
Abstract
This work describes the experimental investigation of the residual stress distribution in the square pocket milling of 2219 aluminum alloy. The results reveal that the axial depth of cut is the most important factor influencing the residual stress distribution of the machined pocket surface, and the more tensile stress states are found with the increase in axial cutting depth due to the thermal deformation. The dominant mechanical deformation at all spindle speeds tends to produce the compressive residual stress. Altered feed rate and radial depth of cut show little changes in the residual stress distributions and the average values. In addition, the pattern of residual stress distribution of the square pocket surface is dramatically changed and the more tensile stresses are produced as the milling operation further proceeds. From this investigation, it is suggested to shorten the cutting time by raising the cutting parameters such as the feed rate and the radial depth of cut to achieve the compressive stress and the good surface roughness.
Introduction
2219 aluminum alloy has been widely used in the fuel and oxidizer tanks in the Saturn V rocket and Boeing Delta IV rocket because of its combination of high strength, stress-corrosion-cracking resistance and toughness. In order to minimize the weight, the pocket milling operation is usually needed for the fuel tank which is more complicated. It is known that the residual stress distributions of the machined surface have significant effects on the service quality of the component, such as the fatigue life, tribological properties and distortion.1,2 Therefore, it is very important to optimize the distribution of the residual stresses by controlling the cutting parameters.
The compressive stresses are beneficial to the component performance and the life because they can reduce the service tensile stresses and inhibit the crack nucleation. The tensile residual stresses can increase the service stresses which can lead to the premature failure of the components.3,4 The generation mechanism of the machined residual stress has been studied by several researchers. Outeiro et al. 5 studied the residual stress induced by turning machining, in which the particular attention was paid to the effect of the cutting parameters, such as the cutting speed, the feed rate and the depth of cut. Dahlman et al. 6 conducted an experimental study of the influence of the rake angle, feed rate and depth of cut on the residual stress in hard face turning. It is found that an increased feed rate generated the higher compressive residual stress and a greater negative rake angle gave the higher compressive stress with a deeper affected zone below the machined surface. Jiang et al. 7 indicated that the larger tool diameter can reduce the residual tensile stress distribution and improve the material removal rate to control the distortion of parts.
Some of the researchers also focused on the residual stresses in the milling process of aluminum alloys. Tang et al. 8 correlated the residual stresses with the thermal and mechanical phenomena in the milling of aluminum alloy 7075-T7451 and investigated the effect of the tool flank wear on the residual stress profiles. Huang et al. 9 studied the effect of tool geometry on residual stress distribution in the machining of 7050-T751 Al and found that the subsurface residual stresses generated in the end-milling process were the compressive and the nose radius, rake/relief angle and diameter of the solid end mill had a significant effect on residual stress profiles. Jomaa et al. 10 showed that the feed per tooth, the cutting speed and the interaction between the cutting tool and the milling mode significantly influence the surface quality of the dry peripheral milled parts. Jiang et al. 11 indicated that the shrinking overlap coefficient K echoes with the decreasing influence of the deformation affected by the residual stress distribution, inevitably accompanied by the lowering material removal rate. Wu et al. 12 investigated the milling deformation of aluminum alloy using the quasi-symmetric machining method. Yao et al. 13 concluded that the maximum residual compressive stress and the depth of residual stress layer increased significantly after shot peening, and the residual stress and hardening distribution are very good. In addition, Shaw 14 and Astakhov 15 found that the chip shape shows an important relationship with the mechanical and thermophysical properties of the workpiece material. Komanduri et al. 16 and Liu and Su 17 proved that the same workpiece material produces different chip shapes at different cutting speed stages. However, because the pocket milling process is more complex than the conventional milling due to the additional cutting path and pocket geometry, the changes in cutting parameters can cause changes in the chip shape, but it is very difficult to establish the relationship between the residual stress and the chip in the milling process of pocket.
Little previous researches have focused on the effect of the cutting parameters on the residual stress in the pocket milling of aluminum alloy, which is often encountered in the plastic mould manufacture. This research is aimed to experimentally investigate the residual stress distribution on the pocket surface in the end milling of 2219 aluminum, namely, the effect of the spindle speed, the feed rate per tooth, the axial and radial depth of cut are the focuses of this study. In addition, the evolution of residual stress distribution in the square pocket milling is especially detailed at two different axial depths of cut. It should also be noted that, the previous studies have shown that the three classical cutting paths (reciprocation path, inner-to-outer path and outer-to-inner path) have some correlations with the residual stress distribution, but the correlation is not very clear due to many restrictive factors including the feed direction, cutting depth/speed, cutter geometry, dimensional size of workpiece and pocket geometry. Therefore, the tool path strategies are not the main focus of this study and the inner-to-outer cutting path was utilized through the whole work.
Experimental set-up
The workpiece material is 2219 aluminum alloy in the form of a 340 mm × 190 mm × 15 mm block, and the chemical compositions and mechanical properties of the material are presented in Tables 1 and 2, respectively. It should be noted that the thickness of the workpiece is fixed at 15 mm, while the maximum total axial depth of cut is only 3 mm, which is designed to ignore the dimensional size of workpiece. Square cavity milling is a more complex milling method than traditional milling processes, but it can improve surface quality steadily. A square pocket of 50 mm × 50 mm is end milled by an actual layer-by-layer machining; the cutting tool path and the measurement points of the residual stress are schematically shown in Figure 1. A total of 25 measurement points for each case are distributed on the pocket surface with a size of 40 mm × 40 mm, and the point 21 is assumed as the origin of coordinates to better describe the location of each measurement point, as shown in Figure 1(b). It should also be noted that, the cutter first starts at the centre of the pocket and proceeds towards the periphery of the pocket, and then the cutter recurs to the starting point and will mill the next layer. The distance of the adjacent layer is marked as the axial depth of cut ap, while the distance between the first layer and the last layer is marked as the total axial cutting depth L.
Chemical compositions of 2219 aluminum alloy (wt%).

