
Abstract
The clinker sintering system is widely controlled manually in the factory, and there is a large divergence between a linearized control model and the nonlinear rotary kiln system, so the controlled variables cannot be calculated accurately. To accommodate the multivariable and nonlinear features of cement clinker sintering systems, steady-state model and dynamic models are established using extreme learning machine and autoregressive exogenous models. The steady-state model is used to describe steady-state nonlinear relations, and the dynamic model is used to describe the dynamic characteristics of the sintering system. By obtaining the system gains based on the steady-state model, the parameters of the dynamic model are rectified online to conform to the system gain. Thus, a dynamic model named extreme learning machine-autoregressive exogenous is proposed, which can describe the nonlinear dynamic features of a sintering system. The results show that, compared with the autoregressive exogenous model, the extreme learning machine-autoregressive exogenous model has good control performance on the multivariable and nonlinear system and can reduce computing resource requirements during the online running. In addition, fluctuations of NOx and O2 concentrations decreases, again demonstrating good control performance of an actual clinker sintering system using the extreme learning machine-autoregressive exogenous model.
Introduction
With the deterioration of the environment, improving energy efficiency and reducing pollutant emission has become a hot research topic. On the one hand, scholars are actively developing clean energy and new energy storage materials, such as solar energy 1 and graphene. 2 On the other hand, scholars are also improving existing equipment and processes to reduce their emission of pollutants.3,4 Cement industry is an industry with high energy consumption and high pollution, the optimization of cement production process has gradually become a hot issue in cement production research field. The production of dry process cement takes three steps: raw meal preparation, clinker production, and final cement processing. In clinker production, the core step is calcinating the clinker in a rotary kiln. Calcination directly affects not only the quality and output of cement clinker, but also energy consumption and pollution emissions. 5 The major task of the sintering process is to heat the raw meal to a high temperature. During the heating, a series of physical and chemical changes that comply with the technology requirement will occur, and finally the raw meal changes into clinker that possesses some specific mineral composition. For a sintering system, there are strong nonlinear characteristics between the operating variables and the controlled variables. 6 Therefore, two key factors are required to improve cement clinker sintering systems: one is the creation of an accurate nonlinear control model of the system, and the other is the dynamic adjustment of the operating variables to maintain a stable thermal environment.
This research on modeling cement clinker sintering systems focuses on two categories. The first is the study of the model mechanism by analyzing the manufacturing technique of a cement clinker sintering system. For example, based on heat conduction and thermal radiation between air and the raw materials as well as energy conservation in the process of convective heat transfer, Wang et al. 7 built a dynamic mathematical model formed by nonlinear partial differential equations that considered mass conservation during material reflection inside the cement rotary kiln. But this model was too complex, containing multigroup mass balance equations and energy balance equations. Mujumdar and Ranade 8 established a solid–solid reaction model of the inside of a cement rotary kiln by a pseudohomogeneous approximation method. According to the model, certain key parameters of the rotary kiln design have a major effect on the energy consumption of a sintering system. Using the Fluent software application, Wang and colleagues9,10 built a model that can simulate the heat transfer process between air and the material inside a rotary kiln. Then, he forecast the effect of several parameters on the temperature field inside the kiln, such as the supply of secondary and tertiary air, the material filling ratio, and the rotary. Kaddatz et al. 11 established a combustion model for calcinating cement clinker and analyzed the influence of different fuels on sintering system performance and greenhouse gas emissions. By calculating the hydrodynamic model, Granados et al. 12 studied coal combustion inside a rotary kiln. They then analyzed the effects of combustion-supporting oxygen and the circulatory flue gas on flame length, convective heat transfer, and radiation heat transfer. Numerical models were developed by Csernyei and Straatman 13 to analyze and understand the trends occurring within rotary kilns, and allowed for improvements in terms of energy quantification and usage. This study developed a one-dimensional kiln model using elements of existing models, and then linked the model to the surroundings via a composite resistance model and a forced convection model that enabled proper inclusion of the effects of shell-cooling fans. However, there is a large divergence between a linearized control model and thenonlinear rotary kiln system, so the controlled variables cannot be calculated accurately.
All the studies above pertain to mechanism models, which cannot reflect the sintering process accurately as it is carried out. Because the incineration mechanism of a cement clinker sintering system is too complex, in those studies’ authors have had to make some simplifications and assumptions when modeling. Besides, most mechanism models have complex structures, and their computational complexity is relatively great. Thus, mechanism models of the sintering process can analyze the effects of some associated factors and give the proper operating parameters and design parameters, instead of applying those models to actual production.
