
Abstract
Generally, gear is an essential component in various electro-mechanical devices, but its manufacturing at the micro-level is challenging. The non-conventional manufacturing processes, such as electro-discharge machining (EDM), is suitable in gear fabrication. Although miniature gears have strict accuracy requirements, the optimization of the EDM process parameters, especially for advanced materials and alloys, is critical. In this paper, Nimonic alloy miniature gears are manufactured using wire-EDM and the effect of process parameters, such as peak current, pulse-off (POFF) time, pulse-on (PON) time, wire tension, and dielectric fluid on the response factors are analyzed. The primary response factors, such as surface roughness, machining time, material removal rate, kerf width (KW), surface microhardness, and depth of microhardness are considered. Also, different dielectric fluids are prepared, which include ethylene glycol mixed demineralized water, oxygen mixed demineralized water, ethylene glycol and alumina powder mixed demineralized water, and ethylene glycol alumina powder and oxygen mixed demineralized water. Furthermore, the effect of process parameters on the multi-response using Pareto ANOVA has been analyzed. The results demonstrate that ethylene glycol mixed demineralized water, as a dielectric fluid, is the most influencing parameter to reduce the surface roughness, machining time, KW, and improve micro-hardness. Thus, dielectric fluid is an essential factor obtained from multi-response optimization followed by peak current, POFF time, wire tension, and PON time.
Keywords
Introduction
Recently, compact and portable products assume great importance. Compactness brings about improved energy efficiency, better handling of parts, less noise, minimized wear and tear, improved aesthetics, and enhanced functionality. Compact products employ miniature parts such miniature gears, linkages, joints, and mechanisms. Among various miniature parts, gear is one of the most common components used in micro and nano-electromechanical devices such as watches, micro-turbines/pumps, harmonic drives, instruments used in dental procedures, and medical devices, micro-motors, precision measuring instruments, electronic appliances, and so on. 1 However, conventional manufacturing methods are not suitable for producing such types of parts. Non-traditional machining method such as wire electro-discharge machining (EDM) is used to manufacture such products made of difficult-to-machined alloys/materials.2–5 The wire-EDM (WEDM) employs spark energy produced from electric discharge for material removal and is regarded as the process of choice. 6
The gears with diameter of less than 10 mm are classified as miniature gears. In comparison, the gears with a diameter between 1 and 10 mm and less than 1 mm are meso and micro gears, respectively. 2 Based on the standard profile, gears are regarded as complex shaped parts that are difficult to machine. The features of the profiles become microscopic as the size of gears gets smaller and becomes more complicated to the machine.
The gears are manufactured from materials such as bronze, brass, stainless steel, alloy steel, and polymers. Generally, miniature gears made from bronze and brass are fine pitched gears, operate at very high speed, and mostly used for motion transmission. Stainless steel, Titanium alloys, and super-alloys (like Nimonic alloy) are suitable materials for miniature gears with applications in high torque power transmission.7,8 The major performance characteristics for miniature gears include low running noise, power transmission at an appropriate torque, precise motion transfer, and higher service life. To accomplish these key characteristics, the gear must have a good quality surface, geometrical accuracy, superior mechanical integrity, and high stiffness. These essential requirements could be achieved through appropriate material selection, heat treatment methods, and manufacturing processes.9,10 The Nimonic alloy demonstrates superior performance and retains shape and size integrity at high temperature, and are also suitable for strategic applications. It is, however, hard to machine, and the machining of miniature parts is even more challenging. Thus, the Nimonic alloy is consequently chosen for this work.
It is important and useful to investigate how the WEDM parameters affect various quality characteristics of miniature component. To investigate effects of significant WEDM parameters systematic experimental approaches are essential. Researchers have employed several design-of-experiment (DoE) methodologies to investigate the effects of WEDM parameters. The WEDM process parameters were optimized for surface roughness (SR) through the Box-Behnken design of response surface method (RSM) and an experimental investigation by machining Silicon carbide (SiC) reinforced aluminum-based metal matrix composites. 11 Another study was performed to investigate the effects of WEDM process parameters on the material removal rate (MRR) and SR during machining of AA7178 with 10 wt% of ZrB2 composite. The authors employed Taguchi L16 orthogonal array (OA) and demonstrated that the pulse-on (PON) time and peak current influenced the machining performance significantly. 12 The effects of parameters and interactions between parameters were investigated by using the Box-Behnken methodology, and analysis of variance (ANOVA) was applied to find the contribution of input parameters. 13 An experimental investigation on the machining of AA6063 reinforced zirconium silicate composites by the WEDM was performed by using RSM to analyze the effect of parameters on the dimensional deviation. The results demonstrated that the dimensional deviation is significantly affected by peak current and PON time. 14 The experiments were performed using WEDM on aluminum alloy by applying the Taguchi method, and mathematical modeling was applied using the RSM to investigate the significance of variables on performance responses. 