
Abstract
Shape memory alloys (SMAs) have been well known for their superior and excellent properties which makes them an eligible candidate of paramount importance in real-life industrial applications such as; orthopedic implants, actuators, micro tools, stents, coupling and sealing elements, aerospace components, defense instruments, manufacturing elements, bio-medical appliances, etc. In spite of their exceptional properties, the effective processing of these alloys is always seen as a challenge by researchers around the globe. The present article has been therefore attempted to explore the numerous studies conducted to process these alloys by employing the principles of electrical discharge machining (EDM) and its allied approaches. The NiTi-based SMAs have been revealed to be explored majorly among the several types SMAs. The several investigations carried out in the domain of EDM, Wire-EDM, and some conventional processing of various types of SMAs have also been critically reviewed and reported. It also highlights the numerous experimental, theoretical, modeling, and optimization-based researches attempted in EDM of SMAs. It was also reported that the proper selection of process variables, tool electrode, and the dielectrics can substantially improve the overall process effectiveness. Among the various accessible EDM variants used for the processing of SMAs, attempted by the umpteen investigators, the wire-cut EDM process has been revealed as the most explored one for cutting SMAs than the other allied processes such as: die-sinking EDM and powder-mixed EDM. The micro-machining applications of EDM have also been deliberated briefly. The last section of the article reports about the opportunities and the challenges for future research.
Introduction
In today’s scenario of technological advancement, the demand for smart materials is continuously rising because of their inimitable and exceptional properties, and applications in various sectors ranging from bio-medical diligences to manufacturing industries. The influential properties of these materials push the technology toward a smart system with intelligent, unique, and adaptive features and functions, which necessitates the use of actuators, sensors, and micro-controllers. SMAs are one of the categories of shape memory materials (SMMs), which is going to memorize their shape or they have an ability to remember their previous form when exposed to the alterations in the temperature, and magnetic variations.1–3 This is broadly called as—the shape memory effect (SME). Under certain conditions, often commonly observed is superelasticity (in alloys) or visco-elasticity (in polymers). 4 A broad range of SMAs in foam, solid, and film shapes have been developed presently. Among them, there are mainly three alloy systems reported, namely; NiTi-based, Copper-based (CuZnAl and CuAlNi), and Iron-based. 5 The demand for SMAs has been quite increasing in respect of engineering and technical applications in several commercial fields such as; in user goods and various applications in the industry,6–8 composites and structures, 9 automobile,10–12 robotics,13–16 biomedical,15,17–20 aerospace,21–23 mini actuators and micro-electromechanical systems (MEMS),15,17,24–27 and even in fashion. 28 However, for specific requirements or applications, each type of SMM has its advantage.
In spite of the excellent and superior properties of the SMAs, their effective processing with conventional processes is not easy and acquire high processing costs and low accuracy, which further limit its expansion in the market. In the era of innovation and development today, superior product quality is becoming a major issue. There are several advanced manufacturing processes that can be used to process different advanced engineering components and materials with greater quality, that is, thermal-based, mechanical energy, and electrochemical based. In advanced machining operations, EDM is one of the types of advanced manufacturing practices successfully employed for machining of materials that are difficult to cut.29–32 This method has been applied in modern manufacturing to enable high precision machining, slice complicated form, and enhance surface conditions.33–35 One of the strengths of EDM strategies is that a proper distance is conserved throughout amid the work material and tool (electrode); post-processing the EDM results in residual stress—free material. 36
The present study aims to capsulize the immense researches conducted on the EDM and its allied machining of different SMAs. The paper is made to provide a comprehensive review on the machining of SMAs with the different EDM process variants. It starts with the basics of SMAs, problems conveyed with the conventional machining of SMAs, introduction, and applicability of EDM, its principle, machining of different SMAs with diverse EDM operations. Furthermore, it reports the critically reviewed several experimental, theoretical, modeling-based investigations undertaken in the EDM-based processing of SMAs. The final section discusses the different research problems found and the directions for SMAs future work in EDM.
An overview of shape memory alloys
Arne Ölander first found SMA or “intelligent alloy” in 1932, and Vernon first defined the word “shape memory” in 1941. 3 The function of shape memory components was not recognized until 1962. Wang and Buehler disclosed about the impact of shape memory in an alloy of nickel-titanium (Ni-Ti), often called nitinol (Drawn from the material structure and the place of discovery, i.e., a mixture of Ni-Ti and Naval ordnance lab). 1 SMAs belongs to a group of metallic alloys, those when exposed to a process of memorization among two stages of transformation depending on temperature or magnetic field, can retain their actual form (size & shape). This phenomenon of transformation is referred to as the shape memory effect (SME). These kinds of materials have two basic phase systems, lower martensitic phase and higher austenitic phase of temperature. 37 Evolution in such materials is widely referred to as shape memory transformation in phase schemes. The driving force behind this transition is the difference in Gibbs free energy for the altered phases and can be induced by stress or temperature. 38
The SMAs exist with different structures of crystals and six transformations in two different phases in the two distinct phases with six different transformations and three structures of crystals, as shown in Figure 1. 39 The three separate crystal forms are martensite twined, martensite detwined, and austenite. The shape change effect and pseudoelasticity are characterized into three categories, that is, Pseudoelasticity or Superelasticity, one-way shape memory effect (OWSME), and two-way shape memory effect (TWSME). Three main classes of SMA system are; Nickel-Titanium-based (Ni-Ti) SMAs, Copper-based (Cu) SMAs, and Iron-based (Fe) SMAs. Nickel-titanium (Ni-Ti) alloys have initiated the applicability of alloys that exhibit shape retention effects for saleable & industrial purposes.40,41 NiTi SMA has high ductility, great corrosion resistance, excellent fatigue, and strain-controlling in diverse environments including fluids. 42 The other explores NiTi variants are Ni-Ti-Cu, Ni-Ti-Nb, Ni-Ti-Fe, Ni-Ti-Co, Ni-Fe-Ga, and Ni-Ti-Pd.
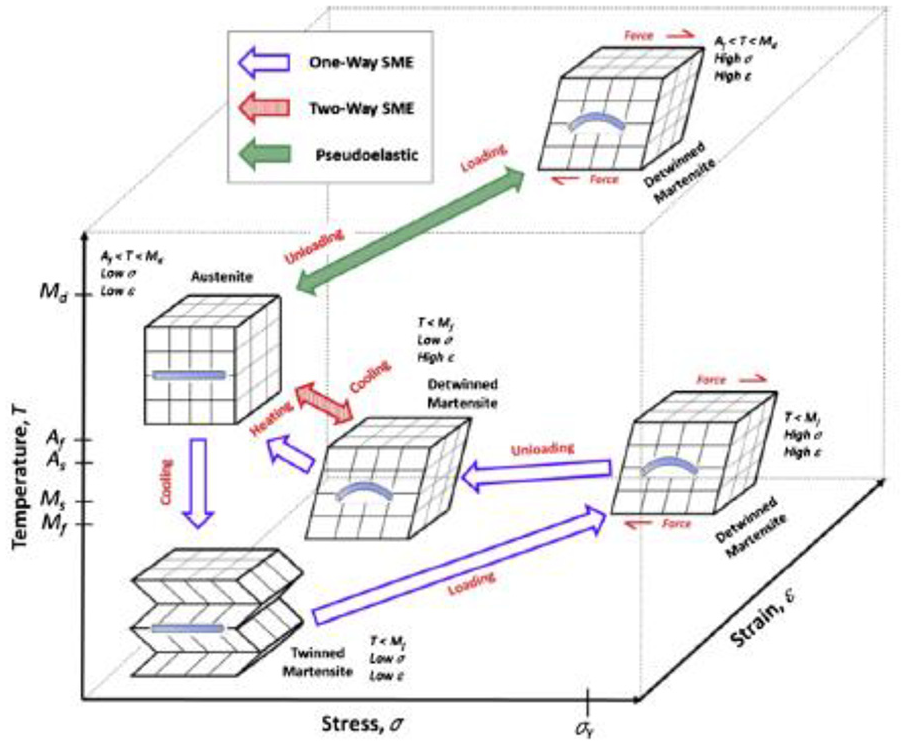
SMA different phase changes and the crystal structure. 39
Copper-based SMAs are considered as the economical alloys rather than NiTi SMAs because they are easy to manufacture using orthodox powder metallurgy and liquid metallurgy routes. Alloys based on Cu have extensive transforming temperature range, low hysteresis, Great superelastic effect, and high damping coefficient. All these anticipated properties have expanded Cu’s potential to shape memory applications. Cu–Zn & Cu–Al are the main Cu-based alloys, with a third alloy element which has been often added to alter the temperature or microstructure of the transformation. 43
The third SMAs projecting group is Iron-based SMAs subsequently the Ni-Ti, and Copper-based SMAs. Detailed Classification of SMAs is depicting in Figure 2. This SMA class over the NiTi alloy system was economically viable due to its relatively low alloy component & easy manufacturing. 44 Iron-based SMAs are also known as shape memory steel (SMS) and consist of various alloys; that is, Fe–Mn–Si, Fe–Pt, Fe–Pd, Fe–Ni–C, Fe–Mn–Al, and Fe–Ni–Co–Ti. 44 For an economically viable process, SMS production rates must be as high as carbon steel (Table 1).
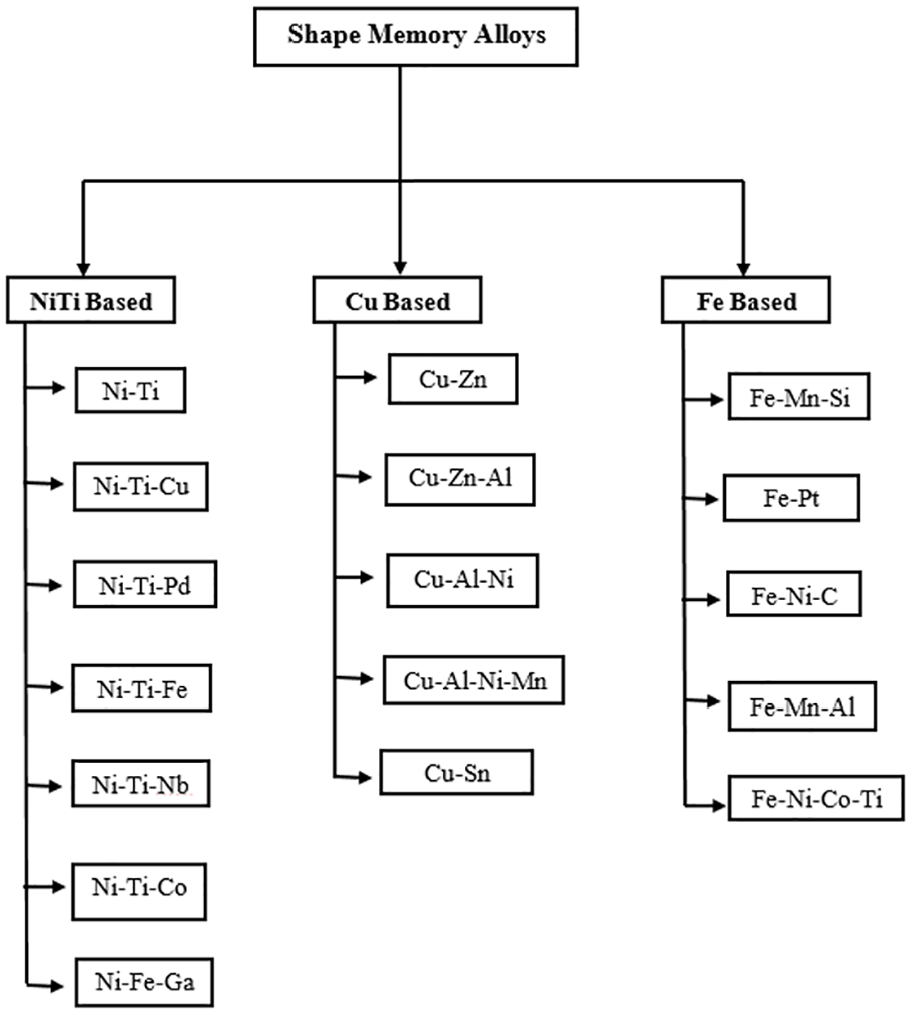
Broad classification of SMAs.
Various characteristics of different SMAs.
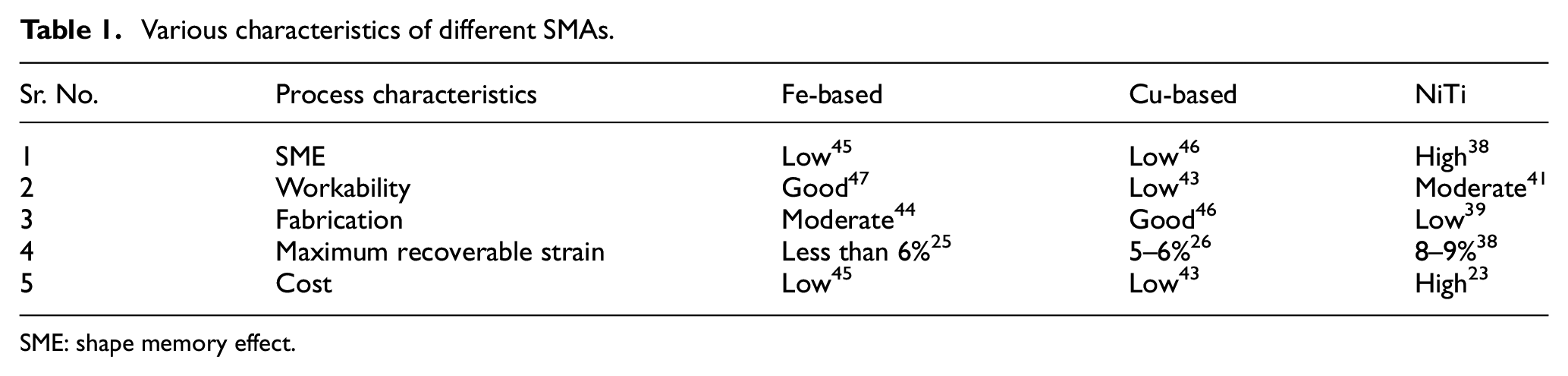
SME: shape memory effect.
Electrical discharge machining and its allied processes
EDM is a thermo-erosive type of process in which spatially and temporally controlled separated pulsed discharges are utilized to machine electrically conductive materials regardless of their mechanical, chemical, and thermo-physical properties. 4 The EDM process was invented in the 1940s. 35 EDM exists as one of the modern machining operations productively used for machining tough to cut materials. This machining method has been utilized in modern industrial sectors for the promotion of machining material with great accuracy, cut complex shapes with optimal surface parameters. One of EDM’s major advantages is that there has been no direct interaction amid the tool (electrode) & work material during the machining progression, this further leads to material free from residual stresses after the machining process. EDM is a production process using electric discharge (sparks) to obtain the desired shape. Furthermore, known as; die-sinking, machining method using spark, tool erosion machine.
