
Abstract
Aiming at sealing failure problem of packer rubber during well testing and completion, a new type of “nanofluidic packer rubber” is developed. The nanofluidic packer rubber is composed of honeycomb matrix skeleton encapsulating nanofluidic system as stuffing. Taking ZSM-5 zeolite/water nanofluidic system as an example stuffing for the nanofluidic packer rubber, the application properties are studied by means of experiment. Ten loading/unloading cycles are carried out on the pretreated zeolite/water stuffing at different loading rates and system temperatures on a pressure-volume characteristic test bench. The impact law of loading rate and system temperature on repeatable practicability, pressure threshold, and deformation capacity of the stuffing are obtained and the influence mechanisms are discussed. Results show that the zeolite/water stuffing works stable and repeatable after the first three loading/unloading cycles. The loading rate has lifting effects on throughput capacity, pressure threshold and deformation capacity when system temperature is under 75°C. With the increase of system temperature, pressure threshold decrease, and throughput capacity and deformation capacity increase. All the application characteristics found in zeolite/water stuffing are favorable for improving the working performance of packer rubber. This work provides theoretical and data support for the application of the nanofluidic packer rubber.
Introduction
The packer is an indispensable downhole tool in the process of oil and gas exploration and development, and the packer rubber is the core sealing component of the packer. The packer is mainly set by compressing the rubber under the pressure of the tubular string or hydraulic power. 1 Under the action of axial load, both ends of the rubber will expand radially under pressure, and contact stress will be generated between rubber and casing, forming a closed annulus, achieving the purpose of isolating producing reservoir and protecting the casing. The sealing performance of the packer depends on the peak value and distribution of the contact stress between the rubber and the casing. The geometrical parameters, 2 material,3,4 and friction coefficient between the rubber and the casing 5 all have varying degrees of influence on the contact stress. With the continuous expansion and the development of high temperature, high pressure and deep reservoirs, more stringent and complex working environment result in higher requirements on the performance of packer rubber.
Structure improvements can help to alleviate the packer failure problem to some extent. Guijie Yu et al. 6 designed a number of shaped rubber with small circular grooves in the middle of the side and increased the maximum contact stress between the packer and the tube. Chuanjun Han et al. 7 designed a new structure of sealing ring based on bionics and the working life is prolonged comparing with O-ring and rectangular ring. Guoyou Han et al. 8 and Song Ge 9 simulated the contact pressure distribution and shoulder extrusion between rubber and the casing. Hanxiang Wang et al. 10 optimized the inner groove shape and structure of shoulder protection. Zhiping Guo et al. 11 optimized the rubber wall thickness to improve the stress between casing pipe and rubber part. Zhi Zhang et al. 12 improved the overall sealing performance by optimizing the key structural parameters of packer rubber.
Improvement of rubber material is indispensable to further promote application characteristics of packer rubber. 13 In hydraulic fracturing technology, degradable materials is developed to settle the packer unpacking difficulties after fracturing construction. 14 Jingnan Zhang et al. 15 analyzed the effects of thermal aging and fatigue damage on the fatigue life of rubber under the influence of temperature. Suling Wang et al. 16 studied the elastomer failure of downhole packer and PC pump caused by rapid gas decompression. Gang Hu et al. 17 conducted constitutive experiments on three kinds of rubber materials and optimized their constitutive models. Xiaozhen He et al. 18 improve the hardness, and tensile and compression modulus of the rubber by filling short cut aramid fibers in a hydrogenated acrylonitrile butadiene rubber (HNBR) composite.
As downhole temperature changes frequently and even drastically in thermal production wells, 19 forces between packer and casing changes, which may cause sealing failure of the packer rubber. 20 Yunqiang Liu et al. 21 propose a multiple nonlinear equation model and analyzed the packer’s deformation caused by pressure and temperature change for unsetting process in HTHP wells. Fuying Zhang et al. 22 used the finite element analysis software to analyze the sealing performance and fatigue life values of HNBR, CR, FPM and EPDM materials at different working temperatures. Liangliang Dong et al. 23 conducted the rubber thermal aging experiments and studied the influence of the temperature on the mechanical properties of packer rubber. The results show that when the temperature increase, the contact stress between the packer rubber and the casing decreases, and the maximum stress value of the rubber increases, which greatly reduces the sealing performance and the bearing capacity of the packer rubber.
