
Abstract
In order to timely identify and mitigate the adverse effect of the random disturbance in the manufacturing system, a method of identifying and mitigating the random disturbance is proposed. In the method, the disturbance is structured into several categories, and each is subdivided into several events. The disturbance data detected by the hardware system are normalized to 10 scales for more accurate monitoring. An evaluation model is built and it has a bi-layer criteria system, which can evaluate every category disturbance and the whole system at the same time. The fuzzy analytic hierarchy process is utilized to calculate the criteria weights and evaluate the impacts of the disturbance. Time and cost used as constraints are combined into the adjustment solution. The BP neural network is used to generate adjustment solution for the disturbance, and then the resource and task scheduler are adjusted to mitigate the loss caused by the disturbance. Finally, the proposed method is illustrated by an example, and the validity of the method is verified.
Introduction
Disturbance in the manufacturing system
In the complex manufacturing system, there are various kinds of disturbances, such as order change, insufficient supply of raw materials, delay or shortage of goods, change in the production process, change of equipment status and quantity, and so on. These disturbances often result in the failure of the production plan. 1 Therefore, it is very important to study the disturbance and the real-time identifying and mitigating method.
Balasubram 2 defined random disturbance as a lack of accurate knowledge or prediction of a process. Zhu 3 deemed that the random disturbance is caused by inaccurate information, unknown information, inherent model, subjective judgment, and so on. Wu 4 deemed that the disturbance randomness rooted in manufacturing resources and the external environment. Liu et al. 5 divided disturbances into the task disturbance, production process disturbance, material resource disturbance, and production executive disturbance. The above-described method of random disturbance mainly includes probability distribution description, fuzzy mathematical description, interval description, and discrete value description. 6 On this basis, Bokrantz et al. 7 proposed 21 production disturbance factors.
Related research
In recent years, the identifying method of disturbance has been studied. Li et al. 8 studied the operating status identifying system of the digital production workshop. Chang et al. 9 established a workshop production process monitoring system and developed the related software and hardware. Liu et al. 10 constructed a production information monitoring model. Sun et al. 11 communicated programmable logic controller (PLC) with Ethernet to collect production site data and developed control software. Li et al. 12 designed a real-time monitoring system to monitor and respond quickly to the manufacturing workshop. The above systems mainly focus on the data collection and disturbance alarm of the manufacturing system.
For mitigating the adverse effect of the disturbance, some models or methods are introduced. Roy et al. 13 developed a knowledge model for managing disturbances in steel-making. Li and Shan 14 established a disturbance response model based on binary information for quantitatively evaluating solutions and realizing adjustment quickly. Leng et al. 15 proposed a contextual self-organizing method for disturbance recognition and response. Felea et al. 16 proposed a decision support model for production disturbance estimation in manufacturing systems, which can implement a dynamic evaluation of some disturbances. Abdelhamied et al. 17 introduced an agent-based method to automatically deal with different disturbances in flexible manufacturing systems. Abid et al. 18 proposed a method to model the sources of disturbance and its management in manufacturing systems. McLean et al. 19 proposed a decision-making system based on an artificial neural network, which can mitigate the manufacturing disturbance in reconfigurable systems.
Most of the above research assume that the factors causing the disturbance are known in advance, such as orders, equipment, other production resources, and so on. The developed system or proposed methods rely on precise task, environmental information, and mathematical model. Therefore, a method for real-time identification of random disturbances and generation of mitigation methods is proposed in this article.
In the proposed method, first the status information of the manufacturing system is monitored and the disturbance is identified timely. Second, the adverse effect of the disturbance is evaluated timely by the evaluation system based on the evaluation model and fuzzy analytic hierarchy process (FAHP). Third, for the disturbance that exceeds the threshold, the adjustment solutions will be generated automatically. The detailed steps are described in the following paragraphs.
Identification of disturbance
The random disturbances of the manufacturing system are structured into several categories, and each is used as evaluation criteria and described by

