
Abstract
With the continuous improvement of living standards, customers are gradually pursuing products which are individualization, entertainment, and scene. The production model of the enterprise has changed from the traditional inventory model to the manufacturing model driven by the customer orders. By analyzing the evolution process of customer to business, we get the overall framework of customer to business based on customer platform-connecting manufactory platform-connecting service. A case study in the automotive industry is introduced, which takes customer to business as the implementation of enterprise strategy. The detailed implementation process is discussed from the four aspects of open and networked demand for personalized customer (C), open and networked manufacturing (M), open and networked service (S), open and networked collaborative platform (P). The objective of this article is to provide general references for enterprises to change from traditional business-to-customer model to open and interconnected customization model by combining the improved customer-to-business framework and its application in automotive industry. The framework we put forward has achieved good results in related customer-to-business projects we participated in. The research results of this article can be used as a reference for enterprises to design, set, and carry out the model of customer to business.
Introduction
The national industrial strategy about customized manufacturing model
(1) In 2011, “industry 4.0” was put forward at the Hannover Industrial Expo in Germany. The German national strategy was promoted by the German Academy of engineering, the Fraunhofer Association, the SIEMENS company, and other academics and industries. 1 The strategy put forward that the transformation of production model is from mass production to mass customization production and fully meet the personalized needs. (2) In 2012, GE company in the United States proposed industrial Internet: based on industrial Internet, 2 it promoted real-time connection and intelligent interaction between machine, machine control platform, enterprise upstream and downstream and proposed a mass customization production model based on flexible production line. The core of the industrial Internet is Cyber Physics System (CPS), including the information network in the factory and the information network connected to the external large-scale system. (3) In 2014, GE, Cisco, IBM, AT&T, and Intel established the Industrial Internet Alliance (IIC). 3 The reference framework for IIC is IIRA (Industrial Internet Reference Architecture), which includes four levels of business perspective, use perspective, functional perspective, and realization perspective. Among them, from business perspective, it emphasizes business model innovation based on stakeholder value. (4) In 2015, China’s State Council officially issued “manufacturing in China 2025.” 4 The strategy emphasizes that the global manufacturing structure is facing major adjustments, including network crowdsourcing, collaborative design, mass customization, precision supply chain management, full life cycle management, electronic commerce, and so on. They are reshaping the value chain system of the industry. (5) In 2016, in China, more than 100 units such as industry, information and communication industry, Internet, and other fields jointly launched the Alliance of Industrial Internet (AII). 5 AII has released the industrial Internet architecture and has defined the business application innovation of enterprises and it is based on customization model. (6) In December 2016, IVI (Industrial Value Chain Initiative), based on the existing foundation of domestic manufacturing industry, introduced the basic architecture of the intelligent factory: IVRA (Industrial Value Chain Reference Architecture), 6 which promoted the development of intelligent manufacturing and model innovation.
From the rapid development of the information era of the world, from the national industrial strategy, we can see that consumers are increasingly seeking personalized and experiential products, and the competitiveness of enterprises has gradually shifted from mass manufacturing to mass customization. This model innovation is transformed from the previous B2C (business-to-customer) model to the consumer’s personalized demand and the reverse customized C2B (customer-to-business) model. Therefore, it has broad application prospects for the research of C2B theory system and framework.
The requirements of customized manufacturing in the automobile industry
In the industrial Internet environment, the automobile industry is constantly exploring in the transformation and upgrading, such as manufacturing model innovation, intelligent interconnected vehicle, automatic driving, mass customization based on customer’s personalized demand, intelligent production, and business process reengineering based on C2B.
The transformation and upgrading requirements of the automobile industry in the industrial Internet environment are as follows: (1) Open and networked demand for personalized customization of car buyers and the demand for Internet cars is increasing: with the arrival of the era of consumption upgrading, consumers are no longer satisfied with the serious mechanical production of homogenization, and the demand for personalized customization is increasing. 7 (2) Open and networked manufacturing systems of the automobile industry need to be established: the world economy has entered a new normal state, and the transformation and upgrading of the automobile industry coincides with the context of the present structural reform and the consumption upgrading of the supply side. The automotive industry needs to transform from mass production to mass customization which is open, networked, and flexible. 8 At the same time, car buyers are also pursuing the online experience of intelligent Internet vehicle demand. (3) Open and networked service ecosystem of the automobile industry needs to be established: 9 the automobile industry is in urgent need of the innovation and business process reengineering of the intelligent and mass customization model 10 and constantly create a brand new service ecosystem in automobile industry driven by customers to meet the diversified needs of the customers and lead the future car life. (4) Open and networked collaborative platform of the automobile industry needs to be established: 11 in the era of intelligent Internet, “manufacturing” will upgrade to “intelligent manufacturing.” The traditional B2B (business to business) and B2C will turn to C2B by an open and networked collaborative platform. Facing the opportunities and challenges brought by the intelligent Internet, enterprises are adjusting and innovating.
Therefore, for the automotive industry, the competitive advantage of mass production model based on large-lot production is not large. It is urgent for enterprises to aim at the product value defined by the customer and how to make the customer get the online experience service based on the intelligent Internet platform. Combined with the existing research and participation of the C2B project, the overall framework of C2B is put forward, and it is implemented and landed in the automobile industry to make reference for other automobile enterprises in the transformation of custom model, which includes open and networked demand for personalized customer (C), open and networked manufacturing (M), open and networked service (S), open and networked collaborative platform (P). Based on the improved C2B framework, the objective of this article is to study the implementation and application path of the automotive industry from the traditional inventory-based B2C model to the open and networked customization model. Under this model, enterprises can improve the flexible production capacity of production line, reduce inventory, reduce the OTD (order to delivery) of raw materials supply, reduce the CPS (cost-per-sale) of product market, improve the modular configuration of products, and so on, on the basis of traditional model. Through this case analysis, it can provide reference for the planned and step-by-step implementation of C2B in automobile industry. Under this model, enterprises can improve the flexible production capacity of production line, reduce inventory, reduce the OTD of raw materials supply, reduce the CPS of product market, improve the modular configuration of products, and so on, on the basis of the traditional model.