Mechanical properties of 2219 aluminum alloy.


(a) Schematic configuration of the tool path applied to the milling experiment and (b) the definition of residual stress to be measured (dimension in mm).
A thin layer of 0.2 mm is first machined to remove the uneven surface due to the previous operations. The pocket milling operations are carried out on a computer numerical control (CNC) milling centre (JDUT400E_A10E) with the maximum spindle speed of 25,000 r/min. The flat end-milling cutters (8 mm diameter, 55° helix angle, solid carbide and two flutes) produced by ZCC-CT (AL-2EL-D8.0) are used in the experiments, as shown in Figure 2. Some researchers have indicated that the surface quality produced by up-milling is usually worse than that by down-milling method, and the effect of the cutting parameters on the residual stress distribution generated by the up-milling is more obvious. Therefore, the up-milling cutting method is used throughout the tests, and the aqueous solution has been adopted.

Experimental set-up for pocket milling.
The residual stresses were measured by means of the X-ray diffraction method using a µ-X360 portable X-ray residual stress analyzer (Pulstec Industrial Co., Ltd., Wales, UK). It should be noted that 25 points are needed to be measured for each case, so the residual stress of each point is only measured one time in this work and is designated parallel to the feed direction. Table 3 shows the parameters used for the residual stress measurements made on the µ-X360 stress analyzer.
Parameters used for residual stress measurements made on the µ-X360 stress analyzer.

A total of 20 cases are selected for the square pocket milling to study how machining parameters influence the residual stress distribution of the pocket surface, as shown in Table 4. First, the evolution of residual stress distribution during the pocket milling process was depicted in detail by comparing the results of conditions C1–C6. The results under conditions C1, C4, C7 and C8 can give the role of the axial depth of cut. In addition, the comparison under cutting conditions C9–C12 and C1 can sufficiently reveal the effect of the spindle speed. Finally, the effect of the feed rate per tooth and radial depth of cut on the residual stress distribution can be explained through conditions C1, C13–C16 and C1, C17–C20, respectively.
Key parameters for different cutting conditions.

Results and discussion
Evolution of residual stress distribution
Figures 3 and 4 display the development of residual stress distribution during the square pocket milling of 2219 aluminum alloy under different levels of total cutting depth. Figure 5 gives the ratio (marked as wσ) of the number of points with the compressive stress and all measurement points on the sampling surface. The six conditions adopted the identical cutting parameters (e.g. spindle speed) except two different axial depths of cut (0.1 and 0.2 mm), and the residual stress distributions with three total axial cutting depths (1, 2 and 3 mm) are depicted.

