
Abstract
Micro-textured cutting tools were widely reported due to the improved cutting performance, for example, the reduction of cutting forces. However, the cutting performance is significantly dependent on the parameters of the micro-textures. In this work, some polycrystalline cubic boron nitride tools with designed circular micro-textures were designed and manufactured by laser processing technology, and used to machine powder metallurgy materials. The effect of micro-texture parameters (diameter, depth and density) on the cutting forces (FX, FY, FZ and Fr) was studied by an orthogonal test, the effect of cutting velocity on the cutting force was also studied. The results have shown that the pit diameter and depth have more significant effect on the cutting forces than the cutting velocity and pit density. As compared with the non-textured tools, the textured tools can effectively reduce the cutting forces and the optimal cutting forces were achieved at parameters as 230 μm for diameter, 90 μm for depth, 20% for density and 110 m/min for cutting velocity. The present findings are of significance for the design of polycrystalline cubic boron nitride cutting tools and the processing of powder metallurgy materials.
Keywords
Introduction
The reducing of cutting forces can improve the tool life and the quality of the surface finish, where non-smooth surface topography was widely created on the rake faces of cutting tools, to reduce the cutting forces by reducing the contact area and friction coefficient of the tool–chip interface.1–4 The creation of micro-textures on the rack face of cutting tool has been a typical non-smooth surface topography, which has been widely studied for the reducing of cutting forces and friction coefficient.5–8 The effect of micro-textures on the improvement of cutting performance is significantly dependent on the design parameters for the micro-textures.9–11
Vasumathy and Meena 12 studied the effect of texture direction on the chip flows in some micro-texture tungsten carbide/cobalt (WC/Co)-cemented carbide tools. It was found that the micro-texture tools can reduce the friction of tool–chip interface, and cutting forces, where the micro-texture direction played an important role. Sugihara and Enomoto 13 developed dimple-shaped textures with varying dimensions and arrays on the rake faces, and studied the corresponding wear resistance and cutting forces. The results have shown that the micro-dimples on the rake faces of cutting tools can also reduce the cutting forces, even under dry cutting conditions. The effect of micro-textures on the cutting of aluminium has also been investigated to optimize the combination of design parameters. 14 As compared with non-textured tools, the findings have shown that the micro-textured tool can effectively reduce the contact area and cutting forces, where the diameter plays a key role. Lian et al. 15 studied the cutting forces and friction coefficient of micro-textured tools under different cutting speeds, during the cutting of AISI 1045 medium carbon steels. It was shown that the cutting process of micro-textured cutting tool was more stable than that of conventional non-textured tools, and different micro-textures were suitable for different ranges of cutting speeds. Therefore, the cutting performance, especially the cutting forces, is significantly dependent on different micro-textures.
Powder metallurgy (PM) materials have excellent physical and mechanical properties.16–18 Because of the good corrosion resistance and wear resistance, high material utilization and small machining allowance, they are widely used for manufacturing automobile structural parts, such as synchronizer gears, valve seat and power steering pressure plates.19–21 Polycrystalline cubic boron nitride (PCBN) tools are widely used in the machining of hard materials, including PM materials,22,23 due to their high-strength, high-hardness, good chemical stability and excellent high-temperature resistance.24,25 However, the porosity and hard particles making the processing of PM materials become more complicated.26,27 The hard particles can accelerate the wear of the cutting edge, 28 and the porosity can cause repeated impacts during the cutting process, reducing the tool life.16,26 The decrease of cutting forces can delay the tool wear and reduce repeated impact in the cutting process. The PCBN tools with micro-textures can reduce the cutting forces during the process of cutting steels,29,30 however, it is still very challenging to obtain optimized micro-textured parameters.13,31 Although the creation of micro-textures is a promising technology to improve the performance of cutting tools, the experimental observations on the effectiveness of texture parameters and patterns still play a significant role in optimizing the micro-textures.1,13 Up to date, many studies have investigated the micro-textured cemented carbide tools and high-carbon-steel tools,11,31 the studies on micro-textured PCBN tools have rarely been reported. In this work, micro-textures were created on PCBN tools to machine PM materials and to find reasonable micro-texture parameters to optimize the cutting performance. A four-factor four-level orthogonal test was conducted. The four factors were cutting velocity, pit diameter, pit depth and pit density, respectively, and the cutting force was the test index.
Preparation of surface micro-texture tools
The equilateral triangle pieces of PCBN tools (BN100; Sumitomo Electric Industries, Ltd., Japan), with a side length of 10 mm were cut from a 4-mm thick sheet. The geometry of the tool and tool holder are shown in Figure 1. The tools with no chip breaker on the rake face were selected to fabricate textures on its rake face.
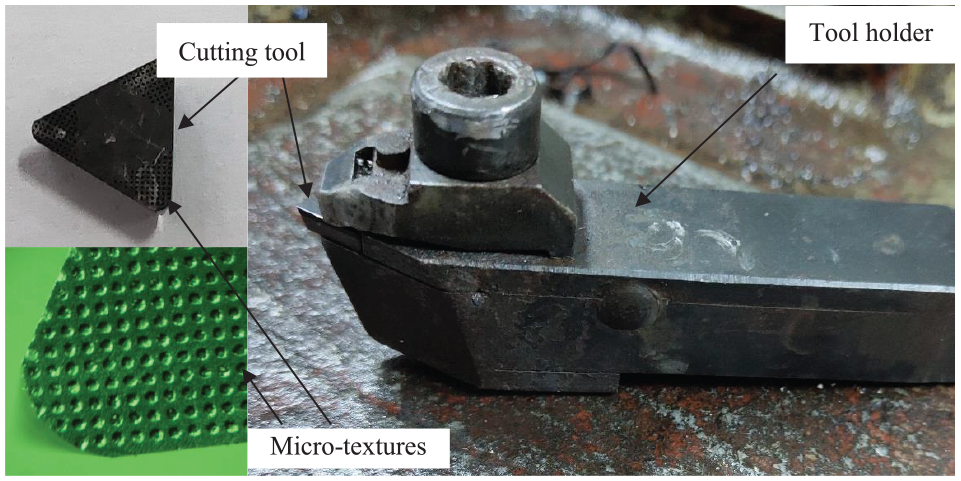
The cutting tool and the tool holder used for experiments.
It is known that the direction of micro-texture has significant effect on the reduction of friction and cutting force,5,7 and the ‘closed shape’ structures, such as circular pit, can reduce the cutting force more effectively, especially under a severe lubrication environmental. 13 Circular pit was therefore selected as unit cell of the micro-textures. For circular micro-texture, the distribution and position of circular micro-textures on rake faces can be determined by the two parameters: diameter and density. The depth represents the distribution of texture in space, which can affect the cutting performance significantly. Therefore, it was also selected as one parameter for optimization. The details of texture geometry and its distribution are given in Figure 2. The variation of three texture parameters: diameter, depth and density, is shown in Table 1. The density is defined as the ratio of the pits area to the pits distribution area. Although some studies have studied the effect of pitch on the cutting performance, 14 in this work, dimple density was selected due to that it can reflect the distribution of textures more directly. On the contrary, due to the brittleness of the PCBN tools, the maximum dimple density was selected as 25%. Additionally, pitch is also a significant texture parameter of pits, which is defined as the distance between the centres of two adjacent circles. The pitch can be determined by density and diameter according to the equation (Figure 3)