15 The investigations on the optimization of parameters based on multi-criteria characteristics have also been reported using a Taguchi-based grey relational analysis (Taguchi-GRA). The responses such as MRR, SR, and kerf width (KW) were converted into a single multi-criteria-characteristic through the GRA, and the effects of WEDM parameters were modeled. 16 A comparative study of conventional EDM and rotary EDM was performed on hybrid composites using TOPSIS methodology and the effect of duty ratio (ratio of PON time and Pulse period) on MRR and electrode wear ratio was analyzed. It was found that with the increase in duty ratio (due to high PON time and spark energy generation) the MRR and electrode wear ratio both also increases.17,18 It was noticed that MRR increases with the increase in duty ratio up to certain level beyond which it began to decline. For higher duty ratio, the PON time is greater than POFF time which causes more melting and evaporation of material, consequently MRR improves but debris are not flushed away properly from machined zone. For effective flushing POFF time should be adequate so that debris gets removed and the machine ready for next cycle. High POFF time reduces the MRR and low POFF time results in inadequate flushing of debris, that is why an optimum value is preferred for POFF time.19,20
Usually, individual WEDM process parameters produce different (and sometime contradicting) effect on quality responses due to which single parameter optimization may not be very useful in improving overall quality. The optimization of multiple responses is useful in improving overall quality characteristics. The multi-response optimization can be performed using several approaches such as combined technique for order of preference by similarity to ideal solution (TOPSIS) and fuzzy TOPSIS during the turning of titanium-based super alloys.21,22 Several other methods such as GRA coupled with principal component analysis (Grey-PCA) and multi-objective genetic algorithm are used for optimizing input parameters of the micro-EDM process while machining Nickel-Titanium shape memory alloy.23,24 The combined approach proved effective in investigating the effect of cutting parameters on the combination of responses such as SR and MRR.25,26 The TOPSIS method is considered a useful approach to perform multi-response optimization characteristics for the EDM machining. 26 The GRA and TOPSIS combined approaches were adopted to investigate the effect of powder mixed WEDM machining parameters on the quality and accuracy characteristics of steel. 27 The combined approach of TOPSIS and fuzzy AHP demonstrated improvements in the effectiveness of the Taguchi method for the optimization of multiple characteristics involving the MRR and tool life. 28 The performance of micro EDM was optimized by the TOPSIS and laser drilling by Entropy-TOPSIS approaches for machining of AISI304 and Nickel based super alloys.29,30 The Fuzzy TOPSIS has also been applied for the process variables optimization during laser marking processes. 31 The TOPSIS is a generic method that applies well to a range of processes and problems. In this paper, we choose to apply Entropy-TOPSIS multiple optimization criteria approach.
The Nimonic alloy miniature gears find strategic applications, although such materials are difficult to machine. Understanding the effects of machining parameters on the critical responses are useful to the industries and professionals working on micro-machining of parts made of superalloys. Therefore, this research aims to demonstrate the use of WEDM for the successful fabrication of Nimonic alloy miniature gear, to analyze the significance of process parameters on responses and to investigate the effects of demineralized (DM) water dielectric fluid mixed with oxygen, ethylene glycol, and alumina nano-powder on different significant responses.
A multi-response optimization has been performed using the Entropy-TOPSIS analysis and the Pareto ANOVA for statistical analysis and improvement of overall quality. Paretographs are plotted to show the cumulative percentage contribution of response characteristics. Further, final experiments are executed to analyze the effect of process parameters and different dielectric fluids on responses like surface roughness (SR), KW, MRR, machining time (MT), surface micro-hardness (SMH), and depth of micro-hardness (DOMH).
Materials and methods
The miniature gears from Nimonic alloys are machined by varying five WEDM process parameters (i.e. peak current, PON time, POFF time, wire tension, and dielectric fluids). The influences of the WEDM parameters are analyzed on multiple responses, as described in the previous section. The multi-response analysis is performed to investigate the effect on all the responses and to obtain an optimal parameter setting. Sixteen experiments are conducted with three replicates using the Taguchi-based DoE technique and L16 orthogonal array. Nimonic alloy is used extensively for aerospace, transportation, medical, and many other mission-critical applications. Although the Nimonic superalloy are vastly used because it possesses excellent properties, in terms of wear resistance, strength, and hardness at high temperatures, but at the same time it is very difficult to machine. Research works on Nimonic alloy for miniature gear fabrication through the WEDM or even through other machining processes are limited. Table 1 shows the composition of the Nimonic alloy used in this investigation. The miniature gears of outer diameter 7 mm, root diameter 5 mm, and land 0.5 mm (see Figure 1) are manufactured.
Chemical composition of Nimonic alloy (wt%).