The other kind of research is the building of the data model based on the production data identified for the complex system. Wang et al. 14 established an intelligent model to predict the jet penetration depth based on least square support vector machine and adaptive mutative scale chaos optimization algorithm. Based on the fuzzy least squares support vector machines, Jiaqiang et al. 15 proposed a mathematical model to forecast the endpoint of the composite regeneration and investigated the effect on the composite regeneration time from various factors. Jiaqiang et al. 16 applied the function chain neural network to predict the performance of oscillating heat pipe, and the results show that the relative average error between the predicted and actual value is 4%. A fuzzy control method for a dry rotary cement kiln was designed by Gao et al., 17 but its adaptability to significant material and coal feeding changes is poor. In addition, building the fuzzy control method mainly depends on experience and the cut-and-try method. Zou and Zhu 18 established a fuzzy model with an incremental predictive function for a decomposing furnace in a cement clinker sintering system. After actually controlling in the field using the model, temperature fluctuation inside the decomposing furnace was reduced. However, their model considers the effect of material flow on only the factor named temperature, instead of any other factors. Lou et al. 19 built a nonlinear material transmission model using a four-layer backpropagation (BP) neural network. But this model can analyze only the influence of rotary velocity, wind speed inside the kiln, and the kiln’s angle of incline on the material’s residence time. Besides, it is impractical because the training of this model’s identification process is too slow. Using a neural network, Pazand et al. 20 built a mechanical power model for a cement rotary kiln and forecast the kiln’s stress and deformation. In accordance with an advanced process control platform, Stadler 21 made a predictively controlled model of a cement rotary kiln. However, the established model is linear and cannot accurately describe the nonlinear characteristics of a rotary cement kiln system. In addition, the model’s predictive control was used only for temperature control inside the rotary kiln. Huang et al. 22 built a model of a cement rotary kiln system by adopting the Elman neural network. At the same time, they designed a temperature optimization controller for a rotary kiln, using one BP neural network as the action network and another BP as the valuation network in a dual heuristic programming algorithm. But the training was slow and the computer resource usage was high during the control process because the algorithm contains three multilayer feed-forward neural networks.
The studies of sintering system modeling and control listed above cannot satisfy the control precision problem of sintering systems that use fuzzy and linear models. If a multilayer feed-forward neural network, such as a BP neural network, is used to model the sintering system, some defects, such as slow training, poor generalization ability, and the ease of falling into the local minimum, stand out distinctly. Currently, models built for cement clinker sintering systems pertain mainly to single-input, single-output systems or multi-input, single-output systems. In addition, errors are relatively large in the above situation because the sintering system has multivariables, strong-coupling, and many other characteristics that are not useful for a control application.
The autoregressive exogenous (ARX) model is a kind of linear model, it has good control effect for linear control system. The ARX model is applicable to the control of one working point, but the sintering system is a nonlinear system, its working points vary with the yield, the quality of the ore, the quality of the coal, and other factors. So it is necessary to establish the mapping relationship between input variables and output variables at different working points and the ARX model should change with the working point changes.
Aiming at the above-mentioned problems, a model is proposed that combines a nonlinear, steady-state model formed by the extreme learning machine (ELM) with an ARX linear dynamic model. The innovation of this method is that the system gain obtained by solving the nonlinear, steady-state model is used to amend the linear dynamic model online and the linear dynamic model change with the working point changes. Then, the multivariable nonlinear predictive control at different working states of a cement clinker sintering system can be realized. The correctness of our model was verified using a simulation example and a field application.
A multivariable nonlinear dynamic model of a cement clinker sintering system
Technical principle and the selection of controlled variables
As shown in Figure 1, the raw material is transported to a precalciner and preheater at the kiln’s end by an elevator. After reheating and decomposition, the raw material enters the higher end of the rotary kiln and is heated to a high temperature. The slanted rotary kiln slowly revolves while the raw material gradually moves to the kiln’s “head,” or lower end. When pulverized coal is injected into the kiln from the burner coal pipe, the coal burns vigorously and begins a series of physical–chemical reactions inside the kiln. The high-temperature flue gas produced during the burning makes a counterflow heat exchange with material under the air exhaust action of a high-temperature fan. After being burned at high temperature, the raw material turns into clinkers and falls into the grate cooler.

