
Abstract
A synergistic lubrication of silver and multiwalled carbon nanotubes was studied to minimize friction and decrease wear in the rotating mechanical components. Samples of TiAl alloy (TA), TiAl–10 wt% Ag (TAA), and TiAl–10 wt% Ag–1.0 wt% multiwalled carbon nanotubes (TAAM) were prepared using spark plasma sintering. The method of experimental test and engineered verification was used to explore the synergistic lubrication of silver and multiwalled carbon nanotubes in the TAAM sliding against Si3N4 balls on the ball-on-disk tribometer of No. HT-1000. The results showed that the friction and wear behavior of the TAA was more excellent than that of a TA. The TAAM obtained the smaller friction coefficient and wear rate in comparison to the TAA. The multiwalled carbon nanotubes were pulled out of the TAAM during sliding, were exposed on a wear scar, and were tightly combined with the silver to form a lubrication film. The lubrication film with silver and multiwalled carbon nanotubes resulted in an excellent friction reduction and wear-resistant property, and it caused the TAAM to obtain smaller friction and lower wear than those of the TA and TAA.
Introduction
Thanks to about 170 GPa in elasticity modulus, 1 almost 3.9 g/cm3 density, 2 and 450–700 MPa in tensile strength, 3 TiAl alloys have been extensively studied to fabricate the turbine blade and an exhaust valve.4,5 However, the poor friction and wear behavior of TiAl alloy has been the obstacle for an increase in thrust load of TiAl alloy-made mechanical parts under some extreme conditions.6,7
Friction reduction and wear resistance are two important parameters to analyze the tribological property of TiAl-based composites containing graphene,8–10 silver, 11 and multiwalled carbon nanotubes (MWCNTs).12,13 Many researchers such as Estrada-Ruiz et al. 11 explored the friction and wear behavior of silver, and found that the lubrication property of silver was mainly determined by its shear strength and plastic deformation. As highlighted by Rao et al. 12 and Lee et al., 13 an excellent friction and wear property of AZ31 composite was mainly attributed to lubrication of the MWCNTs. A cooperative lubrication of silver and MWCNTs was investigated by Yang et al. 14 It was found that tensile strength of silver film significantly improved for the existence of MWCNTs, and resulted in an increase in the lubrication property, which caused the film to obtain low friction and less wear. To the best of our knowledge, a synergistic lubrication of silver and MWCNTs was rarely reported using the method of experimental test and engineered verification.
In this study, the spark plasma sintering (SPS) was used to prepare TiAl alloy (TA), TiAl–10 wt% Ag (TAA), and TiAl-10 wt% Ag–1.0 wt% MWCNTs (TAAM). A friction and wear property of as-prepared sample was tested on a high-temperature tribometer of No. HT-1000, according to ASTM Standard of G99-95. 15 The synergistic lubrication of MWCNTs and Ag was identified using the tested research and engineered verification. Field emission scanning electron microscopy (FESEM) was adopted to analyze the cross sections of wear scars. Main element contents of wear scars were examined by electron probe microanalyzer (EPMA) with energy dispersive spectroscopy (EDS).
Experimental details
Sample preparation
Table 1 shows the main element components of TiAl-based self-lubricating composite. As exhibited in Table 1, the commercial powders (10–20 μm in mean size, ≥95 wt% in purity) of Ti, Al, B, Nb, and Cr were used to fabricate the TiAl alloy (TA), where the corresponding atomic ratio was 48:47:2:2:1 (at.%). TiAl alloy was mainly composed of Ti and Al elements. The powders of Cr and Nb were added into the TiAl alloy to enhance the mechanical properties at the high temperatures via an interstitial solution strengthening. Crack propagation can be effectively prevented by adding B element. SPS apparatus of D.R. Sinter® SP S3.20 was used to prepare the TiAl–10 wt% Ag (TAA) and TiAl–10 wt% Ag–1.0 wt% MWCNTs (TAAM). Herein, the silver with 5–25 μm size and MWCNTs (≤50 nm diameter and ≤35 μm length) were added into a TiAl alloy to play an important role in solid lubrication during sliding. Before preparation, the raw powder was loaded into the Teflon vials to mix under the vibration milling of 45 Hz frequency. After mixture, the TA, TAA, and TAAM samples were fabricated under the protection of Ar atmosphere. SPS parameters for the as-prepared samples were chosen as 115°C/min heating rate, 1150°C sintering temperature, 15 min holding time, and 30 MPa applied pressure.
