
Abstract
To improve the blockage and printing quality of the color mixing nozzle of fused deposition modeling color 3D printer, the feed parameters of fused deposition modeling color 3D printer were studied by vibration test. The acceleration sensor was fixed up the color mixing nozzle to analyze the vertical vibration of the nozzle. The vibration test of different feed speed, torque, and material were performed under the actual printing condition. Vertical vibration of the nozzle was characterized by an acceleration sensor. The comparative analysis of the actual testing results indicates that the optimum feed parameters are feed torque of triple torque extruder, feed speed of 20 mm/s, and feed material of ABS. Further analysis shows that higher feed torque can be used to improve the printing quality of the color mixing nozzle. The appropriate feed speed of the color 3D printer can not only reduce the accumulation of wire material at a lower speed but also reduce the blockage caused by too-high feed speed. It is proposed that the feed material with smaller flow behavior index and no phase transition in the melting process shows smaller vibration acceleration amplitude.
Introduction
In recent years, the application of the 3D printing technology is becoming more and more extensive. Color 3D printer is rapidly developed with the increasing of personalized demand. Fused deposition modeling (FDM) 3D printer is promoted by its low cost and high practicability. Many scholars have done a lot of research on the color 3D printer. Hergel and Lefebvre 1 proposed three complementary 3D printing techniques to improve the quality of FDM color 3D printer and reduce the impact of oozing plastic by choosing a better azimuth angle. The technique protected the printed part by building a disposable rampart; then through three complementary 3D printing techniques, they make it easier to get satisfactory results with multiple color printing. Yang et al. 2 converted the model into one-dimensional color sequence, and color 3D printing was realized by attached color to consumable wire surface. Yang’s analysis did not take account of printing parameters, nor does she examined the phenomenon of uneven mixing. Reiner et al. 3 finely interleaved the two colors by minimizing the switching between print heads, making each color printed span as long and continuous as possible to avoid artifacts associated with printing short segments.
FDM color 3D printer mainly relies on color mixing nozzle to work, which will lead to a series of accuracy problems. On one hand, because of its unique printing mode of fused deposition, the accuracy of the 3D printer has always been its own problem in working principle. When color products are printed, color boundaries often appear in the color model, so it is easy to have a size deviation in the printing process; thus the color 3D printer requires higher printing precision. On the other hand, with the generation and iterative improvement of the color mixing nozzle device, the nozzle generated a series of problems in the process of extruding the color wire. For example, the nozzle becomes more easily blocked, and finally led to the reduction of printing quality. Especially for the situation of nozzle blockage in the process of FDM color 3D printing, the unstable 3D printer seriously affects the printing accuracy and even cannot complete the printing of qualified products.
Many scholars have done research on improving the accuracy of 3D printers. Santana et al. 4 evaluated the printing quality of open source 3D printing devices, and factors affecting printing and the repeatability of the machine were analyzed. Through the experimental analysis, it was found that the printing repetition performance of the open source 3D printer device was bad. The main cause for this effect was deposition failure, due to filament slippage in the extruder head pulley. Boschetto et al. 5 developed a method to integrate FDM technology and obtain surface quality prediction; the formula benefited us to foresee model dimensional accuracy and average roughness. The methodology fulfills the industrial need for FDM implementation within process planning, and it simulated in advance an entire set of possibilities for product geometry and requirements.
The quality of improved printer has always been a major work for researchers. Volpato et al. 6 improved the surface quality of the supporting substrate and the dimensional accuracy of the FDM parts in Z direction, which improved the quality of the bottom surface of the model in turn. Noriega et al. 7 proposed a method which could improve the accuracy of distance between parallel faces. The method combined an artificial neural network with an optimization algorithm was used to determine the optimal size of the CAD model, and the CAD model was redesigned in the size by the method. The results showed that the manufacturing error of the external size to be reduced by about 50% and the internal size error to be reduced by 30%. Dilberoglu et al. 8 predicted the shrinkage behavior of 3D printing holes with the help of finite element analysis and experimental methods, and the influence of different drilling methods and different filling tracks on the hole shrinkage accuracy were considered. The filling trajectory of line segments had a greater influence on the shrinkage of outer frame. They printed a variety of color models to analyze them; it was concluded that the darker model had a more shrinkage characteristic. Lalehpour and Barari 9 proposed a new algorithm to find the center line of the model, so that the roughness of the model could be evaluated more accurately; they also proposed a method to verify the slope accuracy of the model, which can achieve more accuracy in a smaller number of layers, and they took into account the vibration and acceleration/deceleration process of the nozzle in the experimental process, so that the results were more accurate. Coogan and Kazmer 10 installed pressure sensors and thermocouples on 3D printing nozzle, which can detect the temperature, volume flow rate, and shear rate of the nozzle when the wire was produced. The experimental results showed that FDM rheometer could monitor and control the nozzle accurately. Armillotta et al. 11 studied the geometric deviation of warping deformation of 3D printing parts, and they obtained that the maximum deformation occurred at the middle value of the component height, which was mainly related to the heat conduction and bend stress of the deposition layer. Mohamed et al. 12 adopted the parameter optimization method of I-optimality criterion. They found the new method had great advantages in accuracy and efficiency by comparing with the traditional methods proposed in previous research.
The above scholars improved the printing quality from many aspects; they improved the quality of digital model, nozzle characters, or printing parameters. A few of them considered the relationship between the vibration of structure and the printing quality. The vibration testing plays a positive role in improving the printing quality.
Many scholars have done some research on the vibration characteristics of the 3D printer. Rao et al. 13 acquired the vibration, temperature, and other data of the 3D printer through a heterogeneous sensor array, and the non-parametric Bayesian dirichlet process (DP) mixed model and the evidence theory (ET) method were used to analyze the data; this measure is used to continuously detect the failure problem in the printing procedure. The detection method could be used to identify the slip precision in the printing process. Duan et al. 14 improved the vibration characteristics and printing accuracy of ordinary desktop 3D printers by FBS vibration compensation algorithm. The algorithm compensated for the influence of vibration on feed speed and accuracy, so that the direction of motion was opposite to the vibration direction formed in the printing process, and the vibration could be counteracted. Tlegenov et al. 15 proposed a nozzle condition testing technique using a vibration sensor for FDM 3D printer; the blockage of the nozzle in the 3D printer was detected by measuring the vibration of the extruder.
The above data and conclusions mostly reflect the overall structural vibration characteristics of 3D printers. Although it can reflect the vibration of 3D printers under different working conditions, the testing methods are still not comprehensive. Based on the above previous studies, the testing of vibration acceleration amplitude is performed, and the vibration characteristics of the color mixing nozzle are analyzed. The vibration characteristics under different feed parameters are studied, which combined with the number of blockage and the actual printing effect of the color mixing nozzle. The results show that vibration testing method has an enhancement effect on the printing quality. This article contributes a new idea to optimize printing parameters.
Theoretical analysis and experimental methods
Theoretical analysis of vertical vibration of printer nozzle system
As shown in Figure 1(a), the extrusion device of FDM color 3D printer is a remote extruder in this article, which mainly composed of stepper motor unit, feed tube, nozzle holder, heat dissipation aluminum tube, throat tube, and color mixing nozzle. There is a feed tube between the heat dissipation aluminum tube and the stepper motor unit. A throat tube is set between the heat dissipation aluminum tube and the color mixing nozzle.