The normal value of detected items is in a database, and it is described as follows

where
The monitoring data detected and collected by the hardware monitoring system real-timely are normalized into values of 10 scales between 0 and 1. They are described as

where
Detected values will be matched with the data in the database, and the disturbance is generated if there is a difference, as shown in Figure 1.
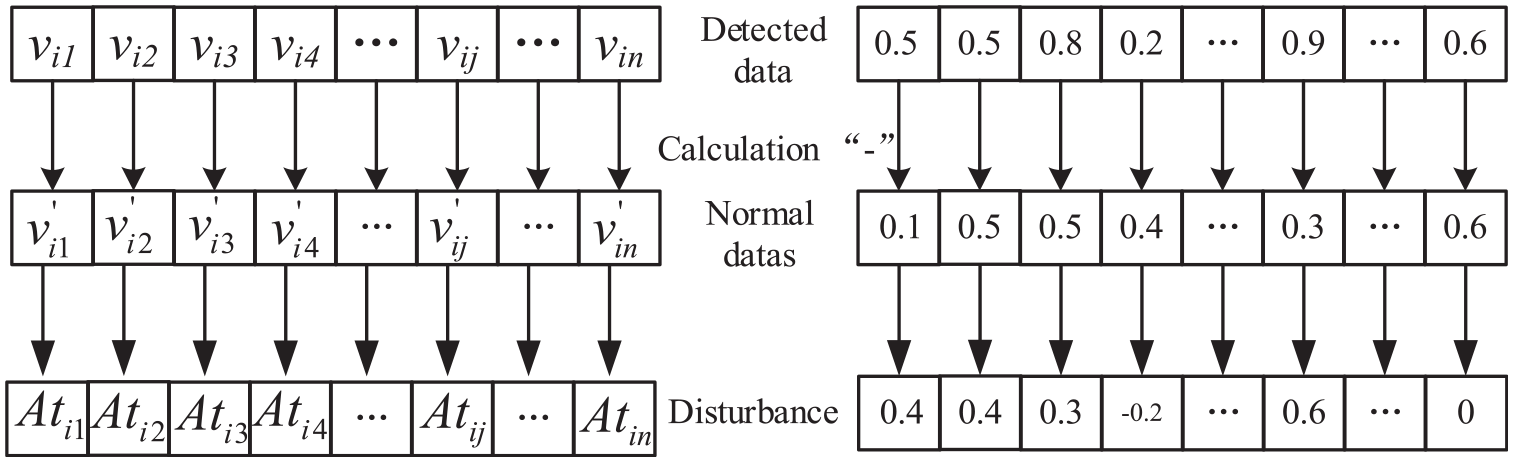
Identification of the disturbance.
Evaluation of the adverse effect
First, an evaluation model is constructed, and second the FAHP is utilized to calculate the weight of each criterion and its event. Third, the evaluation value of each criterion is obtained by multiplying and adding the events’ value and the events’ weight. Finally, the evaluation index of the manufacturing system is calculated by multiplying and adding the criteria’s values and its weight.
Evaluation model
An example of the evaluation model is shown in Figure 2. There are five criteria, such as planning task, material resource, manufacturing process, manufacturing resource, and personnel change.

Evaluation model.
In Figure 2, the criteria are described by a vector shown as follows

Each criterion includes several events, which are shown as follows





Calculation of the weight
The theory of fuzzy mathematics is applied to the analytic hierarchy process, so it can be used as a basis for evaluation and decision-making through quantitative analysis.
16
For the complementary fuzzy judgment matrix
Calculation of the evaluation value of each criterion
The evaluation value of each criterion is described by

where
Calculation of the evaluation index of the whole manufacturing system
The weight vector of criteria is expressed as

where

The smaller the value of
Generation of mitigation solution based on BP neural network
Adjustment method of the disturbance
When the disturbance emerges, one or more methods are selected as adjustment methods to mitigate the impact of disturbance. Different methods are developed according to the experience of experts. Some methods are presented in Table 1.
Adjustment methods for the disturbance.

Different disturbance has different adverse effects on the system, and has different mitigating methods. Some disturbance events and mitigation methods are shown in Table 2.
Disturbance events and adjustment methods.