The following organizational structure of this article is research background, requirement analysis of C2B model, literature review, the concept and evolution of C2B, an improved overall framework of C2B, a detailed case study of C2B in the automobile industry, and conclusions.
Literature review
Status review
We have reviewed the literatures through the mainstream database. There are many literatures about the traditional mode of B2C, which can reach hundreds to 1000 articles. B2C manufacturing mode is built on the basis of mass production, and enterprises reduce costs through the optimization of large batch production of single variety. However, there are few studies on the C2B model, about 10 articles, which mainly focus on the original form of C2B: the e-commerce model 12 and the analysis of customers, such as customer satisfaction, 13 customer service, 14 and customer repurchase behavior analysis.15,16 However, there is relatively little research on integrating C2B into manufacturing process, and there is almost no research on the systematic structure and complete architecture of C2B. Furthermore, although there are some literatures about the custom model of automobile 17 and the personalized production model of automobile, 18 it is based on a theoretical hypothesis or theoretical innovation and rarely has a real industrial landing. Yet, in the case study, we researched, this enterprise is the first enterprise to implement C2B in the automotive industry and has already landed in industry. At the same time, the existing research on the application of industrial Internet to the automotive industry is relatively few, and there is almost no research combined with C2B. Therefore, in this article, the C2B innovation framework and its case in the automotive industry have strong research significance.
As shown in Table 1, the research based on the customization model focuses on customer needs, product design, manufacturing, and services. Each piece of research is independent of each other and lacks systematic methods and frameworks around the relationship between them. In addition, the existing research is mainly based on the traditional customization mode of research. However, there is less research on improved C2B in the Internet and intelligent manufacturing environment. Especially from C (customer) to M (manufactory) to S (service), and their relationship and cooperation are relatively few.
Literature review.

An industrial precedent for exploring the C2B model
At present, many enterprises have been exploring the C2B model, such as household appliances, home furnishing, clothing, food, and other industries:
Household electrical appliance industry: (1) BOSCH Co. develops and produces the first custom fridge based on Jing-dong intelligent small station. 52 (2) Haier Group Co. makes smart home appliances, supporting the customization of various products such as air conditioners, water heaters, washing machines. 53
Home furnishing industry: 54 (1) Home-Koo corporation delivery according to customer demand for personalized customized furniture. (2) Fu-An-Na corporation introducing the C2B model into the custom furniture market, to provide one-stop home solutions for customers. (3) DIMA corporation carries out online customization services, supports consumers according to the different environments of the bedroom with its own esthetic, special custom of shower room size, shape, and so on.
Clothing industry: in order to get rid of the plight, Qingdao Red Group Co. realizes the transformation of the traditional garment industry to upgrade and creates a classic business platform 55 of clothing customization. 56
The food field: 57 together with WAL-MART and China Engineering Laboratory, IBM uses IBM block chain to build a new model to achieve transparency and auditor function of food supply chain. 58
Through the analysis of the C2B model of the industrial case, we have known that the C2B model is already landed in the relatively simple structure of the industry, such as electronics, household appliances, clothing, home furnishing. In the automobile industry, Geely Group Co. can make the first online sale of a customizable version of the car by cooperating with the necessary business city in order to meet the personalized needs of users. 59 Although the C2B application in the relatively complex automotive industry is developing, it still has less application in the industry of complex products, such as in the aerospace industry, the sea industry and ship industry, and so on. It is mainly restricted by the complex product manufacturing system. In addition, the applications of these industries are mostly in the primary exploration stage of C2B applications, and the guidance and improvement of scientific theoretical knowledge are also needed.
Therefore, the research and application of C2B model in automobile industry is very few. In the case study of C2B at the end of this article, the automobile enterprise promotes C2B strategy and has become the first automobile company to implement intelligent model of C2B. “D90” has become the first product developed and designed by users in automobile history. More than 30 thousand users are interacting with the platform to get suggestions.
C2B model
C2B model is a business model for customizing production according to the needs of the consumers. C2B is the reverse process of the traditional mode B2C, and in which, customer consumption is not according to factory inventory. 60 The evolution of C2B has gone through (1) B2C stage, 61 (2) C2B (C2B based on e-commerce) stage, 62 (3) C2B2M-MC (customer to business to manufactory based on mass customization) stage, 63 (4) C2B2M-MP (customer to business to manufactory based on mass personalization) stage, 64 (5) C2M (customer to manufactory) stage, (6) CPM (customer platform-connecting manufactory) stage, 65 and (7) CPMPS (customer platform-connecting manufactory platform-connecting service) stage.