(a) Schematic of remote extruder. (b) Diagram of remote extruder force.
Three groups of heat dissipation tubes are fixed together, then these are attached to the printer through the nozzle holder, so it can be regarded as three groups of heat dissipation tubes holding up the nozzle structure together. As shown in Figure 1(a), a stepper motor unit, a feed tube, a heat dissipation aluminum tube, and a throat tube with the color mixing nozzle form a wire feed mechanism. A part of the wire feed mechanism is used for force analysis. The other two heat dissipation aluminum tubes are used as support; the force acting on the supported beam structure is shown in Figure 1(b). In addition, three groups of wire feed mechanisms are used in color 3D printer, and a total of three force analysis is needed. The feed force of the extruder pushes the consumable wire to the heater. A pair of wheels are installed on the extruder, and the feed force on the wire feed mechanism can be written out 16

where Tw is the torque provided by the stepper motor unit and Rw is the radius of the wheel on the driver gear. The back pressure of the extruder depends on the pressure drop, and act in the opposite direction with the feed force of the filament feed mechanism in the heater liquidator. The isothermal pressure drop inside the nozzle can be deduced as the sum of all the pressure drops in the three nozzle areas 17



where Δp is the isothermal pressure drop in the nozzle, v is the average velocity of the flow, n is the flow behavior index, and k is the flow consistency index. L1 and L3 are the nozzle lengths in zones 1 and 3. d1 and d2 are the inner radii of the nozzle head and drainage chamber. γ is the inner angle of nozzle. These three nozzle zones are shown in Figure 2. Therefore, the total isothermal pressure drop inside the nozzle is calculated as follows 16