Cement clinker sintering system schematic diagram.
It is essential to maintain stable heat in the sintering system when controlling the production process. A too-low sintering temperature results in low clinker quality, and a too-high sintering temperature not only leads to wasted heat and burned clinkers, but also makes the kiln’s crust fall off, affecting the kiln’s working life.
Because the detection of sintering temperature is influenced by dust and the kiln crust thickness, the control of sintering temperature should take as the controlled variable the concentration of nitrogen oxides (NOx), which can reflect the true temperature, instead of the sintering temperature itself. 23 NOx concentration can be detected in the gas at the kiln’s end and is relevant to O2 concentration and the sintering temperature in the kiln. If the O2 concentration and the sintering temperature are both high, the NOx concentration is high as well. Conversely, NOx concentration will lower if the sintering temperature drops. O2 concentration not only affects the relation between NOx concentration and sintering temperature, but can also reflect the combustion condition of the bunker coal inside the kiln. When the O2 concentration is high in the kiln, the coal burns adequately. But it will waste energy and remove much heat. Conversely, the coal cannot be burned adequately when O2 concentration declines.
Coal feeding at the kiln’s head is the main method to supply fuel for a rotary kiln. The rate of coal feeding directly affects the temperature of the sintering zone and influences NOx concentration. The extent to which the pulverize coal combusts always affects the sintering temperature, as does a change of ventilation in the kiln. To make the pulverize coal completely combust, a high-temperature fan at the kiln’s head is used to keep the kiln under negative pressure. The resulting large quantity of combustion air at the kiln’s head increases the probability that the coal will combust completely; waste gasses are expelled promptly as well. The air’s velocity in the kiln is controlled by the baffle opening of the high-temperature fan. When the baffle opening changes, the air velocity, furnace temperature, and NOx concentration also change.
From the above, it can be seen that to keep the sintering system stable is essential to control the coal feeding at the kiln’s head and the baffle opening of the high-temperature fan. NOx and O2 concentrations can reflect the thermal situation of a sintering system accurately. Because the parameters mentioned above are coupled with each other, the sintering system is abstracted as a nonlinear system with two inputs and two outputs. The two input parameters are the coal feeding at the kiln’s head and the baffle opening of the high-temperature fan, and the two output parameters are the NOx and O2 concentrations in the kiln’s smoke chamber.
A nonlinear steady-state model based on ELM
The cement clinker sintering system is a slowly time-varying system. That means that if the working conditions change, the accommodation time of the system is quite long. In addition, complex physical and chemical reactions happen in the sintering system, and the transformation is nonlinear. For a nonlinear system, steady gain is a key point and can be obtained by building the steady-state model of the kiln using data identification. In the meantime, relatively strong interference exists in the technological process, so it should take a long time to collect mass data during actual operation to guarantee that the training data contain a variety of operating conditions in the production process. Obtaining a large amount of sintering system data mixed with interference requires a method with a high identification rate and a strong generalization ability.
If the gradient descent algorithm of a BP neural network is used, many problems are generated, such as the difficulty of trapping a local minimum, excess iterations, a slow training rate, and network overfitting. To avoid those problems, Huang et al. 24 put forward a new single-hidden layer feed-forward neural network called an ELM. Unlike traditional neural networks, which adjust the network parameters iteratively, the ELM is a tuning-free algorithm that learns much more quickly than traditional gradient-based approaches such as the BP and Levenberg–Marquardt algorithms. In the ELM, the input weights (connections between the input and hidden layers) and hidden biases are chosen arbitrarily, and the output weights (connections between the output and hidden layers) are calculated analytically using a Moore–Penrose generalized inverse. Moreover, the ELM tends to reach the small norm of the network output weights. According to Bartlett’s 25 theory, the smaller the norm of the weights, the better the generalization performance of the ELM. The ELM is an effective method for handling classification problems and provides better generalization performance at an extremely high learning rate. 26 Because of the advantages of the ELM, it is used to identify running data and build a nonlinear steady-state model of a clinker sintering system.
In the proposed model, N groups of sintering system steady data