where L is pitch, D is diameter and W the density.

The measurement interface of the VK analysis software for the 03 group of cutting tools.
Levels of the three texture parameters.


The calculation of density.
The micro-textures on the rake surface of cutting tools were fabricated by laser ablation processes on a fibre laser marking machine (HAN’S LASER YLP-F10, China). A high energy density laser beam was produced, which can rapidly melt and gasify the irradiated area (the rake face of the PCBN tool). The laser has an output power from 0 to 10 W, a wavelength of 1.06 μm and a pulse frequency from 20 to 100 kHz. The laser processing parameters were 100 kHz for pulse frequency and 5 m/s for marking speed. The output power and the number of marking were 3, 4, 5, 6 W, and 1, 2, 3, 3 times for 20, 50, 90, 120 μm depth of pits, respectively. Based on the fact that there were few studies on micro-textured PCBN tools, orthogonal test method was used to optimize the texture parameters, which has also been used in similar studies extensively. 14 The texture parameters of the experimental design, according to orthogonal test method, are shown in Table 2.
The parameters of the orthogonal test.

During the laser ablation process, some removals may be accumulated around the micro-texture pits, and formed irregular circular craters, resulting in negative influences on three-dimensional measurement of the micro-textures. Before measuring, the rake faces of PCBN tools were grinded by sandpapers with 1200 mesh, and cleaned by an ultrasonic cleaner for 20 min. The three-dimensional shape of the textures was measured by a KEYENCE VK-X120 Laser Microscope 3D&Profile Measurement. Figure 2 shows the measurement interface of the VK Analysis Software for 03 group of tools. It can be seen that the pit diameter was 181.5 μm, the pit depth was 113.8 μm and the pit pitch was 361.0 μm. The measured results are highly in line with the designed parameters as shown in Table 2.
The main cutting edges of the PCBN tools were grinded to ensure that the distances between the texture zone and main cutting edge were 100 ± 2 µm, obtaining required geometric angles, which are given in Table 3. The main cutting edges were ground by an FC-200D polycrystalline diamond-boron nitride tool.
Geometric parameters of the PCBN tools.