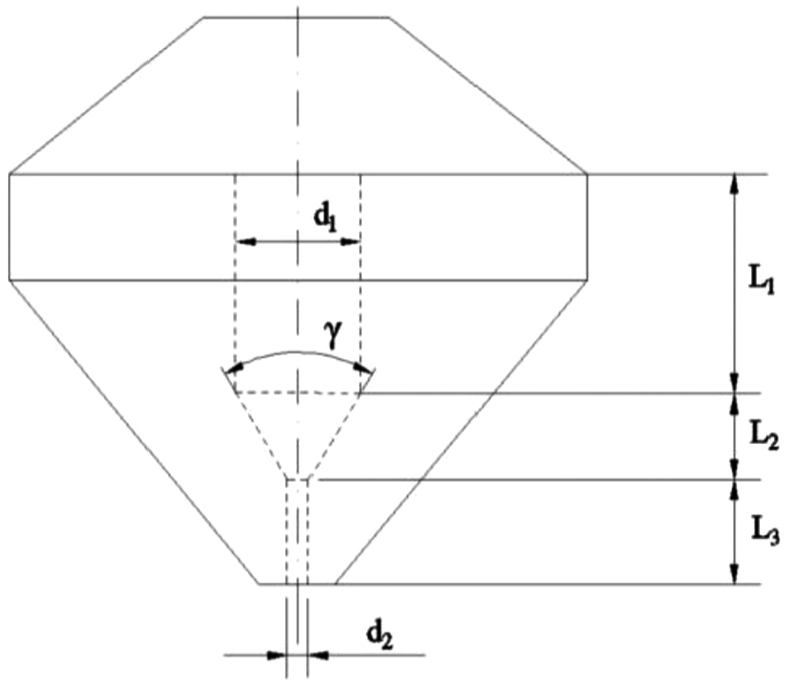
Nozzles with three zones.
The pressure drop at the working temperature of the nozzle can be obtained by applied Arrhenius’s law

where T is the measurement temperature and T0 is the definition setting temperature. The pressure drop at working temperature is obtained as follows

Therefore, the back pressure of the wire feed mechanism can be deduced as follows

where Acon is the cross-section area of the consumable wire. After calculating the feed force and back pressure, the total force acting on the beam can be written as

where P is the total uniform force acting on the supported beam.
The force of the nozzle is analyzed to obtain the load on the simply supported beam. To identify the feasibility of vibration test method, the simply supported beam were analyzed to obtain modal solution.
It can be simplified into a simple beam structure for the color nozzle structure as shown in Figure 3. It is assumed that the Euler Bernoulli beam has uniform material properties and unified interface, and the dynamic equation of the beam model can be written as 18

where y(x, t) is the lateral displacement of the beam, f(x, t) is the force function acting on the beam, m(x, t) is the moment function acting on the beam, p is the mass of the beam per unit volume, S is the cross-section area of the beam, E is Young’s modulus of the beam, and I is the inertia product of the neutral axis. Therefore, the modal solution y(x, t) of the lateral displacement of the beam can be written as follows

where

where


After applying the boundary conditions (13) and (14) to the equation of modal mode (12), we obtain

where a is the length of the beam. The inherent frequencies of each order can be defined as 18

where

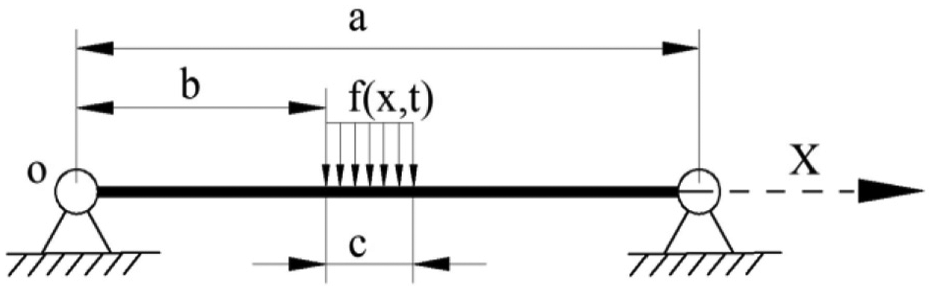
Schematic diagram of the supported beam.
Preparation for vertical vibration testing of the color mixing nozzle
Frequency domain characteristics refer to the various characteristics of the signal in frequency. The frequency domain characteristics of the signal can help us to extract and analyze the signal from another point of view. Different methods have been proposed to extract frequency domain characteristics. We transfer the collected 3D printer vibration signal from the time domain to frequency domain by fast Fourier transform (FFT), and then extract the frequency domain characteristic from FFT. The FFT coefficient is calculated as follows

where
The LabVIEW software is used to process the time-domain signal measured by the acceleration sensor, and MATLAB software is used to process the frequency domain signal through the signal processing toolbox inside the software. The time-domain analysis collected by the example is shown in Figure 4(a). The corresponding frequency domain analysis is shown in Figure 4(b).