Working principle of EDM
The overall concept of the EDM process is the use of thermos-electric energy to erode the material from a piece of work with the assistance of periodic electric sparks between the workpiece and the uncontacted electrode. The workpiece and the tool are submerged in a dielectric fluid, as explicated in Figure 3. The common types of liquid dielectrics used in the EDM are kerosene, de-ionized water, EDM oil, etc. In some other cases, dielectrics based on gaseous also used in the EDM process. 48
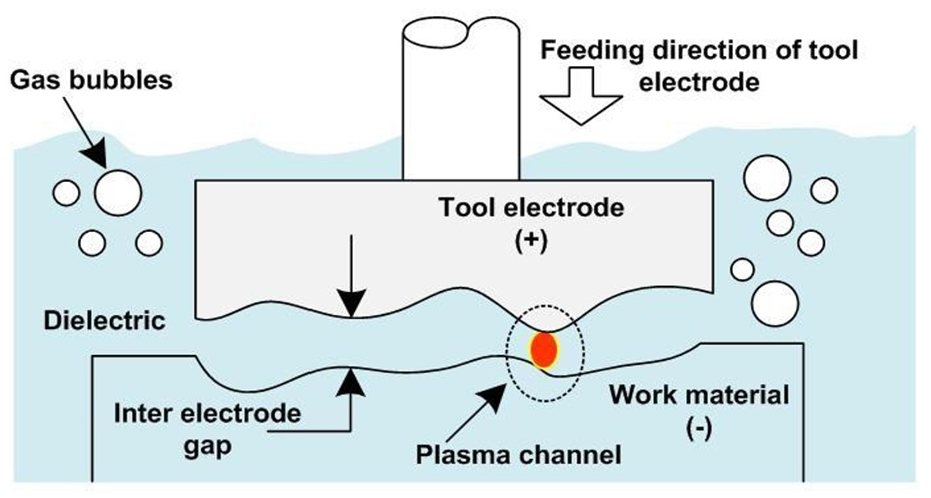
Basic working mechanism of EDM process.
The workpiece is made as anode and tool as a cathode. If the gap voltage is adequately high, then in the form of spark it discharges through the gap. The spark formation results in the formation of electrons and positive ions which results in the formation of a conductive channel. There is a collision between the electrons and ions ensuing in the creation of the plasma channel. Due to the creation of a channel of plasma, a very large thermal energy generated which results in very high temperature. Due to such high-temperature formation in the machining zone, removal of material takes because of instant melting and vaporization of the material. During the machining process, the flushing of dielectric fluid carries away the unwanted debris, residue material, and restores the sparking condition.
EDM input and response parameters
The different performance parameters guide the electrical discharge process and these are known as peak current, voltage, pulse-off time, discharge gap, pulse-on time, workpiece rotation, dielectric fluid flushing, pulse waveform, etc.49,50 Spark voltage (V) is the mean voltage while performing machining in the interface amid the workpiece and the electrode. Spark gap size regulation and overcut are directly affected by the discharge voltage. 48 The power expended during the discharge process is known as the peak current. The parameters which are directly prejudiced by the peak current are machining accuracy, rate of material removal, and electrode wear. 49 The duration of discharge time is known as pulse-on-time. MRR is directly influenced by Ton, which upsurges with larger Ton. 50 When there is no discharge applied during the machining process, then that particular time period is known as pulse off time (Toff). During the no discharge period, unwanted debris is flushed away with the dielectric from the machining area. 51 The positive or negative charge of the electrodes in the machining process is known as Polarity. The workpiece has different polarity as compared to the tool electrode. The tool and workpiece interface space is identified as the discharge gap (G). The value of the gap lies usually between 0.01 and 0.1 mm. The important non-electrical parameter in EDM is Flushing. It is defined as the flow rate of dielectric onto the machining area in the machining of the product in EDM. Flushing helps to keep the machining area clean with the removal of debris and control of temperature at the machining zone with the proper flow rate of dielectric fluid.
The overall process performance in EDM is measured by the various response parameters. These process characteristics can be articulated as; material removal rate (MRR), surface quality, electrode wear rate (EWR), dimensional deviation, overcut length, surface profile, etc. MRR is known as the amount of removed material from the workpiece in a unit time. The main goal of the industries is to increase the MRR by controlling the other parameters. Different techniques and methods are followed for obtaining the optimum response measures. Electrode wear rate (EWR) is defined same as the MRR but in this case, the tool is there instead of the workpiece, it is known as the amount of removed material from the tool during the process of machining in a unit time. Figure 4 is exploring various parameters that influence the EDM process. Surface quality is an imperative response factor which governs the surface characterization of the workpiece. It includes a heat-affected zone, surface roughness, microcrack density, crack cavity, etc. Based upon the various investigations carried out in the domain of EDM process, this machining method has been studied broadly by attempting into its numerous variants namely; Die-sinking EDM, dry EDM, micro-EDM, wire-EDM, and PM-EDM.50–52 However, the die-sinking EDM (DS-EDM), and wire-EDM variants have been majorly attempted by the umpteen researchers around the globe.
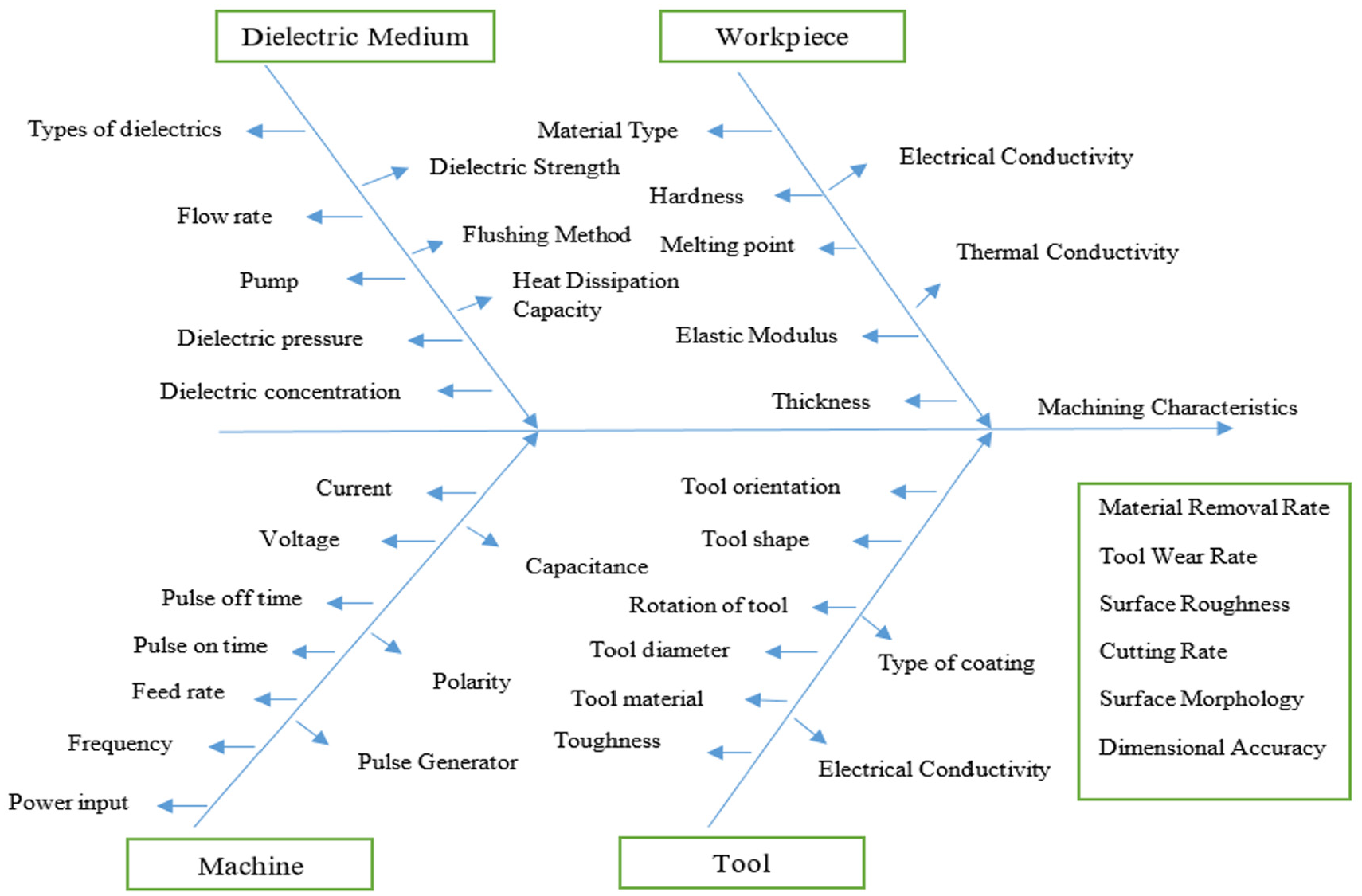
Fishbone representation of various process and machining characteristics in EDM operations.
EDM of various shape memory alloys: State-of-the-art
Machining with EDM-based processes is a new zone of experimental and theoretical research in the case of SMAs. There have been conducted numerous research studies with the purpose of investigating SMAs with EDM and its allied processes. The critically reviewed literature on SMAs machining with EDM-based methods has been thoroughly explored in the present section. These reviewed studies have further been categorized based on EDM variant investigated, machining appearances of interest, and other methods employed for processing of the SMAs.
Die-sinking EDM
Experimental studies on SMAs machining with EDM operation by various investigators have taken into consideration the impact of process inputs like; peak current, pulse-off-time, voltage, workpiece rotation, pulse on time, dielectric flushing, pulse waveform, and discharge gap on numerous machining features of interest. Several performance attributes in the interest of machining of SMAs with EDM are mainly as; MRR, EWR, and surface morphology.
Material removal rate (MRR)
The MRR has been investigated by various researchers in the electrical discharge machining of SMAs. MRR has been revealed as an important response parameter and the reported machining method claimed to be one of the suitable methods for offering superior material removal rates while processing SMAs. Alidoosti et al. 53 investigated on NiTi SMA machining characteristics based on the full factorial design in EDM process. It was reported that with the rise in pulse current value it leads to an increase in MRR. However, with an upsurge in the value of pulse current, current density rises which further leads to an increase in MRR. MRR was found to be increased with a rise in pulse period due to large amassed electro discharge energy that speedily melt and evaporate the work. Abidi et al. 54 analyzed and optimized the μEDM process with the help of MOGA-II approach. It had been reported that EDM has been used for micro-hole drilling. MRR was observed as greater for the electrode made of brass in the selected domain for the same discharge energy. Brass has less thermal conductivity than tungsten, so the workpiece absorbs extra heat and outcomes in elevated MRR than the tungsten electrode.
Gaikwad et al. 55 conducted the optimization of the process parameter for the electrical discharge process to optimize the product removal rate through the fabrication of NiTi. The optimized rate of material abstraction achieved was 7.0806 mm3/min. Daneshmand et al. 56 experimentally explored the impacts of EDM inputs namely; voltage, Ton, discharge current, and Toff on the MRR of NiTi alloy. The rise of Ip boosts both the energy and the positive ions that attack the workpiece surface and increases the temperature of the workpiece, thereby results in a rise in MRR due to melting and further evaporation of the material from the workpiece surface. Chen et al. 57 inspected characteristics of EDM process while machining of Ni-Al-Fe SMA. Experimental results showed that in the EDM process, the MRR of Ti35.5Ni49.5Zr15 and Ni60Al24.5Fe15.5 exhibit a reverse relationship to alloy material’s thermal conductivity and melting temperature. Al-Ahmari et al. 58 experimentally investigated the Ni-Ti SMA on the grounds of MRR in laser-EDM, and μ-EDM. For the case of laser-EDM, it was disclosed that the MRR was much greater than the standard μ-EDM process. Because of low short-circuiting and arcing, the higher MRR was attained in the case of laser-EDM and further, the dielectric helped the debris produced in the machined hole to flow away. They have employed Q-switched Nd: YAG laser operating at a wavelength of 1064 nm for machining purposes. Jatti 62 studied the MRR while conducting EDM of NiTi, NiCu, and BeCu Alloys. At the optimal parametric setting, the attained value of MRR was recorded as 9.157 mm3/min.
Tool wear rate/Wear rate of electrode
Wear of tool in EDM operations while machining of SMAs is an important parameter of concern in EDM processes. A lesser rate of tool wear is always approached for having optimized results in EDM of SMAs. In various studies carried out in the context of EDM of SMAs, the tool wear is frequently being reported as electrode wear because in EDM process the tool is considered as an electrode. Chen et al. 59 explored Ti-Ni-X ternary SMAs using EDM and studied the influence of the machining characteristics on these SMAs in the EDM process.
Alidoosti et al. 53 inspected on characteristics of electrode wear while machining of SMA of nickel-titanium in EDM process. The increased pulse current leads to enhanced relative electrode wear, which happened due to the production of more discharge energy caused into the tool wear. Abidi et al. 54 examined the tool wear rate of Ni-Ti based SMA. The tool wear rate is one of the key parameters of concern of the life of the tool for the cost of machining and accuracy. An increased TWR was reported at greater concentrations of discharge energy and therefore it was suggested to employ shorter pulses to decrease the TWR.
Daneshmand et al. 56 considered the impact of inputs of EDM on the tool wear and relative electrode wear while machining NiTi alloy. Tool wear was reported to be largely dependent on tool material and pulse energy, and the amount of tool wear increases with the increase in pulse energy for a given tool. The pulse duration versus the electrode wear rate against the different discharge current values in the case of Ni60Al24.5Fe15.5 alloy has been shown in Figure 5. It shows the initial rise in EWR value, it touches the peak value and then fallen with an increase in pulse duration. 57 Jatti 62 studied the TWR while conducting EDM of NiTi, NiCu, and BeCu Alloys. At the optimal parametric setting, the attained value of TWR was recorded as 0.128 mm3/min. Figures 6(a–c), reflects the numerous process outcomes, the different types of SMAs, and various process inputs investigated while performing EDM of several SMAs, respectively.