Cutting tests
The turning test was carried out on a CA6140 lathe, using micro-textured PCBN tool to cut PM valve seats. It has ring-like geometry with 34 mm for the inner diameter, 35.7 mm for outer diameter and 8.45 mm for length. The PM valve seats were held by a specially designed fixture on the chuck of the CA6140 lathe. The CA6140 lathe was equipped with OMRON SYSDRIVE RX series 3G3RX-A4075 advanced variable-frequency drive and Kistler three-component force measuring system. The speed of the CA6140 lathe was changed in continuously variable transmission, and the cutting force was measured on-line. The experimental setup is shown in Figure 4. The cutting conditions were 0.1 mm/r for feed rate, 0.3 mm for depth of cutting and 0.6 MPa for coolant supply. The experiments were conducted according to the parameters in Table 2, and the cutting forces of specimen 11, measured by a 9257B Kistler, are given in Figure 5.

The experimental setup for orthogonal cutting.

The measurement of cutting forces of specimen 11.
Results and discussion
The effect of texture parameters on the cutting forces
During the cutting process, the generation of cutting heat and roughness are significantly dependent on cutting forces. Therefore, the decrease of cutting forces is important to reduce the cutting heat, cutting temperature and tool wear, and to improve the processed surface quality of workpiece. In this work, cutting forces were measured based on the experiments of 16 types of tool specimens. The effect of four factors on three cutting force components was examined by a direct-viewing analysis method. The analysed results are shown in Table 4.
The analysed results of cutting forces.