(a) Time-domain diagram of nozzle vibration. (b) Frequency domain diagram of nozzle vibration.
The analysis method of the frequency domain characteristic brings great challenges to the memory and the running speed of the MCU. However, the information of the time-domain characteristic can well show the state of 3D printer’s movement. The calculation cost of time-domain analysis is low. In this article, the time-domain analysis method is used to extract the vibration characteristic of the 3D printer. The 3D printer was then assayed for frequency domain characteristics by FFT method.
In the experiment, the influence of three feed parameters is mainly considered. These parameters are configured by adjusting the mechanical structure and control program.
Feed torque: the gear ratio is different when the stepper motor unit adopts different torque, when the extruder is replaced, the original firmware program cannot be printed directly, and the firmware parameters need to be reconfigured. When the parameters of different feed torque are modified in the firmware, the printer can be freely switched between the single-torque remote extruder and the triple-torque extruder.
Feed material: the internal structure of the color mixing nozzle is more complex than that of the ordinary monochromatic nozzle. The physical and chemical properties of different materials are different, so the replacement of feed material cannot be completely realized by wire replacement of consumables. It is necessary to be familiar with the internal structure of the three-in-one-out color nozzle head and master the disassembly and installation steps of the three-in-one-out color nozzle before the beginning of the experiment, which facilitate the cleaning of the residual consumable wire material in the nozzle and the replacement of the feed material.
Feed speed: The effect of printing model at different feed speeds is mainly realized by the G-code parameters, so the printer can print at different printing speeds of 10, 15, 20, 25 and 30 mm/s, respectively.
The vertical vibration signal of the color mixing nozzle is collected by acceleration sensor, the arrangement of the sensor is shown as Figure 5, and the vibration signal obtained from the test is saved in the spreadsheet. The modeling materials are PLA and ABS wires with a diameter of 1.75 mm. The experimental equipment adopts FDM color 3D printer with the three-in-one-out color nozzle. The nozzle diameter is 0.4 mm, the height of deposition layer is 0.3 mm, the filling density is 60%, the nozzle temperature is 175°C under PLA material and 215°C under ABS material, and the hotbed temperature is 60°C under PLA material and 80°C under ABS material.

Three-in-one-out color mixing nozzle and sensor placement.
The testing parameters are set as follows:
Extruder: Single-torque extruder is MK8 metal remote extruder; triple-torque extruder is Ormerod original remote extruder.
Controller board: RepRap Arduino Mega Pololu Shield (RAMPS) 1.4 and an Arduino Mega 2560 board.
Accelerometer: MPU6050 accelerometer with a mass of 1.5 g and sensitivity of 3.9 mV/g. The accelerometer is placed inside the color mixing nozzle holder.
Software: Time-domain signal processing software is LabVIEW; frequency domain signal analysis software is MATLAB.
Nozzle: The nozzle is made of brass with 0.4 mm in diameter.
This experiment is repeated under conditions in which the feed speed is increased from 10 to 30 mm/s, and FDM color printer works under feed torque of the single-torque extruder and feed material of PLA. The first step in this process is to measure the vibration acceleration amplitude. Following observation of blockage to nozzle, we assessed the effects on the vibration acceleration amplitude. In the follow-up phase of the study, the quality of the model is comprehensively evaluated. For the feed torque questions, triple-torque extruder is used. To study the properties of feed materials, the ABS are added to the experiment. The final feed parameters can be obtained by combining the three groups of experiments.
Results
Optimal analysis of feed speed and torque of color mixing nozzle based on the vibration testing
To analyze the effect of feed torque on vibration and printing quality, the single-torque extruder is shown in Figure 6(a) and the triple-torque extruder is shown in Figure 6(b). The actual vibration and printing effect of the two extruders is compared and tested.

(a) Single-torque extruder. (b) Triple-torque extruder.
The hollow cylindrical model is used as the printing test model. The parameter configuration of the extruder with different deceleration ratio is adjusted by modifying the Marlin firmware. This article mainly explored the relationship between the blockage condition and the vertical vibration characteristics of the nozzle under different feed parameters, and there are two groups of control experiments. When single- and triple-torque extruders are used, the amplitude distribution of vibration acceleration of color mixing nozzle at different feed speeds is shown in Figure 7(a) and (b), respectively. From the single-torque extruder to the triple-torque extruder, the feed speed of the sudden change of acceleration is increased from 10 to 15 mm/s, which shows that the extruder with greater torque be more helpful to improve the feed speed, but triple torque extruder will influence the overall vibration characteristics.