Definition of mitigation solution
There is more than one method to mitigate a disturbance, and one method may have an effect on more than one disturbance. In order to select the appropriate solution for each disturbance, there are two constraints used to select a method, and they are time and cost. The time or cost of the same method may differ for different workshops. By adjusting time and cost, we have more flexibility in choosing methods. Therefore, time and cost are integrated with two alternative approaches to constitute a solution for one category of disturbance, which can be defined as

where
Generation of the mitigation solution
The disturbance is randomness and complexity, and it is difficult to establish a very accurate mathematical model. A neural network is a kind of intelligent methods and can implement the most nonlinear mapping after learning. According to the characteristics of the disturbance, a neural network–based approach is used to deal with the random disturbance. The mitigation method of the unacquainted disturbance is generated by the proposed method after training based on the data already existing in the database. The generated appropriate approach will be continuously added to the database. The steps of the algorithm are as follows:
Step 1: When the adverse effect of one category disturbance or the whole manufacturing system exceeds the threshold, the anti-disturbance system will operate automatically. The detected disturbance is matched first to the disturbance in the database, and if there is the same disturbance, the anti-disturbance system goes to step 2, otherwise, it goes to step 3.
Step 2: According to the disturbance, search the corresponding method from the method database. If it can execute automatically, it will be executed automatically. Otherwise, it goes to step 4 and submits the solutions to the operator.
Step 3: Based on the disturbance, the neural network is started to generate the new mitigation method, and the generated method is submitted to the operator and the system goes to step 4.
Step 4: The method is judged and modified by the operator, and executed according to the modified method to eliminate the effect of the disturbance, and the modified new method is stored in the database.
Step 5: Judge whether the effect of the disturbance is eliminated, if yes, the program ends, otherwise goes to step 2.
Application example
The example mentioned in section “Evaluation model” is used to illustrate the proposed methods. There are five categories disturbance described in section “Evaluation model,” and the evaluation model is presented in Figure 2. The monitoring data are acquired by the digital twin-driven manufacturing cyber-physical system. 20 So, we’ve got the disturbance data as shown from equations (14)–(18). Then, the weight of each category of disturbance and each event in the disturbance is calculated first. Second, the adverse effect value of each type of disturbance and all disturbances on the system are calculated. Third, it is determined whether the value of the adverse effect exceeds the threshold. Fourth, for the disturbance that exceeds the threshold, the mitigation method is solved. Finally, on the basis of the generated method, the adverse effect of the disturbance is eliminated automatically or manually. The detailed steps are outlined in the following paragraphs.
Disturbance identification
By comparing the variation of evaluation criteria with the normal data, the disturbance is identified as mentioned in section “Identification of disturbance.” In this case, the values of planned task events are changed and these are quantified by the operator to compare with the normal value, so the disturbance of the planned task is generated as shown in Table 3.
Disturbance and changes of the production task in a workshop.

The identified disturbance of the planned task is described with vector as follows

By the same way, the disturbances of other criteria are described with vector as follows




