
Abstract
Pushing coke is an important process in coke oven production. In the process of pushing coke, under the three-body contact state of steel, coke powder, and refractory brick, coke powder plays an important role in lubrication. In this article, a study on the macro- and micro-behavior and mechanism of coke powder lubrication is carried out through tribological tests. The results show that in the process of sliding friction, coke powder plays a role of lubrication through forming a powder layer and shearing occurred inside the powder layer. The load keeps at 5 MPa, under the lower velocity, the powder layer is thinner and delamination occurred in local position. While under the higher velocity, the coke powder can form a compact and complete powder layer and exhibit better lubrication characteristics. However, when the velocity increases to 0.52 m/s, the continuous powder layer is not formed, so the friction coefficient is higher, the frictional surface wears seriously and results in vibration to occur. The velocity keeps at 0.40 m/s, and the powder layer inclines to deteriorate under higher load. When the load increases to 20 MPa, a part of the powder layer is damaged, and severe wear occurs on the surface.
Introduction
Coke oven production is beneficial for the comprehensive utilization of coal, plays an important role within the metallurgical industry, and as such, occupies a pivotal position in the Chinese economy. The coke pushing rod is the core equipment of the coke oven production, it’s a box structure with the length of 27 m, width of 0.40 m, height of 5.65 m and weight of 40 tons, which mainly consists of a coke pushing head, rod, and slipper, and a three-dimensional model of the coke pushing rod is shown in Figure 1.
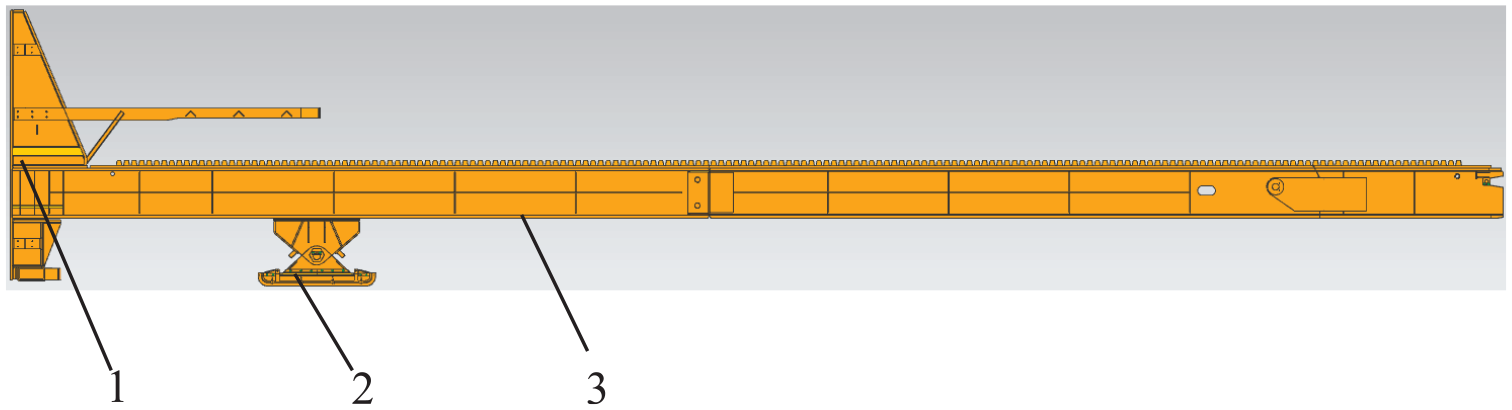
Three-dimensional model of coke pushing rod.
Figure 2 presents the three-dimensional model of coke pushing process. It can be seen that the coke pushing rod is driven by a gear, and the coke is pushed out from the carbonization chamber via a coke pushing head. During the coke pushing process, due to there is a gap between the coke pushing head and ground of the carbonization room (it is made of refractory bricks), resulting in a very small amount of coke not being pushed out from the carbonization chamber to form powder under pressure. After the slipper enter the carbonization room, friction is generated by the bottom of the slipper contacting with the ground of the carbonization chamber, while the coke powder plays a very important role in lubrication.

