
Abstract
Highly accurate marble processing is increasingly needed to comply with tight parametric/geometric tolerances and surface integrity specifications encountered while structuring, sculpture, and decorating. In this study, a new approach based on the artificial neural network technique is evaluated for the prediction of process parameters in the machining of white Calacatta–Carrara marble. The rotation speed, feed speed, drill bit diameter, drill bit height, number of pecking cycles, and drilling depth were considered as input factors. Corresponding surface roughness, hole circularity, hole cylindricity, and hole-location error were sought in output. A series of experiments was carried out using a 5-axes computer numerical control vertical machining center (OMAG) to obtain the data used for the training and testing of the artificial neural network with reasonable accuracy, under varying machining conditions. A MATLAB TM interface was developed to predict surface roughness and geometric defects (circularity, cylindricity, and localization). A 6 × 4 size multilayered neural network was developed. The number of iterations was 1000 and no smoothing factor was used. The drill quality (hole-location error, hole circularity, and hole cylindricity) and the surface roughness were modeled and evaluated individually. One hidden layer used for all models, with the number of neurons for all the responses being executed separately, was 12 while the number of neurons in the hidden layer, with all the responses executed together, was 14. In conclusion, from the obtained verified experimentally optimization results, the errors are all within acceptable ranges, which, again, confirm that the artificial neural network technique is an efficient and accurate method in predicting responses in drilling.
Keywords
Introduction
Through a multi-purpose procedure, marble is commonly processed to serve for wall and stair covering, structures, decoration, and artistic sculpture. Yet, the marble manufacture causes numerous harmful effects including water pollution, water and energy consumption, and wastes. 1 Therefore, solutions have been attempted to these problems. 2 Ayber and Ulutas, 3 among other researchers, devised a systematic methodology to evaluate human, environmental, and economic effects of marble processing. The TRIZ (Teoriya Resheniya Izobreatatelskikh Zadatch) theory of solving inventive problems is used to solve problems related to human factors. Then, the water and energy consumption and wastes are evaluated in terms of economic metrics and environment preservation criteria.
Due to the highly hard and abrasive nature of the marble, the wear of the tool during drilling is severe and the machining accuracy of the marble always represents a major challenge in this industry. Extensive research4–7 has dealt with the processing theory, the machines/materials characterization, and the tools geometry. In recent years, research efforts have been devoted to the in-depth optimization of the marble block extraction, since this operation can induce geometrical defects, which in turn reduce the effective economic value of the stone considerably.
8
Several researchers9–11 have developed a predictive optimization of numerous models using artificial intelligence approaches for marble processing. Simsir
12
studied the optimization of the computer numerical control (CNC) marble sawing process for different stone sizes. The study measures the cutting error due to vibration level accounting for incorrect load rates. Five process parameters have been considered, that is, the saw speed, the saw diameter, the saw feed rate, the consumed electrical energy, and the developed torque. The study showed that the cutting speed and the wake flow rate were the most important process parameters. Also, it has been demonstrated that if the selected flow rate is lower than a critical value, the process job time and the failure risk increase remarkably; likewise, the cutting quality worsens. The electrical power being consumed by the spindle motor increases and the corrosion of the saw blade develops more quickly. Vishal Gupta et al.