(a) Vibration acceleration amplitude of single-torque extruder. (b) Vibration acceleration amplitude of triple-torque extruder.
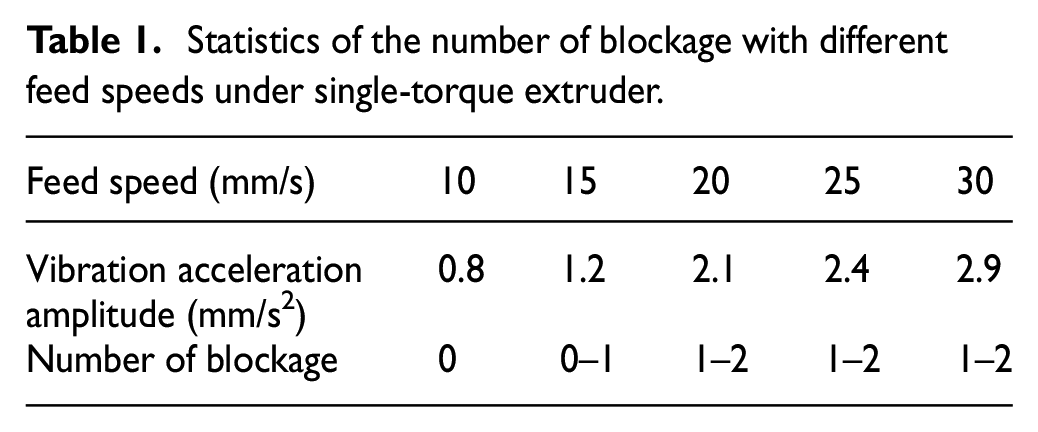
The number of blockage with single-torque extruder at each feed speed is shown in Table 1; when single-torque extruder is used and the feed speed is 10 mm/s, the blockage would not occur on the color mixing nozzle, and after that the vibration acceleration amplitude is small. When the feed speed is 15 mm/s, the nozzle is blocked occasionally. Compared with the feed speed of 10 mm/s, the acceleration amplitude increased slightly. When the feed speed increased to 20 mm/s, at least one nozzle feed port is blocked, and the amplitude of the nozzle vibration acceleration also increased, as shown in Figure 7(a); it should be noted that the blockage would not occur on the nozzle feed port until the feed speed reach 30 mm/s.
Statistics of the number of blockage with different feed speeds under single-torque extruder.
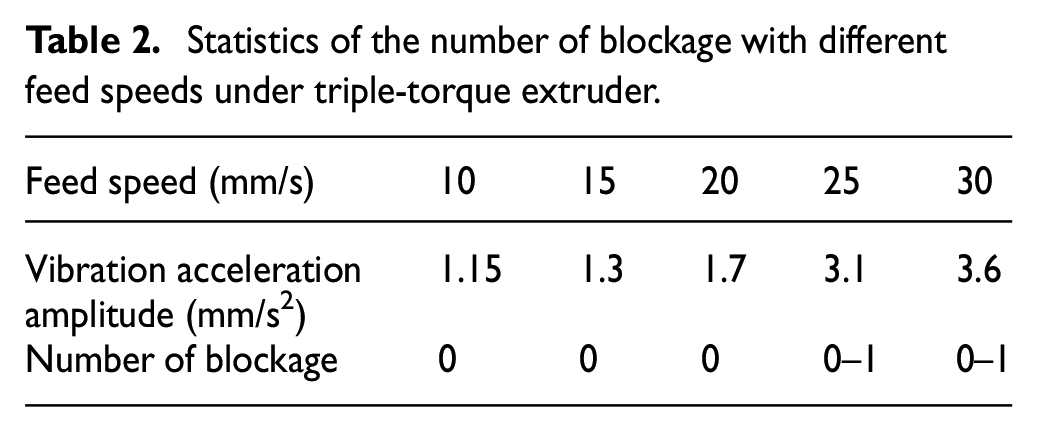
In Table 2, when the feed speed is 10 mm/s and 15 mm/s, the mixing nozzle is not blocked under the triple-torque extruder. When the feed speed increased to 20 mm/s, the blockage would occur on the color mixing nozzle occasionally, and the amplitude of vibration acceleration is relatively stable compared with the previous one. When the feed speed increased to 25 mm/s, at least one nozzle feed port blockage would occur, and the amplitude of vibration acceleration of the nozzle would also increase suddenly, as shown in Figure 7(b).
Statistics of the number of blockage with different feed speeds under triple-torque extruder.
The printing effects of the mixing color nozzle with single-torque extruder and triple-torque extruder are compared. There are obvious leakages of the material and uneven color mixing phenomenon at the color boundary as shown in Figure 8(a). The printed model with triple-torque extruder is showed in Figure 8(b), and its surface is consistent and uniform, with little or no leakage. The main reason for the differences in printing quality is that single-torque nozzle cannot provide enough torque under high-speed printing, resulting in the blockage of the nozzle. According to theoretical and experimental analysis, the optimal feed torque is triple torque with feed speed of 20 mm/s in the FDM color 3D printer.