Three-dimensional model of coke pushing process.
As an effective and promising lubrication method, solid lubricants are widely used in many industrial fields, such as bearing, casting, and milling1–3. In addition, solid lubricants can strongly bond with a surface using proper adhesives, reducing the friction coefficient, and prolonging the service life. 4 The matrix form composites by adding solid lubricants, and the composites have good lubrication performance. 5
Many factors, such as the amount of properties of the solid lubricant can affect the characteristics of composite materials.6,7 Li et al. 8 studied the tribological performance of B4C-hBN composite ceramics with different contents of hBN (0, 5, 10, 20, and 30 wt%) against AISI 321 steel under distilled water condition, and the results show that as the hBN content increases, the steady-state coefficient of friction of the pairs of B4C-hBN/AISI 321 steel decreases significantly, and the coefficients of wear of both B4C-hBN pin and AISI 321 steel disk samples have a reducing trend. Shi et al. 9 prepared NiAl matrix self-lubricating composites with different solid lubricant additions (PbO, Ti3SiC2-MoS2, Ti3SiC2-WS2) by SPS. Due to MoS2 lubricated better at low temperatures, while Ti3SiC2 lubricated better at high temperatures. The Ti3SiC2-MoS2 binary lubricant presented the best synergetic lubricating effect.
Velocity and load affect the lubrication performance of solid lubricants.10,11 Wang et al.12,13 carried out the ring-on-flat experiments to analyze the effects of the sliding velocity and load on graphite powder lubrication characteristics. Graphite powder has good lubrication characteristics under higher velocity and lower load. Abdullah et al. 14 prepared a novel graphene-zinc oxide composite film, as a solid-state lubricant. The tribological performance was measured under ambient conditions using a ball-on-disk tribometer with contact pressures up to 1.02 GPa, the lubricant demonstrated substantial friction and wear reduction (ca. 90%) compared to non-lubrication.
However, in the pushing coke process, in the case of refractory bricks for grinding parts, the study on the friction characteristics of coke powder lubrication has not been found. In this article, under the contact state of steel, coke powder, and refractory brick, the friction characteristics of coke powder lubrication were studied through tribological tests. First, the microcrystalline structure of coke powder was studied by X-ray diffraction (XRD). Second, the effects of non-lubrication and coke powder lubrication on the friction interface were compared. In addition, the effects of the sliding velocity and load on the coke powder lubrication were studied. Meanwhile, the formation and damage mechanism of the powder layer were discussed, and the lubrication characteristics of the coke powder in a frictional interface were revealed.
Experiment
Tribological experiment
Tribological tests were performed experimentally using a ball-on-disk high-temperature tribometer. The upper sample was a ball with a diameter of 6 mm and the material is ordinary carbon structural steel with grade Band surface roughness Ra of 0.68 μm. The lower sample with a dimension of 19 mm × 19 mm × 7 mm was made of refractory brick with hardness 6.5 HM and a surface roughness Ra of 13.26 μm. The coke powder used in the tests was 50 μm, and the amount of coke powder is 2 g in each experiment, and the test schematic is shown in Figure 3.