13
used a fine jet of ultra-high pressure water, which is mixed with abrasive slurry to cut marble. The erosion water jet cutting process yielded a higher productivity than conventional cutting techniques. Kahraman et al.
14
and Shanmugam and Masood
15
used an ANN model to investigate the sawability of carbonate rocks with large diameter circular saws. Findings were compared with simple and multiple regression models. Carrara marble has a well-fused interlaced crystallo plastic fabric.
16
Ramy Abdullah et al.
17
conducted a study to examine the influence of cutting parameters on process performance in terms of Kerf surface roughness, surface roughness, and cone rate for both types of Carrara white marble pieces and Indian green marble. Gokhan Aydin et al.
18
used artificial neural networks (ANN) and multiple regression analysis to predict the performance of diamond saw blades in granitic rock. The specific energy (SE) was considered as a performance criterion. The operating variables, namely, the peripheral speed (
The literature revealed that ANNs have been practiced for modeling purposes in various fields of geosciences. Many studies use ANN for modeling and predicting cutting forces, surface roughness, tool wear, and tool life. However, no study has been performed using ANN with rotation speed (N), feed speed (F), drill bit diameter (BD), drill bit height (BH), number of pecking cycles (P), and drilling depth (DD) as inputs, to predict surface roughness (HR), hole circularity (RE), hole cylindricity (HC), and hole-location error (HL) as outputs. Thus, the distinct contribution of this study is to investigate the effect of cutting parameters cited above, in addition to other cutting parameters, commonly used in predicting surface roughness and geometric defects. This work also suggests an original experimental and analytical study of the effects of the main processing parameters of the CNC machining of the Calacatta–Carrara marble machine. Furthermore, the proposed engineering solution to improve cutting quality according to cutting conditions and minimizing, thereby, roughness and geometric defects (circularity, cylindricity, and localization) can be considered as a new contribution to the machining research.
Experimental study
Materials choice: machine, workpiece, and cutting tool
The experimental study was carried out at the Tunisian company “Marbrerie Tunis Carthage.” The drilling process was performed on white Calacatta–Carrara marble using a 5-axes CNC vertical machining center (OMAG) with a high precision as shown in Figure 1(a). As a requirement for this experimental study, diamond tools of variable lengths and diameters have been used to perform holes on the white Calacatta–Carrara (Figure 1(b)). Throughout cutting tests, watering was performed using water with a perpendicular axis to the sample surface.
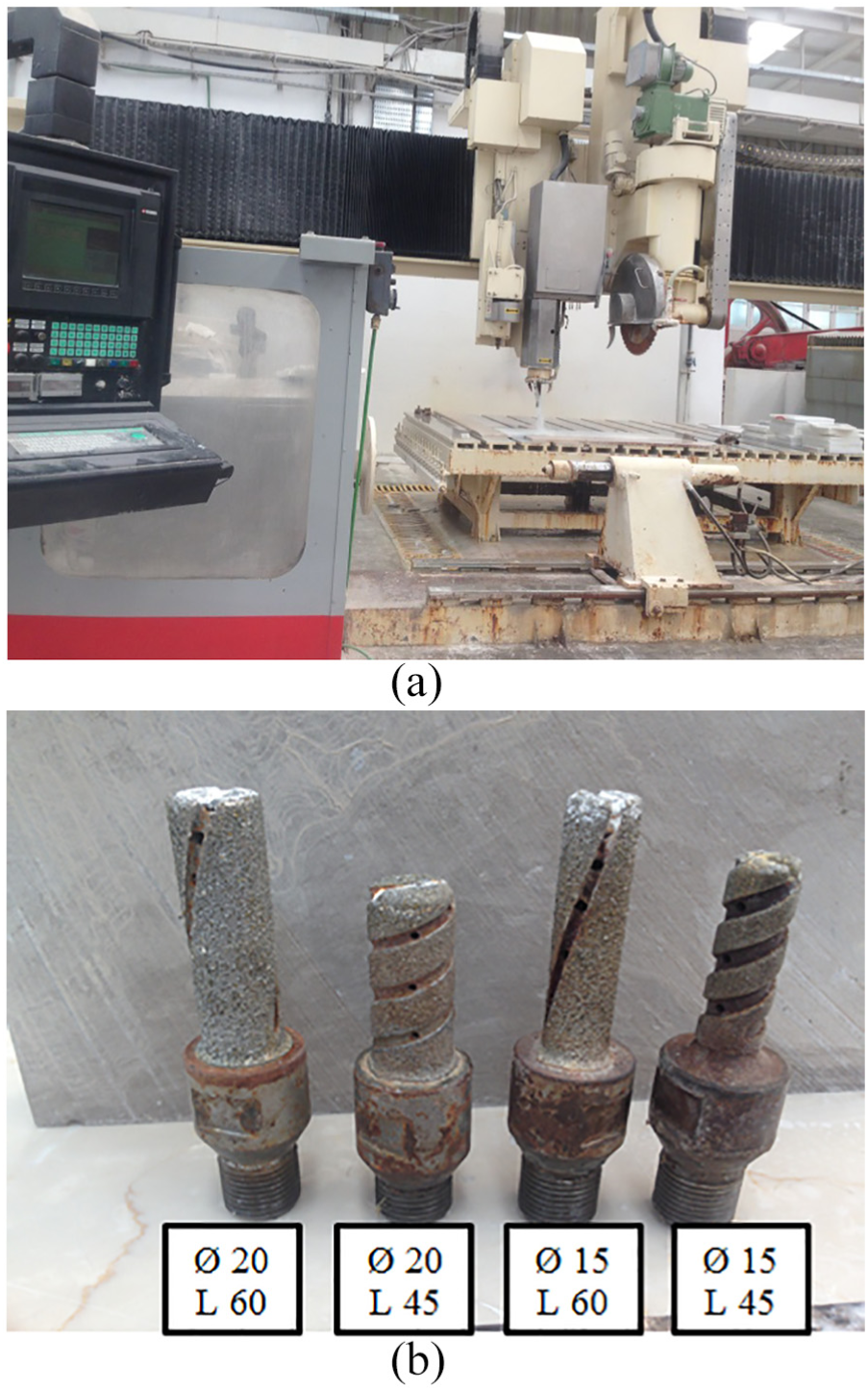
Experimental set up: (a) visualization of tools in working positions and (b) different bit specifications used in the experimental study.
The machine consists of three major sub-systems: a sawing unit, instrumentation, and a personal computer (PC). The drilling of 32 holes was performed on four plates according to the study requirements. The pre-sized marbled rock plates, having a thickness of 30 mm, a length of 300 mm, and a width of 300 mm, were sampled for the execution of the study. All of the test parts have been machined under the same cutting conditions. After that, 32 holes were machined provided that each of the two parts machined under the same conditions is the same before machining. Each machined test plate was then protected so that its surfaces were not damaged. The tested plates of the Calacatta–Carrara white marble are given in Figure 2.