Evolution of residual stress distribution with depth of cut of 0.1 mm under conditions C1–C3. Total axial cutting depth is equal to (a) 1 mm, (b) 2 mm and (c) 3 mm.

Evolution of residual stress distribution with depth of cut of 0.2 mm under conditions C4–C6. Total axial cutting depth is equal to (a) 1 mm, (b) 2 mm and (c) 3 mm.

Ratio of number of points with compressive stress and all measurement points distributed on pocket surface.
It is illustrated in Figures 3–5 that both the compressive and tensile residual stress states are produced on the pocket surface for all cutting conditions. When the axial total cutting depth is 1 mm, the residual stresses in general are the compressive stresses. When the axial total cutting depth is 2 mm, the more compressive stresses can still be found for axial depths of cut of 0.1 mm (wσ = 68%), but for the axial depth of cut of 0.2 mm, the ratio of number of points with the compressive stress and all the measurement points is largely decreased to 40%. When the axial total cutting depth is 3 mm, the smaller ratio of 24% and 28% is produced for the axial depths of cut of 0.1 and 0.2 mm, respectively. The result indicates that the pattern of residual stress distribution on the square pocket surface is dramatically changed as the milling operation further proceeds. The residual stress is seriously affected by the total cutting depth and the more tensile residual stresses are produced with an increase in the total axial cutting depth.
Figure 6 shows the average residual stress with respect to the total axial cutting depth. When the axial depth of cut is 0.1 mm, the average residual stress is −36.7 MPa for the total cutting depth of 1 mm and 67 MPa for the total cutting depth of 3 mm with an increment of 103.7 MPa. When the axial depth of cut is 0.2 mm, the average residual stress is −19.5 MPa for total cutting depth of 1 mm and 39.6 MPa for total cutting depth of 3 mm with an increment of 59.1 MPa. This indicates that the average residual stress is gradually transformed to the tensile stress with the increase in total cutting depth, and the above variation becomes more obvious for the axial depth of cut of 0.1 mm with the longer cutting time. The underlying mechanism for the residual stress variation is due to the combined effects of the mechanical and thermal deformations. 13 When the cutting time is further increased, the increased cutting temperature induces the thermal deformation which tends to produce the tensile residual stress. Therefore, the longer continuous cutting time can seriously change the pattern of the residual stress distribution and it is advised to shorten the working time by adjusting the cutting parameters in order to obtain the required compressive stress.

Average residual stress with respect to total axial cutting depth.
Figure 7 shows the surface topographies of the pocket surface under conditions C1 and C3, and only one quarter of the pocket surface was observed by considering the structural symmetry. It can be seen that the pocket surface is severely scratched and becomes rougher with the increase in total cutting depth. The surface roughness was measured at five different locations as shown in Figure 1(b), which is marked as the dotted lines, and the average values have been reported in Figure 8 under conditions C1 and C6. It can be found that the surface roughness is also significantly influenced by the total axial cutting depth. The lower total cutting depth resulted in the better surface roughness, while the higher total cutting depth resulted in the higher surface roughness due to the higher value of cusp height.