Calculation of the weight
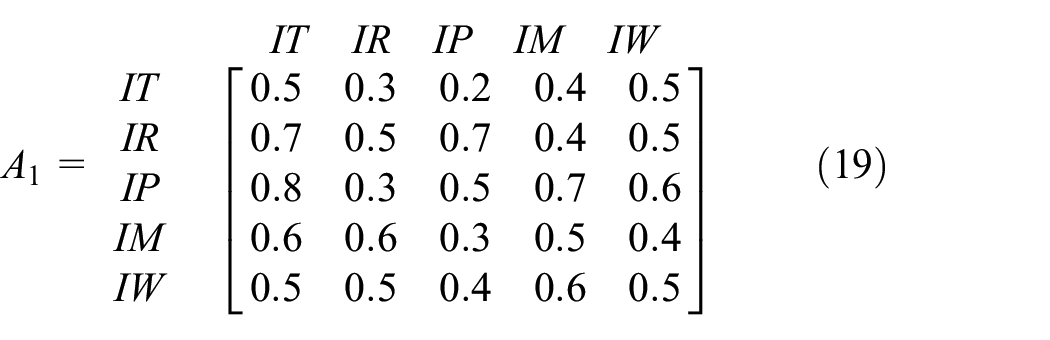
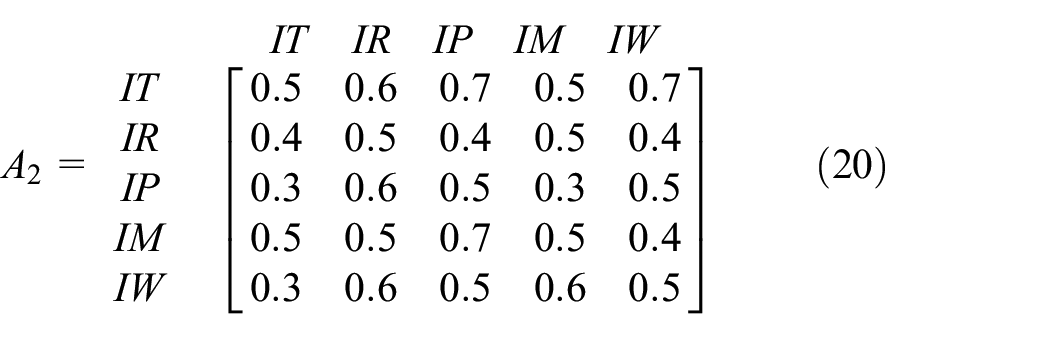
As mentioned in section “Calculation of the weight,” FAHP is used to calculate the weight of each criterion and its event. Two manufacturing experts are hired to construct the complementary fuzzy matrix. They have equal weight and each is 0.5. Therefore, two complementary fuzzy matrices are obtained as follows

The weight of each criterion is obtained using the NRA in the

By the same way, the weight of each event for every criterion is acquired and shown as follows





where
Calculation of evaluation index
The disturbance evaluation value of the plan task criterion can be calculated by

Similarly, we can calculate the evaluation value of other criteria. Therefore, the evaluation index vector is

The evaluation index vector

In order to more clearly describe the relationship between the disturbance, the status values of each disturbance are summarized in Table 4.
Weight and value of the disturbance.