Based on the unique pressure-volume and temperature-volume change characteristics of the nanofluidic system24,25 and the excellent mechanical properties of the honeycomb matrix skeleton,26,27 the nanofluidic packer rubber is developed.28,29 The nanofluidic packer rubber can adjust its own volume when the pressure difference and temperature in annulus spaces change, thus the external pressure change can be balanced, and the working performance of the packer rubber is improved. As the nanofluidic system is of high energy absorption efficiency and unique pressure – volume characteristic, the nanofluidic packer rubber can also avoid stress concentration on shoulders, which is a tough problem leading to the failure of the packer rubber. The core functional part of the nanofluidic packer rubber is the encapsulated nanofluidic system. Changes in downhole temperature will not only cause expansion and contraction of downhole materials, but also lead to changes in wettability and the pressure-volume characteristics of nanofluidic system, which affect the working state of the nanofluidic packer rubber. Since traditional packer rubber made of rubber material is not sensitive to the setting load rate, the setting load rate is not requested to control accurately during the setting process of the packer, and the effect of loading rate on the sealing performance of packer rubber is seldom studied. However, the loading rate changes the relaxation time and friction between liquid and solid phase in the nanofluidic system, and influences the pressure threshold and deformation capacity of packer rubber.
In this paper, structure and working principle of nanofluidic packer rubber are introduced in detail. The nanofluidic system composed of ZSM-5 zeolite/water is taken as example stuffing for the proposed packer rubber, and the application characteristics under different system temperature and loading rate are discussed.
Structure and working principle of nanofluidic packer rubber
The nanofluidic packer rubber is a new type of packer rubber. It is composed of honeycomb matrix skeleton encapsulating nanofluidic system. Figure 1 shows the structure diagram of the honeycomb matrix nanofluidic packer rubber. The nanofluidic system is composed of nanoporous media and functional fluids. It is encapsulated in a closed environment when used. A combination of lyophobic nanoporous media and non-wetting functional fluid should be selected for ensuring the repeatable practicability of the nanofluidic system. The energy storage capacity of a reasonably designed nanofluidic system is dozens or even hundreds of times than that of traditional energy-absorbing materials, which has significant advantages in small-volume application environment.

Structure diagram of the nanofluidic packer rubber.
It can be seen from the composition of the nanofluidic system that the main components of the system “nanoporous medium + functional fluid” exist in the state of suspension as kind of “milk-like liquid”. In practical applications, a suitable framework structure should be selected to encapsulate the nanofluidic system so that it can be manufactured into the required shape for use. The honeycomb matrix is chosen as skeleton to support and encapsulate the nanofluidic system, because it is the best topological structure covering a two-dimensional plane and the most economical space structure.26,30 Compared with traditional materials, composite materials with honeycomb structure have the advantages of light weight, high specific strength, and relative stable performance at high temperature. Researchers have confirmed through experiments that the compressive performance of a thin-walled circular tube filling with nanofluidic system is enhanced comparing with the thin-walled tube filled with pure liquid.31,32 Through theoretical analysis, finite element numerical simulation and experimental research, scholars have shown that the peak stress value, compressive strength and energy absorption performance of foam-filled honeycomb skeletons are improved compared with empty honeycomb matrix skeletons.33–37 Therefore, the packer rubber material obtained by filling the honeycomb matrix skeletons with the nanofluidic system not only enhances the compressive strength and pressure bearing capacity of the honeycomb skeleton, but also endows the packer rubber material with unique temperature and pressure resistant characteristics of the nanofluidic system.