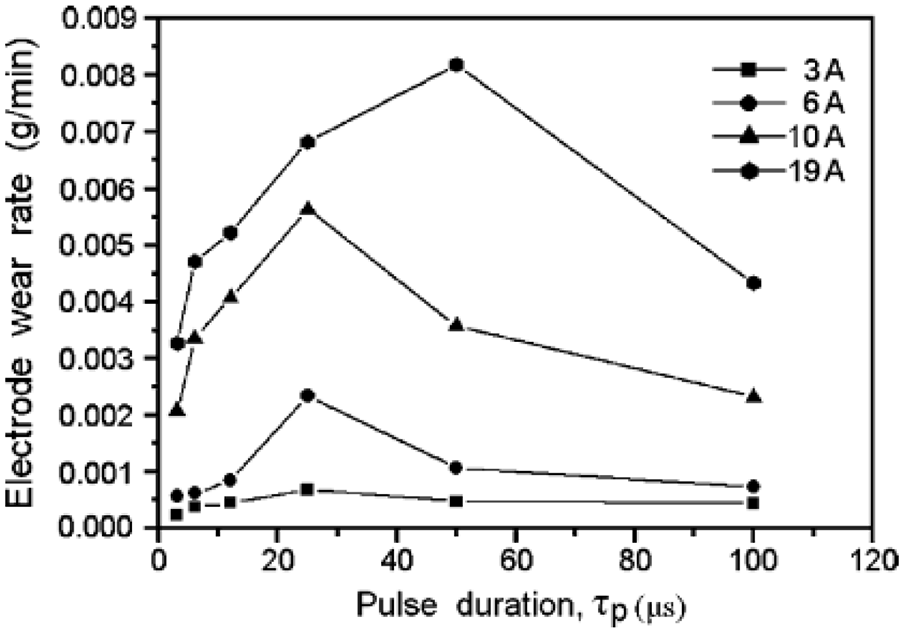
EWR vs. Pulse duration in Ni60Al24.5Fe15.5 alloy. 57
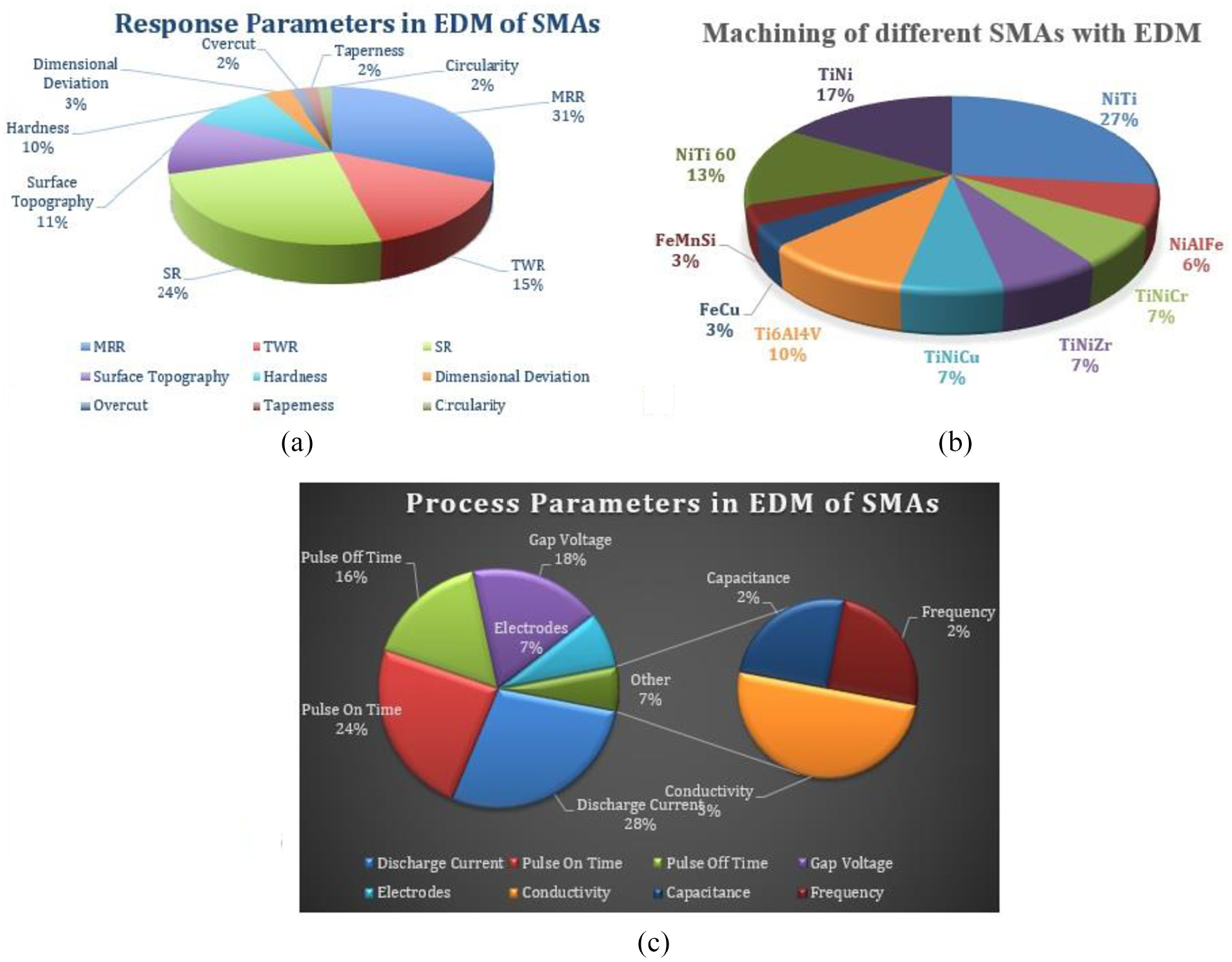
(a) Response parameters in EDM of SMAs, (b) summarized view of different SMAs processed with EDM, and (c) process parameters in EDM of SMAs.
Surface morphology
Surface morphology related studies include the investigation of the roughness of surface machined, microstructure analysis of the processed work surface, and the surface integrity-based aspects. This machining attribute has been seen as the utmost important process responses while attempting EDM of SMAs. Ahmari et al. 58 analyzed the viability and characteristics of the micro and laser-EDM in combination for machining of 200 μm diameter micro-holes in Ni-Ti-based SMA. The evaluation of microstructure and morphology study of drilled micro-holes with the combination process of micro and laser-EDM has been obtained with scanning electron microscopy.
The surface quality of the holes has been shown in Figure 7. It had been revealed that in the hybrid machining method, imperative improvements in micro-hole quality relative to laser processes observed, and eminence of holes was as worthy as average micro-EDM. 58 It was noted that the taperness had been considerably decreased using the hybrid method and the holes become more parallel as seen in conventional μ-EDM. 58 Surface roughness has been described as irregularities on the surface that occur due to the impact of various performance factors on the machining surface. It had been witnessed that with the upsurge in voltage and capacitance, there was an increase in surface roughness. The Ra value was found to be constant irrespective of discharge voltage, in case of machining Ni-Ti SMA with a brass electrode at low capacitance. 54 Daneshmand et al. 56 explored the characteristics of SMA based on NiTi alloy and studied the impact on surface roughness of various process parameters. Taguchi’s method has been implemented to scheme the runs. The trials designate that the factors of Ton, voltage, and discharge current have put up great influence on machining responses in EDM.
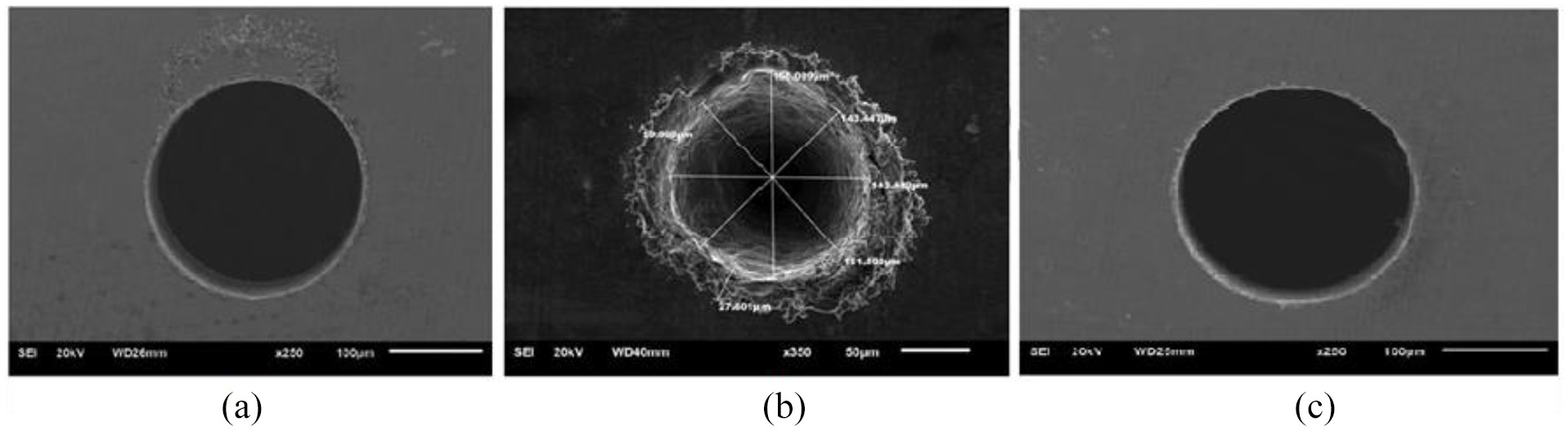
Surface quality produced with: (a) micro-EDM, (b) laser machining, and (c) hybrid machining. 58
Dimensional accuracy
Dimensional accuracy is a vital factor from a machining point of view, it describes the closeness of the measurements of the machined product to the standard one’s. It covers various machining characteristics like dimensional shift, overcut, taperness, circularity. Overcut is regarded as the crucial factor for the micro-hole measurement of the machined samples after performing EDM operation. Overcut in the samples described as the distinction amid the micro-hole diameter generated and the tool electrode’s real diameter. 58
Overcut rises with the upsurge in discharge energy, as at greater levels of energy, the spark conveys greater amounts of energy, decomposing big amounts of dielectric, releasing more oxygen, influencing machining effectiveness and resulting in subordinate sparks among the edges of the electrode (tool) and the internal surface of the hole due to incorrect debris flushing. The taper angle also observed as a significant feature in assessing the accuracy of micro-holes. In micro-EDM, wear of the corner of the tool revealed as a major factor accountable for the taperness of the processed micro-holes. 54 With the rise in capacitance for both electrodes, the overcut rises in the case of brass electrode but with less variations, and greater values of overcut are achieved. The tapering is assessed as the distinction between the input diameter and the micro-hole output diameter and angle amid them is called as the angle of taper. 54 With the greater capacitance value of the tungsten electrode, the smallest angle of taper was accomplished while with the small capacitance values of the brass electrode, the highest taper angle was obtained while performing machining operation of Ni-Ti based SMA on EDM. 54 The circularity error has been explained as the radiated distance amid the least confining circle and the extreme inscription circle. It had been revealed that for the tungsten electrode, the circularity error was almost constant, and regardless of the capacitance, the lower values were obtained. On the other hand, a substantial variation was noted for brass tool, and circuitousness flaws get reduced with a rise in capacitance. For the tungsten electrode, the small circularity error was due to a low rate of tool wear rate and rate of material removal. 54 Table 2 exemplifies a review of literature on EDM of SMAs. Figures 8 and 9 are reflecting the variation in the recast layer thickness by varying the pulse duration for the EDMed samples of Ti50Ni40Cu10, and Ti35.5Ni48.5Zr16 (Table 3).57,60
Review of past studies on SMAs in EDM.
Cp: pulse current; Ton: pulse duration/pulse on time; Cg: gap current; Toff: pulse off time/pause duration; Dc: discharge current; Vg: gap voltage; De: discharge energy; EM: electrode materials; CP: capacitance; ET: electrodes; TC: tool conductivity; WC: work conductivity; V: voltage; Ip: peak current/current; DD: discharge duration; PC: powder concentration; PTR: pulse time ratio; Fy: frequency; MRR: material removal rate; SR: surface roughness; EWR: electrode wear rate; TWR: tool wear rate; Oc: overcut; Tp: taperness; Cy: circularity; Hd: hardness; SM: surface morphology/surface characterization/surface topography; RSL: re-solidified layer.
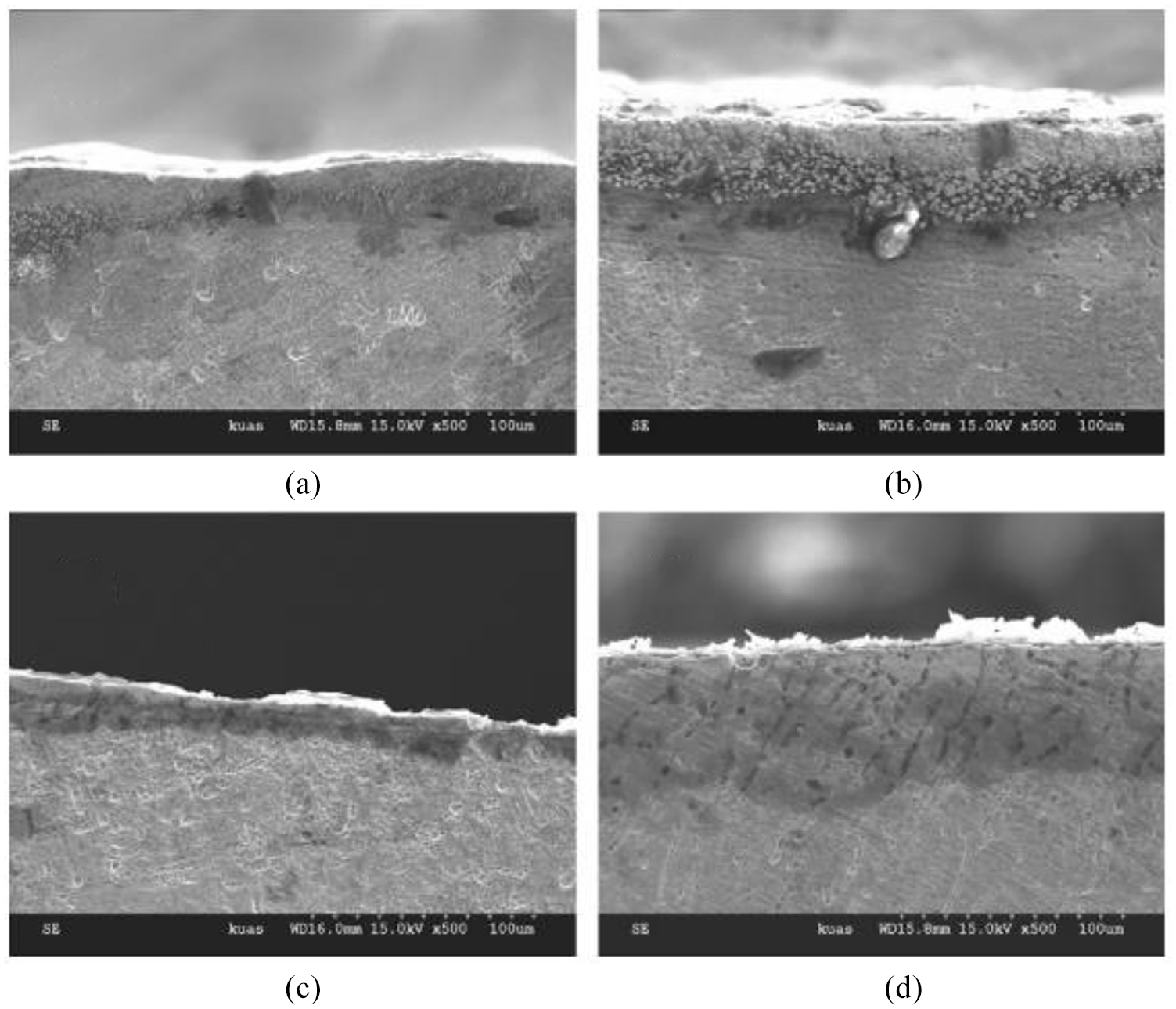
SEM micrographs near the EDMed surface layer for the Ti50Ni49.5Cr0.5 SMA. 57
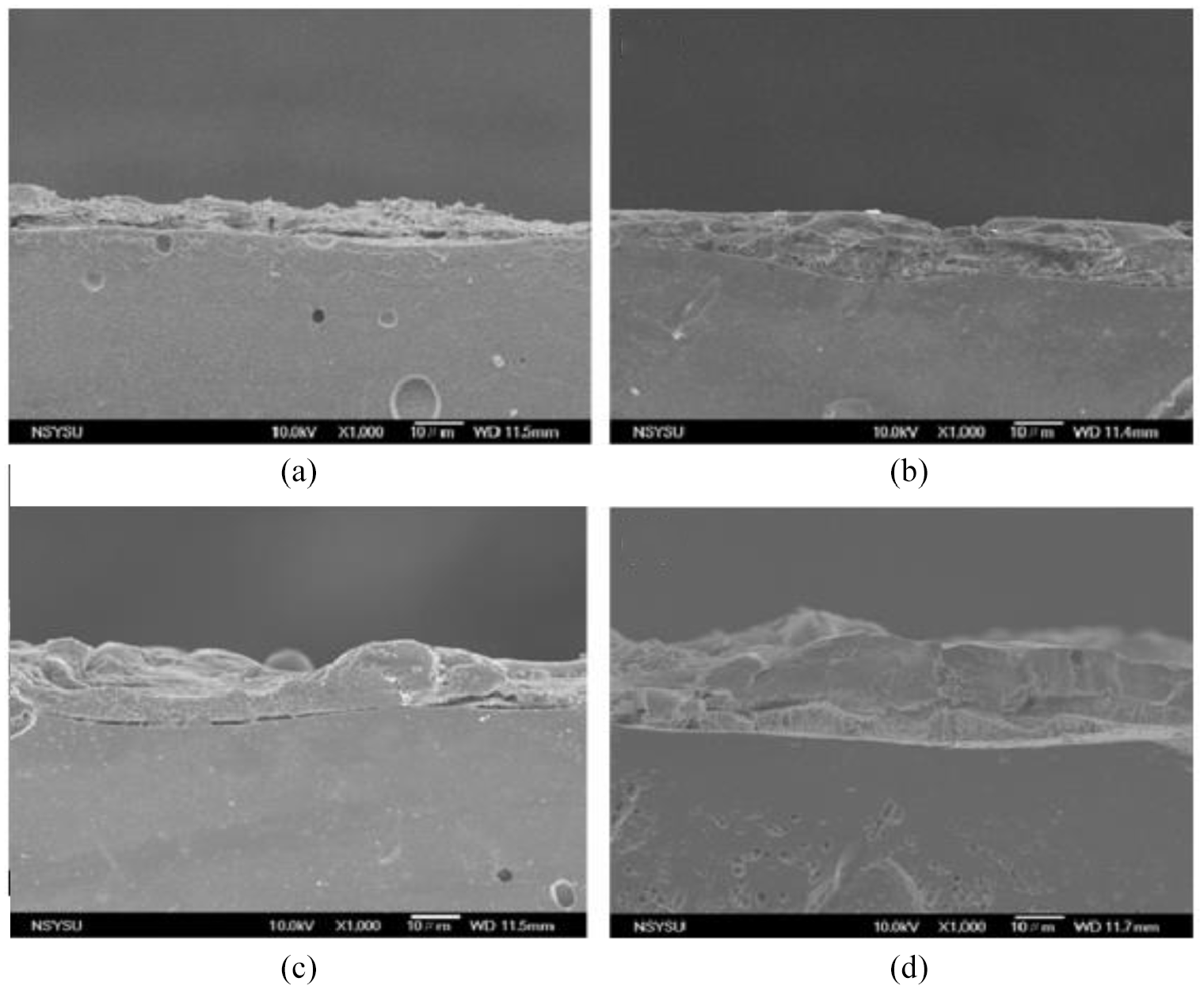
Micrographs of EDMed surface developed for the Ti35.5Ni48.5Zr16. 60
Summary of experimental and theoretical studies on SMAs with EDM.