The evolution and characteristics of C2B are shown in Figure 1. (1) The traditional manufacturing model is B2C model, and customers purchase products according to enterprise inventory. 61 (2) B2C model is developed to C2B mode based on e-commerce. 66 Customers are aggregating demand on e-commerce platform to form group-buying order, and enterprises arrange production accordingly. (3) C2B e-commerce model is developed to C2B2M-MC model. Customers can not only pay attention to the commercial sales of products (B side), but also extend to the product manufacturing (M), such as product manufacturing status query, order quality traceability. 67 The first model of C2B2M is C2B2M-MC, which is based on mass customization. In this model, the customization of the product is relatively simple. So, the enterprise provides limited options for the customer to choose, and the custom initiative is still in the hands of the enterprise. (4) The C2B2M-MC model is developed to the C2B2M-MP model. The customization degree of products is higher. Customers can customize products according to individual needs, and the initiative of product customization is changed from enterprises to customers. 68 (5) The C2B2M model is developed to the C2M model. Enterprises have removed the commercial sales link (B end), and customers directly face factories, saving the cost of distributors and multi-level sales agents. 69 At the same time, customers can participate in design, manufacturing, and other manufacturing processes. (6) The C2M model is developed to the CPM model. Customers and factories are connected by industrial Internet platform based on industrial big data. 70 The platform includes interactive platform, custom configuration platform, networked and collaborative platform within and outside the enterprise. (7) The CPM model is developed into the CPMPS model. The content of CPM model should be supplemented as service (S) link, 71 including the content of Industrial Product-Service System (IPSS), experience service for customer (S). Comparison and evolution of different models of C2B are shown in Table 2.

The evolution and characteristics of C2B.
Comparison and evolution of different modes of C2B.

C2B: customer-to-business; B2C: business-to-customer; C2B2M-MC: customer to business to manufactory based on mass customization; C2B2M-MP: customer to business to manufactory based on mass personalization; C2M: customer to manufactory; CPM: customer platform-connecting manufactory; C2M2S: customer to manufactory to service.
Therefore, C2B model was redefined as “customer to manufactory to service (C2M2S)” model or “CPMPS” model mainly from four levels which are (1) open and networked demand for personalized customer (C), (2) open and networked manufacturing (M), (3) open and networked service (S), and (4) open and networked collaborative platform (P).
The C2M2S model is a further extension of CPM model. This mode solves the problem, which cannot cluster and share (S) large customer groups at the beginning in C2B model. The traditional C2B model is still in the personal consumption stage, and it has not yet expanded the user scale through the Internet sharing mechanism. The C2M2S model is based on C2B and introduces the content of experiential service and social sharing service.
C2B is an Internet innovation model, in which model, according to user’s personalized, socializing, and entertainment requirements, enterprises build a customizable, order responsive, flexible manufacturing system for intelligent manufacturing and build a big data interactive cloud platform based on mobile, fragmentation and scene, convergence of global resources to form an industrial ecosphere within and outside the enterprise network, which contains collaborative design, collaborative manufacturing, collaborative supply chain, and collaborative services, to achieve the aim of customized delivery of products, stakeholders win-win, as well as providing real-time operation and maintenance services and user experience services.
An improved overall framework of C2B
Based on the above analysis of the evolution and characteristics of C2B, an overall framework of C2B was built based on CPMPS. Traditional C2B model only includes interaction between customers and sellers. Through the analysis of the evolution process of C2B above, we derive the improved C2B model, which is from C2B based on initial e-commerce expansion to customer platform-connecting manufactory and service (CPMS) based on Internet and big data. Customers (C) connect directly with manufactory (M) and participate in experiential services (S). The connection between customers and manufactory is an open and shared big data interaction platform (P) based on the Internet and social resources.
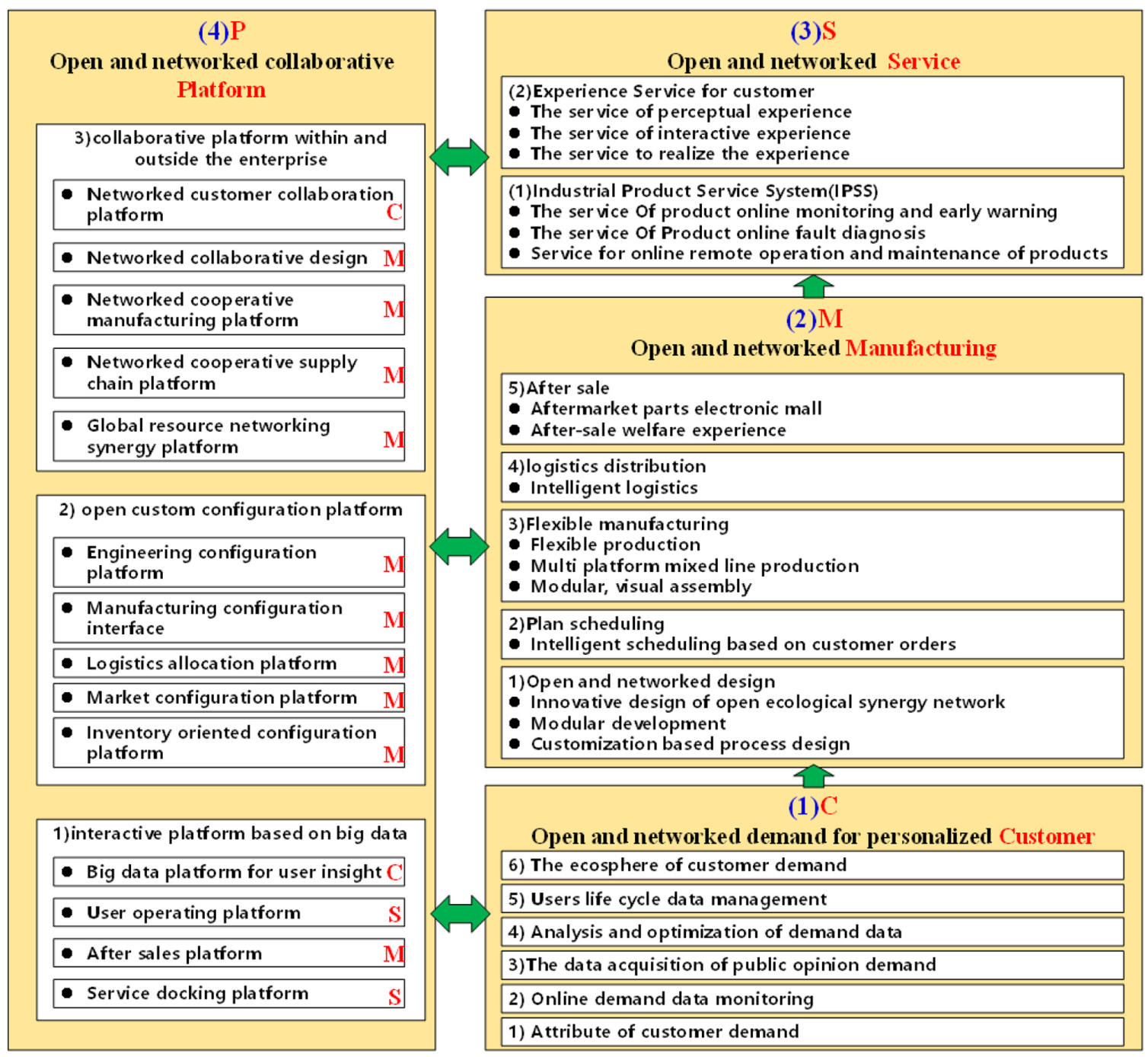