Figure 2 shows the basic working principle of nanofluidic system. Due to the capillary repulsion, liquid cannot enter the lyophobic nanopores under normal temperature and pressure. Apply external pressure to the system. When the external pressure is greater than the critical infiltration pressure Pin to overcome the capillary repulsion, the functional liquid starts entering the nanopores, until the pore channel is completely filled up. For a nanofluidic system composed of lyophobic porous medium and non-wetting functional liquid, the functional liquid in pores will be driven out by the lyophobicity of the solid phase when the external pressure decreased. When the system temperature changes, the wettability between liquid and solid phases changes, which will lead to the change of Pin. Thermal gradient will push the liquid flow into or out of pores based on thermocapillary convection. In addition, changes in temperature will cause changes in pressure in a closed system, which will trigger inflow or outflow of functional liquid as well.

Schematic diagram of liquid behavior and characteristic of nanofluidic system under external load.
For a nanofuidic packer rubber, the range on the inlet plateau shown in Figure 2 is the ideal working range. The critical infiltration pressure Pin is the pressure threshold of nanofluidic packer rubber. When the pressure loaded on the packer rubber is higher than the pressure threshold (critical infiltration pressure Pin), the functional liquid will break through the capillary repulsion to enter the pores of the porous medium. During this process, the volume of the packer rubber decrease. As is on the pressure plateau the system, the functional liquid is flowing into the nanopores, and the system pressure rises slowly. When pressure loaded on the packer rubber decreases, the functional liquid recede from nonpolar surface, the volume of the packer rubber expands, and the annulus is better closed. During application of packer rubber, the annulus temperature changes frequently. As mentioned above, changes in temperature cause changes in wettability and pressure of the nanofluidic system. Both factors trigger the flow of liquid into or out of pores, and the system pressure can be stabilized in the working range.
Given the above, fluctuations of whether the external pressure or the annulus temperature will be balanced by system’s volume changing. The counterforce applied by the packer rubber to the outer casing and the inner tubing thereby can be stable within a small range. The sealing performance of packer rubber is enhanced in consequence.
Experiment preparation
Pretreatment of nanofluidic stuffing before encapsulating
Lyophobicity of nanoporous medium not only directly affects the pressure threshold of the system, but also determines the degree of liquid outflow. The silicon-aluminum ratio of the ZSM serial zeolite is relatively high. The higher the silicon-aluminum ratio, the stronger the lyophobicity. In the current work, nanofluidic system composed of ZSM-5 zeolite and water is taken as an example stuffing of the nanofluidic packer rubber. The ZSM-5 zeolite material is acquired from Shanghai Fuxu Molecular Sieve Limited Company in China. To improve the purity and stability, the raw material is pretreated in a tube furnace under 600°C for 6 h. After heat pretreatment, the silicon-aluminum molar ratio of ZSM-5 zeolite is 158.62, the specific surface area is 638.01 m2/g, and the pore volume is 510 mm3/g. Through a Non-Local Density Functional Theory (DFT) analysis, both micro and meso pores are discovered in the sample. The pore size of mesopores is 2.114 nm, and the pore size of micropores is 0.524 nm. A pressure of about 150 MPa needs to be applied to make water molecules intrude into pores around 0.5 nm according to previous studies.38,39 The maximum loading in the current experiment is 50 MPa. Thus, mesopores are the main flow channel of water molecules and relevant calculations are based on pore size 2.114 nm.
The pretreated ZSM-5 zeolite and water are blended according to a mass ratio of 1:10. Before experiment, the mixture should be put in vacuum for about 12 h for a degassing treatment. After excessive air bubbles mixed in during blending are removed, the experiment preparation of nanofluidic stuffing is done.
Experimental device
Figure 3 is a photo of the pressure-volume test bench of the nanofluidic system. A servo motor is used to drive the worm to push a stainless steel rod piston to pressurize or relieve the pressure in the pressure chamber. A displacement sensor is attached on the piston to record its displacement. The pressure chamber is the core component of the test bench. A schematic diagram of the pressure chamber and the internal stuffing is illustrated on the right of Figure 3. A pressure transducer and a temperature couple are embedded in the pressure chamber to monitor the pressure and the temperature change of zeolite/water stuffing. In order to regulate the system temperature during test, the pressure chamber is immersed in an electric-heated thermostatic water bath.

Pressure—volume test bench of the nanofluidic system.