(a) Print effect with single torque extruder. (b) Print effect with triple torque extruder.
Analysis of vertical vibration characteristics of the nozzle under different feed materials
The experiment for two kinds of material is carried out to explore the relationship between the characteristics of different materials and the accuracy of printed parts, and the vibration of the color mixing nozzle is analyzed based on the vertical vibration theory. The same experimental model and experimental conditions as the previous experiment are adopted.
ABS is abbreviated of acrylonitrile-butadiene-styrene material, which is a thermoplastic engineering material and has advantages of good toughness, high strength, and chemical corrosion resistance. The ABS material is a common 3D printing material with wire rod diameter of 1.75 mm.
PLA is abbreviated of polylactic acid material, which is an excellent environmentally friendly material with biodegradability. It has good transparency and gloss. Due to its low melting point and good adhesion, it is widely used in FDM 3D printers.
The vibration testing of supplementary ABS material at different feed speeds are carried out in the single-torque extruder, which is compared with the data in the previous section, as shown in Figure 9(a). The number of blockage on the nozzle at each feed speed is shown in Table 3.

(a) Vibration acceleration amplitude curve of nozzle with single-torque extruder. (b) Vibration acceleration amplitude curve of nozzle with triple-torque extruder. (c) Comparison between PLA and ABS printing.
Statistics on the number of ABS material blockage with single-torque extruder.
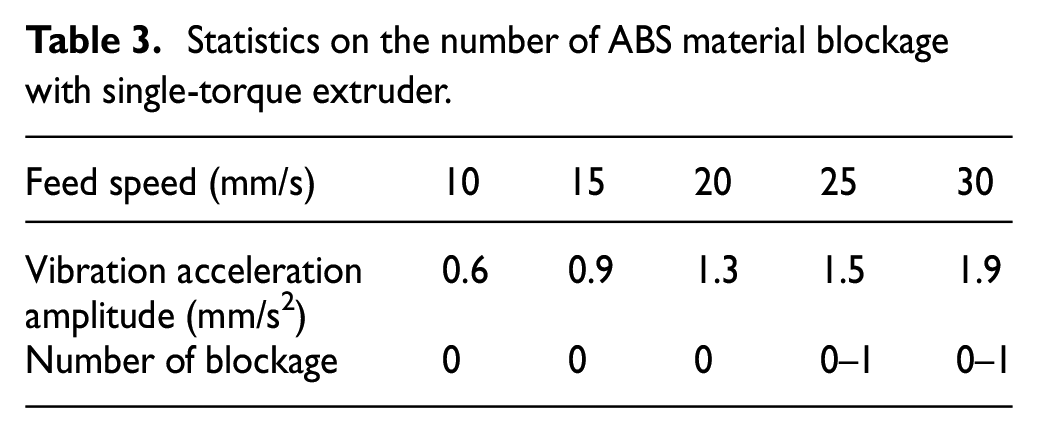
In Figure 9(a), the curve of ABS material is smoother than that of PLA material. Compared with the mutation value of PLA material under print speed 20 mm/s, ABS did not produce obvious mutation value. When the material is changed from PLA to ABS, the maximum vibration amplitude is reduced from 2.9 to 1.9 m/s2. When the feed speed of the first blockage is changed from 15 to 25 mm/s, there is no case where the two feed ports are blocked at the same time.
The single-torque extruder is replaced with the triple-torque extruder. The vibration testing of supplementary ABS material at different feed speeds are carried out in the triple-torque extruder, which is compared with the data in the previous section, as shown in Figure 9(b). The corresponding number of blockage at each feed speed is shown in Table 4.
Statistics on the number of ABS material blockage with triple-torque extruder.
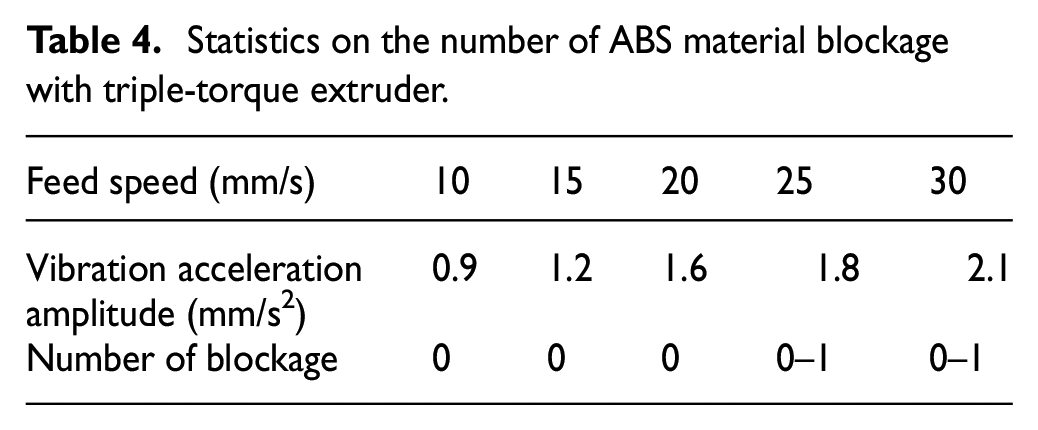
In Figure 9(b), the curve variation of the two materials is smooth. When the material is changed from PLA to ABS, the maximum vibration amplitude is reduced from 3.6 to 2.1 m/s2. There is no abrupt change in the vibration acceleration amplitude at the feed speed of 25 mm/s.