In spite of the various quality aspects associated with the EDM method, there also exist some crucial and negative aspects too, as the EDM process is a spark erosion method. There is a high-temperature formation, that is, plasma in the machining area, which results in deterioration of the workpiece and tool. The operation of EDM process at large pulse on time and peak current results into more discharge formation that continuously results in large temperature which leads to more stress and wear of the SMAs. Long exposure to high-temperature results in HAZ formation, which changes the chemistry of the SMAs. 39 Microstructural changes, grain orientation results in wear and tear of the workpiece. The shape of the SMA gets distorted due to stress induction with continuous exposure of large temperature. SMA has the property to memorize their previous form up to a particular temperature condition, which is known as shape memory effect (SME), 4 further increasing the temperature results into loss in shape memory effect (SME). The structural changes result in amorphization in SMA that ultimately destroys the SME, alloy loses its memorizable property. The surface properties particularly affect when performing machining operations at high-temperature conditions, as more surface roughness in SMAs hinders their practical use in industry.
Wire electrical discharge machining
WEDM is an imperative variant of advanced processing operations employed for cutting of advanced materials irrespective of their hardness. In this section different SMAs have been focused on the grounds of machining aspect with the utilization of WEDM has been discussed and reviewed. A study based on different response parameters has been presented. Figures 10(a–c) represent the various process inputs, the different types of SMAs, and the numerous process outcomes investigated while performing WEDM on several SMAs, correspondingly.
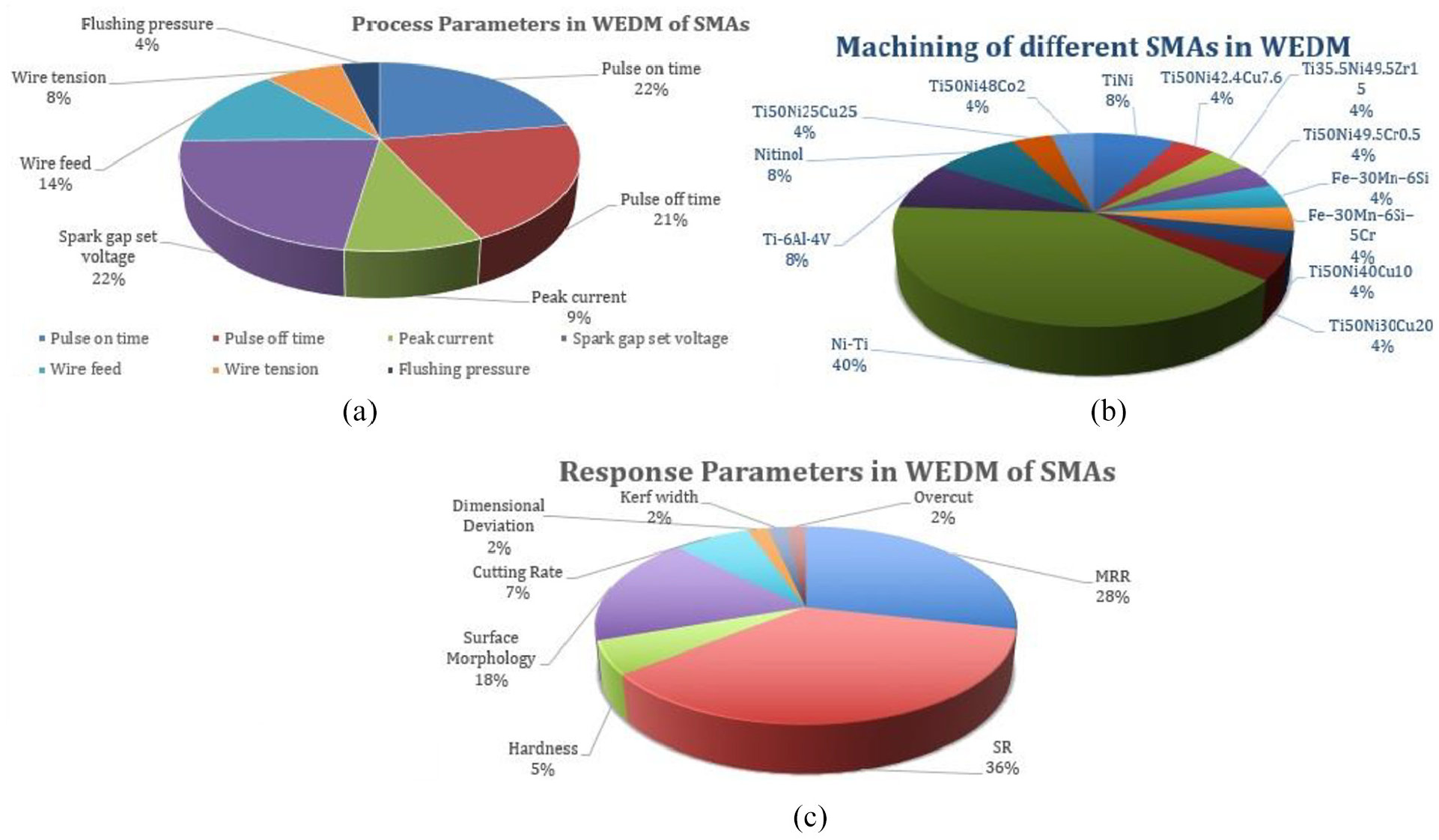
(a) Studied process parameters in WEDM of SMAs, (b) machining of various SMAs with WEDM, and (c) response parameters studied in WEDM of numerous SMAs.
Material removal rate
The rate of material removal has been revealed as a vital machining performance characteristics in WEDM. It is explored as the amount of material removal takes place per unit time. Manjaiah et al. 74 investigated the characteristics of Ti-Ni-based SMA with the usage of wire cut EDM process. It had been found that during the use of kerosene and additive fluids as dielectrics results in more oxides and carbides formation as compared to de-ionized water. Narendranath et al. 75 investigated on experimentation of different performance characteristics in WEDM of Ti50Ni42.4Cu7.6 SMA. The results based on parametric analysis reveal that low peak current with prolonged duration pulse leads to reduced roughness of the surface. The experiments had been planned according to Box-Behnken design (BBD). Manjaiah et al. 79 explored the impacts of tool material on Ti50Ni50−xCux SMA in the wire electro discharge process. The study revealed that with the rise of pulse on time there was an upsurge in MRR for both the SMA alloys when they were machined with the use of both zinc-smeared and brass wires. Due to decreased surface roughness and improved MRR, the zinc-coated brass wire has been discovered to be appropriate for TiNiCu SMA machining compared to brass wire.
During the WEDM of Al 6063 alloy, Singh et al. 80 examined the rate of material amputation in WEDM process and noted down the various influential process parameters while machining of SMA. It had been observed that MRR rises with a growing pulse-on moment, while the reaction parameter reduces with higher servo voltage & off-time pulse moment. Daneshmand et al. 82 explored on the processing of SMA based on Ni-Ti using Wire cut EDM. MRR was the parameter of concern in the machining of Ni-Ti SMA. The research showed that in the machining of NiTi60 alloy’s the most substantial factor that affects the MRR was pulse current, so MRR gets improved when it rises.
Kumar et al. 83 investigated the parameter of surface roughness using the RSM method in W-EDM. The lowest surface roughness value attained for different combinations of process factors. Kulkarni et al. 85 investigated the optimization of nitinol superplastic alloy’s multi-performance characteristics in WEDM. Sharma et al. 86 inspected on experimental study & parametric optimization of porous Ni40Ti60 alloy with the usage of wire cut EDM method. The machining of porous NiTi alloy in WEDM results in improved cutting efficacy in terms of the rate of material amputation as compare to orthodox machining processes. The cutting rate (CR) rises with a surge in current & Ton. Ton rises with an upsurge in the measure of pulse current, which leads to high erosion of work material. Bisaria and Shandilya 87 investigated on crater depth of nickel-titanium-shaped memory alloy in WEDC on the grounds of material removal. The elevated energy of release creates more heat conduction in the work material that increases workpiece melting which ultimately leads to greater MRR. Manjaiah et al. 90 investigated on Ti50Ni50xCux SMAs by assessment of wire cut EDM characteristics. The strenuous discharge energy of release per unit of spark leads to penetrate the material, further on the melting of work takes place owing to the high-temperature formation. Manjaiah et al. 91 investigated on the rate of material removal & its influential characteristics on the processing of Ti50Ni50-xCux SMA in wire-cut EDM. It has been witnessed that MRR was strongly influenced by Ton and SV. The titanium-based SMA, that is, Ti50Ni30Cu20 shows high MRR and the factors that lead to large MRR were thermal conductivity & huge melting temperature.
Surface morphology
Surface morphology defined as the science of the surface of materials. It described as the study of surface roughness, geometry, integrity, crack formation, composition, grain structure, etc. of the various materials. This parameter is of utmost importance in the case of the study of the surface chemistry of SMAs. The SR of work material samples was evaluated at three distinct places and the process response was taken as the average. 74 It was observed that cut off length chosen for surface roughness measurement was 4 mm at 0.25 mm/s stylus velocity. With enhanced Ton, SR reduces nonlinearly for low peak current value, while roughness rises at greater current. 75
Hsieh et al. 77 investigated the ability to recover the shape of ternary SMA TiNiX (X = Zr, Cr) and its characteristics of machining in wire-cut EDM. It has been observed that with the rise in duration of the pulse, the recast layer wideness decreases for the WEDMed TiNiX alloys. Lin et al. 78 scrutinized on the features of iron-based SMAs in WEDM. It was observed that the hardness of the sample adjacent to the peripheral surface can achieve up to 550 Hv in the case of both SMAs. The wire-cut EDM of Fe-based SMAs revealed that they still show excellent profile retrieval, but a minor deprivation of recovery of shape happens owing to the depression of the recast layer. Owing to the decreased value of roughness and improved rate of removal of material, it was found that zinc-smeared brass wire is ideal for Ti50Ni50−xCux SMA processing compared to brass wire. 79 Moreover, it was also verified from the SEM pictures that zinc-smeared wire generates fewer small cracks, molten droplets, and craters on the processed surface of SMA, as explored in Figure 11.