The pressure-volume characteristics of the zeolite/water system are tested at four different system temperatures of 30°C, 45°C, 60°C, and 75°C. Uniform load is applied during loading/unloading process, and it is controlled as 0.01, 0.02, 0.04, 0.06, 0.08, and 0.10 mm/s at each system temperature respectively. Ten successive loading-unloading cycles are carried out under each working condition.
Application characteristics of ZSM-5 zeolite/water stuffing
Reusability of ZSM-5 zeolite/water stuffing
Pressure-specific volume changes inside the pressure chamber are draw as P-DV curves to analyze the performance of ZSM-5 zeolite/water system. Where, P is defined as the pressure in the system, which is directly obtained from the pressure transducer. DV is defined as the volume change of the system per unit mass of zeolite and it equals the volume occupied by piston
P-DV curves of zeolite/water system under ten loading/unloading cycles of two typical working conditions are chosen and presented in Figure 4. One is working condition of system temperature at 30°C with loading rate of 0.01 mm/s, and the other is working condition of system temperature at 75°C with loading rate of 0.1 mm/s. It can be seen from the figures that after the first two loading/unloading cycles, the unloading line did not return to the initial position of loading, indicating that the water molecules pushed into the zeolite channel did not flow out of the channel completely after unloading. There is a loss in the accessible pore volume of the system, that is, the effective deformation quantity of the plateau period. This phenomenon is inevitable during the first few load/unload cycles in a nanofluidic system. Because the pore structure of porous medium are not perfectly regular, defective structures will collapse under high pressure. Permanent loss of the accessible pore volume happens under this condition. What’s more, liquid molecules may be trapped in pores of the porous medium without receding successfully after unloading, which lead to a loss of accessible pore volume in the next cycle. The accessible pore volume loss due to liquid molecules entrapment is not irreversible. As system temperature rises, the trapped liquid molecules may break free of the energy trap and re-flow out of the pores. 40 According to experimental results, the pressure-volume change characteristic curves of the third to the tenth loading/unloading completely overlap. The system reached a balance of throughput after the first two cycles under a certain working condition. Since the system should be in a stable and repeatable working range during application, only data obtained after the system reaches the balance of throughput in each experiment are analyzed below.
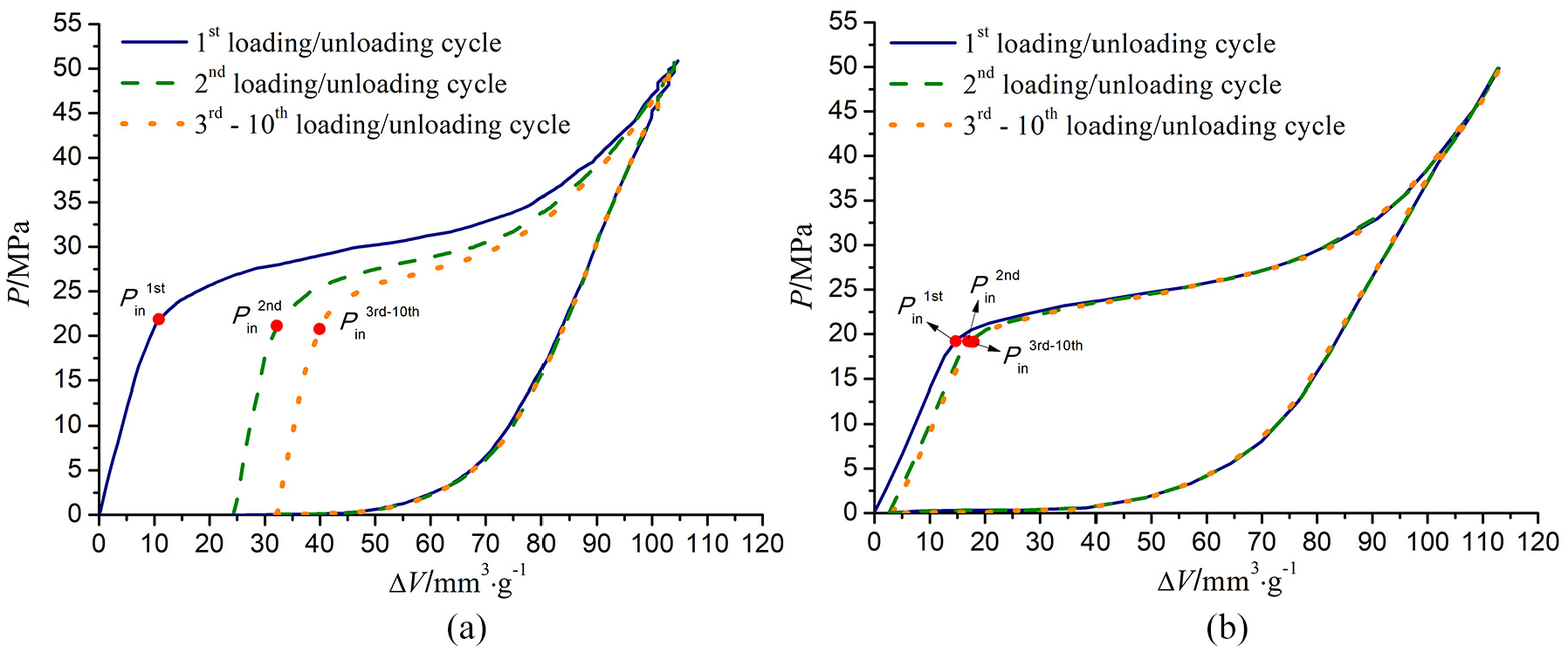
P-DV curves of ZSM-5 zeolite/water stuffing of two typical working conditions (10 cycles): (a) system temperature 30°C, loading rate 0.01 mm·s−1 and (b) system temperature 75°C, loading rate 0.10 mm·s−1.