Main element components of TiAl-based self-lubricating composite.
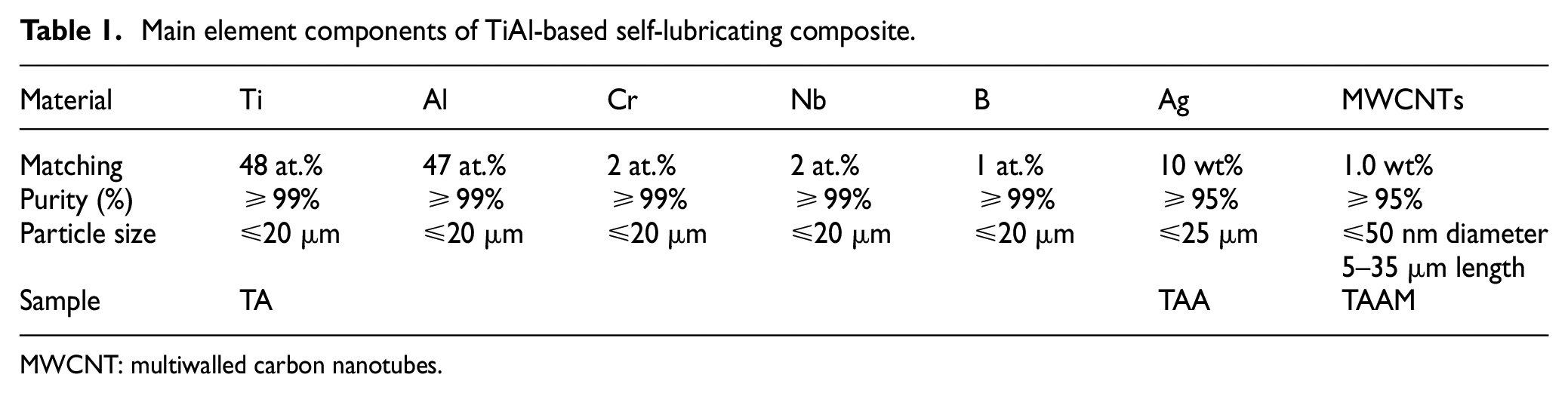
MWCNT: multiwalled carbon nanotubes.
Cross-sectional structure and phase composition
Figure 1 shows the typical FESEM cross-sectional morphology, element contents, and X-ray diffraction (XRD) pattern of the TA. As shown in Figure 1(a) and (b), almost 51.56 wt% Al and about 48.44 wt% Ti dispersed in the TA cross sections. As exhibited in Figure 1(c), the diffraction peaks of main phases indicated that the TA consists of TiAl alloy.

Typical FESEM cross-sectional morphology (a), main element contents (b), and XRD patterns (c) of the TA.
Figure 2 exhibits the typical FESEM morphology of lubricant silver, cross-sectional morphology, and the XRD pattern of TAA samples. The FESEM morphology of silver can be well observed from Figure 2(a). Cross-sectional morphology of the TAA sample is shown in Figure 2(b). The silver distribution can be seen from the illustration in Figure 2(b). The lubricant silver was added into a TA to prepare the pyknotic sample of a TAA (see Figure 2(b)). The silver is well-distributed in a rectangle of Figure 2(b), which can be better seen from the illustration. The EDS analysis of elements (wt%) in the areas marked by the points was carried out. Main content (wt%) of the point A was 51.49Ti–37.50Al–11.01Ag. A result in the area B was 50.09Ti–39.86Al–10.05Ag (wt%). Value of main content of region C (wt%) was 50.15Ti–39.61Al–10.24Ag. The distribution and content of elements testified that the silver was added into TiAl alloys to uniformly disperse in the TAA samples. Figure 2(c) shows the XRD pattern of the TAA samples. As shown in the figure, main diffraction peaks of phases indicated that the TAA was mainly consisted of TiAl alloy and lubricant silver.

Typical FESEM morphology of lubricant silver (a), cross-sectional morphology (b), and XRD pattern (c) of the TAA sample.
Figure 3 shows the typical morphology of MWCNTs, cross-sectional structures, and XRD pattern of the TAAM. The tubular structure of MWCNTs is better observed from Figure 3(a). As can be seen from Figure 3(b) and (c), the enhancement MWCNTs in a TAAM were tightly combined with the lubricant silver.