ELM structure of cement clinker sintering system.
The number of hidden-layer neurons is L, and the hidden-layer neuron function is G(x) for the ELM of the sintering system. ωj = [ωj1, ωj2, …, ωjn]T is the weight between the jth hidden-layer neuron and the steady coal feeding and baffle opening data. The threshold value of the hidden-layer neuron is expressed as

and

Equations (1) and (2) can be combined as

The input–output equations of N groups of sintering system steady data can be simplified as the matrix form shown as equation (4)

where
If some values for hidden-layer neuron parameters

where
A nonlinear steady-state model is built, the model takes the coal feeding and the baffle opening as two input parameters and the NOx and O2 concentrations as two output parameters, using the steady input–output data of the sintering system and the ELM

where
The ARX linear dynamic model
The ARX model is a time-series analysis method that can effectively describe the dynamic characteristics between the input and output increments. Suppose that the dynamic characteristics of the sintering system can be approximately described as a second-order ARX model shown as

In equation (7),
Select M groups of dynamic incremental data

and

The incremental predictive value of the ith group of NOx and O2 concentrations based on the parameter θ is

To make the predictive value of the NOx and O2 concentrations obtained by equation (10) have a smaller error with actual output value, we pose the question as the following optimization problem

Letting the derivative of equation (11) equal to 0, the optimal identification parameter of ARX model is

A linear dynamic model is built, the model describes the incremental relation between the coal feeding, the fan baffle opening, and the NOx and O2 concentrations using the dynamic input–output data and the ARX model of the sintering system

The ELM-ARX nonlinear dynamic model
Complex physical and chemical reactions occur in the process of sintering, so the system is strongly nonlinear. The working state changes over time, and gain variations are large. In accordance with the sintering system nonlinear steady-state model obtained by ELM identification, in this study, to maintain a consistent gain between the ARX model and the sintering system, the dynamic ARX model parameters are modified online for the corresponding sintering system.
The structure of the ELM-ARX nonlinear dynamic model is shown in Figure 3.
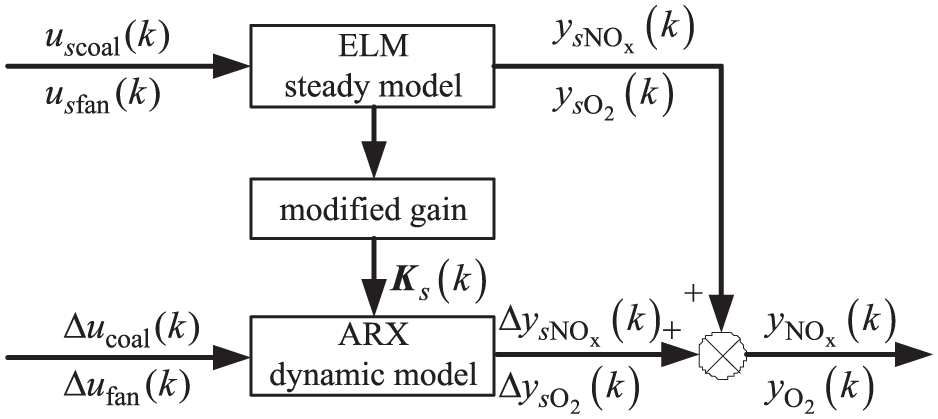
Structure of the ELM-ARX nonlinear dynamic model.
According to the parameters gained by identification, the gain matrix of the sintering system ARX linear dynamic model can be obtained

For equation (14), keeping the coefficient matrix

Combining equation (15) with equation (13), the gain value of the sintering system linear ARX model is shown as equation (16), which is identically equal to 1