Two white marble plates (300 L × 300 W × 30 H mm).
Various parameters affect the surface quality (roughness) and geometric defects (circularity, cylindricity, and localization). During cutting tests, a set of adjustments was made to ensure the smooth running of the experiments. The structural parameters of the machine tool are constant for each experiment. Likewise, in order to minimize the wear of the tool, the parameters of the cutting tool were maintained constant to ensure the same working conditions. The most dominant process parameters such as the feed speed (F), the drill bit diameter (BD), the drill bit height (BH), the number of pecking cycles (P), and the drilling depth (DD) were considered as the performance characteristics. The process parameters are summarized in the Table 1.
Machining settings used in the experiments.

The choice of machinery and equipment irrespective of the physical, mechanical, and chemical properties of the rock can cause considerable problems during the work. Therefore, in drilling and blasting excavation, it is very important to find the rock properties before starting the operation. The perforability can be defined as the drilling of a rock in a certain time. 22 The operation of diamond wire cutting depends essentially on the physical, chemical, mechanical, and mineralogical-petrographic properties of the rock.23,24 The physico-mechanical properties of the rock used in the experiments are shown in Table 2.
Physico-mechanical properties of the rock used in the experiments.

The physico-mechanical tests (see Figure 3) were carried out at the Tunisian Technical Center for Building Materials, Ceramics and Glass. The density, compressive strength, flexural strength, wear test, and absorption test were determined according to international standards, respectively, EN 1936, EN 1926, EN 12372, EN 14157, and EN 13755.

Use of characterization machines (physico-mechanics).
Evaluation of the hole quality
Surface roughness is an indicator of surface quality and one of the most specified customer requirements in a machining process. 20 Roughness can be evaluated through different parameters, such as mean roughness (Ra), root mean square (rms), roughness (Rq), and maximum peak-to-valley roughness (Ry or Rmax). 25
Using a Surftest SJ-201P roughness tester (portable surface roughness tester), the machining quality was checked by measuring the arithmetic mean of the roughness profile, denoted as Ra. A profile measuring device is generally based on a tactile measurement principle. The surface is measured by moving a stylus on the surface. As the pen moves up and down the surface, a transducer converts these movements into a signal numerically transformed into a level of roughness with a visually displayed profile. The surface roughness is measured on four different points of the surface to obtain a mean value. Figure 4 shows the steps of roughness measurement.

Marble surface condition assessment by Surftest SJ-201P tester.
Circularity and cylindricity error
The measurement of the pierced hole diameter is an important operation for determining several applications. Circularity is a two-dimensional radial tolerance that describes how close a part with a diametrical cross-section is to a true circle. 26 It is used as a tool to control the amount of maximum circularity error allowed (roundness error) for the circular part inside, as well as the holes or outside (cylindricity errors and location error). Hole positioning errors mainly depend on the position of the cutter.
In the subsequent experiments, cylindricity, circularity, and location error of the holes are determined using Coordinate Measuring Machines (CMM) (5-axes CMM; Brown & Sharpe Global Status 9128 5PDEA CMM). The measurement accuracy of the CMM is 0.1 μm. The main components of the system are the 3-axes mechanical configuration: the probe head, the control unit, and the PC (Figure 5).