Judgment of the adverse effect
The threshold is used to judge the adverse effect. If the values of the system index and single category disturbance exceed the threshold, this indicates that the system is seriously disturbed and needs to be adjusted. In this case, the system index threshold
Generation of the mitigation solution
Based on the adjustment solution defined in section “Definition of mitigation solution,” a three-layer BP neural network is used to generate the adjustment solution for the disturbance. In this case, the planned task disturbance should be adjusted. Some training samples are shown in Table 5.
Adjustment solution of the planned task disturbance.
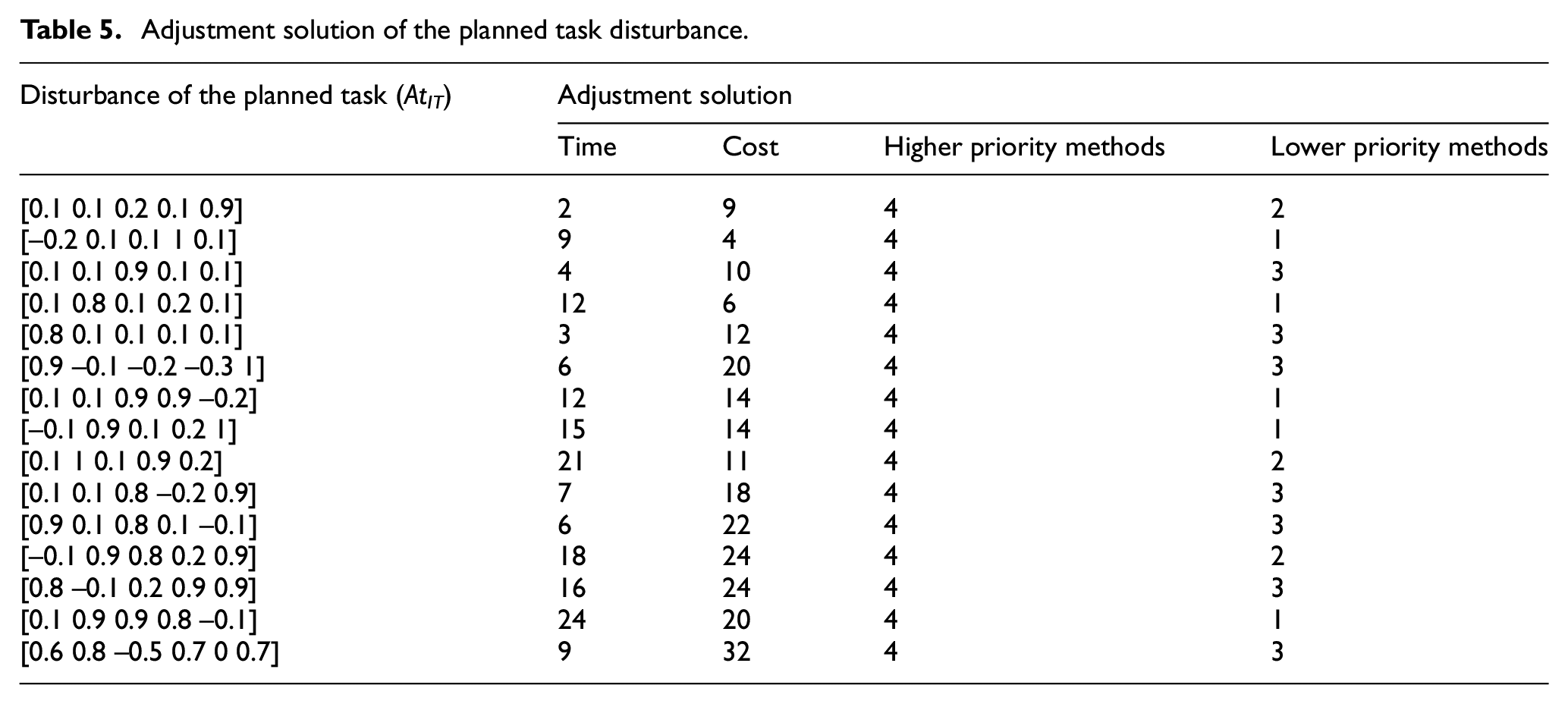
The planned task disturbance consists of five events. Therefore, the BP neural network input layer node number is five. The data range of the input vector is −1 to 1. The hidden layer node selects the S-type tangent function Tansig. The adjustment solution has four parameters. Therefore, the output layer consists of four nodes. The output layer node can select the S-type logarithmic function Logsig.
Because the BP neural network of a single hidden layer can approach an arbitrary continuous nonlinear function, so it is adopted. The number of nodes in the hidden layer directly affects the nonlinear predictive ability of the network, so more nodes are utilized here. The number of nodes in the hidden layer is set to 20, and the neural network module in MATLAB is used for analysis. The BP network structure to generate the adjustment solutions is constructed, as shown in Figure 3.

BP neural network structure.
In Table 5, the last disturbance is the same disturbance that we’re going to calculate. Therefore, the first 14 rows of data in Table 5 are selected as training samples, and the last row data are used as the verified data. The training variation curve of the neural network is given in Figure 4.

Training variation curve.
After the training, the disturbance data
Conclusion
In the article, a method for identifying real-timely disturbance and generating an adjustment solution is offered. The detected data are described by 10 scales to improve the detection accuracy. The evaluation model realized bi-layer monitor. It can not only monitor the adverse effect of a single category disturbance, but also monitor the health status of the whole system. Time and cost are combined into the adjustment solution, and this makes the choice of solution more rational and flexible. Depending on the proposed method, the disturbance can be disposed in advance, so as to make the healthy operation of the manufacturing system.
But, the implementation of the method requires a manufacturing cyber-physical system. Therefore, in the subsequent work, the hardware and software should be developed and the real-time data detected by the hardware should be processed to 10 scales. Current research to further work is underway.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Natural Science Foundation of Shandong Province (No. ZR2016EEM47), Higher Educational Science and Technology Program of Shandong Province (No. JB18B018), and Doctor Research Foundation of Linyi University (No. LYDX2015BS014).