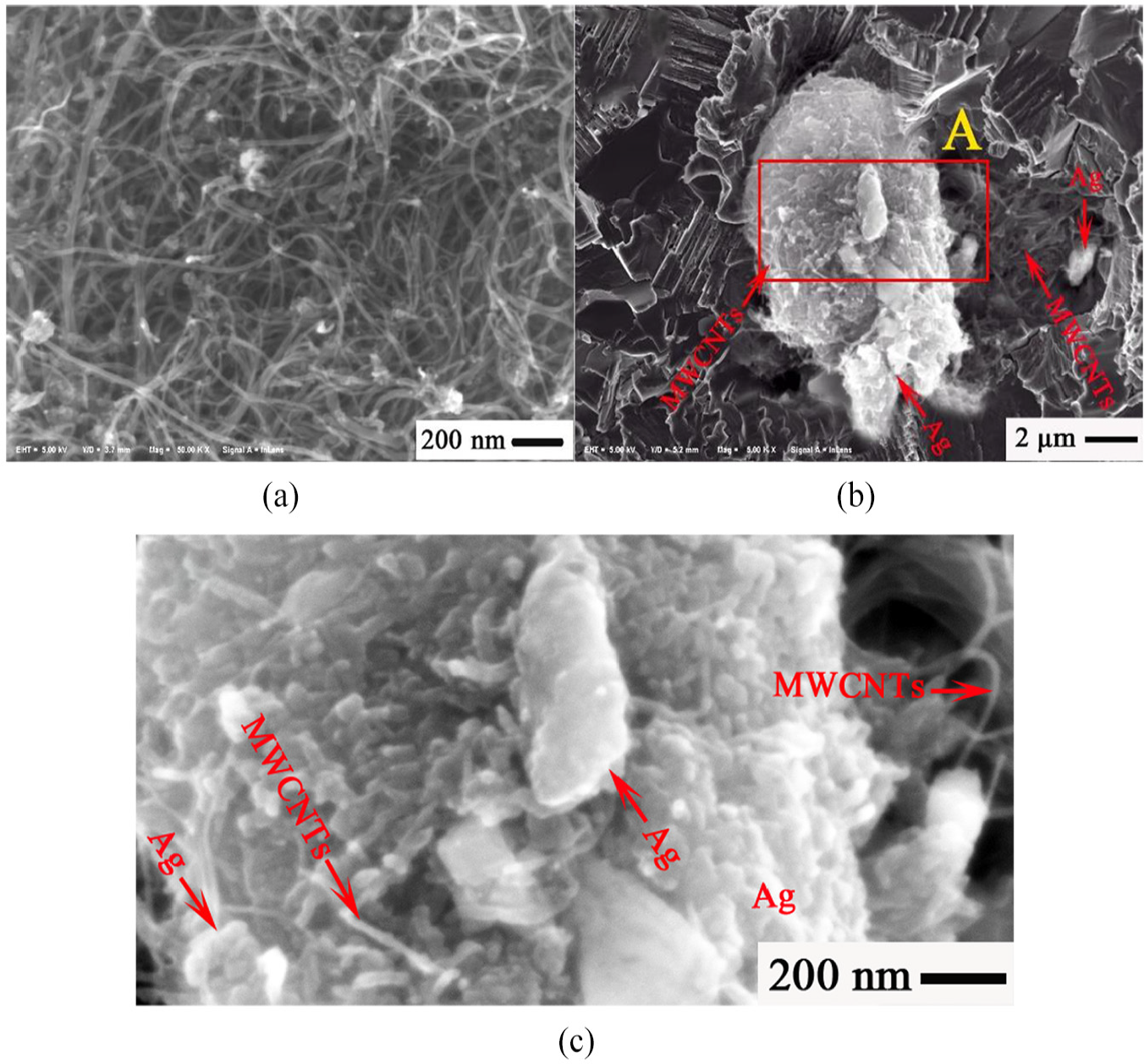
Representative FESEM morphology of MWCNTs (a), and cross-sectional structures (b–c) of the TAAM.