Surface topographies of pocket surface under conditions C1 and C3. Total axial cutting depth is equal to (a) 1 mm and (b) 3 mm.
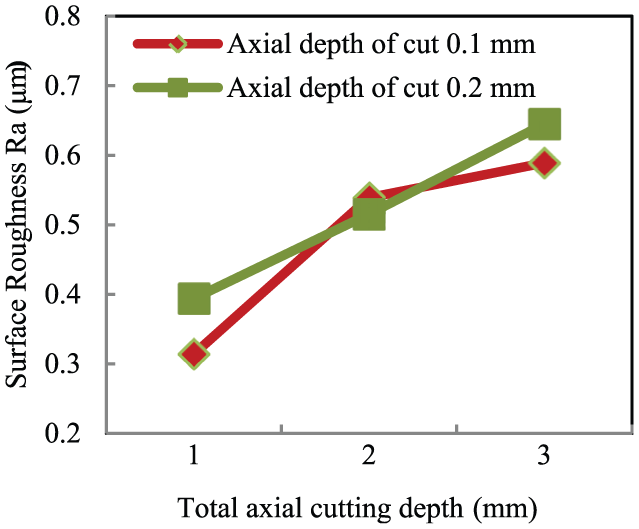
Average surface roughness Ra with respect to total axial cutting depth under conditions C1–C6.
Effect of axial depth of cut on residual stress distribution
Figure 9 draws the residual stress distribution of the square pocket surface for different depths of cut. Figure 10 gives the scanning electron microscopy (SEM) images of the observed point 21 for different depths of cut. Figure 11 shows the maximum tensile residual stress (defined by σtmax) and the maximum compressive residual stress (defined by σcmax) measured on the square pocket surface. Figure 12 shows the average residual stress with respect to the axial depth of cut, and the ratio of number of points with the compressive stress and all the measurement points. It can be found that the residual stress distribution is also seriously influenced by the axial depth of cut. For low axial depth of cut of 0.1 and 0.2 mm, the residual stresses on the pocket surface are mainly the compressive stresses. For high axial depth of cut of 0.5 and 1.0 mm, the residual stresses on the pocket surface are mainly the tensile stresses. Also, for low axial depths of cut of 0.1 and 0.2 mm, the maximum tensile residual stress shows little difference (129 and 123 MPa). As the axial depth of cut increases to 1 mm, the maximum tensile residual stress increases to 174 MPa with an increment of 50 MPa. Interestingly, the maximum tensile stress always occurred at the centre of the square pocket where the cutter started. The reason can be explained by that, as the axial depth of cut is 1 mm meaning that the cutter will first drill a hole with depth of 1 mm, the temperature of the pocket centre will be increased rapidly due to the fact that the cutting heat is more difficult to spread fast. Seen from the SEM images shown in Figure 10, the more scratches and pits can be observed with the increase in axial depth of cut.

Residual stress distributions under conditions C1, C4 and C7, C8. Axial depth of cut is equal to (a) 0.1 mm, (b) 0.2 mm, (c) 0.5 mm and (d) 1 mm.

SEM images of the observed point 21 under different depths of cut. Axial depth of cut is equal to (a) 0.1 mm, (b) 0.2 mm, (c) 0.5 mm and (d) 1 mm.

Maximum residual stresses under four levels of axial depths of cut.