When the coal feeding into the kiln’s head acts as

Making use of the numerical differential algorithm, the gain from

where
The gain from

where
The gain from

where
The gain from

where
The system gain matrix at time k is

According to equations (18)–(21), the system gain
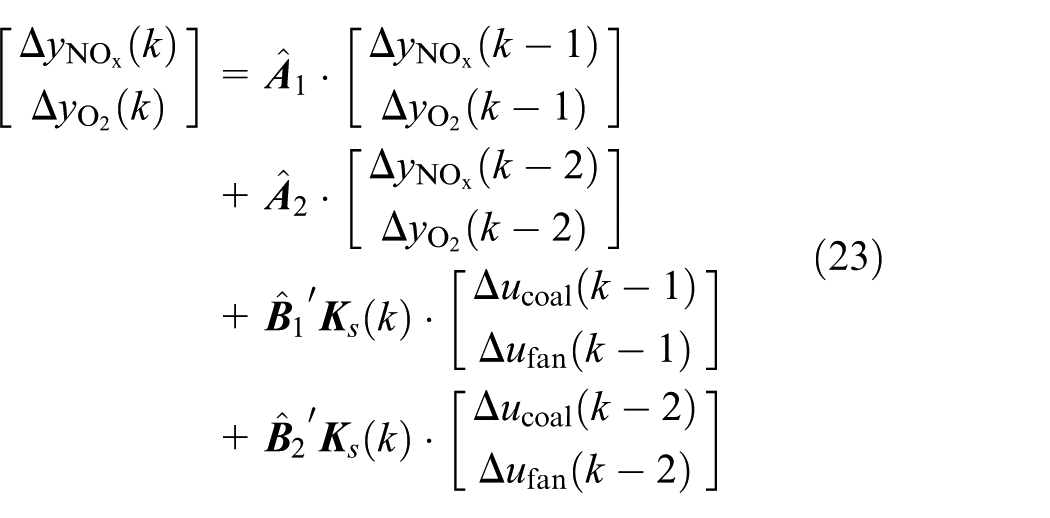
As shown in equation (23), the gain of the linear ARX model at time k after amending is consistent with the gain whose input is
Rolling optimization
To eliminate the predicted error caused by unknown factors—the error at time k

The correct vector is

The reference trajectory is

where
The objective function of the cement clinker sintering system is shown as equation (27), and the sequential quadratic programming (SQP) algorithm can be used to solve the nonlinear optimization problem
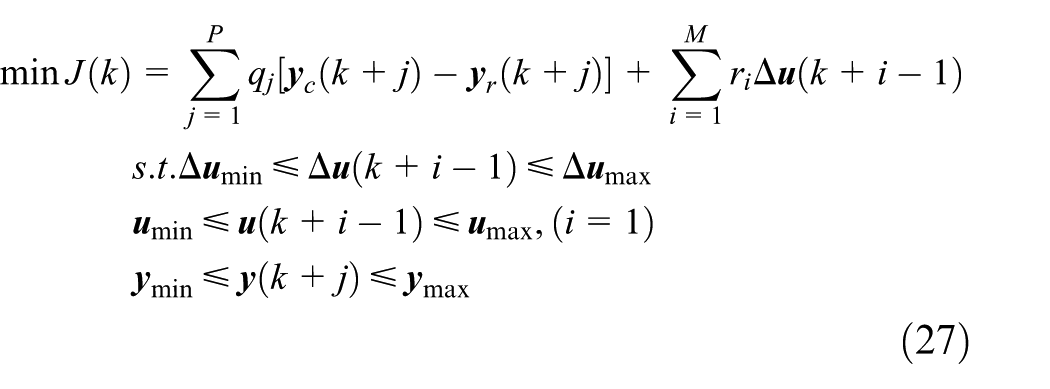
where P is the prediction horizon, M
Using the SQP algorithm, the optimal control increment

Simulation verification of the ELM-ARX nonlinear dynamic model
Taking the two-input and two-output nonlinear systems 27 just like equation (29) as an example, the ARX model 28 and the ELM-ARX model were adopted separately to identify and simulate. Then, the test results of the two models were analyzed and contrasted

The ELM-ARX and ARX models for the two-input and two-output systems constructed above are used separately to do the predictive control simulation experiment. The entire simulated program ran under the environment of MATLAB R2014a. The control effect within 300 steps is shown in Figures 4 and 5.