Performance characterization
Mechanical properties of the composite
With reference to ASTM standard of E92-82, 16 the tests are carried out using an HVS-1000 instrument. Mean value of Vicker’s hardness of a TA was almost 6.02 GPa. The hardness (5.96 ± 0.27 GPa) for a TAA was found to be less than that (approximate 6.02 GPa) of the TA. It was concluded that soft silver existed in the TAA to result in a low hardness. The MWCNTs were added into a TAAM when compared to the TAA to obtain higher hardness (about 6.08 GPa). According to an ASTM standard of B962-08 and Archimedes’ principle, 17 the tests were repeatedly performed to obtain mean densities of 3.95 g/cm3 in the TA, 4.24 g/cm3 of TAA, and 3.78 g/cm3 for a TAAM, respectively. Using an Instron tester of No. 1341, the yield strengths were measured to obtain mean values of 745 MPa for a TA, 715 MPa of the TAA, and 755 MPa in a TAAM, respectively. The silver existed in the TAA makes the mechanical property to be reduced, if compared to that of a TA, and the MWCNTs chosen for preparing TAAM was helpful in increasing a mechanical property, if compared to that of a TA.
Friction coefficient and wear rate
Figure 4(a) exhibits the typical schematic diagram of matching tribopair of as-prepared samples/Si3N4 balls. As shown in Figure 4(a), referring to an ASTM Standard of G99-95, the friction and wear property of the TA, TAA, and TAAM, sliding against Si3N4 balls of 6 mm diameter and 15 GPa hardness, was repeatedly tested on a No. HT-1000 tribometer with high temperature and ball-on-disk. In accordance with the discussions of Yang et al., 18 the test conditions such as 12 N load, 450°C temperature, and 0.5 m/s speed are helpful in acquiring the better friction and wear behavior. In the sliding wear process of 0–160 min, the friction coefficients were in succession recorded on the computer controlled system of model No. HT-1000. The wear rate W of as-prepared sample can be well-calculated by W = S/(P·C).19,20 Herein, C, P, and S were known as sliding distance, applied load, and wear volume, respectively.

Typical schematic diagram (a), friction coefficient (b), and wear rate (c) of matching tribopair of as-prepared samples/Si3N4 balls.
Before tests, an as-prepared sample was ground to remove the surface layer using the emery papers of less than 1200 grit and polishing diamond paste of less than 0.05 µm. The samples obtained a smooth surface with the small height parameters of Sa: 0.27 μm, Sq: 0.26 μm, Sku: 1.57, and Ssk: 0.13. Friction and wear tests were carried out at 0–160 min. The friction coefficients and wear rates with an increase in sliding time are shown in Figure 4(b) and (c), respectively. As shown in Figure 4(b) and (c), the TA obtained high friction and severe wear, if compared to those of TAA, and a TAAM acquired low friction and small wear. It found that the friction coefficients and wear rates rapidly reduced at 0–20 min, and then they obtained the small and stable values at 20–160 min.
Result and discussion
Experiment research
Figure 5 shows the typical morphologies obtained by an EPMA of the wear scars of TA, TAA, and TAAM after 160 min. As shown in Figure 5(a), big pits and wear debris appeared on the wear scar after 160 min. It indicated that main wear mechanism of the TA was severe peeling. As exhibited in Figure 5(b), small pits and massive grooves existed on the wear scar. Main wear mechanisms of the TAA were slight peeling and low furrow. As can be seen from Figure 5(c), big plastic deformation body formed on the wear scar during the 0–160 min sliding process. It indicated the main wear mechanism of a TAAM to be plastic deformation.

Typical EPMA morphologies of wear scars of the TA (a), TAA (b), and TAAM (c) after 160 min.
Figure 6 shows the representative back-scattering morphology of wear scar, FESEM morphology, and an XRD pattern of the wear debris of a TAA at 160 min. As shown in Figure 6(a), massive silver was uniformly distributed in the white region of wear scar. As shown in Figure 6(b), when sliding time increased up to 160 min, small wear debris formed on the wear scar. As can be seen from Figure 6(c), XRD diffraction peaks of the phases indicated that the wear debris was mainly composed of TiAl alloy, MWCNTs, silver, and metallic oxides such as SiO2, Al2O3, and TiO2. Oxide formation can be expressed as 2Al + 3O → Al2O3, Ti + 2O → TiO2, and Si + 2O → SiO2. A lubricant silver was squeezed out of the TAA to enrich on a wear scar during sliding. The slight peeling and small furrow (see Figure 5(b)) caused wear scar of the TAA to produce massive amount of wear debris (see Figure 6(b)).