Effect of axial depth of cut on the average residual stress and the ratio wσ.
As seen from Figures 11 and 12, when the axial depth of cut is increased from 0.1 to 1 mm, the maximum compressive stress alters in the range of −172 to −62 MPa, and the ratio of number of points with the compressive stress and all measurement points sharply decreased from 84% to 24%. Similarly, the average residual stress increased from −38.7 to 46.6 MPa, indicating that the stresses are gradually transformed to the tensile stress with increase in the axial depth of cut. This effect can be attributed to the fact that, when the axial depth of cut increased from 0.1 to 1 mm, the material removal rate nearly increased by 10 times, and the total heat generation due to the plastic deformation and the frictional sliding significantly increased, thus the dominant thermal deformation tends to produce the tensile residual stress, and the magnitude of tensile residual stress will be raised. In a word, the axial depth of cut is another important factor except the total axial cutting depth influencing the residual stress distribution and the average residual stress. The low axial depth of cut should be utilized to produce the compressive residual stress during the pocket milling process of 2219 aluminum alloy.
Effect of spindle speed on residual stress distribution
Figure 13 reveals the pattern of residual stress distribution in the pocket milling of 2219 aluminum alloy under conditions C9–C12 when the total axial cutting depth is 1 mm. Seen from Figures 9(a) and 13, the residual stresses for five levels of spindle speeds are all mainly compressive stress, especially for low spindle speeds of 4000–8000 r/min, the ratio wσ is usually larger and varies in the range of 72%–84%. For high spindle speeds of 10,000–12,000 r/min, the ratio wσ is changed in the range of 52%–56% meaning the observed compressive stresses are slightly more than the tensile stresses, as shown in Figure 13.
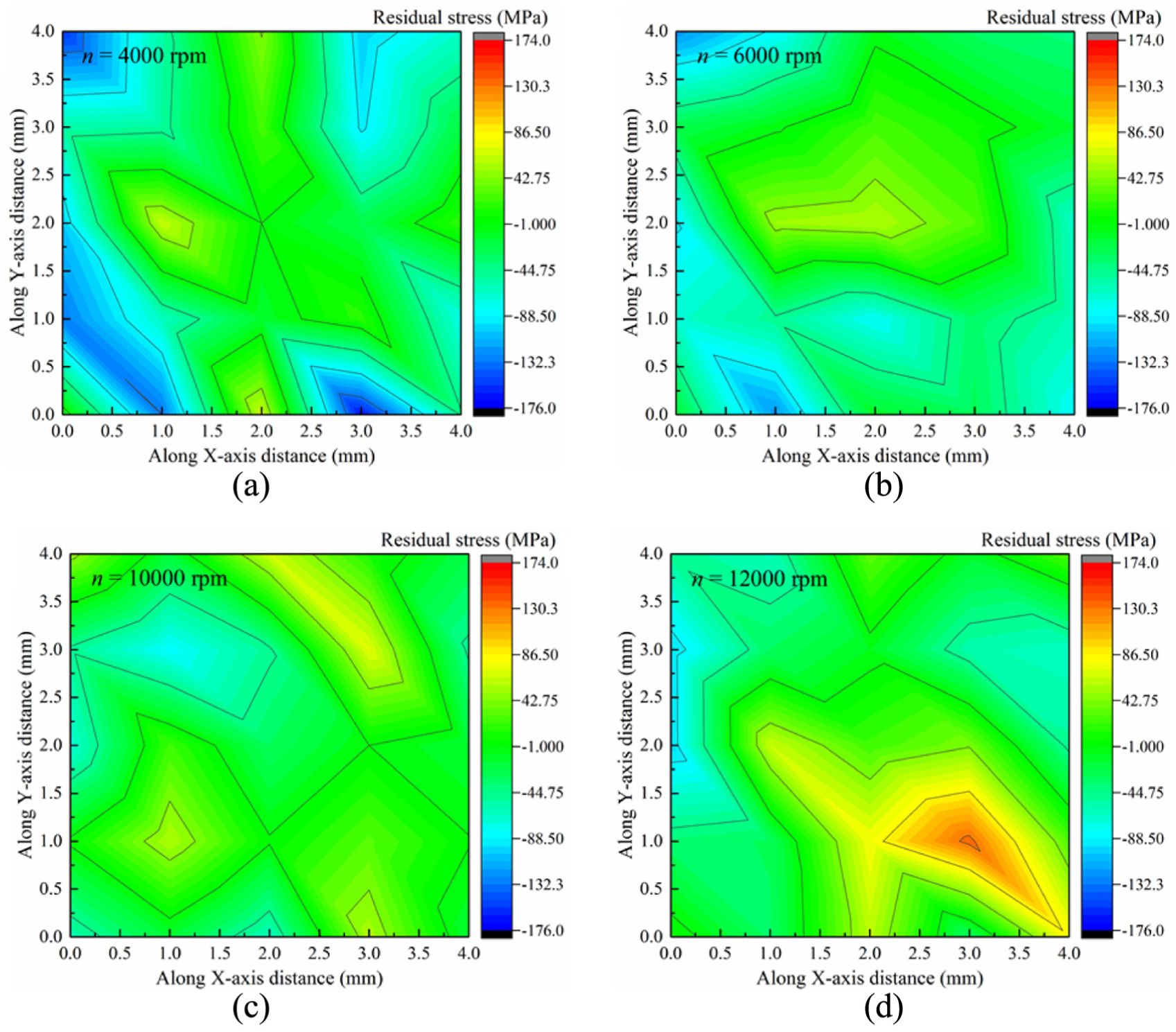
Residual stress distributions under conditions C9–C12. Spindle speed is equal to (a) 4000 r/min, (b) 6000 r/min, (c) 10,000 r/min and (d) 12,000 r/min.