FX: feed resistance force; FY: depth resistance force; FZ: main cutting force.
Based on the values,
The variation tendency between the factor levels and indicator can be seen from Figure 6. The slope of the trend line of FZ was smaller than that of FX and FY. Therefore, with the changing of factor levels, FZ changes slower than FX and FY. In other words, FZ.is not sensitive to the change of micro-texture parameters. In Figure 6(a), the Fr, FZ and FY decreased slowly first, then increased sharply with the increasing of cutting velocity. When the cutting velocity was larger than 110 m/min, Fr, FY and FZ increased quickly. The minimum values of FX and Fr were obtained at a cutting velocity of 110 m/min, while the minimum values of FY and FZ were observed at a cutting velocity of 90 m/min.
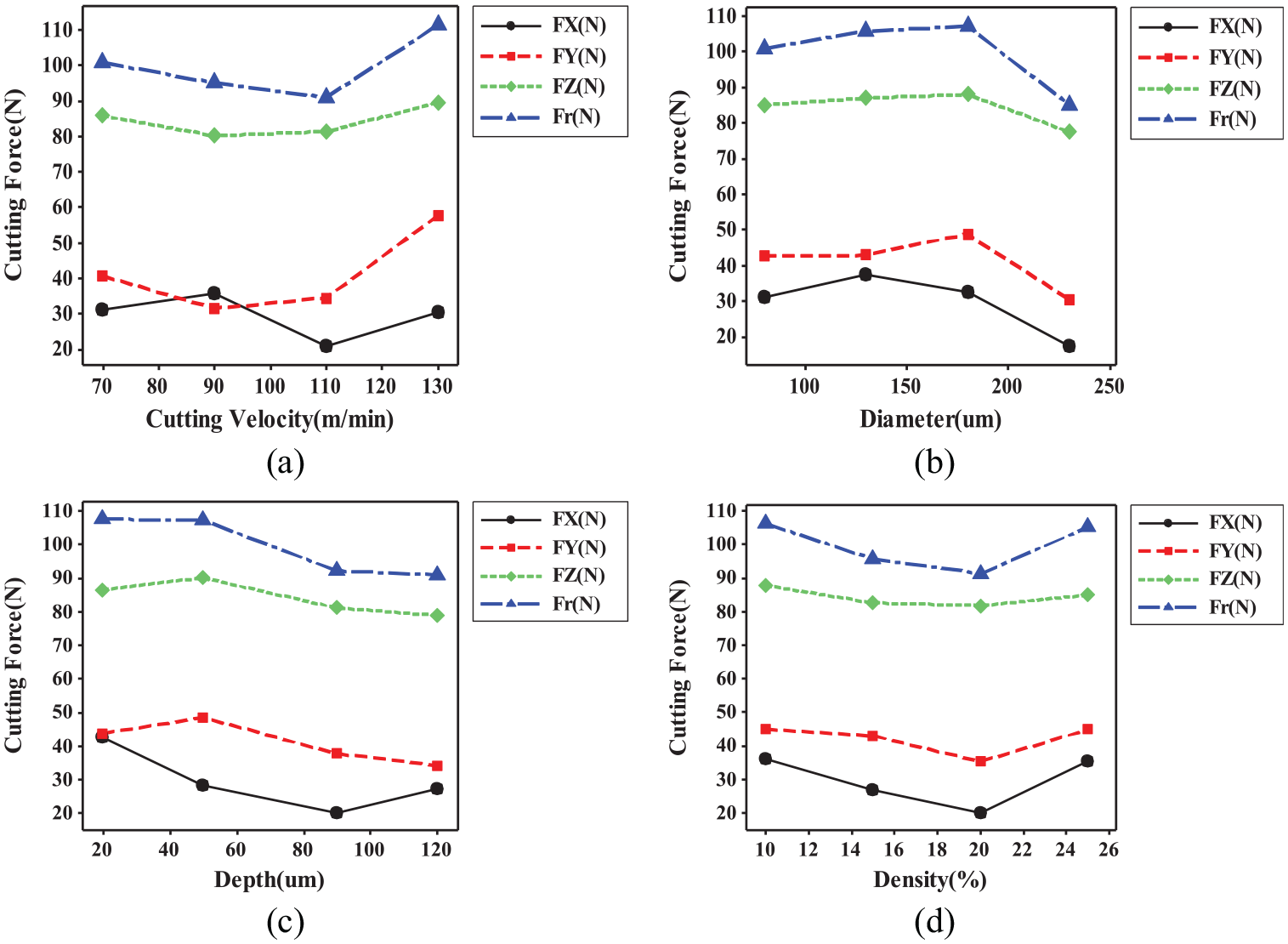
The effect of four parameters on the variation of cutting forces components.
In Figure 6(b), the cutting forces changed smoothly at the beginning, and then decreased sharply with the increasing of pit diameter. The minimum values of Fr and FX, FY, FZ were obtained at a pit diameter of 230 μm. This may be due to that the size of pit diameter can directly affect the tool–chip contact area and the storage capacity of micro-texture pit, which can hold the cutting fluid.13,14 A larger pit can store more cutting fluid, and more likely to form lubrication films. The lubrication film can reduce the direct contact of the metal at the tool–chip interface, thereby reducing the cutting force.2,12,33,34 In Figure 6(c), the Fr, FZ and FY increased first and then decreased with the increasing of pit depth. The minimum values of Fr, FZ and FY were obtained at a pit depth of 120 μm. However, the FX decreased first and then increased with the increasing of the pit depth. The minimum value of FX was observed at a pit depth of 90 μm. If the depth of the pit was too small, it is not conducive to gather cutting fluid and form lubrication film. However, when the depth of pit was too large, the rake face will be destroyed, 14 resulting in the increases of possibility for stress concentration. Therefore, an appropriate pit depth can explore the full potential of the advantages of micro-textured tools. In Figure 6(d), the cutting forces decrease first and then increase with the increasing of pit density. Minimum cutting force values were obtained at a pit density of 20%. This indicates that a reasonable pit density can have great influence on the cutting forces. If the pit density is too large, although the contact area of the tool–chip interface friction pair becomes small, the strength of the tool surface will be weakened, and the damage of tool surface is more likely to occur, leading to the increase of the friction coefficient on tool–chip.35,36
The effect of three parameters of the circular pit micro-textures on the cutting forces is related to each other. Combining Figure 6 with Table 4, under such experimental condition, it can be concluded that the optimal micro-texture parameters are 230 μm for diameter, 90 μm for depth and 20% for pit density, and the optimal cutting velocity is 110 m/min. The specific factor index ordering can be determined by comparing the results, as given in Table 5. It can be found that the significance of texture parameters on different cutting forces varied, and the diameter and depth are more important than cutting velocity, while density has the least effect.
The comparison of effect of texture parameters on cutting forces components.

FX: feed resistance force; FY: depth resistance force; FZ: main cutting force.
Comparison of textured and non-textured tools
Two groups of cutting tests of non-textured cutting tools were carried out for comparison. The cutting velocity of two groups of tests were 90 and 110 m/min, respectively, and the results are shown in Table 6. The non-textured-01 and non-textured-02 specimens are compared with micro-textured 05–08 and 09–12 specimens, respectively. The cutting velocity has little effect on cutting forces during the cutting of PM materials, due to brittleness. By comparing the cutting forces of non-textured-01 and non-textured-02, it can be found that the cutting forces of two groups of non-textured cutting tools have little difference.
Cutting force results of non-textured cutting tools.