Typical back-scattering morphology of wear scar (a), FESEM morphology (b), and the XRD pattern (c) of wear debris of the TAA at 160 min.
Figure 7(a) shows the typical EPMA back-scattering morphology of the wear scar of a TAAM. As can be better observed from Figure 7(a), under an EPMA back-scattering of the wear scars, the silver and MWCNTs mainly appeared in white areas and black regions, respectively. Figure 7(b) and (c) shows the X-ray photoelectron spectroscopy (XPS) characterization of silver and MWCNTs after 160 min. As shown in Figure 7(b) and (c), XPS diffraction peaks indicated that the lubricant silver and MWCNTs were abundantly enriched to the wear scar at 160 min.
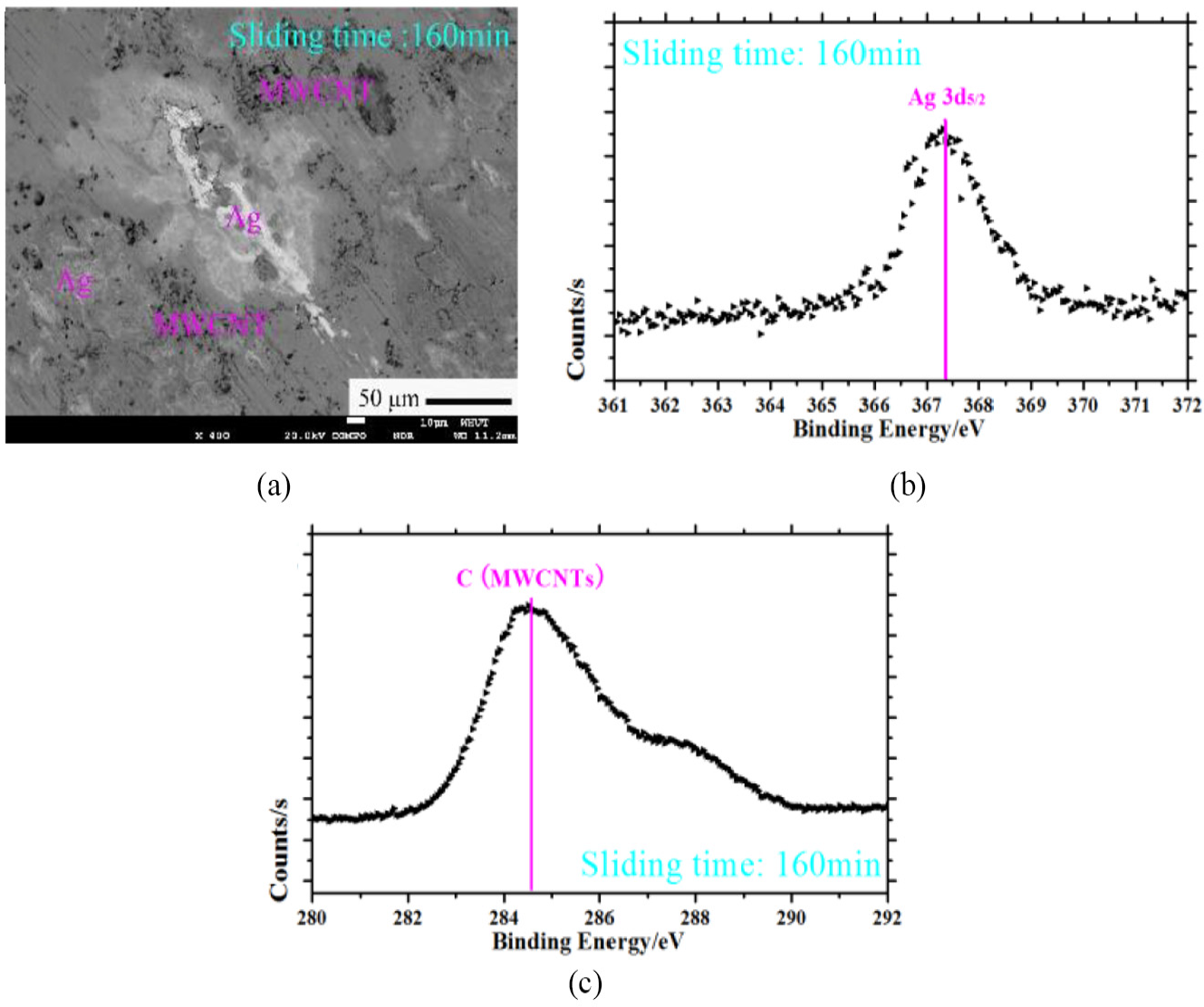
Typical EPMA back-scattering morphology of the wear scar of a TAAM (a), the XPS characterization of silver (b), and MWCNTs (c) after 160 min.