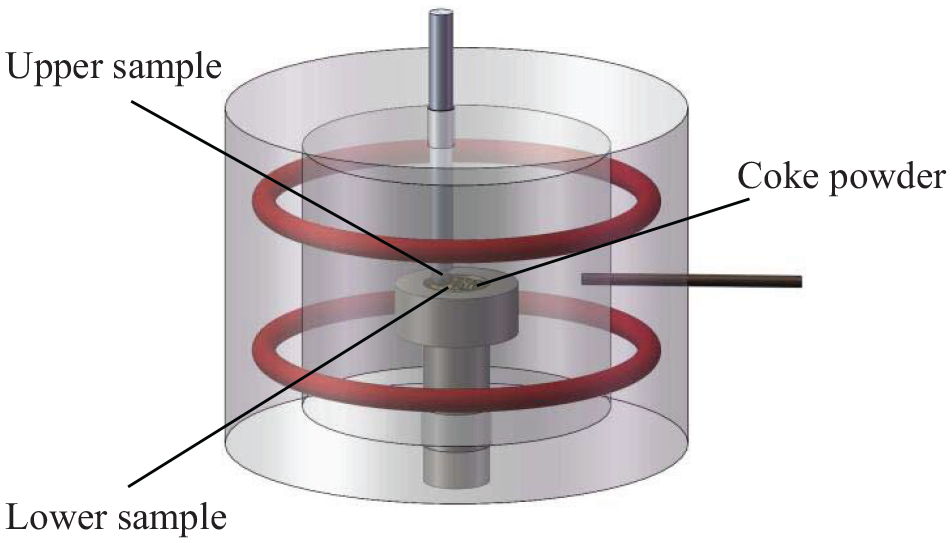
Test schematic.
The sliding velocity of the lower sample reached to 0.15, 0.30, 0.40, and 0.52 m/s, respectively. Meanwhile, the load was applied along the vertical axis of the upper sample, and the value reached to 5, 10, 15, and 20 MPa, respectively, the test temperature was 20°C and the test time is 150 s.
Characterization
XRD analyses were performed using Cu-Kα radiation, generated at 40 kV and 100 mA. Scans were performed at a rate of 1.0°min−1 for 2θ values between 10° and 90°.
The surface topography of the samples was characterized by scanning electron microscopy (SEM) coupled with energy-dispersive X-ray spectrometry (EDS).
Results and discussion
Tribology characteristics of coke powder lubrication
Microcrystalline structure of coke powder
Coking coal contains a large amount of organic matter and a small amount of inorganic mineral. Organic matter is a high molecular polymer formed by the aromatic nucleus. The basic structural unit is a polymerized aromatic nucleus with side chains around it. During the high-temperature pyrolysis process, the aromatic nuclear condensation and thickening cyclization, and the side chains falling off and decomposing in succession, form the microcrystalline structure of the coke.15,16
The XRD pattern of coke powder is shown in Figure 4. There are two sharp intensity bands in the XRD pattern of coke powder, corresponding to the crystal surface index (002) and (100) respectively. (002) diffraction peak indicates the degree of parallel and azimuth orientation of aromatic layers, the higher the intensity, the smaller the width, and the better the degree of orientation of the layer. (100) diffraction peak represents the aromatic size, the higher the intensity, the smaller the width, the larger the size of the layer, and the higher the degree of condensation of the aromatic nucleus.

XRD pattern of coke powder.
(002) and (100) diffraction peaks at 2θ = 26.34° and 43.15°. The crystalline parameters (d002, Lc) and graphitization degree parameter (g) are calculated using the Bragg equation, 17 Scherrer equation, and Mering–Maire equation, respectively. 18 The microcrystalline structure parameters of the coke powder are shown in Table 1



where d002 is the interlayer spacing, λ is the X-ray wavelength (0.14506 nm), Lc is the average crystalline thickness, β is the full width at half the maximum intensity of the (002) diffraction peak, and 2θ is the peak position.
Microcrystalline structure parameters of coke powder.