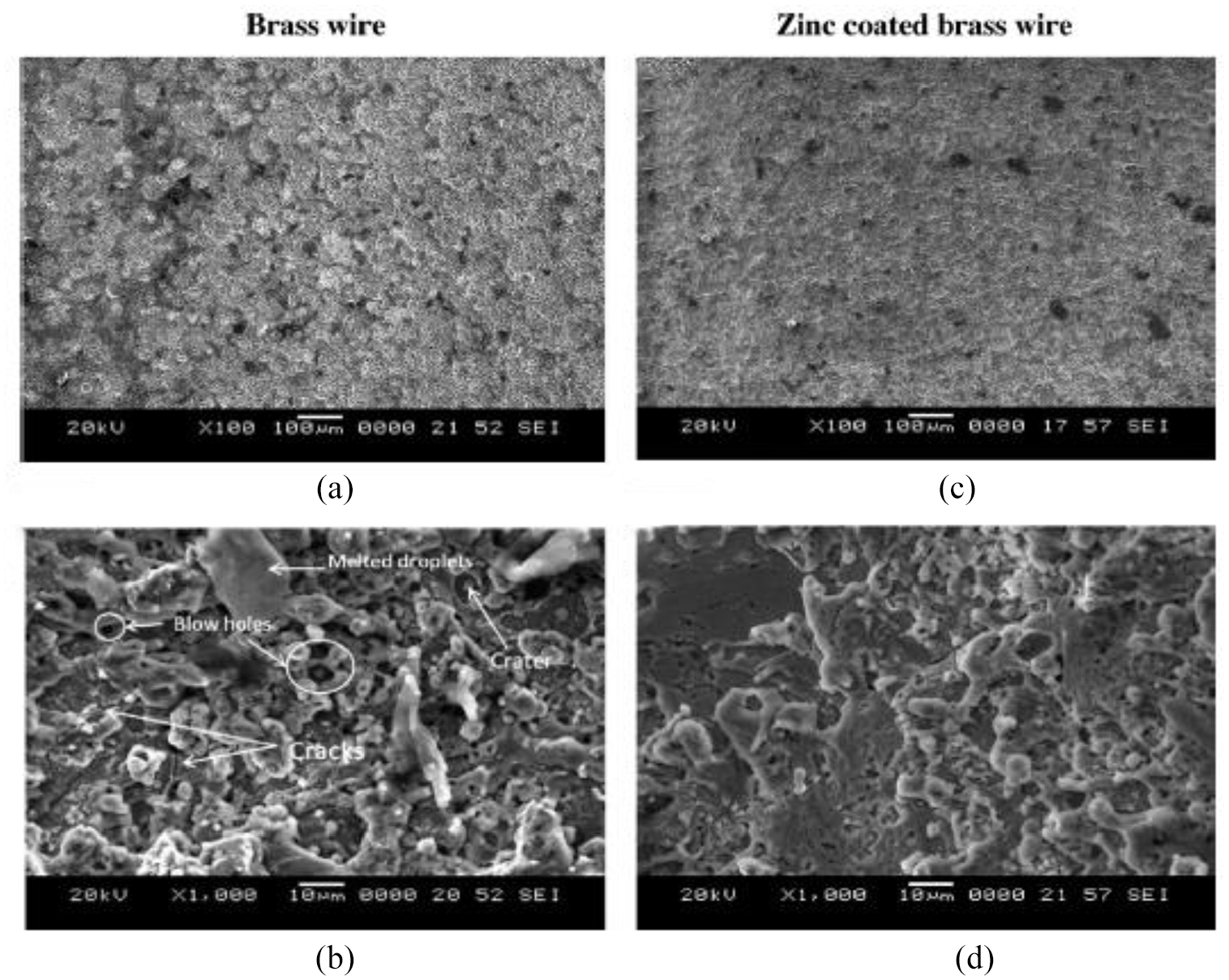
SEM micrographs of Ti50Ni40Cu10 SMA (using brass & Zinc wire). 79
Sharma et al. 81 studied on the surface morphology of machined samples of Ni55.8Ti SMA on wire spark erosion machining. The main causes of surface deterioration, defects in the samples, and white layer formation were the formation of concentrated heat at the large discharge setting of parameters and resolidification of the melted material caused by inappropriate flushing. Liu et al. 84 investigated the SMAs crystallography, characteristics, and compositions of white layer formation by wire-EDM. The recast layer formation while machining of nitinol in the EDM process was a crystalline arrangement rather than a solid amorphous structure attributable to the lesser number of constituent composition in nitinol and elements like Cu, Zn and Ni have insignificant variations of atomic size in the formation of the white layer. Kulkarni et al. 85 investigated the surface roughness characteristics of nitinol in WEDM. Taguchi’s utility and Quality loss function were used for optimal values of different parameters of process, that is, Ton, Toff, gap voltage, wire feed in WEDM simultaneously for the low value of surface roughness. Sharma et al. 86 investigated on the surface characteristics of Ni40Ti60 SMA after machining with WEDM. It was revealed that SR improves with the rise in Ton. The discharge energy rises with the rise in Ton, which improves the melting of metal and reduces the size of the crater, thus leads to an increase in SR, as reflected in Figure 12.
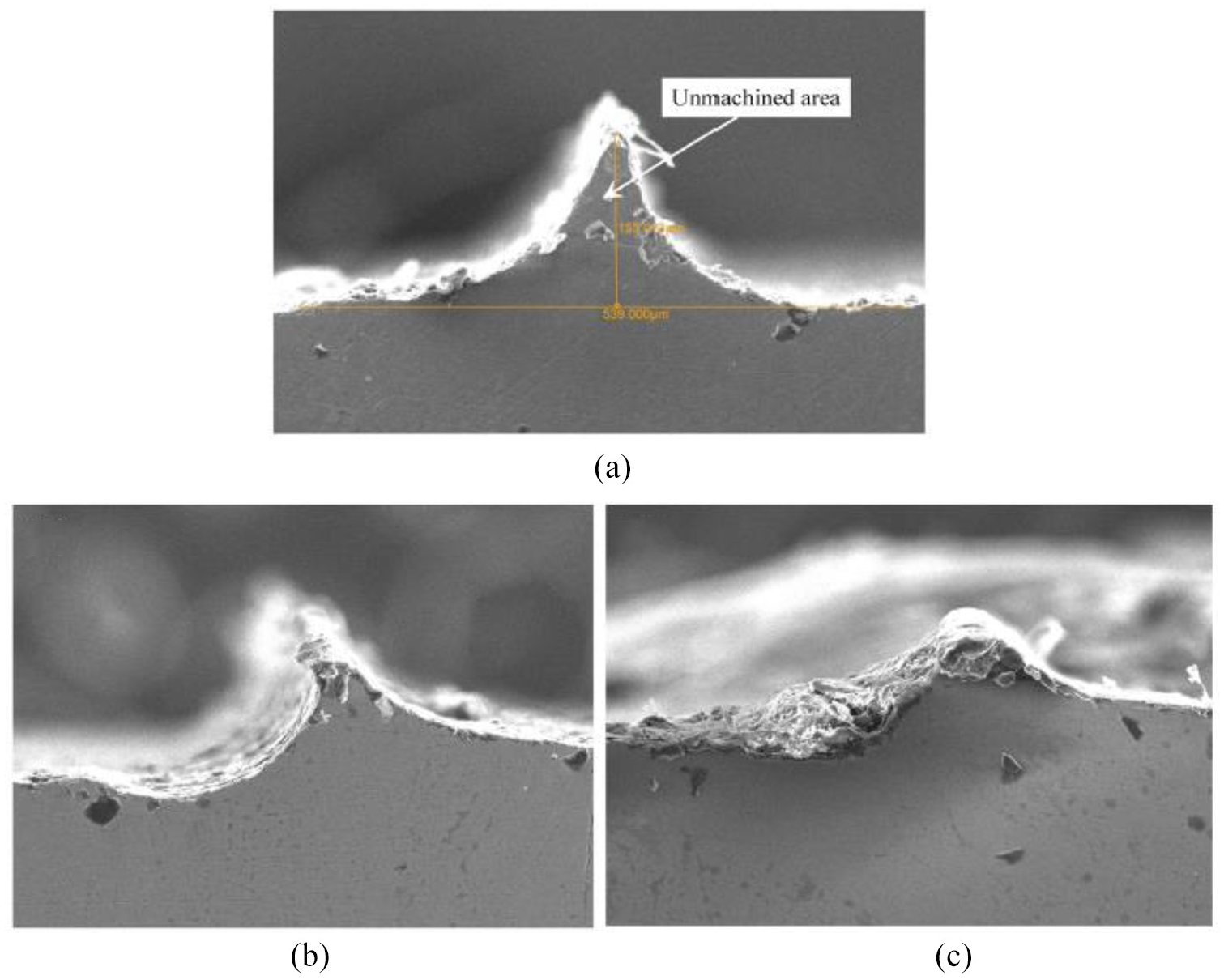
Reflection of un-machined surface while WEDM of NiTi-SMA: (a) small discharge energy, (b) average discharge energy, and (c) large discharge energy. 87
Bisaria and Shandilya 87 investigated Ni-Ti based SMA and it’s surface characteristics like depth of crater on the grounds of MRR in WEDM process. At greater discharge energy density, the 3D surface topography discloses the creation of profound and widespread craters with a large value of unevenness on the processed work as compared to the reduced discharge of energy density. Singh and Misra 88 used RSM and ANN modeling to investigate the wire cut EDM samples based on the evaluation of the surface finish parameter. The research was concentrated on wire cut EDM of nimonic 263 (combustor material). With the rise in discharge energy & duration of the pulse, it has been revealed that there was an increase in RLT. Bisaria and Shandilya 89 explored the features of NiTi SMA and its surface integrity features while machining with wire-cut EDM. In wire-EDMed Ti50Ni50-xCux SMA, the concentrated discharge energy per unit spark penetrates the material; leads to more melting and vaporizes material, and flushes away from the machined surface; leading to increased MRR. 90
Dimensional accuracy
Dimensional accuracy defined as the measurement of the closeness of dimensions of the machined product as compared with the standard product range. From the machining point of view, dimensional accuracy plays an essential role in manufacturing, designing, and meeting the demands of the industry. Sharma et al. 86 investigated on the parameter of dimensional deviation of porous Ni40Ti60 SMA after machining with WEDM. There was a substantial rise in dsh by the growth in value of IP, Toff & Ton. It has been revealed that complete flushing of debris takes place with a rise in Toff at high energy of discharge and therefore an increase in dsh value due to low re-deposition of melted material. Singh et al. 100 investigated on the dimensional deviancy of M42 HSS samples, machined using treated brass wire in WEDM. The process parameters which had more impact on the dimensional deviation were on time and off-time pulse. Cryogenic treatment results in significant improvement in the dimensional shift value (Tables 4 and 5).
Review of past investigations on SMAs in WEDM.
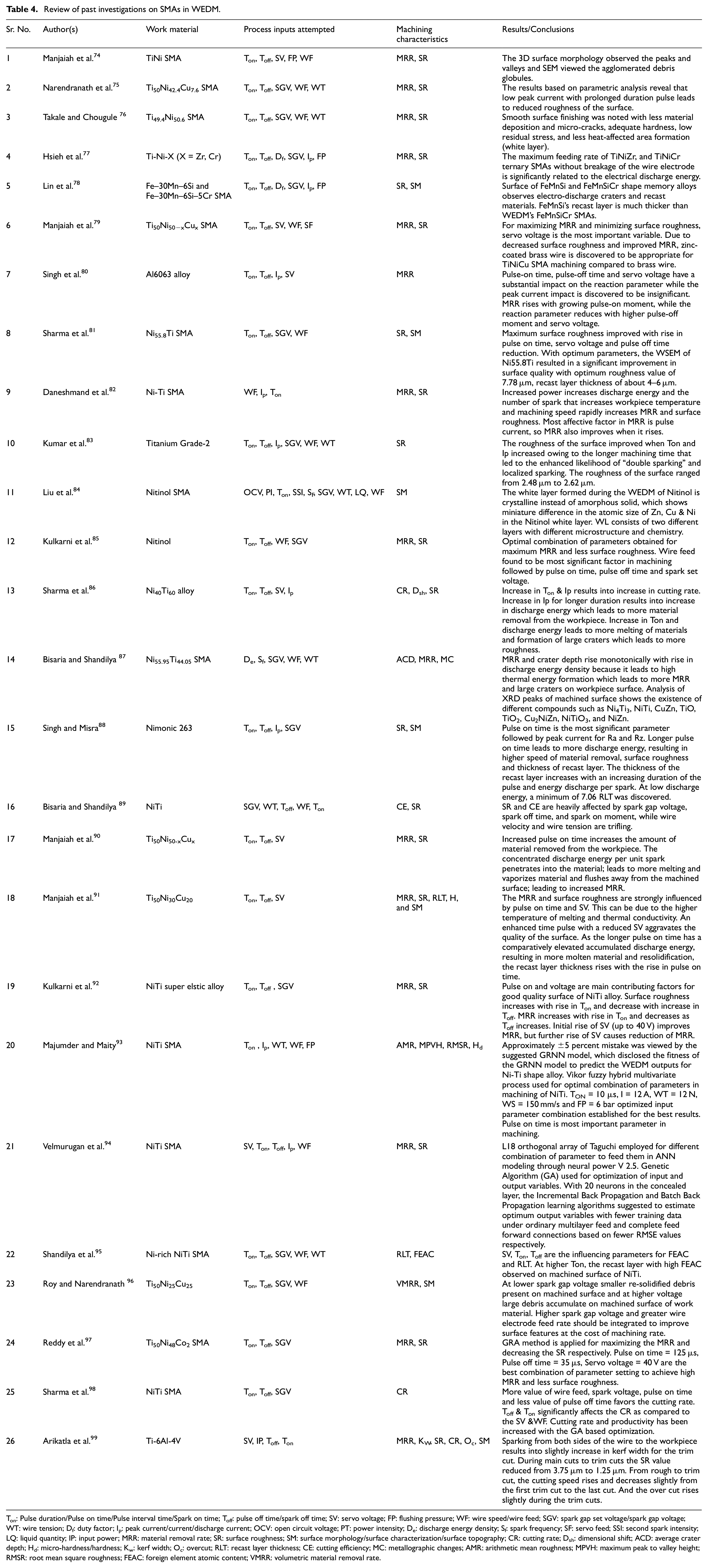
Ton: Pulse duration/Pulse on time/Pulse interval time/Spark on time; Toff: pulse off time/spark off time; SV: servo voltage; FP: flushing pressure; WF: wire speed/wire feed; SGV: spark gap set voltage/spark gap voltage; WT: wire tension; Df: duty factor; Ip: peak current/current/discharge current; OCV: open circuit voltage; PT: power intensity; De: discharge energy density; Sf: spark frequency; SF: servo feed; SSI: second spark intensity; LQ: liquid quantity; IP: input power; MRR: material removal rate; SR: surface roughness; SM: surface morphology/surface characterization/surface topography; CR: cutting rate; Dsh: dimensional shift; ACD: average crater depth; Hd: micro-hardness/hardness; Kw: kerf width; Oc: overcut; RLT: recast layer thickness; CE: cutting efficiency; MC: metallographic changes; AMR: arithmetic mean roughness; MPVH: maximum peak to valley height; RMSR: root mean square roughness; FEAC: foreign element atomic content; VMRR: volumetric material removal rate.