FX: feed resistance force; FY: depth resistance force; FZ: main cutting force.
The comparison of various cutting forces for non-textured-01 and specimens 05–08 is shown in Figure 7. The FY and FZ of textured tools are better than that of non-textured-01 tool. On an average, the FY and FZ of textured tools are 27% and 9.3% lower than that of the non-textured-01 tool, respectively. The FX of specimens 06 and 07 are higher than that of non-textured-01 tool. This may result from the unreasonable design of the micro-textures, which should be optimized in future to further optimize the FX of the PCBN cutting tools. Meanwhile, the FX of specimens 05 and 08 are lower than that of non-textured-01 tool. This indicates that the introducing of micro-texture can have remarkable effect on reducing the cutting forces, although the experimental parameters need further optimizations.

The comparison of various cutting forces for non-textured-01 and 05–08 textured tools.
The comparison of varying cutting forces for non-textured-02 and specimens 09–12 is shown in Figure 8. Except specimen 11, all other textured specimens have better cutting forces than the non-textured-02 tool. On an average, the FX, FY, FZ and Fr of the textured tools are 14.8%, 26.3%, 6.3%, 10.2% smaller than that of non-textured-02 tool. Among the four groups textured tools, the specimen 09 has the best results, while the specimen 11 has the worst results. By comparing with the non-textured-02 specimen, the cutting forces of specimen 11 only has a meagre growth. The cutting forces of FX and FY are more sensitive to the introduction of micro-textures.

The comparison of various cutting forces for non-textured-02 and 09–12 textured tools.
Based on the two groups of comparative experiments, it can be concluded that, overall the micro-textured tools have better cutting performance than non-textured tools. Nevertheless, the performance of some micro-textured cutting tools is no better than non-textured tools. The micro-texture parameters should be optimized in future to optimize the cutting performance of PCBN cutting tools. In this work, the effect of micro-texture parameters (texture diameter, texture density, texture depth and cutting velocity) on the cutting forces (FX, FY, FZ and Fr) was studied. It has shown that the cutting velocity is the most significant parameter for FY, whereas it has least effect on the FX. In future, the overall significance of each texture parameter should be determined by estimating the weightage of each response on the total performance of the cutting tools. Some other conditions may also be considered, such as the distance from the cutting edge and solid lubricant. The aspect ratio can also be optimized based on optimized diameter, depth and density. It might be worthy of further investigations on the effect of micro-texture shapes. The present findings are of significance not only for optimizing the cutting performance of PM materials using micro-textured PCBN tools, but also for cutting some other hard materials, such as metallic glasses (MGs). MGs are a new class of structural materials, which have been widely studied due to their excellent mechanical and physical properties, such as high strength, high hardness and unique tribological properties, similar to PM materials.37–40 However, the studies on the cutting of MGs and MG components have far from enough for their industrial applications,41,42 where the micro-textured PCBN tools may have good application potential. In future work, the research group will conduct more research on the cutting of MGs and MG components.
Conclusion
In this work, the effect of texture parameters, including the texture diameter, texture density, texture depth and cutting velocity, on the cutting forces of PCBN cutting tools was examined in orthogonal cutting of PM materials. The findings are summarized as follows:
The diameter and depth of the pits have more significant effect on the cutting forces than the density and cutting velocity. The diameter is the second most influential texture parameter with respect to the responses of FX, FY and FZ, and is the most significant parameter in terms of Fr. The depth is the most significant texture parameter with respect to the responses of FX and FZ, and is the third most influential parameter in terms of FY and Fr. The density has the least effect on cutting force.
Within the range of certain parameters, the optimal micro-texture parameters are 230 μm for diameter, 90 μm for depth and 20% for pit density, and the optimal cutting velocity is 110 m/min.
As compared with the non-textured tools, the micro-textured tools with suitable texture parameters can effectively reduce the cutting forces, especially FY. On an average, the FY of micro-textured tools are 27% and 26.3% smaller than that of two groups of non-textured tools, respectively.
Footnotes
Handling Editor: Liyuan Sheng
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This project was supported by the Key Research and Development Program of Anhui Province (No. 201904a06020037), the National Natural Science Foundation of China (No. 51801049), and the Fundamental Research Funds for the Central Universities of China (Grant No. PA2019GDZC0096).