Geometry of the miniature gear machined by WEDM.
A multi-objective optimization has been performed on six measured responses since many individual responses are conflicting in nature, and parameter setting for optimized overall response is challenging. Hence, it is necessary to identify a set of parameters that will fulfill the desired output.
Pareto ANOVA
Pareto ANOVA is mostly used to examine the data for process optimization. 32 The Pareto method is based on Pareto principles that explain that 80% of output is obtained by 20% of input, which is comparatively easier than the traditional statistical ANOVA. A Pareto chart is drawn after the analysis, which is a vertical plot on which values are mentioned in the decreasing manner of the relative frequency. It can be easily shown which variable is having a maximum cumulative effect on the given system. In the Pareto chart, independent variables are mentioned on horizontal axes, and dependent variables are shown as the height of the bar. The point to point plot indicates cumulative frequency and superimposes on the bar graph. The values of statistic variables are shown in order of the relative frequency; hence the graph indicates which factor has the highest impact.33–35
Entropy-TOPSIS
The Entropy-TOPSIS approach provides the best alternatives by minimizing the distance from the positive ideal solution (PIS) and negative ideal solution (NIS), and the steps include the following. 36
Step 1: Calculate the normalized decision matrix. The rij normalized values for the ith alternatives w.r.t. jth attributes are calculated as per equation (1):