The defiltration percentages ΔVdei/ΔVin1 is an important system working index charactering the throughput capacity of the system. It is defined as the ratio of the liquid outflow volume after the ith loading/unloading cycle ΔVdei to the liquid inflow volume during the first intrusion process ΔVin1. Figure 5 extracts the defiltration percentages of the tested system when the system reaches a stable throughput balance, where i is greater than 3. Working conditions of four different system temperature and six different loading rate are compared.

Influence of loading rates and system temperatures on defiltration percentages of ZSM-5 zeolite/water stuffing.
It can be seen from Figure 5, the defiltration percentage of zeolite/water stuffing gradually increases as the loading rate and system temperature increase. The higher the system temperature is, the gentler the defiltration percentage climbs with the increase of loading rate. When system temperature reaches 75°C, the loading rate has no obvious effect on the defiltration percentage.
The liquid can recede from the porous medium because of strong hydrogen bonding between water molecules, the repulsion force between liquid and solid phase, and the pushing action of cluster gas. The change of loading rate do not change hydrogen bonding between water molecules and the liquid-solid repulsion force, but it influences the state of gas-liquid phase in the system. The higher the loading rate, the shorter the relaxation time, the lower the probability of gas molecules diffusing out of pores. Thus, the gas molecules are more inclined to gather as clusters. Study results in literature41–43 show that the high-pressure gas clusters in the pore channel are driven force for liquid outflow. Therefore, the increase of loading rate will increase the outflow of liquid to a certain extent. The main effects of temperature on liquid outflow in the nanofliudic system are also on the two aspects of liquid-solid and liquid-gas interaction. As Xu et al. 44 reported, the nominal viscosity of a liquid phase decreases by two orders of magnitude from 293 to 348 K measured in a nano carbon/deionized water system. When the system temperature is elevated, the decreased nominal viscosity induces an easier defiltration process. During the process of water molecules receding from the pores, the frictional resistance between liquid and solid phase is smaller at higher temperature, thus the energy dissipated by friction is less and lower energy is required to overcome frictional energy dissipation. So it is relatively easier for liquid to recede from the pores at higher system temperature. On the other hand, as gas solubility decreasing with temperature increasing, gas molecules are more inclined to gather as clusters, leading to an easier outflow of liquid molecules. 40 Through the above analysis, both the increase of loading rate and system temperature are conducive to the formation of gas clusters, which helps driven the liquid outflow. However, there is an upper limit to the formation of gas clusters and the experimental results bear this out. When the system temperature reaches 75°C, the change of loading rate basically has no influence on the liquid defiltration percentage.