ELM-ARX model and ARX model control effect. (a) The control effect of y1 and (b) the control effect of y2.
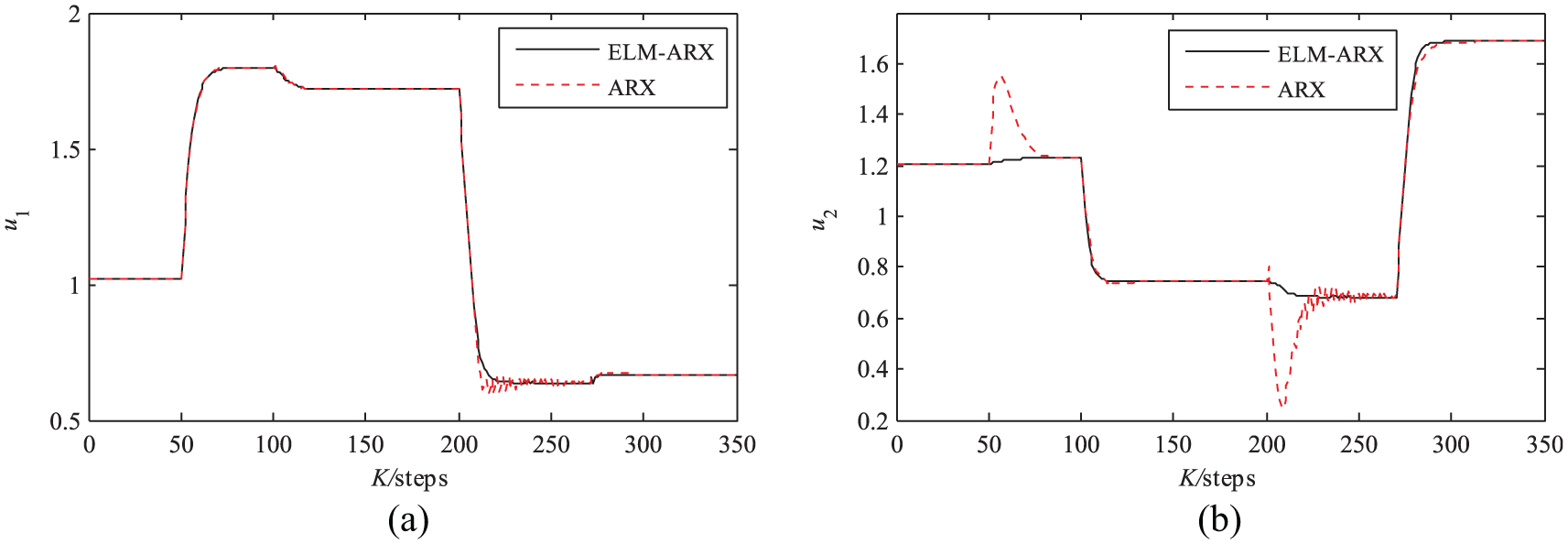
ELM-ARX model and ARX model control inputs. (a) The change of the input u1 and (b) the change of the input u2.
From Figures 4 and 5, when the ELM-ARX model was used, the outputs y1 and y2 tracked fixed values quickly and smoothly, almost without fluctuation and overshoot. Only when one of the two outputs changed would the other output fluctuate slightly. However, when set points change, compared with ELM-ARX model, the tracking speed of ARX model was slower and the output curve was more volatile. In addition, at 50th step and 200th step, the output y2 and input u2 had a relatively large fluctuation using the ARX model compared with the ELM-ARX model (Figures 4(b) and 5(b)). This is due to the parameters of ARX model, which were identified by the data at a certain working point. When the set value was changed, the ARX model cannot correctly reflect the relationship between input and output of the system, and the wrong input value was calculated by ARX model. When there is a big deviation between the output value of ARX model and the set value, the output value of ARX model tracked the set value through multi-step adjustment relying on the rolling optimization of predictive control algorithm. Judging by the control effects above, the control effect of the ELM-ARX model is better than that of the ARX model when they are used for multivariable nonlinear predictive control.
Practical application of the ELM-ARX nonlinear dynamic model
We collected 52,837 groups of data from the new dry process cement clinker sintering system of a cement plant in Hebei province, China. In the sampled data, the coal feeding at the kiln’s head and the baffle opening of the high-temperature fan were selected as the two input parameters, with the NOx and O2 concentrations as the two output parameters. The sampling interval was 60 s. After rejecting the abnormal data, we divided the surplus data, approximately 45,544 groups, into two sets: the first 44,544 groups were taken as the training data, and the last 1000 groups were taken as the testing data. The training data were also divided into two objects: one acted as dynamic data to train the dynamic model, and the other was used to train the steady-state model.
Sun et al.
29
studied the step response process of coal feeding and the high-temperature fan. By analyzing the sintering system data, a simplified first-order model can be obtained. The time constant from the coal feeding to the O2 and NOx concentrations inside the kiln is Tc = 900 s while that from the high-temperature fan to the O2 and NOx concentrations is Tf = 180 s. In an industrial application, the transient time is usually taken as three times the constant. In that case, the coal feeding’s transient time is
Accounting for the transient time, the data can be divided into two kinds: dynamic and steady state. Because the sampling time was 60 s, the data group corresponding to the transient time of coal feeding was Nc = 45 while that of the high-temperature fan was Nf = 9.
Then, the selection procedure was as follows. If the ath group of the coal feeding data changed, the formula
In our study there were 25,930 groups of steady-state data and 19,614 groups of dynamic data. The steady-state data after division are shown in Figure 6; the dynamic data are shown in Figure 7. The coal feeding and the baffle opening were selected as the two input parameters, and the NOx and O2 concentrations were the two output parameters.