Step 2: Calculate weighted normalized decision matrix as per equation (2).

where wj is the weight of jth attribute and
Step 3: Determine the PIS and NIS by using equations (3) and (4), respectively.


Step 4: Calculate separation measures by using equations (5) and (6). The ideal solution for the separation of alternative is given as:


Step 5: Calculate relative closeness from the ideal solutions using equation (7).

Hence,
Step 6: Rank the order based on the descending order of Ci+.
Entropy methodology for weight assessing
The entropy method is highly recommended to be used when the decision matrix data is known. The method provides faster results compared to the LINMAP. 37 The entropy formulation is presented in equations (8)–(10) as follows.



where

The final relative weight of jth attribute is calculated by simple additive normalization using equation (12) as:

Dielectric fluids and their breakdown mechanism
The dielectric fluid present in the spark gap is responsible for the material removal mechanism through discharging phenomena.38–40 The surface integrity and other quality features highly depend on the dielectric used. 41 The dielectric performs several essential functions, including insulation, ionization, removal of debris, and cooling the spark heat. Flushing of debris using dielectric restricts the formation of oxide, carbide layer, and any other chemical deposition on surface, as well as minimizes the tool wear rate. 42 Hydrocarbon oils, Kerosene, water-based, gas-based, and powder-based dielectrics are the main categories of dielectric fluids commonly used in the WEDM. 43 The dielectric characteristics such as discharge energy, breakdown voltage, and time play an essential role in the quality of the machined part. Thus, the investigation on the newer dielectric fluids may provide enhanced performance of the WEDM to achieve technological advancement. In this research, the dielectric fluid is used as a parameter and importance and performance of various hybrid dielectric fluids is analyzed. The authors did not find literature which reports the effect of dielectric by making it as one of the WEDM parameters; this maiden study may provide the significance of dielectric alongside other regular WEDM parameters. 44
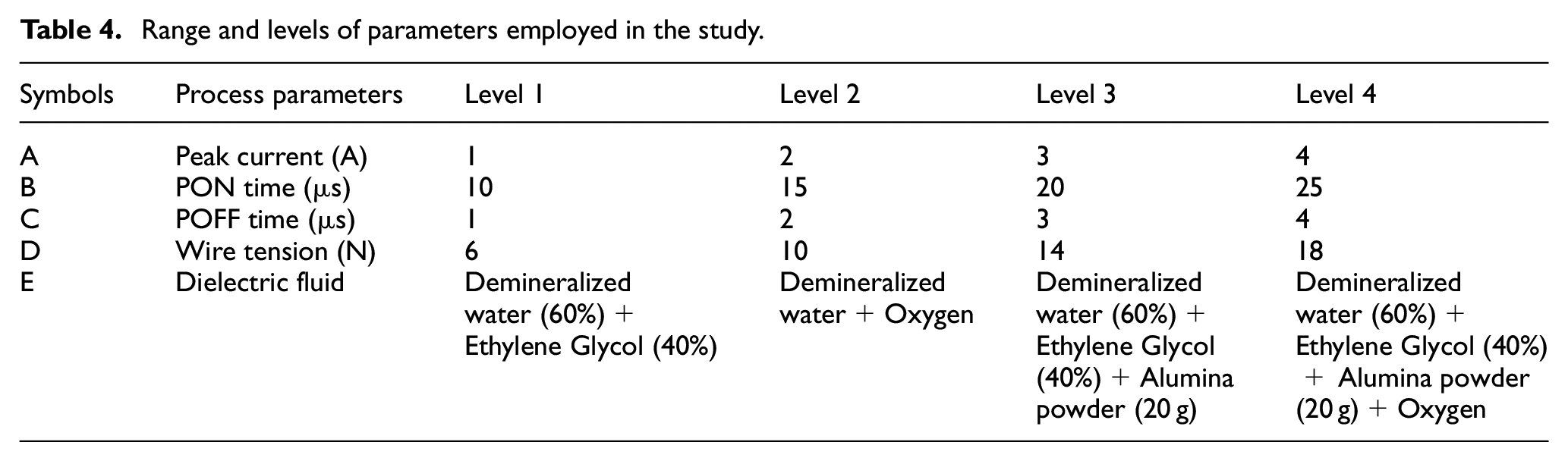
In this study, DM water is used as a base dielectric fluid and newer dielectrics are developed by mixing Al2O3 nano-particles, ethylene glycol, and oxygen gas to the base dielectric. Four different dielectric fluids are developed based on the extensive trials and study of literature and handbooks on the subject. These dielectrics include 60% DM water with 40% ethylene glycol, DM water with oxygen (mixed at 5 bar pressure), 60% DM water with 40% ethylene glycol and 20 g alumina powder, and the last 60% DM water with 40% ethylene glycol, 20 g alumina powder and oxygen.
The change of breakdown mechanism and spark energy release after the breakdown can affect MRR, SR, and product accuracy. In the case of liquid dielectric fluid, the free ions, and electrons carry kinetic energy while passing through the electric field, which further ionizes the molecules and develops new highly charged particles. The results occur in a chain reaction of ionization. Based on the ionization, a conducting plasma develops between the electrodes to release spark energy, which causes machining through melting and vaporization. 45 In case of oxygen mixed dielectric fluid, the average dielectric constant is reduced significantly, but the thermal expansion of the mixture increases. Free electrons are formed when an electric field is applied to the gaseous dielectric medium. The electrical voltage applies a force on free electrons and accelerates them from cathode to anode. These electrons achieve sufficient energy to dissociate and ionize gaseous atoms/molecules and cause an exponential increase in the electron concentration, resulting to break down and machining of material surface.46,47 The dielectric breakdown characteristic in solid based (nano-particle addition) dielectric is same as gaseous dielectric. 47 Among all the constituents of the dielectric used in this paper, the DM water possesses highest dielectric strength of 70 kV/mm, which results in huge spark energy input. When low strength dielectric constituents are added to the DM water, the overall dielectric strength of the dielectric fluid is reduced, which results in less and uniform spark energy, and which produces associate effects on machining characteristics of the miniature gear. 48 Table 2 shows the dielectric strength of the constituents.
Dielectric strengths of constituents mixed in DM water.

