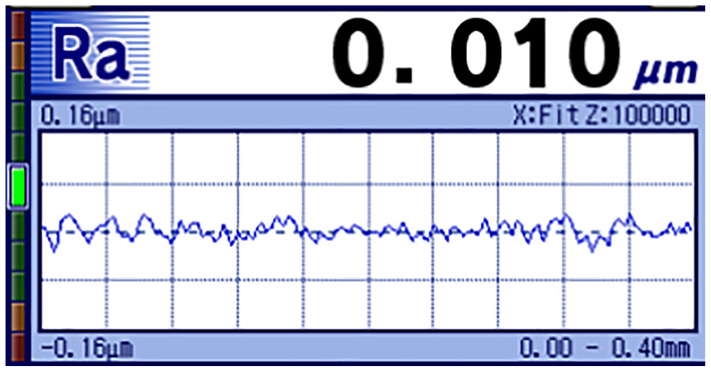
The best value of surface roughness.
The variation of average surface roughness of five ceramic balls measured at different stages was shown in Figure 9. This diagram visually expressed initial deviation of five ceramic balls is large, after rough lapping, semi-lapping and polishing, surface roughness values, and deviation of five ceramic balls were greatly reduced. The final surface roughness average of 12 nm with deviation of 4 nm. The variable-radius groove lapping method can effectively improve surface roughness of a batch of ceramic balls.

The variation of average surface roughness of five ceramic balls measured at different stages.
The photos of ceramic balls before lapping and after polishing were shown in Figure 10. After three processing stages with 15 h, the quality of ceramic balls surface was improved significantly from dull surface to reflective surface.
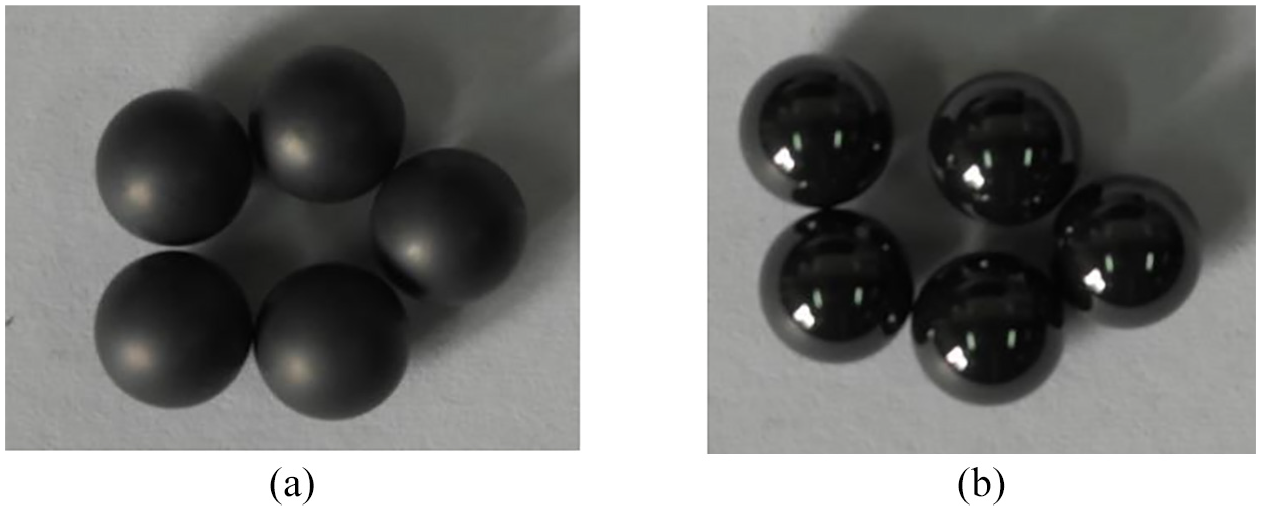
The photos of ceramic balls before lapping and after polishing: (a) before lapping and (b) after polishing.
Conclusions
An experimental study was carried out on the lapping of ceramic balls with variable-radius groove lapping method. Using Taguchi method to carry out orthogonal test design for rough lapping, the signal to noise ratio (S/N) analysis, and ANOVA were carried out to obtain the optimal parameter combination with the load pressure of 2.5 N/Ball, the abrasive concentration of 10 wt%, and the rotation speed of 15 rpm.
The optimal parameter combination was used as the condition of rough lapping. During rough lapping, the maximum reduction rate of the average roundness is 50%, the maximum reduction rate of roundness deviation is 81%, the MRR is 16.9 μm/h, and the VDWL reduction rate is 90%.
The deviation of roundness and surface roughness and the VDWL have dropped dramatically, indicating that the precision of a batch of balls is getting closer to be consistency. That is to say variable-radius groove can improve the processing precision of a batch of balls.
After semi-lapping and polishing, the best roundness was 0.128 μm and the best surface roughness Ra was up to 10 nm. The surface roughness and VDWL of the five balls tested meet the requirements of ceramic ball with G5, and the roundness values are close to the requirement of G5.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the financial support from the Natural Science Foundation of Zhejiang Province (LQ19E050005 and LQ20E050004), National Natural Science Foundation of China (51375455, 51705330 and U1809221), the National Key Research and Development Program of China (2018YFB2000502), Post-doctoral Support from Zhejiang Province (ZJ2020109).