Figure 8 shows the typical FESEM cross-sectional morphologies at 160 min of wear scars of the TA, TAA, and TAAM. As shown in Figure 8(a), the friction layer at 160 min of a TA was mainly composed of grain refined layer and micro-deformation layer. As shown in Figure 8(b) and (c), the friction layers of TAA and TAAM were composed of lubricating film, grain refinement layer, and micro-deformation layer. Massive silver was enriched in the lubricating film of a TAA to obtain an excellent lubrication (see Figure 4(b) and (c)). Because of the existence of MWCNTs, friction and wear behavior of a silver-enriched film was enhanced, resulting in that the TAAM when compared with a TAA obtained the lower friction and smaller wear (see Figure 4(b) and (c)).
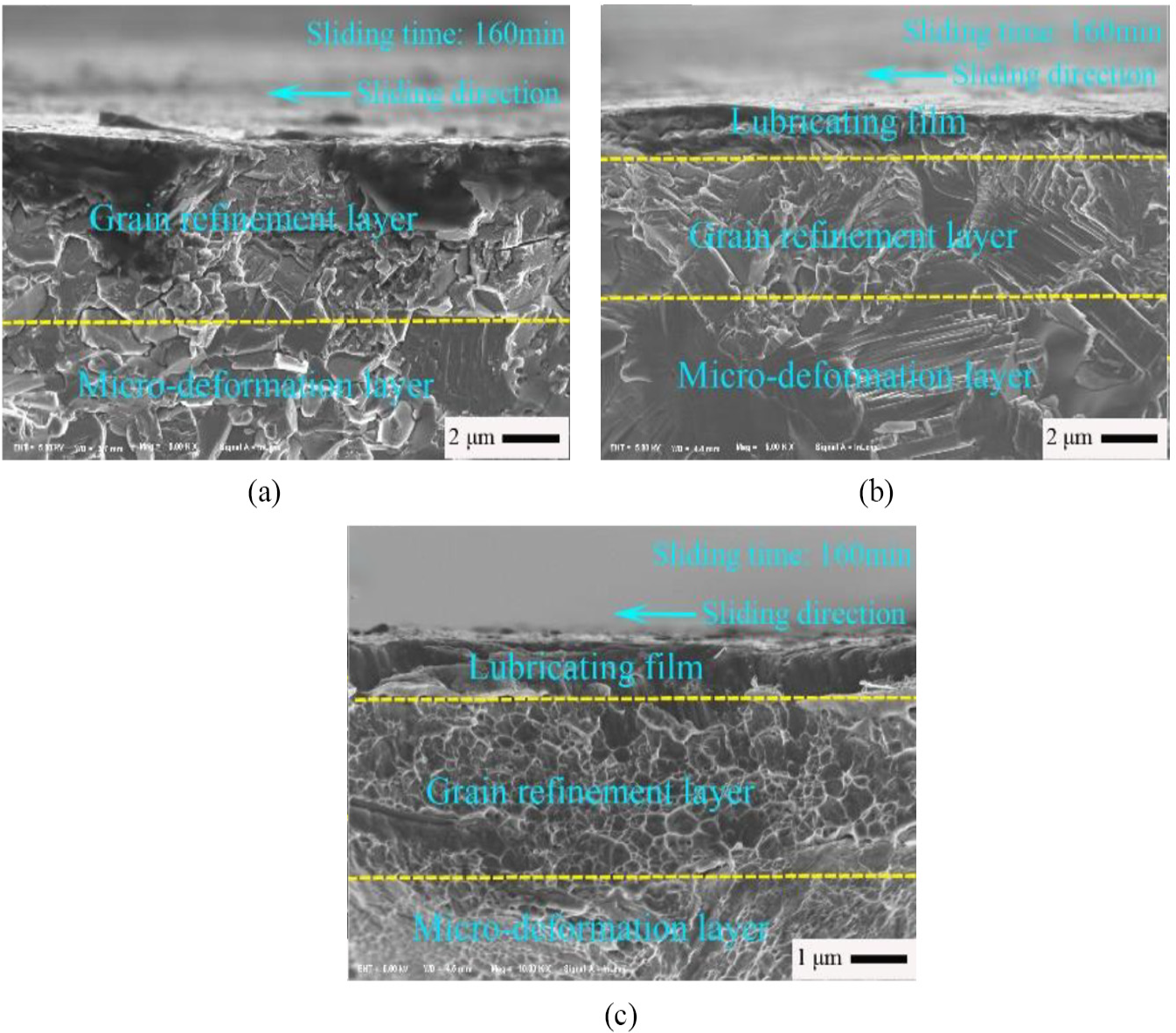
Representative FESEM cross-sectional morphologies at 160 min of wear scars of the TA (a), TAA (b), and TAAM (c).