Experimental setup and planning
The CNC WEDM machine (MODEL: DK7712, MAKE: Steer Corporation, India) was used to perform the experiments and its schematic diagram is shown in Figure 2. Table 3 shows the specifications of the machine. A sonicator was used to prepare the nano-Al2O3 suspension. A setup comprising of an oxygen cylinder has been developed to mix the oxygen in DM water and in the DM+Al2O3 suspension. The setup consists of a compressor, oxygen cylinder, dielectric reservoir, hoses with nozzle, pressure gauges, and flow control valves, and it controls the flow rate by adjusting the oxygen pressure. Oxygen was mixed in DM water at a pressure of 5 bar for a limited time with the help of a stopwatch. The air-tight container was prepared to prevent the leakage of dissolved oxygen from the container. A stylus type surface roughness tester (MAKE: Mitutoyo, Japan, MODEL: SV 1200) was used to measure the SR of the machined samples. A stereo-zoom microscope (MODEL: ZZSBM-T, MAKE: Focus, Japan) was employed to measure the KW. Vickers’s micro-hardness tester (MODEL: MicroWhizHard, MAKE: Mitutoyo, Japan) with computer controlled micro-hardness measurement facility was utilized to measure the micro-hardness of each specimen.

Schematic diagram of wire-EDM machine.
Specifications of wire-EDM machine employed for experiments.

The experiments were performed in two stages, as demonstrated in the flow chart in Figure 3.

Flow chart of experimental plan.
Stage-I:
Development of the experimental setup and arrangement of instruments and tooling required for the experimentation.
Identification and examination of the significant process parameters on major responses while machining Nimonic alloy through the WEDM.
Identification of the acceptable levels and ranges of WEDM process parameters using trial experiments, as shown in Table 4.
Range and levels of parameters employed in the study.
Stage-II:
Selections of experiment plan and design of experiments and performing the experimentation as per the selected plan and measurement of responses.
Application of Taguchi design to obtain the above-desired results and optimum combination for multiple responses is found out using Entropy-TOPSIS and Pareto ANOVA.
Results analysis and optimization.
Validation of results through the confirmation test.
Results and discussion
Figure 4 shows a sample of miniature gear machined in this study, while Figure 5 shows all the three replicates of 16 miniature gears. Table 5 shows the experimental data based on L16 orthogonal array for multiple responses.

Picture depicting miniature gear machined by the WEDM.

Picture depicting miniature gears machined by the WEDM.
Experiment plan with L16 orthogonal array and measured responses.

Multi-response optimization was performed by applying Entropy-TOPSIS technique, and Table 6 through Table 11 show various steps involved in processing of results. First, the normalized decision matrix and normalized values of rij were calculated. The Decision-making matrix was changed into a dimensionless matrix by the following rij matrix. Table 6 presents the rij matrices for multiple responses.
The

The weighted dimensionless matrix was created using the entropy technique, and Table 7 shows the weights of the response variable for multiple responses. The PIS and NIS were defined, and the distance values from PIS and NIS were calculated, as shown in Table 8. Table 9 shows the relative closeness with the ideal solution after calculating the PIS and NIS.
Weights of the response variables for multiple response.

The positive and negative ideal solutions for multiple responses.