The increase in the defiltration percentage of nanpfluidic stuffing caused by the loading rate and temperature rise are both favorable during packer rubber application. The increase of the external loading rate may require a higher deformation capacity of packer rubber to buffer the excessive energy. The increase of defiltration percentage indicates a larger accessible pore volume in the next cycle. The deformability of the packer rubber is enhanced in consequence. As the zeolite/water stuffing is sealed during application, temperature increase will lead to volume expansion of liquid phase. The increased accessible pore volume can be used to balance the volume expansion caused by the temperature rise in addition.
Pressure threshold of ZSM-5 zeolite/water stuffing
For a nanofluidic system, when the external pressure rises to a certain level, the liquid will break through the capillary repulsion between liquid and solid phase and enter the pores. This pressure value is called infiltration critical pressure Pin. When used as stuffing of packer rubber, it is embodied as the pressure threshold of the packer rubber. In this work, the pressure threshold is defined as the first point around which the slope of the infiltration isotherm changes more than 20% compared with the first leaner deformation stage (see Figures 2 and 4) before infiltration.
Figure 6 shows the extracted pressure threshold of the zeolite/water system at six different loading rates and four different system temperature. It can be seen from the figure that the pressure threshold of the zeolite/water stuffing can be stabilized in the range of 19.195 ± 2.755 MPa in the loading rate range of 0.01–0.1 mm/s and the temperature range of 30–75°C. With the increase of loading rate, the pressure threshold increases gradually. When the loading rate is less than 0.06 mm·s−1, the loading/unloading process of the system approaches a quasi-static state, and the lifting effect of the loading rate on the pressure threshold is relatively weak. While the loading rate is greater than 0.06 mm·s−1, the pressure threshold grows larger as the loading rate further increases. The relaxation time of liquid molecules near the entrance of the pore is shorter at higher loading rate. The shorter the relaxation time, the higher energy barriers liquid molecules encounter when leaving bulk water to enter pores, which results in a higher pressure threshold. When the loading rate is slow enough, the liquid molecules have enough time to position themselves and enter the pores in a state close to thermal equilibrium. This is actually the essence of a quasi-static process.

Influence of loading rates and system temperatures on pressure threshold of ZSM-5 zeolite/water stuffing.
As temperature affects the violent degree of molecular thermal motion, it affect the wettability between liquid-solid phase, 45 and changes of pressure threshold in consequence. The influence of system temperature on pressure threshold is also shown in Figure 6. It can be seen that when the system temperature increases, the pressure threshold of the zeolite/water stuffing decreases, which is in accordance with the changing rule of wettability with temperature. Lift of system temperature gives liquid molecules higher molecular kinetic energy to overcome capillary repulsion and enter pores under smaller external push. During application, the rise of temperature will lead to the rise of system pressure and the decrease of system pressure threshold. The difference between system pressure and pressure threshold value increases. The packer rubber will deform in advance to balance the pressure change under lower pressure at higher temperature, showing excellent resistance to temperature change.
Deformation capacity of ZSM-5 zeolite/water stuffing
The deformation capacity of the nanofluidic packer rubber can be characterized by the deformation quantity of zeolite/water stuffing. As the stuffing works in the stable performance range during application, we only focus on the volume change after the system reaches the throughput balance. Figure 7 extracts and shows the deformation quantity of the zeolite/water stuffing when the external pressure reaches 50 MPa at different temperatures and loading rates. The deformation quantity of the selected stuffing under the maximum pressure is up to 72.14 mm3/g, which increases with the rise of system temperature and loading rate. This variation features meet the application requirements. As has been mentioned in section 1, the nanofluidic packer rubber is sensitive to loading rate comparing with the traditional packer rubber. However, the increase of deformation quantity under higher loading rate just helps to absorb the excessive impact energy.

Influence of loading rates and system temperatures on deformation capacity of ZSM-5 zeolite/water stuffing.