The changes of ABS materials curve in Figure 9(a) and (b) are observed, and the vibration curve of ABS material does not change obviously, which indicates that the dependence of ABS material on torque is lower than that of PLA material. The vibration curve of PLA material has not changed obviously, which indicates that the sensitivity of PLA material to torque is not as good as ABS material. The number of blockages of the two materials is equivalent under the condition of triple torque. ABS and PLA material printing effect are shown in Figure 9(c).
The results of vibration testing and analysis can be summarized as follows:
With the increase of feed speed, the vibration acceleration amplitude of ABS material is smaller than PLA material, and the number of blockages is fewer.
The torque sensitivity of ABS material is not high, and the vibration characteristics of ABS material are improved by using higher torque, but compared with PLA, the improvement effect with higher torque is not obvious.
ABS material has less blockage effect under the color mixing nozzle by comparing the vibration characteristics of the two kinds of materials; the main reason is that ABS is an amorphous material and PLA is a crystal, and when ABS material is heated, it is slowly converted to a liquid. The difference with PLA is that it evolves directly from solid to liquid like frozen water. In the absence of phase transition, ABS does not absorb the heat energy of the nozzle, thus reducing the risk of nozzle blockage.
Discussion
The model is divided into six layers. The delay error can be obtained by calculating the difference between the experimental printing height and the theoretical height. To quantify the printing quality of two kinds of extruder, we measured the hierarchical printing error of color 3D printer at the feed speed of 20 mm/s, as shown in Figure 10(a), and the delay error of each layer is around 0.8 mm under the triple-torque extruder; in contrast, the delay error of each layer is around 1.3 mm under the single-torque extruder. We found that the triple-torque extruder has less delay printing error and better error stability in each layer. The delayed printing error is the principle error of the color mixing printer, so it is necessary to reduce its value. The stability of error is related to the adjustment of error compensation, and because the compensation value of error is fixed, the stability of error is also an important observation factor. The results of the two error analysis are consistent with the corresponding vibration testing, which shows the feasibility of the vibration testing method.