Measurement of roundness, cylindricity, and location error using a Deo Global Status® (CMM) machine and description of the MIC method.
Based on meetings with marble machining experts, it was decided to perform 32 tests with several combinations of input parameters. The measured surface roughness, circularity, cylindricity, and localization values are shown in Table 3.
Experimental design and experimental results.

N: rotation speed; F: feed rate; BD: drill bit diameter; BH: drill bit height; P: pecking cycles; DD: drilling depth.
From the experimental results, it was observed that the roughness is sensitive to the rotation speed (N) and feed rate (F). Meanwhile, the cylindricity and the circularity are sensitive to the pecking cycles (P), drilling depth (DD), and rotation speed (N), respectively. It was also noticed that the localization hole error increases when cutting speed (N) decreases. Monitoring the N, F, P, and DD parameters is, therefore, important to ensure robustness of the process responses (HC, HR, LH, and RE). To better explain the influence of process parameters on these responses, some experimental values are plotted in a graphs (see Figure 6).
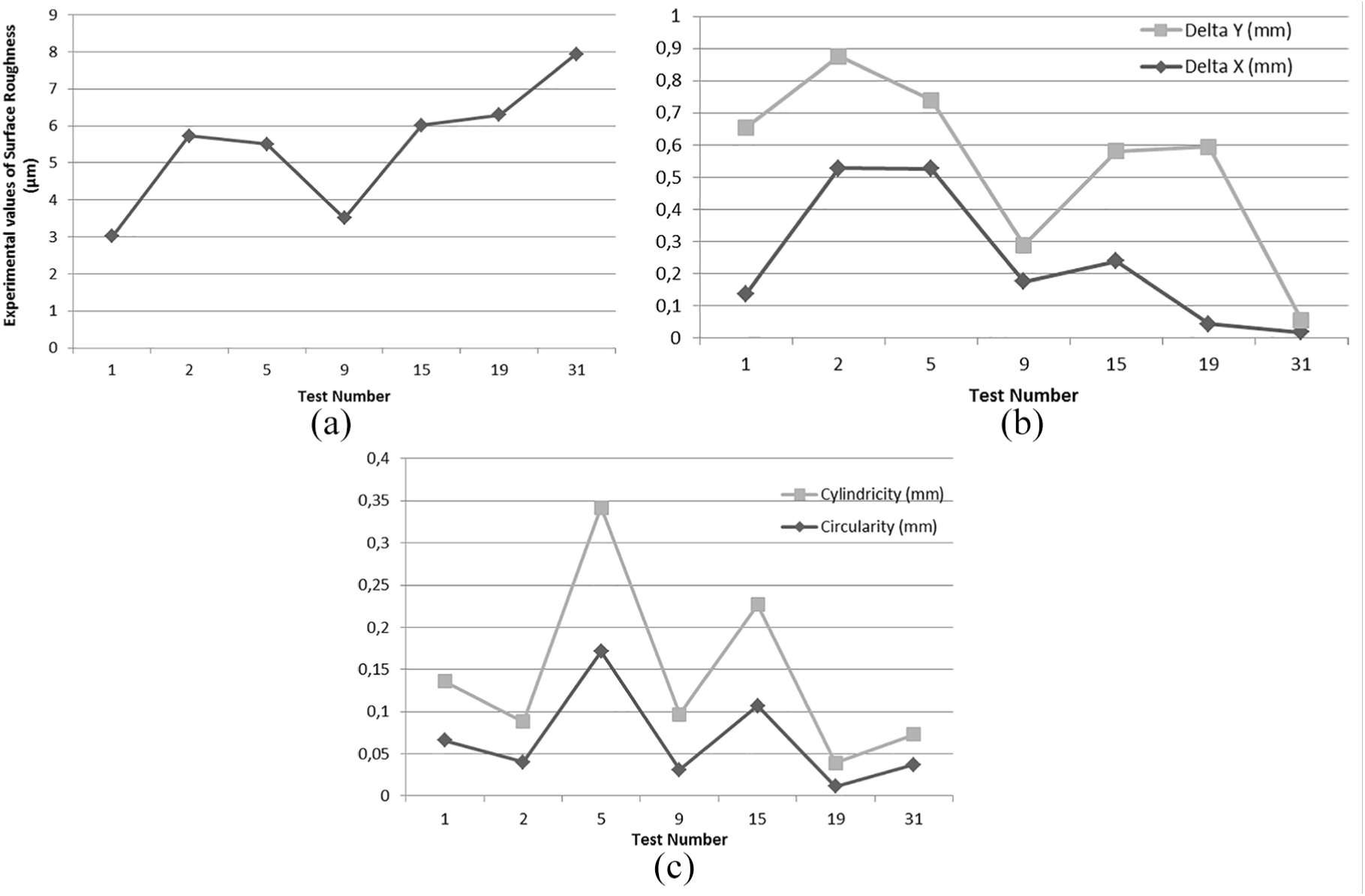
Variation of the experimental values as a function of the input parameters: (a) surface roughness, (b) location along both x and y axes and (c) cylindricity and circularity.
ANNs
ANNs are inspired by the function of nerve cells in the human brain to solve various problems of recognition, prediction, optimization, associative memory, and control. Various applications have been studied in physics, biology, psychology, engineering, and mathematics. They are generally used as a nonlinear regression model capable of learning complex systems with incomplete data.
ANNs are networks of highly interconnected neural computing elements able to respond to input stimuli and learn to adapt to the environment. 27 ANNs are composed of computing units (called neurons or nodes) operating in parallel. These units are arranged in different layers and interconnected by weighted connections (called synapses) that usually involve the exchange of signals between neurons. A layer refers to the usual term for a vertical row of neurons (see Figure 7). Each of these calculation units performs some simple operations and communicates the results to its neighboring units. ANN systems are good for nonlinear connections as well as for recognizing models after a successful training process and results can be predicted with new sets of inputs.