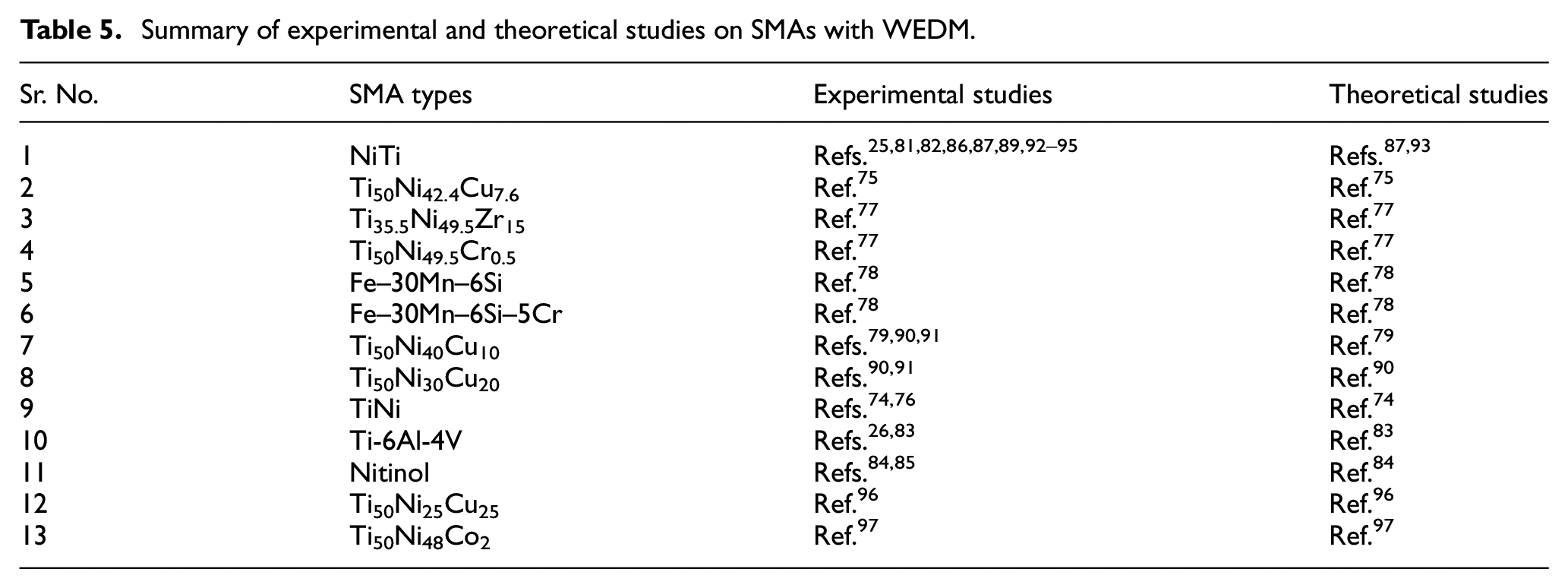
Summary of experimental and theoretical studies on SMAs with WEDM.
Micro-EDM process: An emerging research perspective
Micro-EDM is an imperative and emerging EDM variant, designed and developed for machining on a micro-level scale. Miniaturization is the concept on which micro-EDM works, as industries, have a lot of demand for manufacturing small components with complex geometrical features, which are met with the use of this machine. Abidi et al. 54 inspected the Ni-Ti based SMA characteristics with the micro-EDM process. A multi-objective genetic algorithm was used for the analysis and optimization of µEDM. Jahan et al. 116 investigated the Ni-Ti SMAs and their characteristics in the respect of their biocompatibility while performing a machining operation on micro-EDM. The migrated elements into the machining area after performing a machining operation on micro-EDM were carbon and oxygen. There was oxide formation on the machined surface of the Ni-Ti SMA and the formed important component was NiTiO3. It has been revealed that the formation of NiTiO3 worked as a protective layer while considering the application of Ni-Ti SMA as biomedical implants. Abidi et al. 117 investigated on Ni-Ti and its characteristics using grey relations coupled with principal component analysis while performing micro-EDM. The grey relational analysis based on Taguchi has been implemented to investigate the effects of selected process parameters. Various challenging areas in the domain of Micro-EDM is represented in Figure 13.
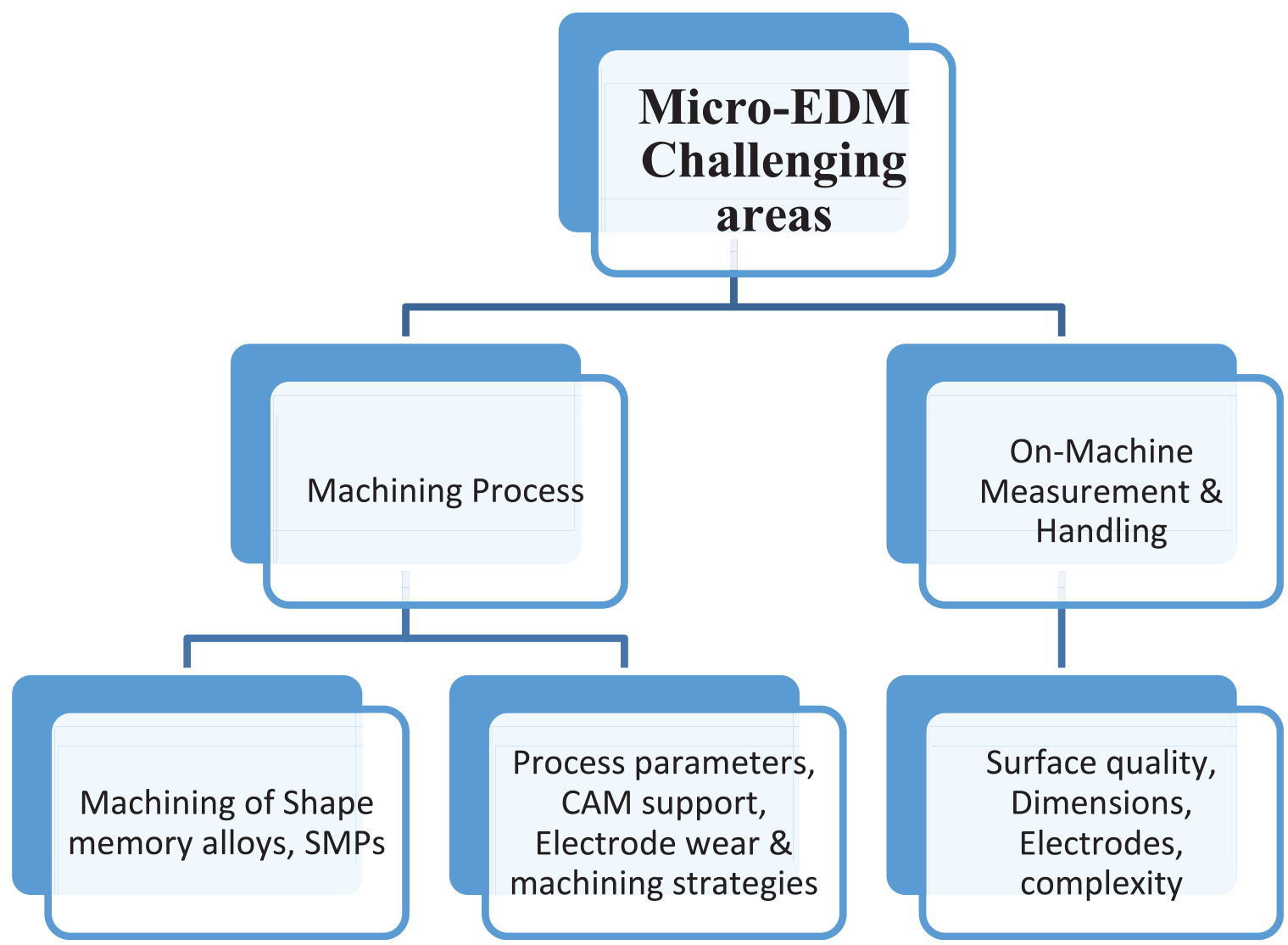
Micro-EDM challenging areas.
Machining of SMAs with other methods
Apart from the non-traditional processing (i.e. EDM, Wire-EDM, PMEDM, Micro-EDM, Dry EDM, etc.) of the SMAs, the attempts have also been made to process these smart materials with some other advanced machining methods (i.e. Laser processing, additive manufacturing, ECM, etc.) and conventional manufacturing processes (namely; CNC turning, milling process, etc.). The experimental investigations related to these other advanced methods (apart from EDM-based methods) and the traditional processes have been reviewed and elaborated in this section.
Caputo et al. 101 investigated the path of additive manufacturing of functional net formed components from Ni-Mn-Ga powders of pre-alloyed magnetic form. Due to the comparatively simple control of part porosity and the chance of obtaining complicated formed components from Ni-Mn-Ga metals, additive production via powder bed binder jetting, also recognized as 3D printing (3DP) has been used in this studies. Binder jetting of Ni-Mn-Ga powders accompanied by curing and sintering demonstrated effective with excellent mechanical strength in generating net-shaped porous structures. Additive manufacturing is a viable technology to resolve the design problems of Ni-Mn-Ga MSMA functional parts. Pfeifer et al. 102 investigated the shape memory implants which are orthopedically adaptable. Nickel-titanium (NiTi) SMA derived implants were created to adjust the implant to the real healing scenario. Wang et al. 103 investigated on the NiTi SMAs using pre-mixed powders in Additive Manufacturing. This research provides relative research on the in-situ alloy of NiTi SMAs using pre-mixed Ni-Ti powders using selective laser melting (SLM), selective melting of the electron beam, and direct energy deposition (DED). Xu et al. 104 investigated burn resistant Ti40 alloy in Electrochemical machining. The study focused on the feasibility of making aero-engine components from Ti40 burn resistant alloy in Electrochemical Machining, thereby reducing the cost and expenses as compared to conventional machining techniques. A mixed electrolyte of NaCl and KBr is the best for ensuring the quality of machining of burn resistant Ti40 alloy in ECM. The surface quality obtained is good with surface roughness value as low as 0.371 µm and a higher material removal rate of 3.1 mm3/min. Oliveira et al. 105 explored Cu-Al-Be based SMA & inspect their mechanical properties and microstructure with the help of laser welding. The tensile power of laser-welded joints has been revealed to be slightly smaller than the root material (686 v/s 631 MPa). Oliveira et al. 108 investigated the CuAlMn and NiTi SMAs with dissimilar laser welding processes. Root material-namely beaches were created in the joint’s synthesis area. This is linked to the complicated chemical composition of the fusion area, the temperature of which was smaller than that of the foundation metals. It has been observed that the CuAlMn fusion border has an improved grain edifice than NiTi which was due to the greater thermic conduction of the prior root work material. The different types of lasers used in these laser-based machining and welding are Yb: YAG laser welding,107,110 Nd Yag laser welding,105,108 High-Power Diode Laser (HPDL), 114 Nd: YAG-based fiber laser. 108 Sam et al. 205 have been studied the tensile shape memory actuation behavior of NiTi SMA fabricated using L-PBF additive manufacturing process. The ductility and actuation strain of the samples prepared using L-PBF found lower than that of the NiTi SMA samples conventionally manufactured. Shiva et al. 206 developed a laser additive manufacturing (LAM) technique for processing ternary SMA, that is, TiNiCu with different compositions. SEM analysis revealed the homogeneity in the deposition of material in all the samples. LAM manufactured properties of TiNiCu10 found to be best among all other tested samples (Tables 6–9).
Review of past investigations on SMAs in other machining operations.
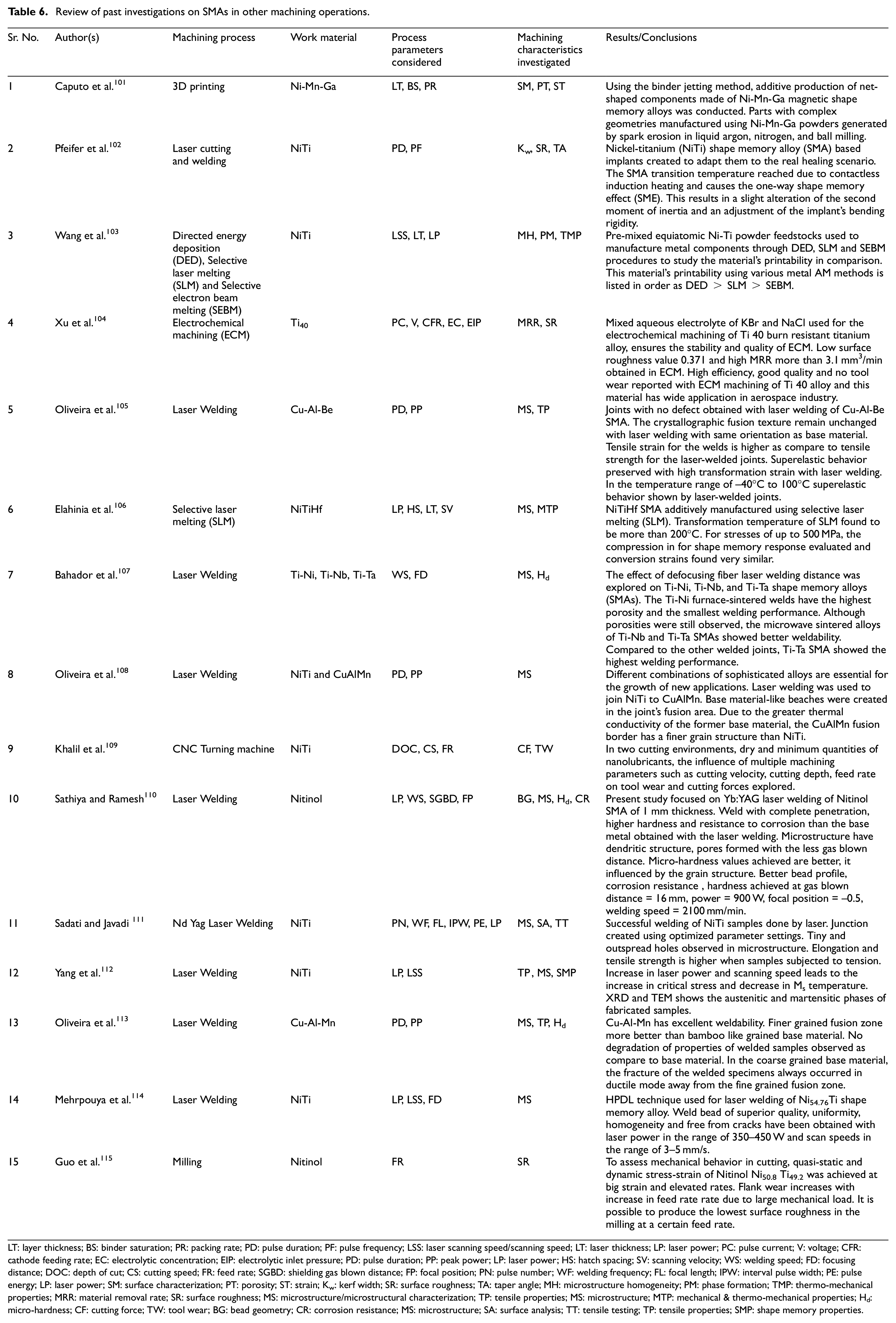
LT: layer thickness; BS: binder saturation; PR: packing rate; PD: pulse duration; PF: pulse frequency; LSS: laser scanning speed/scanning speed; LT: laser thickness; LP: laser power; PC: pulse current; V: voltage; CFR: cathode feeding rate; EC: electrolytic concentration; EIP: electrolytic inlet pressure; PD: pulse duration; PP: peak power; LP: laser power; HS: hatch spacing; SV: scanning velocity; WS: welding speed; FD: focusing distance; DOC: depth of cut; CS: cutting speed; FR: feed rate; SGBD: shielding gas blown distance; FP: focal position; PN: pulse number; WF: welding frequency; FL: focal length; IPW: interval pulse width; PE: pulse energy; LP: laser power; SM: surface characterization; PT: porosity; ST: strain; Kw: kerf width; SR: surface roughness; TA: taper angle; MH: microstructure homogeneity; PM: phase formation; TMP: thermo-mechanical properties; MRR: material removal rate; SR: surface roughness; MS: microstructure/microstructural characterization; TP: tensile properties; MS: microstructure; MTP: mechanical & thermo-mechanical properties; Hd: micro-hardness; CF: cutting force; TW: tool wear; BG: bead geometry; CR: corrosion resistance; MS: microstructure; SA: surface analysis; TT: tensile testing; TP: tensile properties; SMP: shape memory properties.