As has been discussed in section 4.1, not all pores in a porous medium can be occupied by liquid molecules during intrusion process due to the existence of pore defect and the influence of gas molecules. The pore volume that liquid molecules can enter during intrusion process is defined as the accessible pore volume. The accessible pore volume is the main factor that determines the volume change of stuffing when temperature and loading rate changes. Figure 8 shows the accessible pore volume of the zeolite/water stuffing at different temperatures and loading rates. The accessible pore volume of porous medium during the current loading process actually depends on the liquid outflow of the previous loading process. Therefore, the variation of accessible pore volume under different working conditions is the same as that of the defitration percentage. The influence of loading rate on the accessible pore volume is weakened with the increase of system temperature. The higher the system temperature, the larger the accessible pore volume. Temperature ascension makes the vibration of liquid and solid molecules more violent. The interactions between molecules becomes weaker, the probability of liquid molecules being trapped in the pore structure becomes lower, and accessible pore volume increases as system temperature rises. Therefore, the deformation quantity of zeolite/water stuffing increases with temperature rising.

Influence of loading rates and system temperatures on accessible pore volume of ZSM-5 zeolite/water stuffing.
In view of the thermal expansion and cold contraction of most materials, the temperature variation characteristic of the nanofluidic stuffing is similar to “thermal shrinkage and cold expansion”, and it is very favorable for improving the working performance of the packer rubber in a variable temperature environment. If the ambient temperature rises, the casing, tubing, and gas in annulus will expand, thereby compressing the packer rubber. Under this circumstances, the pressure threshold the nanofluidic packer rubber decreases, and the deformation takes place in advance to balance external pressure changes. At the same time, the deformation capacity of the nanofluidic packer rubber increase, which can help to absorb the deformation increment caused by the expansion of other downhole materials. On the contrary, if the ambient temperature drops, the casing, tubing, and gas in annulus will shrink, the pressure threshold of the nanofluidic packer rubber will increase, and the deformation quantity will decrease. The liquid molecules entered the pores at higher temperatures will be discharged out of the pores due to temperature drop and the change of wettability between liquid-solid phases. The volume increment caused by the shrinkage of other materials will be filled by the increased volume of nanofluidic stuffing, and the sealing strength can be ensured.
Conclusions
The nanofluidic packer rubber is developed based on the unique pressure-volume change characteristics of the nanofluidic system and the excellent mechanical properties of the honeycomb matrix skeleton. Taken ZSM-5 zeolite/water nanofluidic system as example stuffing for the nanofluidic packer rubber, the application characteristics are studied by experiment. Results show that ZSM-5 zeolite/water stuffing shows a stable and repeatable working state when reaching a throughput balance after the first two cycles. In the current work, the pressure threshold of the zeolite/water stuffing is stabilized in the range of 19.195 ± 2.755 MPa, and the deformation quantity is up to 72.14 mm3/g.
Although the nanofluidic packer rubber is sensitive to loading rate comparing with a traditional one, this will not bring troubles to the application of this new type of packer rubber. The loading rate has lifting effects on throughput capacity, pressure threshold and deformation capacity when system temperature is under 75°C. The increases of all the three parameters under higher loading rate are favorable factors for a better sealing performance of packer rubber.
Different from the traditional packer rubber material, the temperature variation characteristic of the nanofluidic stuffing is similar to “thermal shrinkage and cold expansion”. With the increase of system temperature, pressure threshold decrease and throughput capacity and deformation capacity increase. Lower pressure threshold means that the stuffing deforms in advance to balance external pressure increase, and higher deformation capacity indicates that the stuffing can deform more to absorb the deformation increment caused by temperature changing.
In the complex and changing downhole environment, the application characteristics of nanofluidic packer rubber with zeolite/water stuffing shown above are just needed for improving the working performance. This work provides theoretical and data support for the application of nanofluidic packer rubber.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work described in this paper is funded by the National Natural Science Foundation of China (No. 51974246 and 51806173), Natural Science Foundation of Shaanxi Province of China (No. 2020JM-538), and Young Talent fund of University Association for Science and Technology in Shaanxi, China (No. 20190421).