Figure 14 presents the average residual stress under five levels of spindle speeds and the ratio wσ, while Figure 15 shows the maximum residual stress with respect to the spindle speed. For low spindle speeds of 4000–8000 r/min, the average residual stress varies in a small range of −34.6 to −49.5 MPa. For high speeds of 10,000–12,000 r/min, the average residual stress is rapidly changed to −6.7 and −2.8 MPa, respectively. It can be seen from Figure 15 that the maximum tensile residual stress gradually increases from 64 to 136 MPa, and the maximum compressive stress reduces from 167 to 100 MPa (absolute value) when the spindle speed is increased from 4000 to 12,000 r/min. The dominant mechanical deformation at all cutting conditions tends to produce the compressive residual stress. At the low spindle speeds, the degree of mechanical deformation is smaller than that at high spindle speeds, and the magnitude of the compressive stress increases with the spindle speed. However, when the cutting speed increases over 10,000 r/min, the increased cutting temperature tends to induce the thermal deformation which tends to produce the tensile residual stress, so the magnitude of the compressive residual stress decreased.
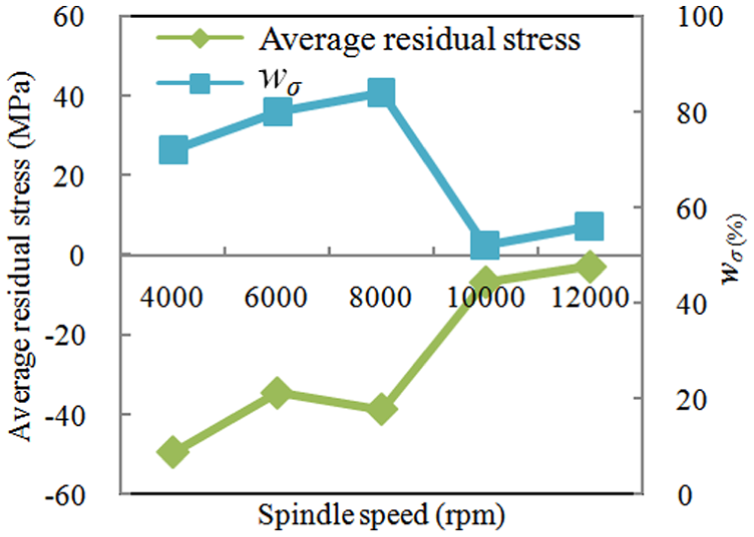
Effect of spindle speed on the average residual stress and the ratio wσ.
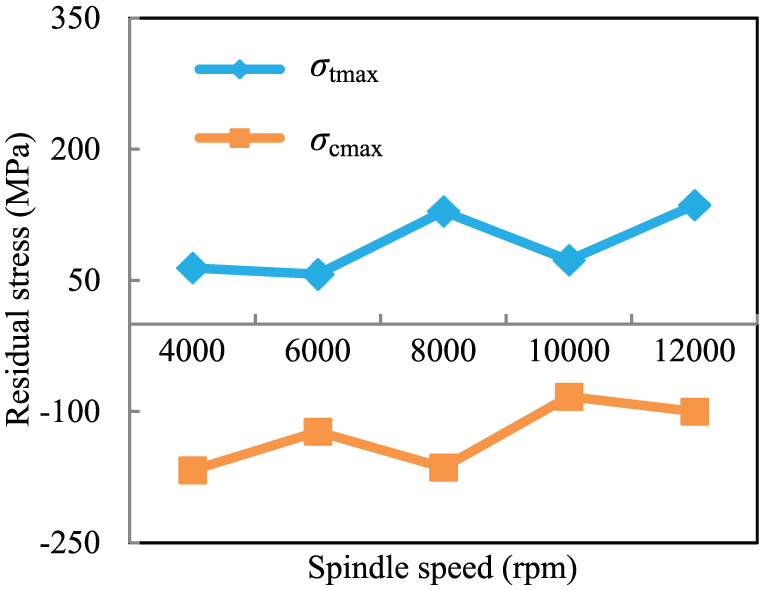
Maximum residual stress on pocket surface under five levels of spindle speeds.
Effect of feed rate on residual stress distribution
Figure 16 illustrates the dependence of the residual stress distribution on the feed rate per tooth by analysing conditions C13–C16. Figure 17 shows the maximum residual stress with respect to the feed rate per tooth. Figure 18 depicts the average residual stresses and the ratio wσ. It can be seen from Figures 9(a) and 16 that in general, the change of feed rate per tooth does not bring significant differences in the residual stress distributions. The residual stress distributions of the pocket surface produced by five levels of feed rates all exhibit the obvious compressive stress states. When the feed rate ranges from 0.05 to 2.5 mm/tooth, the maximum tensile residual stresses are relatively small and ranged from 74 to 110 MPa, and the measured tensile stresses are mostly below 50 MPa. The maximum compressive residual stress changes in the range of −100 to −164 MPa, which is expected to inhibit the crack nucleation and prolong the component life, as shown in Figure 17. The similar result has also been derived from Figure 16, where the ratio wσ is always larger and varies in the range of 60%–84%. The average residual stresses are always the compressive stresses and vary in a relative narrow range of −19 to −39.1 MPa. Generally speaking, both the residual stress distribution and the magnitude exhibit little dependence on the feed rate per tooth in the pocket milling of 2219 aluminum alloy.