Figure 9 shows the typical FESEM morphologies obtained at 160 min of wear scars of the TA, TAA, and TAAM. As shown in Figure 9(a), big cracks formed on the wear scar of a TA at 160 min. It can be concluded that it can cause a wear scar to produce the cracks, and an increase in friction resistance and material loss, resulting in the high friction and severe wear of the TA. As shown in Figure 9(b), the lubricant silver was gathered on a wear scar to form the lubricating film to realize an excellent lubrication. It led to the small friction and less wear of a TAA, if compared to those of the TA. As shown in Figure 9(c), the MWCNTs were pulled out of the TAAM during sliding to expose on the wear scar, and were tightly combined with silver to form lubrication film. According to the discussions of Tronci and Marshall 21 and Arash et al., 22 an excellent lubrication property of the film was mainly attributed to the reinforcing function and cooperated effect. Reinforcing function: for the high yield strength, super Young’s modulus, and outstanding hardness, MWCNTs existed in a lubrication film to cause an increase in the mechanical properties of the lubrication film. Cooperated effect: the MWCNTs of 5–35 μm length were uniformly exposed to the wear scar, tightly combined with the silver under an applied load, and formed the stable lubrication film. The lubricating film of the TAAM, for the existence of Ag and MWCNT, showed a more excellent lubrication than that of a TAA. It obtained less friction and small wear.

Typical FESEM morphologies obtained at 160 min of wear scars of the TA (a), TAA (b), and TAAM (c).
Figure 10 shows the typical surface textures obtained at 160 min of the wear scars of TA, TAA, and TAAM. As exhibited in Figure 10, if compared to the Sa: 0.59 μm, Sq: 0.48 μm, Sku: 1.96, and Ssk: 0.26 of a TAA, the TA acquired the higher height parameters with Sa: 1.91 μm, Sq: 2.28 μm, Sku: 2.18, and Ssk: 0.27; and smaller parameters of a TAAM were achieved because of Sa: 0.57 μm, Sq: 0.45 μm, Sku: 1.87, and Ssk: 0.25. It indicated that a cooperative lubrication of silver and MWCNTs caused a TAAM to obtain the smaller parameters than those of the TAA and resulted in a smooth wear scar. It was helpful in the reduction of friction resistance and material loss. Thus, the friction and wear behavior of the TAAM was more excellent than those of the TA and TAA.

Typical surface textures obtained at 160 min of wear scars of the TA (a), TAA (b), and TAAM (c).
Engineering verification
Figure 11(a) exhibits a centrifugal autogenous mill at working for the crushed stones. An installing structure of hammer blocks is shown in an illustration of Figure 11(a). As shown in illustration, hammer blocks of the TA, TAA, and TAAM were distributed at the interval angle of 60° of the circles. The wear morphologies of hammer blocks are clearly observed in Figure 11(b) and (c). The mass loss of hammer block is listed in Table 2. As shown in the table, if compared to the mass loss (about 132 g) of a TAA, the TA hammer obtained higher value of approximate 150 g and the TAAM hammers acquired the lower mass loss, almost 116 g.

A centrifugal autogenous mill at working for the crushed stones (a), and wear morphologies (b–c) of the hammer blocks.
Typical mass loss of the hammer blocks of the TA, TAA, and TAAM.