Closeness coefficient.
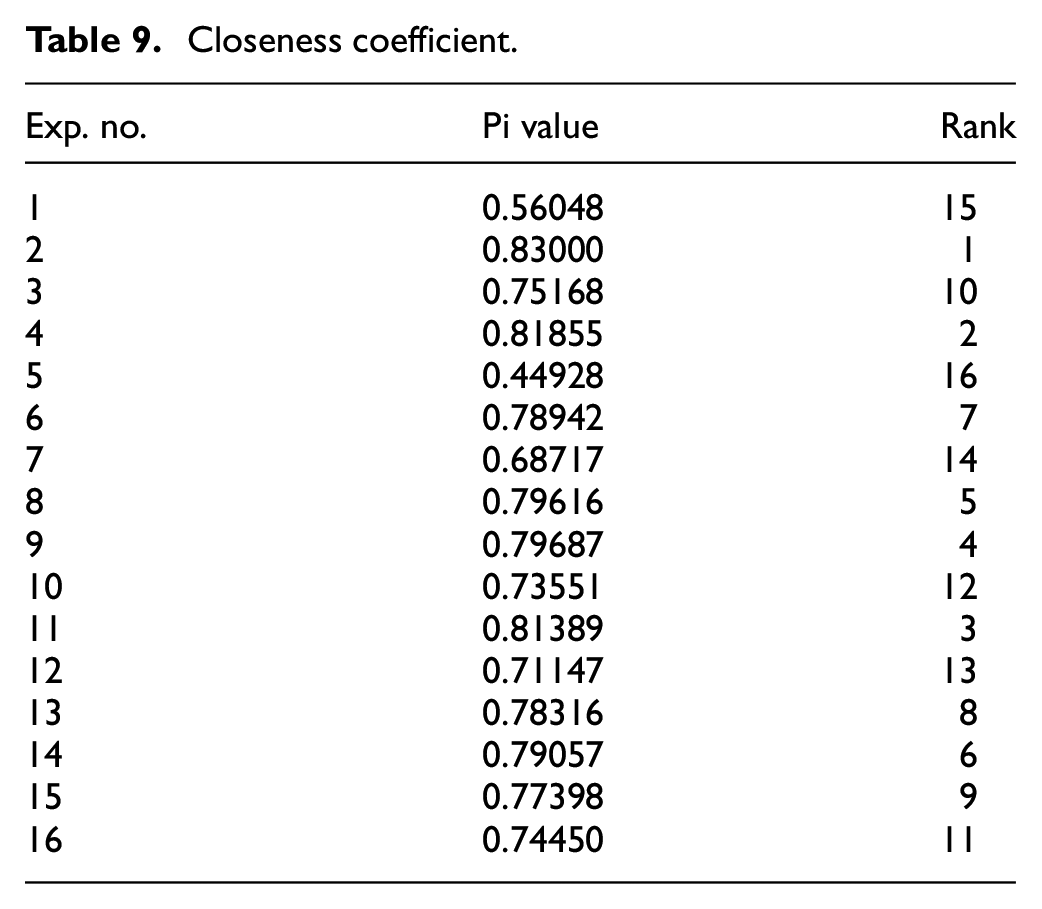
Table 10 shows the calculation of S/N ratios for multiple responses. The rank was assigned according to the preferred characteristic order, and the most significant optimal choice is the alternate with the major relative closeness.
The S/N ratios for multiple response.

Table 11 is the response table of the S/N ratio for multiple responses, and equally shows the closeness coefficient values for various levels of process parameters. Therefore, the optimum level of machining parameters is the level with the highest value of the closeness coefficient. By using the TOPSIS, the optimal setting of process parameters was achieved from the mean effect plot of the S/N ratio.
The response table for S/N ratio for multiple response.

Further, the percentage contribution for each process parameter and their rank was obtained by performing the Pareto ANOVA analyses, as shown in Table 12.
Pareto ANOVA table for multiple response.