Based on the above requirements (section “The requirements of customized manufacturing in the automobile industry”), we combine the existing research and related C2B project practice to propose C2B innovation framework shown in Figure 2. The framework is based on the CPMS model defined in the beginning of the paper. From a longitudinal perspective, as shown in Figure 2, from bottom to top, it includes four levels: open and networked demand for personalized customer (C), open and networked manufacturing (M), open and networked service (S), open and networked collaborative platform (P):
1. Open and networked demand for personalized customer (C).
In view of the characteristics of customer’s individualized customization demand, the process of enterprise’s handling of personalized demand is divided into six steps, which are Step 1: monitoring of customer needs; Step 2: acquisition of customer needs; Step 3: identification of customer needs; Step 4: transformation of customer needs; Step 5: classification of customer needs; Step 6: analysis of customer needs; Step 7: users life cycle data management; Step 8: establishing a user’s ecosphere.
2. Open and networked manufacturing (M).
After user personalized needs configured by customization platform, enterprises need to convert them into order activities. Around the whole life cycle of the product, enterprises implement product design, plan scheduling, flexible manufacturing, logistics distribution, and after-sale based on customization model, which is open and networked.
3. Open and networked service (S).
Personalized cars are delivered to the customers by flexible production. In order to create more interconnected intelligent products and more loyal customers, enterprises also need to consider the open and networked service, including not only the product itself, such as remote maintenance and other accessories back service, but also includes the experience of online interactive platform based on service.
4. Open and networked collaborative platform (P).
An open and networked collaborative platform, which is based on a big data, is the middle bridge of C (customer), M (manufacturing), and S (service), including interactive platform based on big data, open custom configuration platform, and collaborative platform within and outside the enterprise. Each collaboration platform has corresponding sub platform to connect with C, M, and S.
An improved overall framework of C2B model.
The hierarchical design of C2B framework is based on the implementation process of C2B. The initial source of C2B is customer personalized needs (C). Then enterprises organize open flexible manufacturing (M) according to customers’ customized needs. Next, after the product is manufactured, the enterprise provides open services (S) to its products and customers. Finally, the enterprise establishes a networked collaborative platform (P) to link up the above three processes of customer demand, product manufacturing, service of product and customer. Open and networked collaboration platform consists of three parts: interactive platform based on big data (interaction with C, M, and S), open customized configuration platform (enterprise configures and organizes manufacturing M according to customer’s customized orders), and Internet platform based on collaboration with stakeholders inside and outside enterprises (including customers, designers, manufacturers, suppliers, providers of social resources, etc.). The following is a detailed case study of the overall framework of C2B in the automotive industry.
A case study in automobile industry
The automobile enterprise in this case is the first commercial vehicle in the world to take C2B model as a strategic goal and put it into practice. The full size and customized Internet sport utility vehicle (SUV) is the strategic product of this enterprise as the first automobile enterprise to put forward and practice intelligent mass customization model. It is also the first SUV in the history of the car, which is driven by the user, and the user participates in the six stages of the product “definition, design, verification, selection, pricing and improvement.” A data operation center is set up to enable users to drive business. Data analysis is used to drive the whole business chain from vehicle planning to production. It will become a new model of car enterprise driven by customers to meet the needs of diversified customers and lead the future of automobile life. The following cases will be analyzed for each level according to the proposed framework, mainly including open and networked demand for personalized customer (C), open and networked manufacturing (M), open and networked service (S), open and networked collaborative platform (P).
The research methods of this article are system engineering and case analysis. It gradually deduces the implementation path of transformation from B2C to C2B.
It should be explained that the case study in thisarticle is an upgrade and extension on the basis of the case of the paper called “constructing product service system (PSS) from a perspective of continuously improved customization model based on CPMS,” which was submitted to a journal, but it has not been published online yet. This case in the paper is more detailed and thorough to analyze the various stages of the implementation of the C2B in the automotive industry.