The structure of an artificial neuron.
Back-propagation (BP) neural network
Neural networks are suitable for modeling various manufacturing functions because of their ability to learn complex nonlinear and multivariate relationships between process parameters. Several learning methods have been developed, among which the BP neural network is performing highly specially for applications related to surface finishing prediction. The BP network is a network with an input layer and an output layer with some hidden layers between them. 28 Figure 7 depicts a schematic illustration of BP network. A multilayered neural network was developed and trained using the experimental results

or

or

Processing by the neurons in the hidden and output layers is implemented with semi-linear (sigmoidal) activation functions. The network parameters are given in Table 4.
Multi-layer perception parameters.

Results and discussion: network topology, training, and testing
The developed network has six inputs, namely, the rotation speed (N), the feed speed (F), the drill bit diameter (BD), the drill bit height (BH), the number of pecking cycles (P), and the drilling depth (DD), and four outputs, namely, surface roughness (HR), cylindricity (HC), circularity (RE), and localization (HL); the location was calculated according to two coordinates: Δx and Δy. The size of the hidden layer(s) is one of the most important considerations when solving actual problems using a multi-layer feed-forward network. To find the best network model that gives superior results in comparison with other topologies, a number of candidate networks with different hidden layers and neurons were developed using the Neural Network Toolbox of the MATLAB software package. The ANN model is developed as a “Generalized Feed-Forward Multi-Layer Perception network” (GFF-MLP) with back propagation. The input and output layers were triggered using sigmoid and linear activation functions, respectively. The network training was performed according to the Levenberg–Marquardt algorithm. The data set was split into two separate parts for learning and validation purposes. Thirty-two trials were conducted for each of the training algorithms to fix the number of neurons in the hidden layer. The optimal number of neurons in the hidden layer is obtained at a minimum mean square error (MSE). The number of hidden layer neurons was changed from 4 to 20. Table 5 shows the variation in MSE results. Data belonging to all trials were used for training 22 data sets, 70% of total trials, validating 5 data sets, 15% of total trials, and testing 5 data sets, 15% of total trials of ANNs.
Evolution of MSE according to the number of neurons in the hidden layer.

In our study, we propose two types of architecture to determine the performances of the two models. For the ANN architectures, both the 6 × 1 ANNs (i.e. cylindricity, roughness, circularity, and localization responses were implemented and analyzed using separate networks) (see Figure 8) and the 6 × 4 ANN (i.e. cylindricity, roughness, circularity, and localization congregated in one network have been considered) (see Figure 9).

Structure of MLP network.

Schematic illustration of ANN model for response study.
The trained ANNs were monitored as regards the MSE, the correlation coefficient (R), and the coefficient of determination (R-sq). Table 6 shows the predicted values. The mean squared error equation is given below

where n is the total number of measurements and
ANN prediction models for the drill quality (HL, RE, HC) and surface roughness (HR) responses.