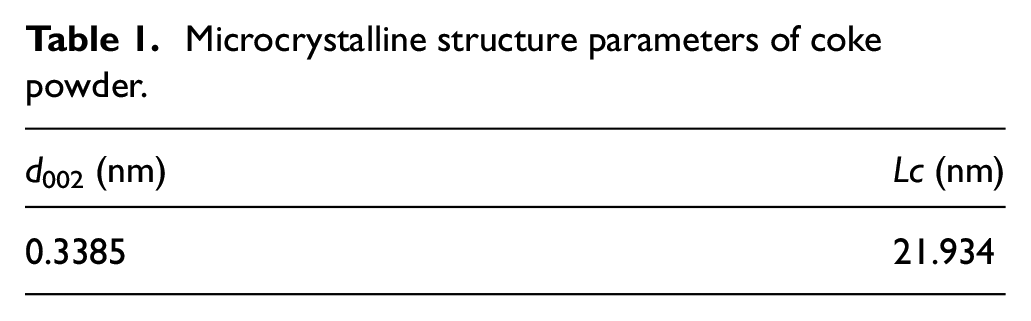
The crystalline parameters of the coke powder indicate that during the process of coking coal pyrolysis to form the microcrystalline structure of coke, the interlayer spacing d002 decreases and the microcrystalline size Lc increases continuously. The aromatic layer structure of carbon atoms of coke powder tends to the aromatic lamellar structure of graphite carbon atoms, and the carbon atoms transform from the random layer structure to the ordered structure of graphite crystal, 19 that is, the microcrystalline structure of the coke powder is graphitization, and the graphitization degree is 64.05%.
Tribology characteristics of non-lubrication and coke powder lubrication
Test conditions: the load is 5 MPa, and the velocity is 0.40 m/s, non-lubrication, and coke powder lubrication, and the duration time is 60 s.
Figure 5 shows the friction coefficients of non-lubrication and coke powder lubrication. It can be observed that the friction coefficient of non-lubrication is 0.79, which is obviously higher than that of coke powder lubrication. Due to coke powder lubrication, the friction occurs inside the powder layer with low shearing, 20 so the friction coefficient is lower, however, during the non-lubrication test, the upper and lower samples surface contact and rub against each other, so friction coefficient is higher, due to the higher friction coefficient, vibration occurs in the upper sample continuously. At 60 s, serious vibration occurs in the upper sample and the test stops.

Friction coefficients of non-lubrication and coke powder lubrication.
Figure 6(a) shows the SEM micrograph of the frictional surface of non-lubrication. It can be seen that due to no lubrication, the upper and lower samples surface contact and rub against each other, resulting in a large number of deep and long grooves. Meanwhile, plastic deformation occurs in some position, some large particles of abrasive debris enter the matrix and form bulges, and a large number of debris adhere to the friction surface. So, serious wear occurs on the frictional surface. Figure 6(b) shows the SEM micrograph of the frictional surface of coke powder lubrication. Due to the refractory brick that is hard and brittle, during the sliding friction, some abrasive debris are generated. There are scratches that appear on the frictional surface due to the effect of the abrasive hard particles, 21 while some abrasive particles adhere to the frictional surface. The above analysis indicates that coke powder plays a very important role in lubrication.

SEM micrographs of frictional surface: (a) non-lubrication and (b) coke powder lubrication.
Effect of sliding velocity on friction coefficient and powder layer
Friction coefficient
During the test, when the velocity increases to 0.52 m/s, due to the higher velocity, a large number of the powder is thrown out of the friction interface, and vibration occurs in the upper sample continuously. At 150 s, serious vibration occurs in the upper sample and the test stops.
Figure 7 shows the friction coefficient under different sliding velocities. It can be seen that the load keeps at 5 MPa, the friction coefficient is lower with the increasing sliding velocities, while the friction coefficient increases suddenly when the sliding velocity increases to 0.52 m/s. The main reason for this phenomenon is that the powder layer is easier to form when the sliding velocity is higher, so that the friction occurs inside the powder layer with low shearing, so the friction coefficient is lower. Too high sliding velocity causes a large amount of coke powder to be thrown out of the friction interface, not prone to form the powder layer, so the friction coefficient is highest, and resulting in the vibration to occur.

The effects of sliding velocities on the friction coefficient.
Microstructure and elemental proportion of powder layer
Figure 8 shows the SEM micrographs of the powder layer surface under different velocities. Table 2 lists the weight percentages of the three main elements, C, Fe, and Si on the powder layer surface. As shown in Figure 8(a)–(c) and Table 2, a layer of powder is formed on the friction surface.