In view of the C2B framework proposed above, a case study is made in the automotive industry. Based on the integrity and systematicness of the framework, the case analysis is mainly carried out around the main elements and levels of C2B (open and networked personalized needs, open and networked production, open and networked services, open and networked platforms). Each level is implemented step by step in the automotive industry according to the implementation process of C2B.
Open and networked demand for personalized customer (C)
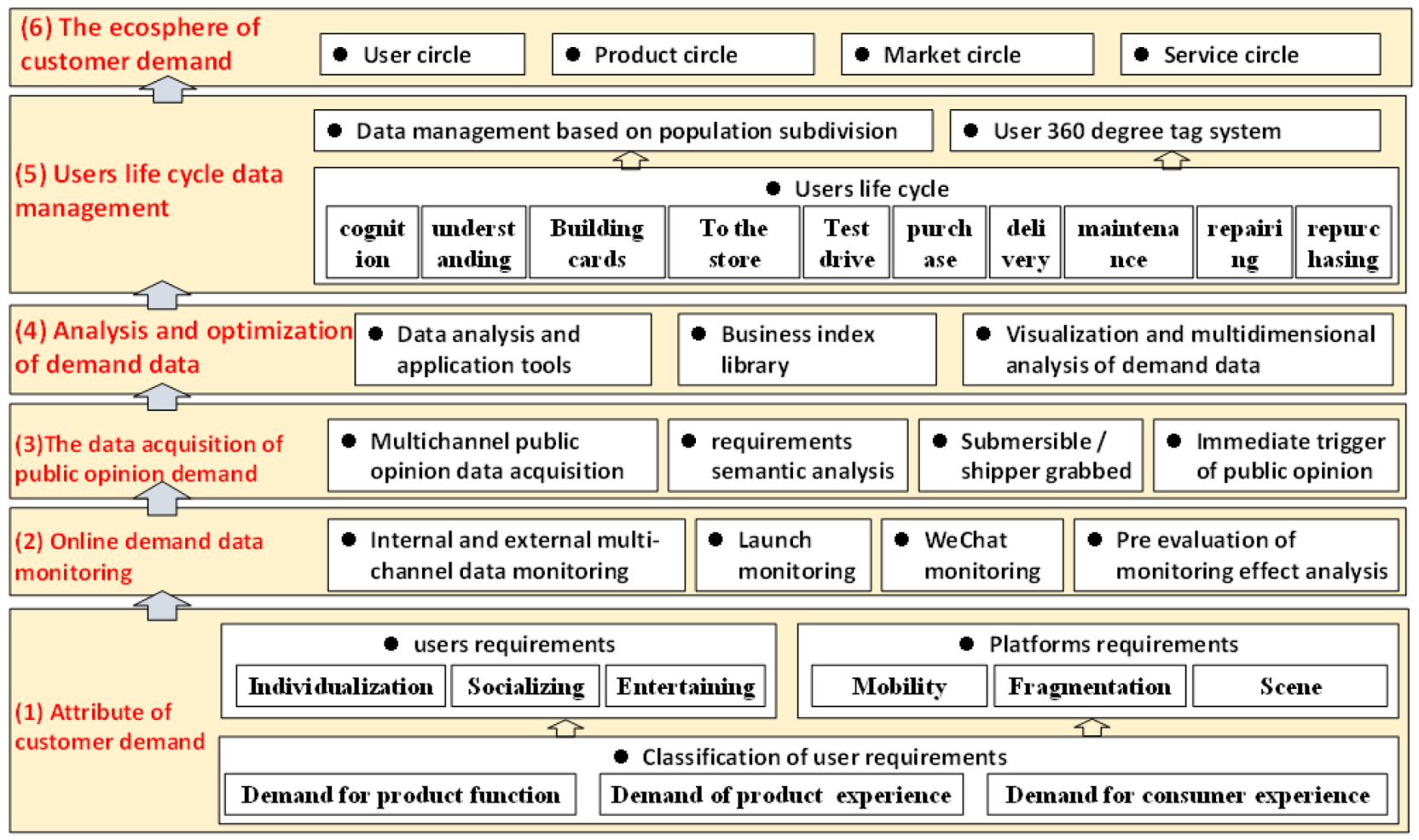
The source of C2B is customization demand for personalized customer. Monitoring, acquiring, analyzing, optimizing, and managing for customer’s demand is the first step of C2B implementation. A framework for processing of customer’s customization demand is shown in Figure 3.
Customer demand attributes. Customer demand is from satisfying product functional requirements to experiencing product needs and then to serving ecological needs. Nowadays, customer needs are personalization, socialization, and entertainment. The corresponding platform needs are mobile, fragmented, and scene oriented. In order to meet the needs of the above customers and platforms, we need to implement the monitoring, analysis, optimization, and management of the demand data.
Demand data online monitoring. Internal and external monitoring channels are included, such as launch monitoring, WeChat monitoring, website needs analysis. Finally, monitoring effect is analyzed and pre evaluated. We can get raw demand data from different sources.
Public opinion demand data acquisition. The collection, storage, and application system of public opinion data are established, and the raw data are grabbed according to the specified keywords and logic. The original data are semantically analyzed and recognized, and label data are generated. Analyze the tagged data, capture the potential customers, and implement public opinion immediate triggering.
Analysis and optimization of demand data. We should integrate and clean the underlying data, set up a business index database, and visualize, analyze, and optimize the acquired demand data with the help of big data technology.