(a) Color demarcation size delay error. (b) Variation trend of acceleration amplitude. (c) Variation trend of acceleration amplitude difference value. (d) Overall size error of the hollow cylindrical model.
As shown in Figure 10(b), the vibration acceleration amplitude of the triple-torque extruder is larger than that of the single-torque extruder generally, and the vibration caused by the triple-torque extruder becomes more obvious with the increase of feed speed. However, when the feed speed is 20 mm/s, the vibration acceleration amplitude of triple-torque extruder is lower than that of the single-torque extruder, which shows that the extruder with high torque will have a better performance to a certain extent. Moreover, when the feed speed is 20 mm/s, the triple-torque extruder has fewer blockage times and better printing quality. The reason is that high torque promotes the fusion of consumable wire in the mixing cavity and reduces the number of nozzle blockage with the increase of feed speed, and thus reduces the vibration characteristics of the system. The most striking observation to emerge from the data comparison is high torque has a significant effect on the printing quality.
The difference value of vibration acceleration amplitude between ABS and PLA under the two extruders is shown in Figure 10(c). No matter what kind of extruder is used, the amplitude differences of vibration acceleration of the two materials are small at low speed, which is defined as 20 mm/s; the values are all less than 0.5 mm. There will be obvious differences at high speed, which is defined as 40 mm/s, and from the change of slope, it can be seen that the different slope of the whole vibration acceleration amplitude of the two extruders under PLA material is 0.18, and the difference of the whole vibration acceleration amplitude of the two extruders under ABS material is 0.27. Feed torque and feed speed affect the vibration acceleration amplitude of different materials, but feed speed will have a greater impact on the acceleration of different materials, so it is a critical step to improve properties of materials if you want to improve the printing effect of FDM color 3D printer.
The printing error of the two materials in three directions is shown in Figure 10(d), and the printing accuracy of PLA material is good. The printing error of ABS material in X and Y axis direction is larger than that of PLA material, which is mainly due to the high melting point of ABS material. Because the hollow cylindrical model is mainly used as the printing specimen, the adhesion ability becomes worse in the process of upward stacking of various materials, which led to the migration error. It is worth noting that the vertical vibration produced by the nozzle is mainly produced in the feed process and accompanied by the extra increase of the blockage of the nozzle. So the blockages result in the leakage holes and uneven color mixing to the molding quality. We compared with the measurement results of Jayanth and Senthil 19 and Yang et al. 20 on printing accuracy of two kinds of materials; the printing accuracy of the two materials is beyond the normal error range of FDM 3D printer, so this article need to combine the vibration testing to analyze the printing effect, and finally the printing accuracy of the printer is improved.
Tlegenov et al. 15 studied the vibration acceleration amplitude of two kinds of extruders when the nozzle is blocked, and they summarized the corresponding relationship between the nozzle blockage and the acceleration amplitude. Compared with their research, our research pays more attention to exploring the relationship between feed parameters on nozzle blockage and vibration acceleration amplitude. Owing to the excessive use of feed mechanism in the color 3D printer in previous research, 21 the nozzle was often blocked, the printing quality is improved by reducing wire discharge. The experimental method studied in this article can analyze the parameters of the color 3D printer, and fulfilling the performance of the existing mechanism by configuring the parameters. The experimental method also can avoid the blockage of the nozzle and the excessive amplitude of vibration acceleration in the printing process.
The universal method of optimizing the parameters of FDM 3D printer is Taguchi method;22,23 through research and analysis, this method can provide the best optimization parameters with a few test times. Compared with traditional method, the research method in this article is more suitable for this kind of 3D printer with color mixing nozzle, which is related to the characteristics of easy blockage and the large amplitude of vibration acceleration of color mixing nozzle.
Next, the vibration acceleration amplitude testing of the nozzle is carried out by using the low-cost acceleration sensor, and the model of the accelerometer is MPU6050. The full-scale range of the accelerometer output is set to be ±20 m/s2. The range completely meets the vibration testing of the FDM color 3D printer. The sensitivity of the accelerator is 3.9 mV/g, and the sensor is connected to the Arduino series MCU as a processor. The data processing is realized by software, so the total cost is only the accelerometer and the microcontrollers. The cost in the experiment is less than $30, which is much lower than other research 13 and commonly used piezoelectric sensors with dynamic signal analyzer.
Comparing ABS material with PLA material, whether the nozzle is blocked or not, ABS shows small vibration, which is obtained from the pressure difference formula (equations (2)–(4)). Compared with the flow index of ABS material and PLA material,24,25 the flow index of PLA material at the same temperature is larger, resulting in higher pressure difference value, and the result is greater vibration of the nozzle. In total, more experimental materials can be used for experimental comparative analysis in the future, to find better materials than PLA and ABS.
Conclusion
The vibration testing scheme of the 3D printer is analyzed and discussed. The vertical vibration of the nozzle is measured by acceleration sensor under the working conditions, and the data are collected by MCU. On one hand, the original data of vibration testing are processed by LabVIEW software; on the other hand, the experimental data are further processed by using signal processing toolbox of MATLAB, and the amplitude spectrum of vibration acceleration is obtained.
In this article, a theoretical model of the supported beam is established, and the internal force of nozzle is analyzed. It is proved theoretically that the accuracy of analyzing the feed parameters by vibration testing method is feasible and necessary. The theoretical analysis shows that the blockage of the nozzle has a great influence on the internal force of the nozzle and the vibration acceleration amplitude of the whole nozzle.
Optimal feed parameters of the FDM color 3D printer are found by the vibration testing analysis, and better printing quality of the color 3D printer is obtained under the current color mixing nozzle. Different blockage conditions and corresponding vibration acceleration amplitudes can be obtained with different feed parameters, and the three parameters of the feed process are analyzed. Optimal feed parameters obtained through vibration testing analysis are as follows: feed torque of the triple torque extruder, feed speed of 20 mm/s, and feed material of ABS to obtain superior surface quality of the hollow cylindrical model.
Analysis of feed material reveals that ABS material is an amorphous material and there is no phase transition in melting, so the nozzle will absorb less heat. One of significant findings emerging in this study is that the material properties have a direct influence on the nozzle blockage. In theoretical formula analysis, the ABS material has a smaller flow behavior index at the same temperature than that of the PLA material, so a smaller pressure drop generated by the ABS material at the nozzle. The issue of feed parameters is an intriguing one which could be usefully explored in further research. Further investigation and experimentation about feed material is strongly recommended.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the “Natural Science Foundation of Shandong Province” (grant no. ZR201709210313), the “Project of Shandong Province Higher Educational Science and Technology Program” (grant no. J17KA018), and the “Science & Technology Innovation Fund for Graduate Students of Shandong University of Science and Technology” (grant no. SDKDYC190112).