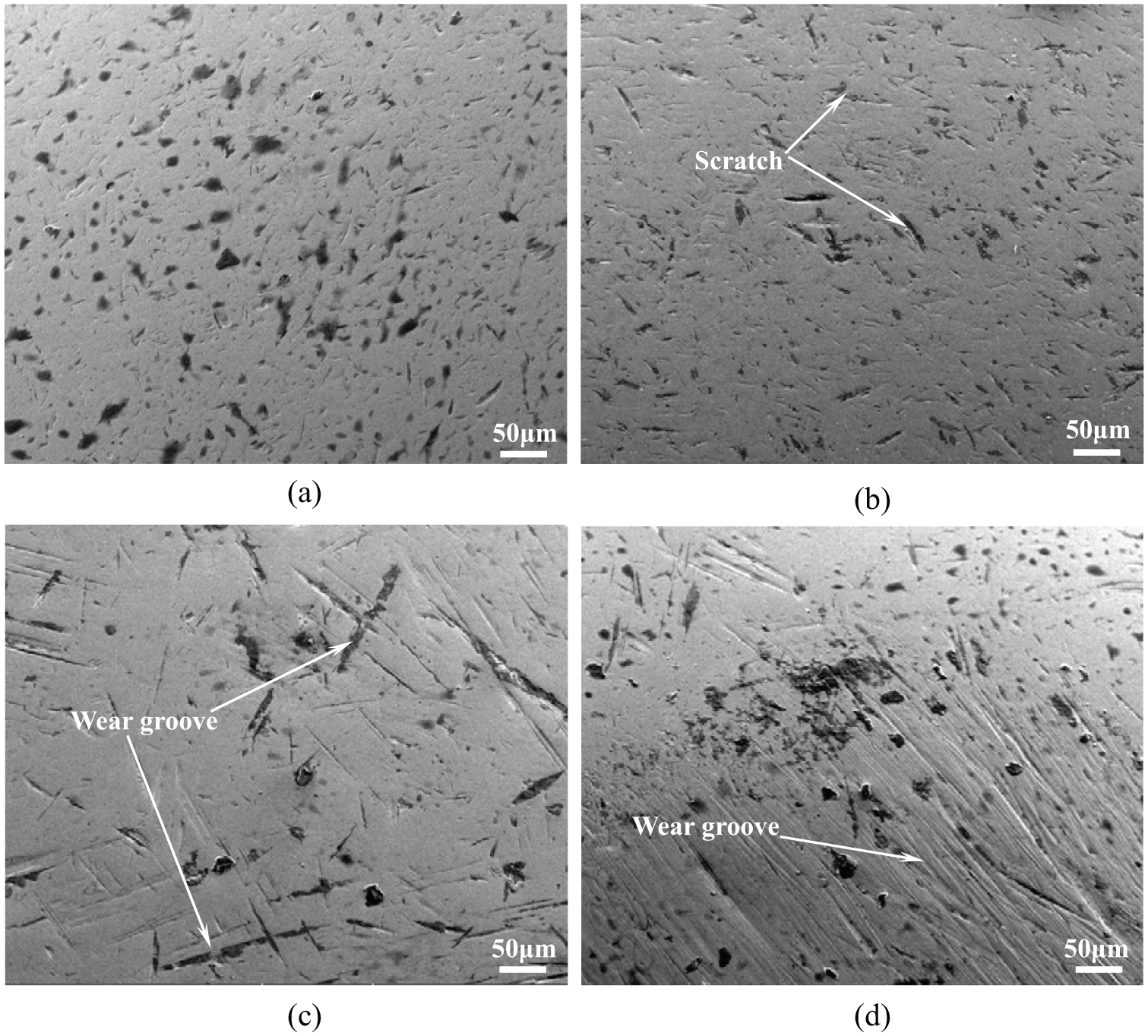
SEM micrographs of powder layer surface under different sliding velocities: (a) 0.15 m/s, (b) 0.30 m/s, (c) 0.40 m/s, and (d) 0.52 m/s.