Users use full life cycle data management. (1) Establish a full life cycle data management system for users, including the period of understanding, the period of building, the store period, the probation period, the purchase period and the delivery period, maintenance period, repairing period, and repurchasing period. It aims to track and capture the user’s personalized customization requirements. (2) Set up a user’s 360° tag system: using the whole life cycle around the user, establishing 223 basic labels, 56 social attribute labels, helping the business department to establish data applications, user insight, user groups, and other applications.
Establish a user ecosystem. After capturing, analyzing, optimizing, and managing users’ demand data, we build user ecosystem, including user circles, product circles, market circles, service circles, and so on.
A framework of open and networked demand for personalized customer (C).
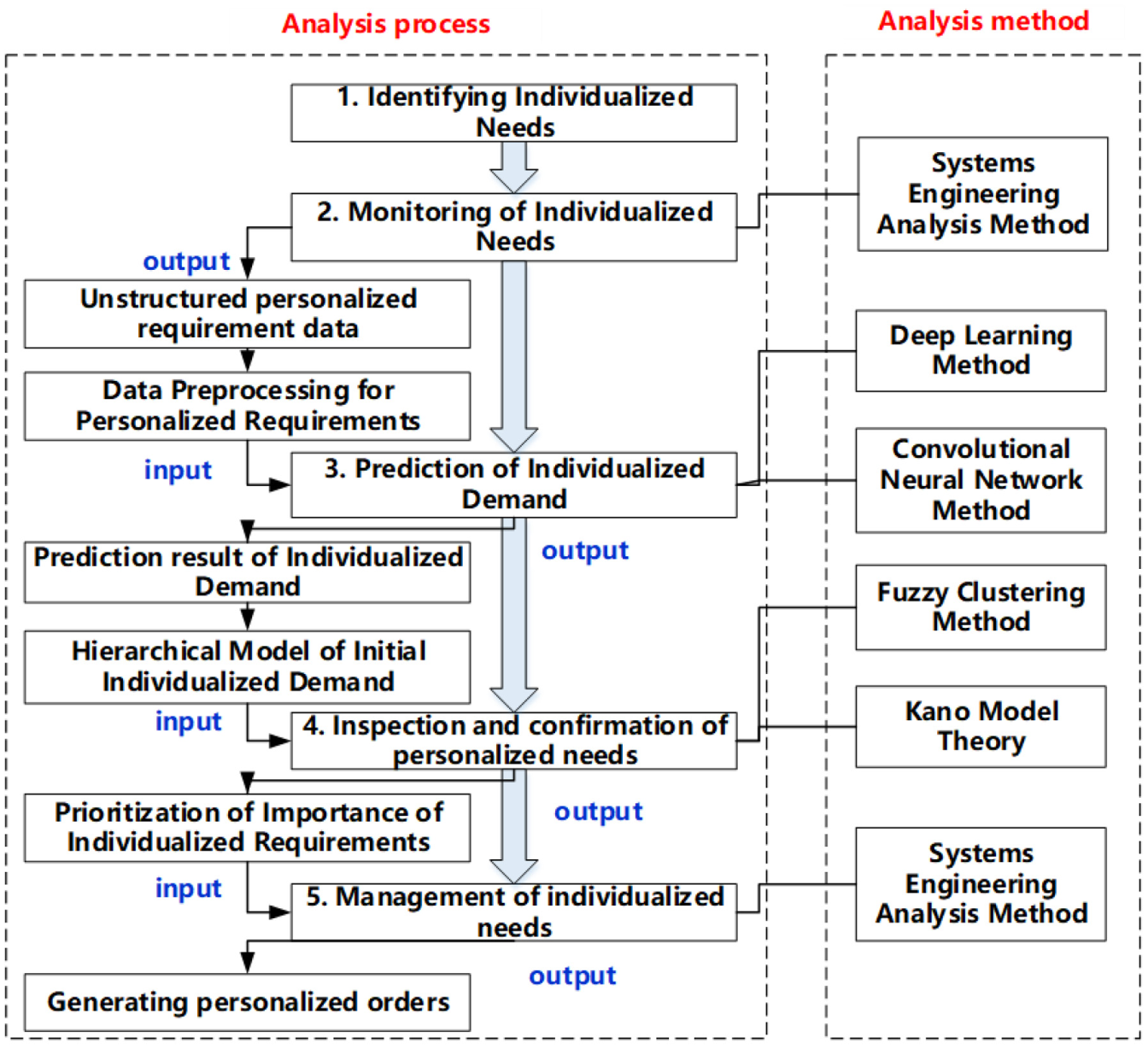
The process model for customer personalized needs is shown in Figure 4. First, personalized needs are identified to distinguish the classification and expression of customer demand data. Second, based on the requirements defined above, the demand data are acquired on the monitoring platform based on big data, and the customer’s attention to the demand is investigated. The method used is system engineering analysis. Then, the historical data monitored are preprocessed, including data denoising, smoothing, dimensionality reduction, normalization, and so on. Furthermore, based on the historical data processed, a prediction model is built using deep learning methods (such as convolution neural network), and the prediction results of demand are obtained after model training and testing. Furthermore, the importance of forecasted demand is ranked based on Kano model theory. Finally, the individualized demand is managed and configured, which provides some reference for enterprises to organize production.
A process model for personalized customer (C) of C2B.
Open and networked manufacturing (M)
Open and networked manufacturing belongs to the M side of C2M2S, and the main task is to implement flexible manufacturing based on custom-made products on the platform (M) when the requirements are matched with the order. The open and networked manufacturing framework for fast response of customer demand is mainly focused on product R&D design, plan production, flexible manufacturing, and logistics distribution and after sale.