The Pareto curve was plotted to show the contribution of each process parameter factor for multi-response optimization. It is noticed that the high significant factor for multiple optimizations is dielectric fluid followed by peak current, POFF time, wire tension, and PON time.43,49 The optimum combination of multiple responses is A3B2C2D1E1. As shown in Figure 6, the percentage contribution of E is higher, that is, 32.44%, the percentage contribution of A, C, D, B are 26.07%, 21.79%, 10.38%, and 9.31%, respectively. It can be noted that the peak current at level-3 (A3), PON time at level-2 (B2), POFF time at level-2 (C2), WT at level-1 (D1), and dielectric fluid at level-1 (E1) provide the optimum combination to achieve the best multiple responses characteristics. The ethylene glycol mixed with DM water is the best dielectric fluid to achieve multiple characteristic optimizations. The ethylene glycol has a low dielectric strength of 10 to 35 kV/mm. Therefore, after mixing with DM water, the overall dielectric strength of dielectric fluid reduces, which results in a benign, less violent and uniform supply of discharge energy and provides smooth cutting with low kerf width that enhance the surface finish and improves the quality of the miniature gear. For machining through the WEDM, the peak current is the second-largest influencing parameter. The MRR, SR, and KW are profoundly affected by the peak current. High Peak current is preferred because it increases the MRR and SMH, DOMH and decreases MT due to the discharge of high spark energy. A higher peak current for benign dielectric produces combined effect which improves all constituents of the multi-response. POFF time is the third most crucial parameter. POFF time helps to flush away the debris and to make the machine ready for the next cycle. Low POFF time results in poor accuracy due to improper flushing of debris while high POFF time decreases the MRR and increases MT because of associated low discharge energy.18,19 Hence, the optimal value of the POFF time is preferred. The POFF time at level-2 is best for better quality miniature gear. Within the selected range of process parameters, low wire tension is suggested because generally the problem of wire breakage increases at high wire tension during large supply of discharge energy. A high PON time generates high discharge energy and creates high depth craters and kerf width and further results high SR.

Pareto ANOVA plot of contribution ratio of parameters for multiple response.
Confirmation tests
After getting the optimal result for machining of Nimonic alloy using the WEDM, the next step is to validate the results by applying the optimal combination (E1A3B2C2D1E1) setting and perform the experiment. Table 13 shows the results of response characteristics using the optimal combination. It is observed from the table that SR and KW are reduced by 0.976 µm and 0.015 mm, respectively, and the accuracy of the miniature gear is improved by reducing the SR and KW values. The MRR and MT are also enhanced by 0.0029 mm3/s and 0.823 min, respectively. Further, the SMH and DOMH are increased by the optimal combination.
Confirmation test.

Conclusions and future work
In this paper, the effect of input parameters peak-current, PON time, POFF time, wire tension, and dielectric fluid on responses SR, MRR, KW, MT, SMH, and DOMH, while cutting Nimonic alloy miniature gear are analyzed using the Entropy-TOPSIS and Pareto ANOVA. Moreover, different dielectric fluids have been developed by mixing ethylene glycol, alumina nano-powder, and oxygen in demineralized water. Based on the results, it is concluded that:
Dielectric fluid comes out as the most significant factor followed by peak current, POFF time, wire tension, and PON time.
The optimal combination of multi-response optimization is (in the order of influence of parameters) E1A3C2D1B2 (i.e. Dielectric – 60% DM water + 40% ethylene glycol, Peak Current at 3 amp., POFF time at 2 µs, Wire tension at 6 N, PON time at 15 µs).
The peak current at 3 A when used with 60% DM water and 40% ethylene glycol results sufficient energy input to cause improved due to higher material removal, low machining time, high surface microhardness and depth of microhardness.
Within the selected range the POFF time at middle level (level-2) produced desired effect on the multi-response. The POFF time of 2 µs resulted in inefficient flushing of debris and improved the multi-characteristic response.
The low wire tension at 6 Nis recommended for the parameters and ranges used in the present work which improved the machined surface quality and prevented the wire breakage.
The ethylene glycol (40%) mixed DM water (60%) is best to achieve better quality miniature gears because it reduces the overall dielectric strength of the dielectric fluid and results in a low and uniform supply of discharge energy, which improves the accuracy of miniature gear.
In future, the effect of the process parameters can be identified on output responses while machining several other materials such as titanium alloy, carbon steel, chromium steel, chromium-molybdenum-vanadium steel, magnesium steel, molybdenum steel, nickel-chromium steel, nickel-molybdenum steel, special bearing steel, nylon, Delrin, plastics, and so on. Chemical analysis of surface layer can also be performed, such as oxide and carbide layer formation, and aluminum oxide deposition on the surface.
Footnotes
Acknowledgements
This work was supported by Researchers Supporting Project Number (RSP-2020/62), King Saud University, Riyadh, Saudi Arabia.
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by Researchers Supporting Project Number (RSP-2020/62), King Saud University, Riyadh, Saudi Arabia.