EDS results (wt%) on the surface of the powder layer under different velocities.
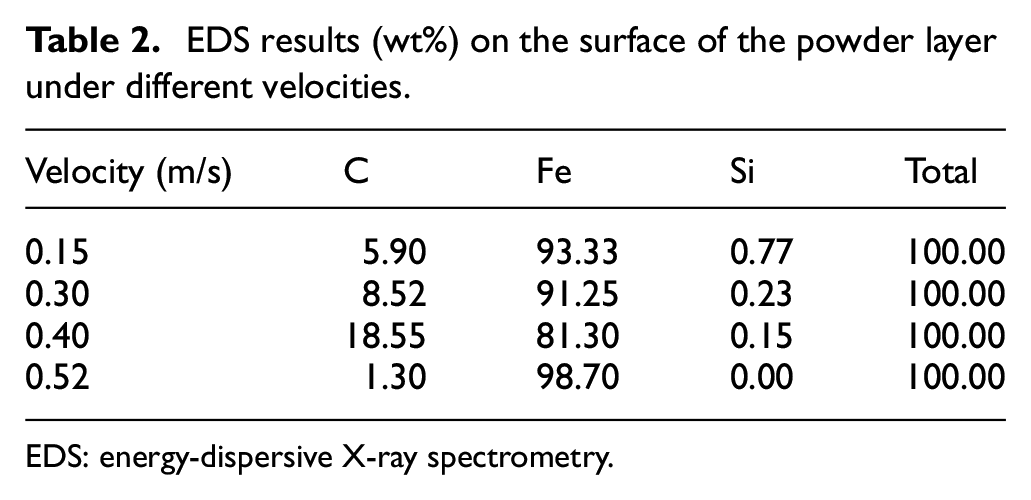
EDS: energy-dispersive X-ray spectrometry.
As shown in Figure 8(a) and Table 2, the weight proportion of the C element is 5.90% on the powder layer surface. Due to the lower velocity, the powder layer is very thin, the coke powder lubrication is limited, the interfacial shearing mainly occurs between the powder particles and the friction surfaces or inside the powder layer, so the friction coefficient is higher. Besides, effect of abrasive hard particles results in more scratches appeared on the powder layer surface, and some large abrasives enter the matrix, forming bulges. 22
As shown in Figure 8(b) and Table 2, the weight proportion of the C element is 7.52% on the powder layer surface, forming a thinner powder layer. The lubrication of coke powder is limited, although the interfacial shearing still occurs mainly between the powder particles and the friction surfaces or inside the powder layer, however, the friction coefficient begins to decrease with the increase of the velocity. The effect of abrasive hard particles results in the scratches that appeared on the powder layer surface. Meanwhile, delamination occurs in the powder layer. The mechanism for this phenomenon is that shearing occurs inside the powder layer and delaminates the powder layer into several sub-layers, which can be carried by the rotating lower sample or remain on the upper sample separately. It can be concluded that the powder layer is thinner and is prone to delamination due to adhesion with the upper sample surface weakening.
As shown in Figure 8(c) and Table 2, the weight proportion of the C element is 18.55% on the powder layer surface, forming a compact and complete powder layer. Interfacial shearing mainly occurs inside the powder layer, so the friction coefficient is low. The shearing of the powder layer makes the powder particles aggregation, forming slight spot aggregation.
From Figure 8(d), it can be observed that no continuous powder layer forms and there are deeper grooves appeared on the friction surface. Too high velocity causes a large amount of the coke powder to be thrown out of the friction interface, the upper and lower sample surfaces direct contact, so the friction coefficient is highest and frictional surface wears seriously.
The above analysis indicates that the powder layer is more likely to form under the higher velocity, so that interfacial friction occurs inside the powder layer, decreasing friction coefficient, and improving friction characteristics of the surface. The powder layer is not easy to form under too high velocity, resulting in higher friction coefficient and serious frictional surface wear.