1. The network innovation of R&D design. It includes collaborative innovation design of open ecology, modular development method based on network collaboration, and customization-based process design. On the basis of the original modular development method in the enterprise, 72 the elements of the industrial Internet are injected, which is aiming at the long period of pain point in the development of products, splitting the complex products, and recruiting developers according to modules from the global resources.
2. The network innovation of planned production. User-centered, real-time manufacturing plan is established according to customer order. The order completion time is adjusted according to the bargaining price of customers, so as to achieve the optimal production scheduling. The order based on C2B model mainly includes customer order, large customer order, dealer order, outsourcing order, order of automobile host factory, order of sales company, and so on. The constraints of scheduling optimization include material constraint, caking constraint, distance constraint, and so on. The optimization objectives are optimization of color switching, optimization of product category handover, and Jobs Per Hour (JPH) maximization.
3. Flexible production and production based on modularization and visualization. By building a multi-platform collinear production system and reliable and perfect error proofing system, we can achieve efficient lean manufacturing. A multi-platform mixed production system is built to achieve personalized and standard parts production with optimized color and model handover. In the production process, enterprises open the manufacturing process and nodes for customized customers. As an example of the automobile industry, the assembly video of the vehicle is provided for the custom user. It can be used to trace the assembly problem, and the customer can view the assembly process of its own car in the cloud. As shown in Figure 5, the customers of the vehicle numbered SV91EV79 can see that the assembly schedule in 23 November is the paint phase, and the vehicle’s status video can be seen after clicking.

Customers can see the assembly process of their own cars in the cloud.
As shown in Figure 5, customers can watch the production process of the car they have purchased online in real time through the interactive system implemented by enterprises. Customers can also see different production processes resulting from customized cars with different functions. Through visual tracking of vehicle status, customers can find problems in the manufacturing process and participate in the design and production from the customer’s point of view, so as to improve product satisfaction.
4. The network innovation of logistics distribution. Genetic algorithm, machine learning, and other AI methods are applied to optimize the trajectory of intelligent vehicle. 73 It realizes the intelligent production logistics distribution by visual logistics and driver online matching method.
5. The network innovation of after-sales service. It includes electronic shopping mall and after-sale integration experience, providing users with free selection of spare parts function to achieve rapid response to demand and manufacturing. Accessories Electronic Mall is directly connected with accessories suppliers and customers, providing customers with standard accessories and free choice of personalized accessories services. The rapid response mode of accessories realizes the precise and quick matching of parts, and the response is shortened to 3 s.
In this section, although it is also around the life cycle of automobile manufacturing, it is different from the traditional B2C model. It is mainly manifested in the flexible production of customized orders for customers and is open and networked. For example, in the R&D stage, besides the digital product design and simulation of the enterprise itself, it also includes recruiting community users for design according to the module. That is to say, design is open, social and considers the needs of customers. In the manufacturing stage, enterprises are still customizing orders for customers, organizing flexible production, and adjusting orders according to customers’ bargaining price.
Open and networked service (S)
Open and networked service belongs to the service (S) end of CPMPS model. After delivering products to users, enterprises must continue to provide product services and experience services for users. The PSS includes product monitoring and early warning system, product fault diagnosis system, product online operation, and maintenance service system. Customers do not need to wait for products to have problems, but to build industrial product service system (IPSS) based on big data and AI technology. 74 By installing sensors on products, users can enjoy service of products by online monitoring and timely alarm. Besides product services, users are concerned about subsequent experience services. Through the analysis of user’s experience service period (perception, probation, interaction, delivery, after sale), the user’s perception experience, interactive experience, and realization experience are realized. A framework of experiential services is shown in Figure 6.
1. IPSS based on big data. Product monitoring and early warning. It includes operation status anomaly recognition and three-level early warning system. Among them, the driver monitoring is to monitor and track the driver’s posture using infrared sensors and other sensors. Equipment fault intelligent diagnosis. It is to diagnose the equipment fault intelligently by establishing fault prediction model and fault index knowledge base. The functions of recognition, analysis, reasoning, decision, and control are realized through the acquisition of signal, the detection of the sensor, and the remote real-time monitoring and dynamic tracking are realized. Services of product online remote operation and maintenance. It includes equipment remote intelligent operation and maintenance service, load distribution optimization system, and expert knowledge base system.

A framework of open and networked service (S).
2. Experience service for user’s experience service period.
The process of experiential service includes perception experience, interaction experience, and realization experience. User’s experience service period covers the process of perception period, trial period, interaction period, delivery period, and after sales period.
Perceive experience. It is to insight into user’s personalization, socialization and entertainment needs and behaviors, which includes identification, behavior data, labels of users, and high-intention customers’ portraits.
Interactive experience. After the big data interaction platform is introduced into the user data collection system, the social service providers are connected through the collection and sharing by VR/AR video, and the customers are attracted by interacting with the customers by 3D and the voice. Customer driving information is collected to get higher driving experience and improve customer participation and activity. Engaging all five senses, through sights, sounds, and so on, to heighten the experience and thus make it more memorable. 75 The interactive experience process covers the process of product design, manufacture, logistics, trial, and so on and finally forms the whole interactive ecosystem. Taking the automotive industry as an example, as shown in Figure 7, the interactive experience system covers systems of customer (C), platform (P), service (S), and manufacturing (M).
Implementation experience. It is the experience of product delivery and after sale, including product sales, service docking, user operation, etc. Product sales service refers to the service of sales staff incentive, sales team promotion, and other services; service docking refers to financial, insurance, maintenance, rental, and other services; user operation refers to the service of investigation, red packet, activity registration, and so on.

The ecosystem of interactive experience.