The steady state sampling data of cement clinker sintering system.

The dynamic sampling data of the cement clinker sintering system.
In our study there were 25,930 groups of steady-state data and 19,614 groups of dynamic data. The steady-state data after division are shown in Figure 6; the dynamic data are shown in Figure 7. The coal feeding and the baffle opening were selected as the two input parameters, and the NOx and O2 concentrations were the two output parameters.
Using the ELM and BP neural networks, the steady data were used to identify the steady-state model. Here, the ELM set up 30 hidden-layer neurons while the BP neural network set up two layers, each one having 30 hidden-layer neurons. There were a total 25,930 groups of steady data; the first 20,000 groups were taken as training data and the last 5930 groups as test data.
As shown in Table 1, the identification speed of the sintering system steady-state model when using the ELM was 1447 times the speed of the BP neural network. The identification speed was greatly improved. At the same time, the sintering system steady-state model’s training precision obtained by identification when using the ELM was lower than that when using the BP neural network. The test data’s root mean square error (RMSE) for the ELM was only 7.329% of that for the BP neural network, which was lower than the BP neural network’s as well. This shows that using the ELM to identify the steady-state model of a cement clinker sintering system has stronger generalization ability than the BP neural network and can better adapt to complex working conditions.
Comparison of steady-state model identification effects.

RMSE: root mean square error; ELM: extreme learning machine; BP: backpropagation.
According to the divided dynamic data of the cement clinker sintering system, the input–output increment data at time k is

and
The corresponding control algorithm is combined with the steady-state and dynamic models obtained by identification. Then, they are all applied to the advanced process control server, and a prediction controller based on the ELM-ARX model is established. By Object Linking and Embedding (OLE) for Process Control (OPC), the ELM-ARX controller communicates with the distributed control system (DCS) field layer in real time and obtains the current NOx and O2 concentrations. After that, the ELM-ARX controller calculates the set values of coal feeding at the kiln’s head and the rotational speed of the high-temperature fan. The values are sent to the DCS system by OPC, and then the DCS system field layer makes the equipment execute the command. The ELM-ARX controller was used for trial commission and operation on the cement production line. The effects are shown in Figures 8 and 9.

NOx concentration trend record interface of the sintering system.

O2 concentration trend record interface of the sintering system.
In Figures 8 and 9, the red line indicates the start–stop flag of the ELM-ARX controller. When the red line stayed at a high level, the controller did trial commission and operation for approximately 24 h. As seen in the two figures, the NOx and O2 concentration fluctuations clearly decreased and did not drastically deviate from the set value.
Conclusion
Combined with artificial neural network and ARX model, a multivariable nonlinear dynamic model (ELM-ARX) was proposed. The ELM-ARX model was a variable gain model and it was composed of the steady-state and dynamic parts. The ELM was used to describe steady-state nonlinear relations by identifying historical steady-state data, and the ARX model was used to describe the dynamic characteristics of the system. By obtaining the system gains based on the ELM, the parameters of the ARX model are rectified online to conform to the system gain. Based on model predictive control algorithm, the ELM-ARX model is used to control a two-input two-output nonlinear system and the sintering system. The results showed that, the system’s input and output of the ELM-ARX model changed smoothly and the output quickly followed changes in the set values compared with the ARX model. It is beneficial for the controller to run online continuously. The proposed model achieved predictive control of NOx and O2 concentrations for a cement clinker sintering system. The commission and operation of the ELM-ARX controller resulted in more accurate control, and the fluctuations of NOx and O2 were reduced after commission and operation. The proposed algorithm is not applicable to some special nonlinear systems in industrial production, such as dead zone nonlinearity and hysteretic nonlinearity, segmented model or combined fuzzy control can be considered. And the cement grate cooler and the cement rotary kiln are connected, the operation of the grate cooler will also affect the NOx and O2 content in the rotary kiln. Therefore, a control model considering the grate cooler and the rotary kiln should be established in the future.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Key R&D Program of China (grant number 2017YFC0704003); Young Top-Notch Talents Program of Higher School in Hebei Province (grant number BJ2019035); and Hebei postdoctoral research project (grant number B2019003017).