Effect of load on friction coefficient and powder layer
Friction coefficient
Figure 9 shows when the sliding velocity keeps at 0.40 m/s, the friction coefficient under different load increases. It can be seen that the friction coefficient increases with the increasing load. The main reason for this phenomenon is that under a certain amount of powder, the higher load is not easy to form the powder layer, the lubrication performance of the coke powder is limited, 23 resulting in the increase of the friction coefficient.

The effects of load on friction coefficient.
Microstructure and elemental proportion of powder layer
Figure 10 shows the SEM micrographs of the powder layer surface under different loads. Table 3 lists the weight percentages of the three main elements C, Fe, and Si on the surface of the powder layer.
SEM micrographs of powder layer surface under different loads: (a) 5 MPa, (b) 10 MPa, (c) 15 MPa, and (d) 20 MPa.
EDS results (wt%) on the surface of the powder layer under different loads.

EDS: energy-dispersive X-ray spectrometry.
As shown in Figure 10(a) and Table 3, the weight proportion of C element is 18.55% on the powder layer surface, forming a compact and complete powder layer. Interfacial shearing mainly occurs inside the powder layer, so the friction coefficient is low.
As shown in Figure 10(b) and Table 3, the weight proportion of the C element on the powder layer surface is 10.89%, forming a thin powder layer. There are more scratches on the powder layer surface due to the effect of abrasive hard particles. Interfacial shearing still mainly occurs inside the powder layer; the powder layer is thin, and so the coke powder lubrication is limited, and the friction coefficient is high.
As shown in Figure 10(c) and Table 3, the weight proportion of the C element on the powder layer surface is 4.52%, forming a thinner powder layer. Due to the thinner powder layer, the interfacial shearing mainly occurs between the powder particles and the friction surfaces or inside the powder layer, so the friction coefficient is higher. Meanwhile, there are deeper wear grooves on the powder layer surface. It is indicated that the higher load is not conducive to the formation of the powder layer, coke powder lubrication limited, so the friction coefficient is higher.
As shown in Figure 10(d) and Table 3, Due to too high load, a part of powder layer is damaged, direct contact of the upper and lower sample surfaces leads to more wear grooves on the surface along the direction of movement, severe wear occurs on the surface. Moreover, the content of the C element on another part of the powder layer surface is only 1.15%, indicating that the powder layer is very thin. The coke powder lubrication is limited; the interfacial shearing occurs mainly between the powder particles and the friction surfaces. Due to the reason above, the friction coefficient is highest.
The above analysis shows that a certain amount of powder, the higher the load is not easy to form a layer of powder, while too high load is very easy to damage the powder layer and result in the frictional surface wear.
Conclusion
This article aims to study the effects of velocity and load on the friction characteristics in coke powder lubrication under the contact state of steel, coke powder, and refractory brick. Some conclusions are as follows:
The graphitization degree of coke powder is 64.05%; furthermore, the coke powder has a certain lubrication characteristic.
The load keeps at 5 MPa; the velocity is 0.15, 0.30, and 0.40 m/s, respectively, under higher velocity; the coke powder forms better powder layer and exhibits better lubrication characteristics. When the velocity increases to 0.52 m/s, the continuous powder layer is not formed, so the friction coefficient is higher, the frictional surface wears seriously and results in vibration to occur.
The velocity keeps at 0.40 m/s; the load is 5, 10, and 15 MPa, respectively; and powder layer inclines to deteriorate under higher load. When the load increases to 20 MPa, a part of the powder layer is damaged, and severe wear occurs on the surface.
When the load is 5 MPa and the velocity is 0.40 m/s, the coke powder exhibits the best lubrication performance, and the friction coefficient of the interface is the lowest.
Footnotes
Handling Editor: Michal Kuciej
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by Science and Technology Innovation Project of Colleges and Universities in Shanxi Province, China (No. 2020L0608) and Natural Science Foundation of Shanxi Province, China (No. 201901D111300).