In the process of implementing C2B mode, enterprises provide open and networked services after products are produced. This is different from the traditional B2C model, which only provides after-sales maintenance and other traditional services. In C2B mode, there are two kinds of services: product service and customer service. The service of products is to use industrial data and industrial Internet for remote real-time online monitoring, fault diagnosis, and operation and maintenance of products. This is conducive to improving the maintenance cost of products, predicting and informing users of abnormal faults of products in advance. The experiential service to customers is mainly embodied in the experiential service of online participation, interaction, and feedback. This is conducive to continuous improvement and iteration of the product.
Open and networked collaborative platform (P)
In the CPMPS model, the purpose of platform (P) is to connect customers, manufacturers, suppliers, outsourcing businesses, and global resources providers. Big data interaction platform and open custom configuration system are building to gather resources and close the distance between users, suppliers, and enterprises to realize the network cooperation within and outside the enterprise.
1. Building an interaction platform based on big data. In order to deal with the huge amount of user needs and social resource data, enterprises need to set up a cloud platform based on big data. The implementation process includes convergence of platform resources, analysis based on big data, cloud service. The application system established by the enterprise is the intelligent analysis system based on big data. The platform includes big data platform based on user insight, user operation platform, product sales platform, and service docking platform. For example, the driver’s driving intention is identified by the big data interaction platform, and the driver’s preference data are used to assist the product design.
2. Building an open custom configuration platform. The purpose of open customization configuration system is to match and configure user’s customized orders and production. The open configuration system can achieve customized activities such as the whole plan, order issuance, production, delivery, sales, cost accounting. As shown in Figure 8, the interaction platforms based on big data (P) is to connect with the systems for collecting customer demand (C), and open and customized configuration systems for manufacturing (M), and finally connect to the enterprise service bus. The configuration system is to import the open configuration of market platform and get the configuration data. Then, according to the configuration rules, after the implementation of the configuration process, the constraints and results are fed back to the interactive platform.

The interaction between systems for collecting customer demand, platforms based on big data interaction, and open and customized configuration system for manufacturing.
The custom configuration system includes engineering configuration platform (such as project release), manufacturing configuration interface (such as rapid manufacturing), logistics configuration platform (such as breakpoint management), market configuration platform (such as configuration package release), and inventory configuration platform.
3. Industrial Internet cooperation within and outside the enterprises. The platform is a bridge of customers, suppliers/factories, industry, and commerce committee, a wholly owned resource provider. Among them, the collaboration between the platform and the customer is the network customer collaboration model, the collaboration between the platform, and the factory is the networked collaborative design and the networked collaborative manufacturing model. The collaboration between the platform and the supplier/outsourcing industry and commerce is a networked cooperative supply chain model, and the collaboration of the platform and the full resources provider is the global resource network collaboration model.
Conclusion
In this article, we study the evolution process, the theoretical system, and the overall framework of the C2B model and give a detailed case study of the industrial landing of the C2B in the automotive industry.
The main contributions of this article are as follows: (1) the existing research has put forward the concept of C2B, but only in the original electronic business model. In this article, we extend it to the industry and make the idea of customization throughout the whole manufacturing process. (2) The research results of the C2B framework in this article have been submitted to China personalized customization alliance as a reference. (3) In this article, a set of conceptual systems based on C2B, such as B2C, C2B, C2B2M, C2M, CPM, CPMPS, has been abstracted from the existing research on customization. This is conducive to the distinction between scholars in the stage of the study of customized production. (4) The research results of this article have made great achievements in the enterprise, and the enterprise is the first and only commercial vehicle in the world to carry out the C2B strategy. (5) This article based on a case of automobile, from the industrial landing angle is deduced the feasibility of C2B, and promote sustainable manufacturing ecosystem, such as sustainable demand, sustainable design, sustainable production and sustainable supply chain, sustainable services. These are the innovation of model, technology, and management. It is the direction of enterprise transformation and upgrading, and has certain application value.
The existing research on customization model is mainly from the perspective of product life cycle, such as customized needs of customer,13,19–22 product design,25,26,29,30 production customization,34,36,40 supply chain,42,43 industrial service48,49,51 in customization model. However, there is less research on further customization model based on CPMPS in the Internet and intelligent manufacturing environment. The proposed improved C2B model not only runs through the whole life cycle of the product, but also integrates the existing social resources within and outside the enterprise. Taking the ecosphere of the whole customization model as the research object, this article studies the open and networked cooperation of customers, enterprises, suppliers, and external resources.
In academia, scholars can clearly see the evolution process of customization model in this article. In industry, especially in the automotive industry, enterprises can advance orderly step by step according to the implementation path of the improved C2B framework.
However, as mentioned before, C2B is a complex and huge project. Our research on it is still at a preliminary stage of exploration, and more efforts are needed. In this article, the main technology and methods such as networking, large data, and information technology are applied to the whole link of the improved C2B. Future prospects of C2B are as follows: the application of artificial intelligence method and technology in four aspects of improved C2B mode, such as speech recognition, computer vision, natural language processing, knowledge intelligence, 76 swarm intelligence, 77 cross-media intelligence, 78 hybrid enhanced intelligence, 79 and autonomous unmanned intelligence. 80
Footnotes
Acknowledgements
The authors would like to thank Shanghai Institute of Producer Service Development (SIPSD) and Shanghai Research Center for industrial Informatics (SRCI2) for the funding support to this research.
Handling Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (grant number 71632008) and Major Special Basic Research Projects for Aero engines and Gas turbines (grant number 2017-I-0007, grant number 2017-I-0011).