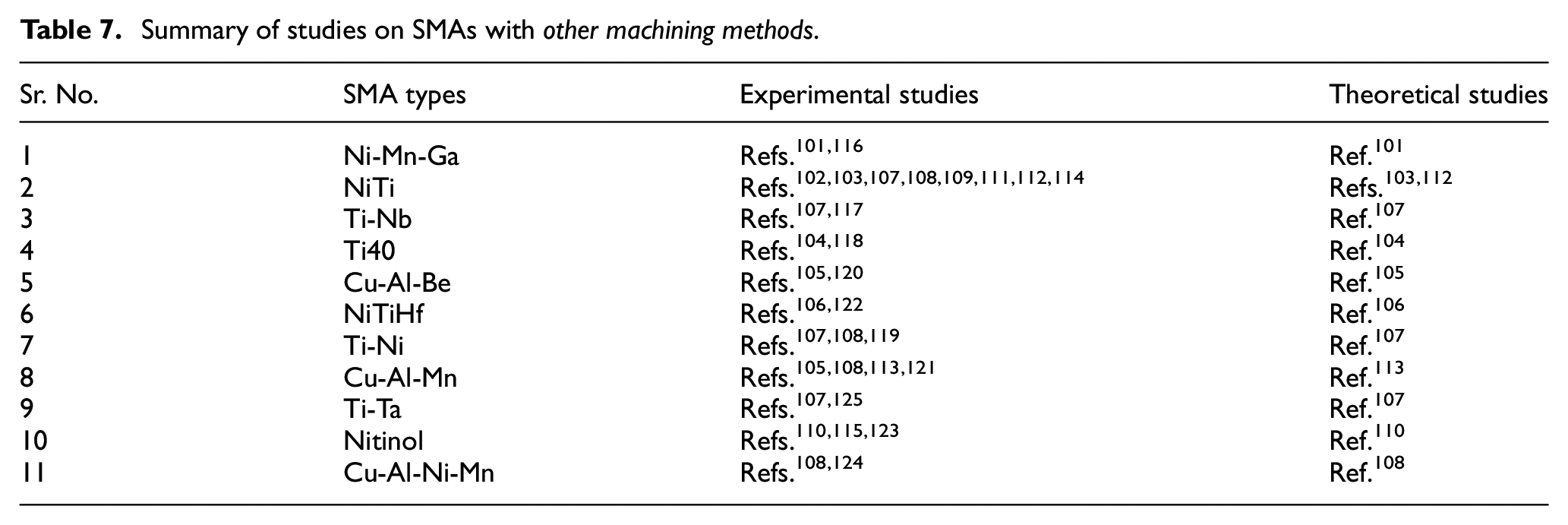
Summary of studies on SMAs with other machining methods.
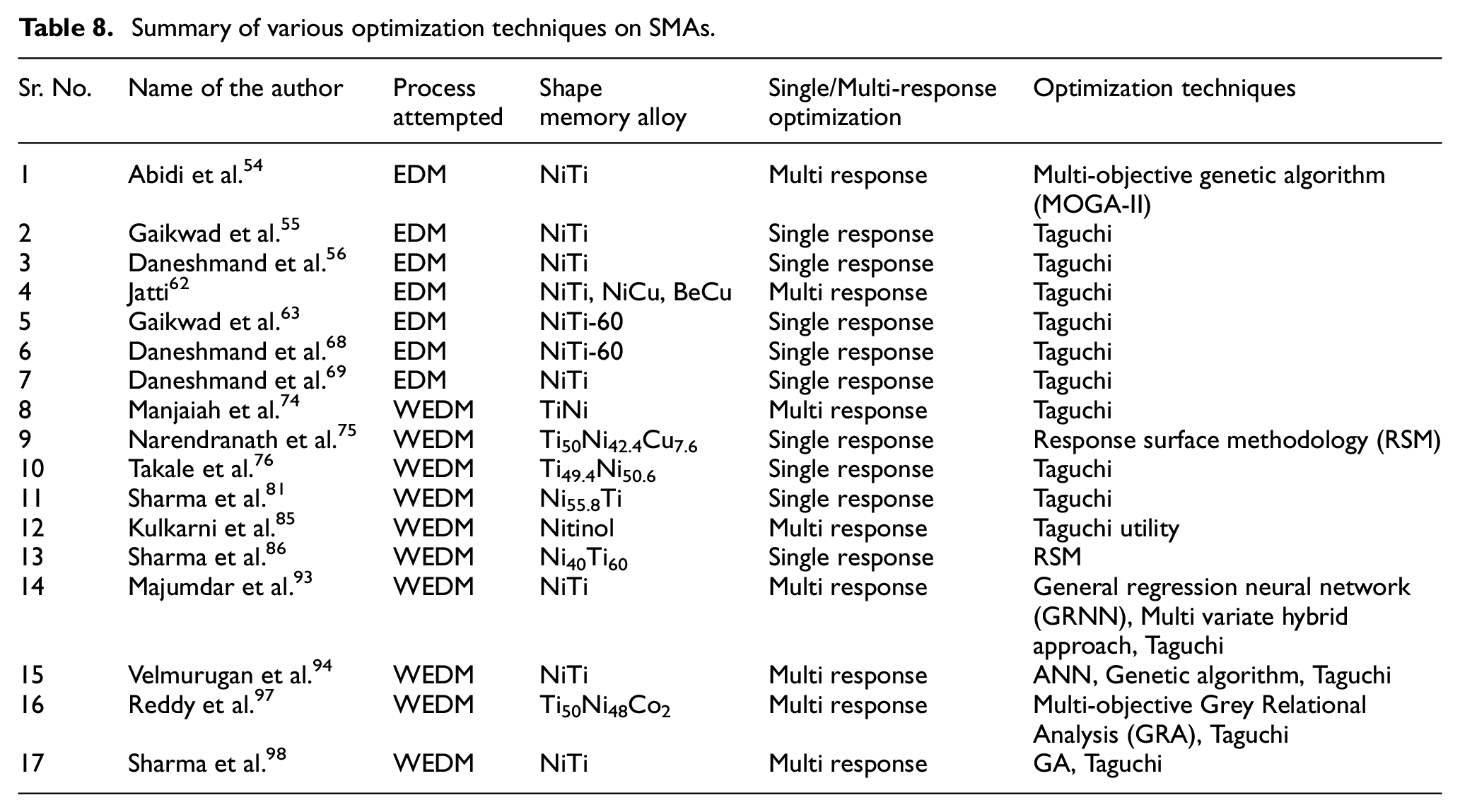
Summary of various optimization techniques on SMAs.
SMAs and their detailed applications.
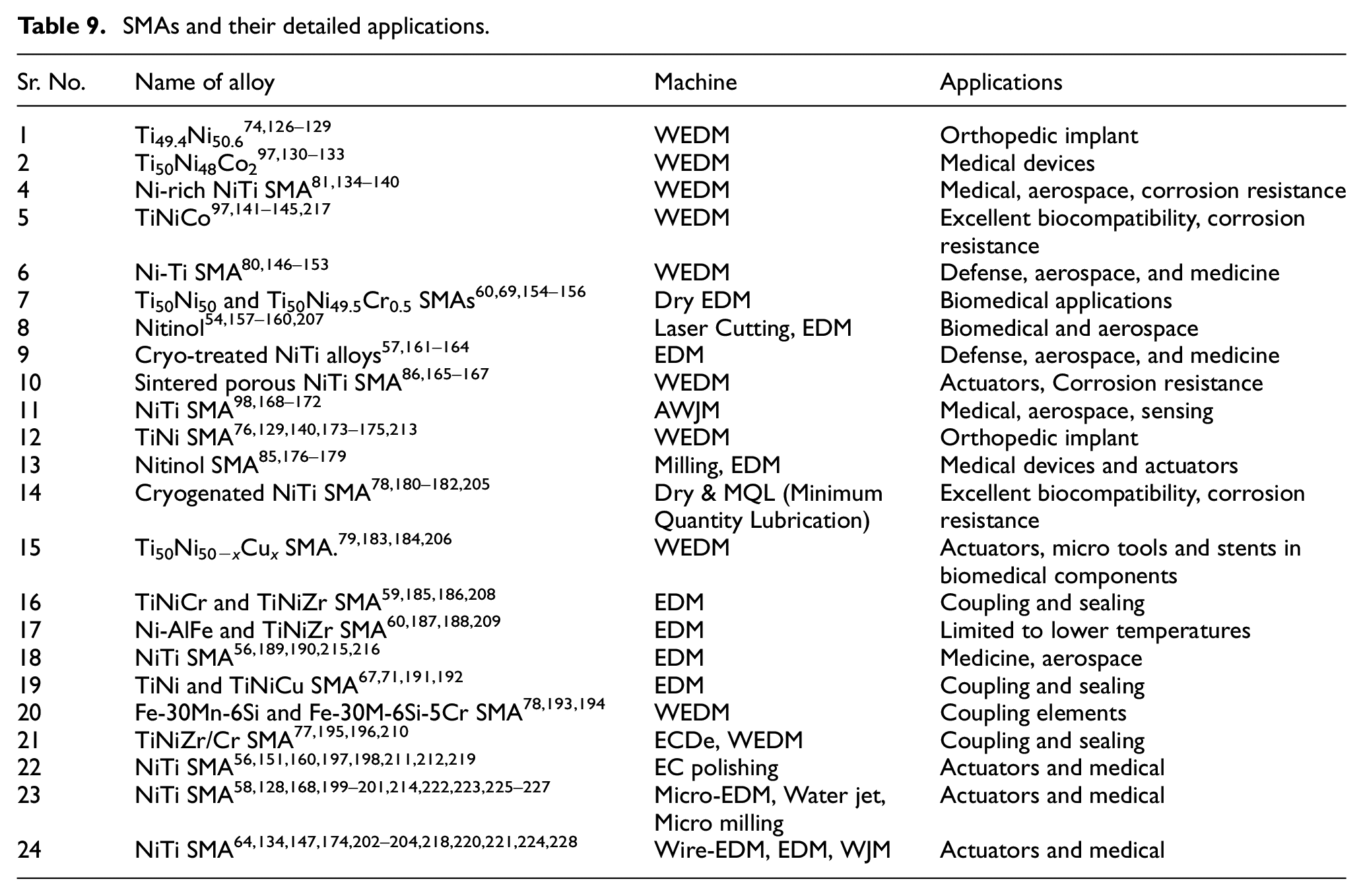
Figure 14(a) represents the various SMAs investigated with various processes (other than EDM/WEDM), whereas Figure 12(b) highlights the usage of different machining processes in other machining operations.
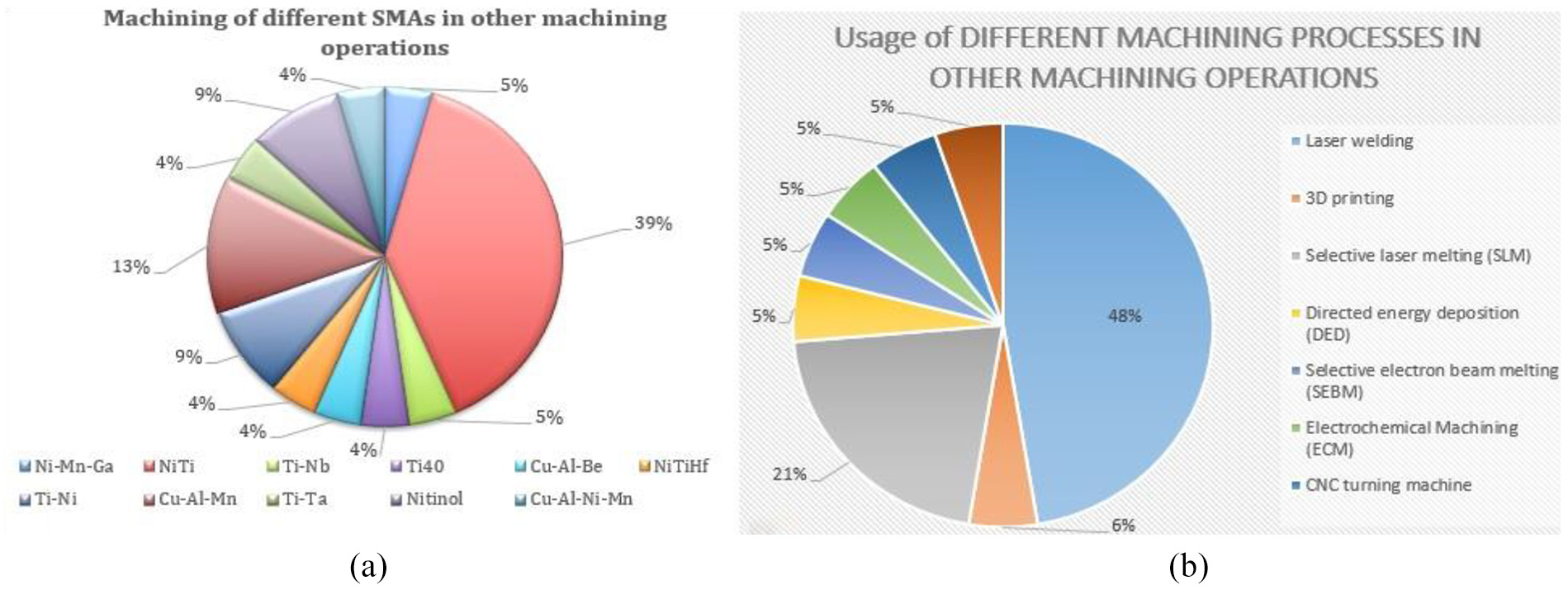
(a) Machining of various SMAs with other machining operations and (b) utilization of different machining processes in other machining operations.
Various critical research areas and directions for future research
EDM has been acknowledged as a quite competent manufacturing technique in experimental-based research to effectively process various types of advanced engineering materials regardless of their various characteristics. The research on EDM is however conducted largely with a perspective to examining the method ability to process various products under the impact of system factors and model certain process results of interests too. Figure 15 illustrates the innumerable elements of futuristic studies in EDM. Based on past research work performed in the EDM field, there is an outstanding extent of forthcoming research in numerous crucial aspects of the EDM process. Figure 16 is explicating some other investigating aspects need to be further research in EDM and its variant processes. Quite a few of the research concerns/areas identified and are described as follows:
Very few experimental research studies in EDM of SMAs were reported in the existing literature, those employed the approaches to design the experiments, that is, Taguchi, RSM, etc. Maximum of the experimental works reported were found to be centered on the approach termed as—“one-factor-at-a-time”. However, for resolving any real-life manufacturing issue, it becomes very essential to explore the concurrent impact of several variables on machining efficiency concurrently.
In previous studies, some important material-based input factors, that is, homogeneity, distinct job thickness, substance’s anisotropic nature, and material density were hardly regarded. Inclusion of these influential factors as parameters becomes quite essential to investigate where the binder phase materials and their concentrations play a vital role in varying the work material properties.
Most of the experimental studies are found to be done with the use of only one type of electrode, that is, Copper (Cu) electrode. Other electrodes that can also be used are; tungsten (W), tungsten-copper (W-Cu), graphite, brass, aluminum, composite electrodes, etc.