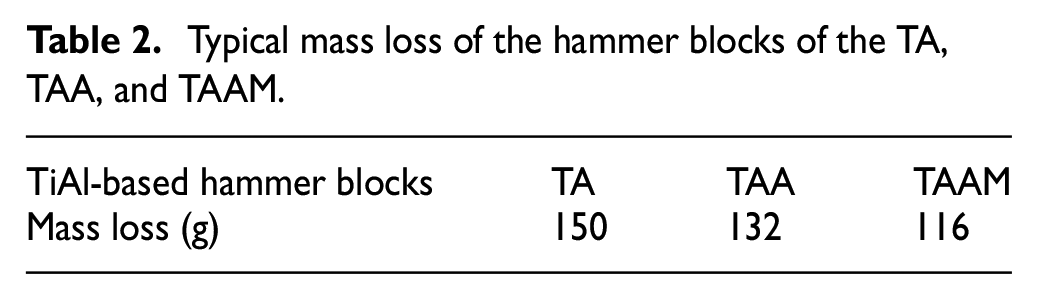
Figure 12 shows the typical FESEM wear morphology, back-scattered morphology, and FESEM cross sections of the TAAM hammers. As shown in Figure 12(a), big cracks appeared to wear scar during sliding process. As can be seen from Figure 12(b), the silver mainly existed in white region under an FESEM back-scattering, and the MWCNTs were mainly distributed in black region. As shown in Figure 12(c), the limestone was crushed by a TAAM hammer to obtain the friction layer composing of lubrication film, grain refinement layer, and micro-deformation layer. It was beneficial in the reduction of the friction resistance and material loss to result in low friction and less wear of a TAAM.

Typical FESEM wear morphology (a), back-scattered morphology (b), and FESEM cross sections (c) of the hammer blocks of a TAAM.
Figure 13 shows the representative schematic diagram of the test locations marked by red spheres, Vicker’s hardness, and tangential residual stress of wear scars. As shown in Figure 13(a), the test locations of Vicker’s hardness were exhibited using the red spheres. As shown in Figure 13(b), higher Vicker’s hardness (almost 6.67 GPa) was acquired by a TAAM hammer, if compared to the TAA, the lower value of Vicker’s hardness was obtained for a TA hammer. This can be well explained using following formulas 23


Herein, V, F, and KIC were wear volume, applied load, and fracture toughness, respectively. H, L, and a were Vicker’s hardness, sliding distance, and real constant, respectively. Thus, higher Vicker’s hardness (almost 6.67 GPa) resulted in the better wear resistance of a TAAM, if compared to those of the TA and TAA.

Typical schematic diagram of the test locations marked by red spheres (a), Vicker’s hardness (b), and tangential residual stress (c) of the wear scars.
As shown in Figure 13(c), the TAAM obtained smaller residual stress of wear scar at 160 min, if compared to a TAA, and the residual stress of a TA was proved to higher. The low stress of wear scar was beneficial in making the friction layer to maintain an excellent lubrication during the friction and wear process. It can cause the TAAM to obtain low friction and less wear, if compared to those of the TA and TAA. This indicated that the synergistic lubrication of silver and MWCNTs was more excellent than that of silver alone, and resulted in a TAAM obtaining small mass loss and an excellent lubrication than those of the TAA.
Conclusion
The main objective of this study was to study a synergistic lubrication of silver and MWCNTs using experimental test and engineered verification. After investigation, the main conclusions were obtained as follows:
The TA obtained high friction and severe wear, if compared to those of a TAA at 0–160 min, and the TAAM acquired less friction and small wear.
The silver in a TAA was gathered on the wear scar to form a lubrication film, and showed an excellent lubrication property to obtain a low friction coefficient and small wear rate.
The synergistic lubrication of silver and MWCNTs was more excellent than an individual silver. It resulted in an excellent friction and wear behavior of a TAAM than those of a TAA.
An engineered verification indicated that an excellent synergistic lubrication of silver and MWCNTs can result in the TAAM hammers to obtain a small mass loss.
Footnotes
Acknowledgements
The authors appreciate the Nanjing XFNANO Materials Tech Co., Ltd and Post-doctoral Innovation Practice Base of Anyang Institute of Technology for their kind assistance.
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Tribology Science Fund of State Key Laboratory of Tribology (SKLTKF18B09), Talent Introduction Project of Sichuan University of Science & Engineering (2016RCL04), Doctoral Start-up Funding of Anyang Institute of Technology (BSJ2018005), the Foundation of Henan Educational Committee (19A460011), Science Research Project in Inner Mongolia Autonomous Region for Institution of Higher Learning (NJZZ16369), and Project for Science and Technology Plan of Henan Province (192102210010).