In this case, all the training data sets were put through the trained network model, and regression analysis was done. The training of the algorithm was stopped at 1000 iterations. The 6-12-1 cylindricity model has an MSE of 2.1309e-08 at the third epoch. For the roughness response, the best MSE was equal to 0.0019 at the third epoch. For the circularity response, the best MSE was 3.1426e-06 at the fourth epoch. For the localization response, the best MSE was 3.2267e-05 at the fourth epoch with Δx and 3.2157e-04 at the fourth epoch with Δy. As for the 6-14-5 model, the best MSE of 6.10128e-16 was met at epoch 10. The ANN network was trained continuously using the best values until an accurate prediction was obtained. According to the correlation coefficients (R), shown in Table 7, the 6-12-1 network performed better than the 6-14-4 ANN where responses were congregated in one network. It can be concluded that the choice of the architecture of the ANN model has an influence on the performance of the model.
Correlation coefficients as for ANN models.

After that, the ANN was tested for various combinations of 32 conducted experiments. It can be seen that in most cases, the neural network simulation was very close to the experimental value. Nevertheless, there were less close values. These were obviously due to some errors caused by the measurements, the material, and other extrinsic factors. However, these errors are negligible.
An ANN model was tested using the training data and graphs were plotted using predicted and experimental values. The comparison of response values (HR, RE, HC, and HL) of both experimental and ANN predicted values are shown in Figure 10(a)–(e), respectively. It is observed that the predicted values were close to the experimentally determined values. Furthermore, the predictions of the ANN model were reliable, showing the supremacy of the system. According to the graphs above, we notice that some predicted values do not overlap with the experimental ones. However, based on the number of the experimental tests, the error rates are considerably negligible for training and testing as can be seen from the performance results. As illustrated in Table 7, the ANN model is proved capable of predicting output responses with a high accuracy.

Comparison of the predicted and the experimental responses: (a) surface roughness (HR), (b) hole circularity (RE), (c) hole cylindricity (HC) and (d) hole-location error.
Conclusion
The present work investigates the influence of cutting parameters (the rotation speed (N), the feed speed (F), the drill bit diameter (BD), the drill bit height (BH), the number of pecking cycles (P), and the drilling depth(DD)) on the machined hole quality when drilling marble. The optimal setting, yielding minimum cylindricity (HC), circularity (RE), location error (LH), and roughness (HR) tolerances, improves the machined hole quality when drilling. Very encouraging experimental results of measured output values were collected. An ANN-based predictive model for the drill quality (HC, RE, HL) and surface roughness (HR) values in the process of drilling of Calacatta–Carrara white marble was developed. The N, F, BD, BH, P, and DD were used as the input parameters and the HR, RE, HC, and HL were used as the output parameters. Different training algorithms were tested in order to study the generalization performance of the network. Different numbers of neurons were tested in the hidden layer in order to find the proper network architecture. The optimum ANN architecture for these four responses (HR, RE, HC, and HL) were 6-12-1 (i.e. the responses were implemented and analyzed using separate networks) and 6-14-4 ANN (i.e. the responses were congregated in one network). For the ANN model, MSE and R were calculated, respectively, and, upon several trainings of the network, the R-squared value could be significantly altered and, in most of the cases, it settled around 1, which is highly acceptable. The correlation coefficients obtained were 0.99828, 1, 0.99868, 0.9996, and 0.9948 from ANN models in surface roughness, cylindricity, circularity, and localization, respectively. According to the experimental results, the rotation speed was the most dominant factor on the responses, followed by the feed speed, drill bit diameter, and number of pecking cycles. Interestingly, the developed ANN model can be successfully deployed without experiments in industrial settings to accurately predict responses considering the negligible error rate achieved. This work may provide solutions to marble manufacturers for a better precision. The originality of this new contribution lies in the suggestion of a new intelligent added decision support system for the prediction of process parameters in the machining of white Calacatta–Carrara marble using the ANN. In this perspective, we propose to apprehend the white Calacatta–Carrara marble material model in order to simulate the material damage characterization, using abaqus.
Footnotes
Acknowledgements
The authors are grateful to Marbrerie Tunis Carthage Company for providing the Ishikawa dossier and their assistance throughout the experimental study.
Handling Editor: Sunday Ojolo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.