The comparative experimental work by considering different electrodes as a process variable for achieving better machining performances has also rarely been attempted so far. Therefore, it is an area that further needed to be explored for optimizing the overall product quality, cost, and time, etc. in real-life industrial issues.
The dielectric based process parameters like flushing pressure, types of dielectric fluid, etc. are hardly been found to be investigated in performing EDM of SMAs. It is revealed from most of the studies conducted that the de-ionized water employed as a dielectric broadly. The variation of flushing pressure with the passage of time and the corresponding effect of these revulsions on the response parameters can be perceived as a promising area of interest in the advanced processing of SMAs. In addition, other dielectric mediums that are rarely employed are kerosene oil, hydrocarbons, EDM oils, powder-mixed dielectrics, and gaseous dielectrics like oxygen and argon can also be attempted to understand the process mechanism under the effect of these different dielectrics.
Study on the wear rate of tool (TWR) in EDM of SMAs is quite rarely explored in various research articles reported. This is one of the important response parameters from the machining point of view which further needed to be investigated in order to explore the deeper insights of the process mechanisms involved.
Parameters based on the geometrical accuracy namely as overcut, taperness, circularity of holes, etc. and dimensional tolerances are hardly been investigated in the past experimental research studies conducted while processing SMAs with EDM process. Studies based on these essential characteristics need to be addressed in future investigations in the domain of EDM for improving the process capability.
Limited studies reported on the use of different tool geometries for machining purposes in EDM. The shape and size of the tool is an important factor in optimizing the machining performance in EDM. The angle of projection of the tool for the different complex and intricate shapes on the workpiece, and different tool shapes at the lateral end (circular, rectangular, triangular, square, etc.) is an area of concern for the future studies in EDM of SMAs.
No credible investigations have been reported so far with the use of a micro variant of the EDM method for the effective processing of SMAs.
The relationship between the input parameters (i.e. gap voltage, Ton, gap current, and Toff) and EDM efficiency measurements through machining of SMAs has been attempted by very few scientists.
The effect of the electrical conductivity of the workpiece and the tool electrode on the machining responses has not been considered during the EDM of SMAs. The electrical and thermal conductivity of the workpiece and the tool plays an important role in enhancing the overall efficiency of the EDM process.
Limited attempts have been stated on the machining of ternary SMAs with EDM. These alloys are of quite an importance from the medical praxis point of view, as many nickel and titanium-based ternary SMAs possess significant applications in the biomedical industry.
Very few studies have been reported on machining of Fe and Copper-based SMAs in EDM processes. Copper and Fe-based SMA’s are a good alternative to the Ni-based SMA, as these are cost-effective and used as a substitute to Ni-based SMA in various industries.
Limited work reported on the study of white layer thickness (WLT) in machined samples of SMAs in the EDM process. The thickness varied according to the machining of different SMAs in EDM and this area is very less explored. Further studies can be conducted for understanding white layer thickness and optimizing surface morphological characteristics.
No substantial work has been observed on the cryogenic treatment of electrodes and workpieces used in the EDM process. Impact of cryogenic treatment of electrode on the workpiece and impact on different response parameters needed to be observed. Cryogenic treatment of workpiece and its effect on performance parameters, all these cases needed to be taken care of for future work in this area.
The modeling of cutting responses like SR, TWR, MRR, dimensional deviation, etc. are recorded in very few researches. Even a single study for modeling decisive responses, that is, sub-surface damage, recast layer formation, and power consumption, was not reported. Modeling these solemn machining responses becomes quite vital in order to predict the output at an early stage to make it safer to pick the process inputs accordingly.
Very less literature has been recorded regarding the movement of tool electrode and workpiece table for obtaining optimal performance parameters while processing SMAs with EDM. The effect of the movement of tool electrode on the MRR, TWR, SR, etc. is an area of quite an interest and future study in the broad domain of EDM.
Fuzzy logic and tool-based simulation modeling applications could also be used to validate the models developed. In addition, FEM based concepts would also offer a clearer knowledge of the system engaged in the process. There is a huge want to use such methods to develop models for the method outcomes of interest as an answer which would be more precise and applicable to the established models.
Most of the experimental research attempted in EDM of SMAs has been observed to be based on the notion of single-objective optimization. Determining the process parameters in such a way that multiple responses can be optimized simultaneously, particularly while deciphering some practical industrial issues, becomes quite essential. It is also possible to use different multi-response optimization methods, that is, traditional approaches (grey relational theory, utility theory, etc.), non-traditional methods (genetic algorithm, ant bee colony, particle swarm optimization, etc.), and multi-attribute decision-making methods (analytical hierarchy process, weighted product technique, etc.). To select a more competent optimization technique, a relative study of the augmented outcomes from these methods can be fairly supportive for future researchers and scientists.
There is also a need to explore the economic elements while attempting EDM of SMAs, specifically in terms of the costs engaged in the manufacture of tools, and the lifespan of tools. Furthermore, providing some cost-effective procedures for tool manufacturing purposes would further improve the economic-aspects of the EDM method.
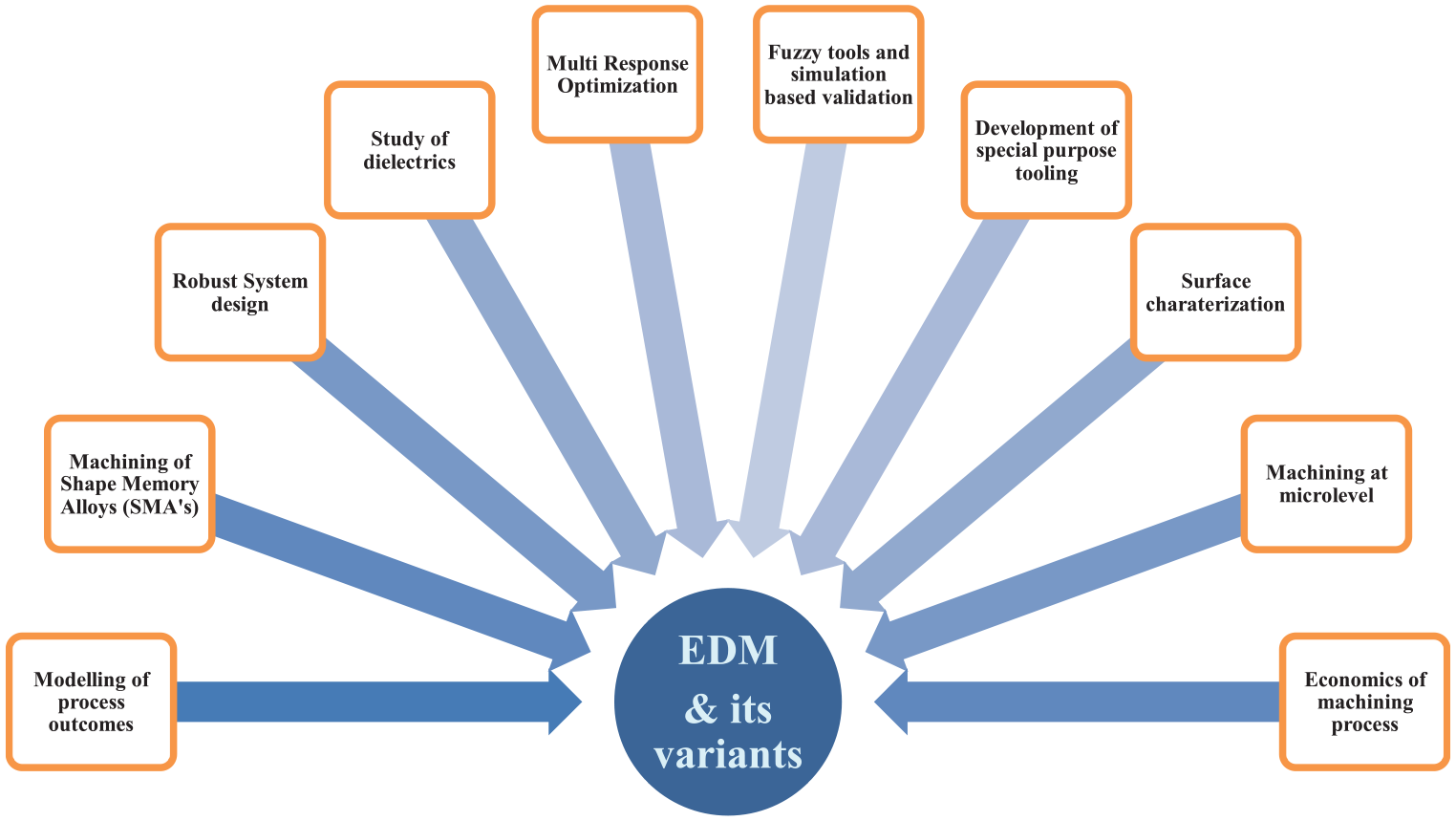
Potential areas for future research in EDM & its variants.
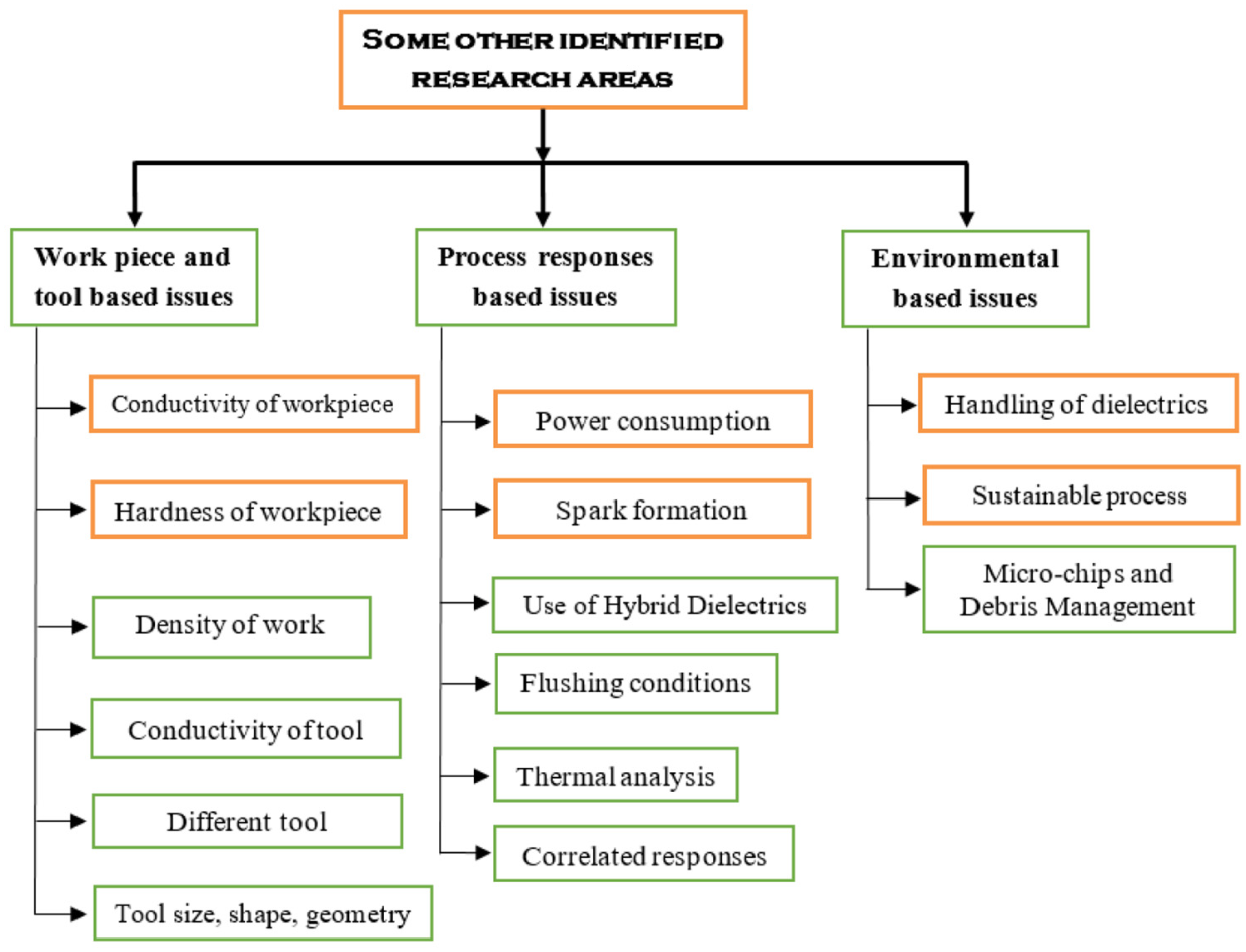
Some other research issues need to be taken care in prospect of workpiece, process responses & environment based in EDM & its variant processes.
Conclusions
Electric discharge machining is a thermal-based contemporary processing method which has been widely employed to effectively process the vast range of technically-advanced engineering materials. It has also been used competently to commercially process a broad variety of advanced materials including SMAs. This work targets the working tenet of EDM, material removal mechanism involved, and study of different experimental and modeling techniques, its application, and influence of various process factors on the umpteen process characteristics. The gaps revealed from the previous investigations and opportunities for future attempts in EDM of SMAs have also been deliberated. The following conclusions are drawn as:
EDM offers better concert in terms of rate of material amputation (MRR), rate of tool wear (TWR), surface roughness (SR), and healthier surface characterization as compared to the conventional machining methods.
Miniature holes and complex geometries are important machining characteristics of EDM whereas, with the help of conventional machining processes, the complex geometries and intricate shapes cannot be possible due to direct tool interaction with the workpiece which further leads to tool failure and causes into more loss of power.
SEM and XRD analysis of machined samples of SMAs in EDM reveal less number of cracks, uniform particle distribution as compare to work-samples machined and analyzed with conventional machining techniques.
The use of different electrodes for having optimized results is a trending area of research in EDM. Machining with the use of composite electrodes results in better consequences in terms of MRR, SR as compare to single element electrodes used in the EDM process.
SMAs are one of the types of advanced substances and they have numerous applications in the biomedical sector and commercial industries. Processing of these alloys with the EDM method results in enhanced outcomes in the rapport of MRR, SR, TWR, hardness, dimensional characteristics (dimensional deviation, overcut, circularity, taperness), etc. Machining of Cu and Fe-based SMAs is a new area of research in EDM. These SMAs have numerous applications in various industries and also be used in the medical sector.
Material exclusion in EDM occurs with the help of electric discharge when the tool electrode and workpiece are kept close to the minimal distance. The intensity of the electric spark relies on the conductivity of the electrodes and workpiece. It further stoops upon the type of electrode and workpiece material and their properties.
Cryogenic treatment of electrodes and workpiece is another area of interest in EDM. It results in better outcomes in terms of performance parameters while machined with the cryogenically treated electrodes as compare to the untreated ones. Microstructure analysis reveals quite an improvement while using the cryogenic treated electrode for machining of SMAs with EDM. Micrographs reflect very less creation of cavities, cracks, and craters on the surface of samples processed with cryogenically treated electrodes.
Dielectrics play an important role in the EDM process. Powder-mixed dielectrics are a new area of concern and it would provide a better machining environment in performing EDM of SMAs. Flushing pressure is important for obtaining optimizing results in terms of different performance characteristics.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.