Residual stress distributions under conditions C11–C14. Feed rate is equal to (a) 0.05 mm/tooth, (b) 0.07 mm/tooth, (c) 0.08 mm/tooth and (d) 0.1 mm/tooth.

Maximum residual stress under five levels of feed rates.
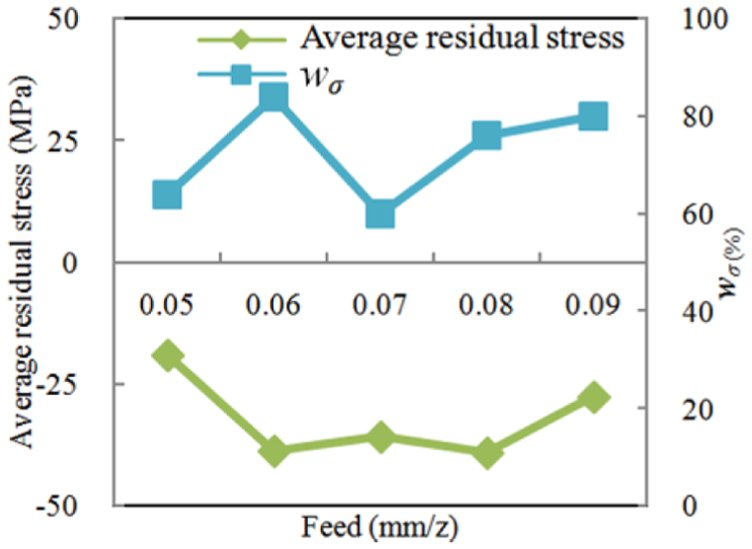
Effect of feed rate on the average residual stress and the ratio wσ.
Effect of radial depth of cut on residual stress distribution
Figure 19 depicts the residual stress distribution of the square pocket surface under different radial depths of cut. Figure 20 gives the maximum residual stress with respect to the radial depth of cut. Figure 19 shows the average residual stresses under different radial depths of cut and the ratio wσ. By comparing Figure 9(a) with Figure 19, it is observed that the residual stress distribution is also not significantly influenced by the radial depth of cut. The maximum tensile residual stress of 137 MPa occurred for the radial depths of cut of 0.5 and 2.5 mm, but most other tensile stresses are below 80 MPa. For radial depths of cut of 1.5 and 2 mm, the maximum tensile residual stress is 73 and 88 MPa, respectively. When the radial depth of cut increased from 0.5 to 2.5 mm, the maximum compressive stress coincidently decreased from 176 to 84 MPa (absolute value), as shown in Figure 20. As seen from Figure 21, when the radial depth of cut ranges from 0.5 to 2.0 mm, the average residual stresses are compressive stresses and vary in a narrow range of −15.7 to −38.7 MPa. When the radial depth of cut is 2.5 mm, although the average residual stress is the tensile stress state, the magnitude is very small (2.8 MPa) and quite a lot of compressive stresses can still be found on the pocket surface (wσ = 60%). In a word, the radial depth of cut shows little influence on the residual stresses distribution and the average stress, thus the increase in radial depth of cut is another considerable way to improve the work efficiency in the pocket milling of 2219 aluminum alloy.

Residual stress distributions under conditions C17–C20. Radial depth of cut is equal to (a) 0.5 mm, (b) 1.5 mm, (c) 2 mm and (d) 2.5 mm.
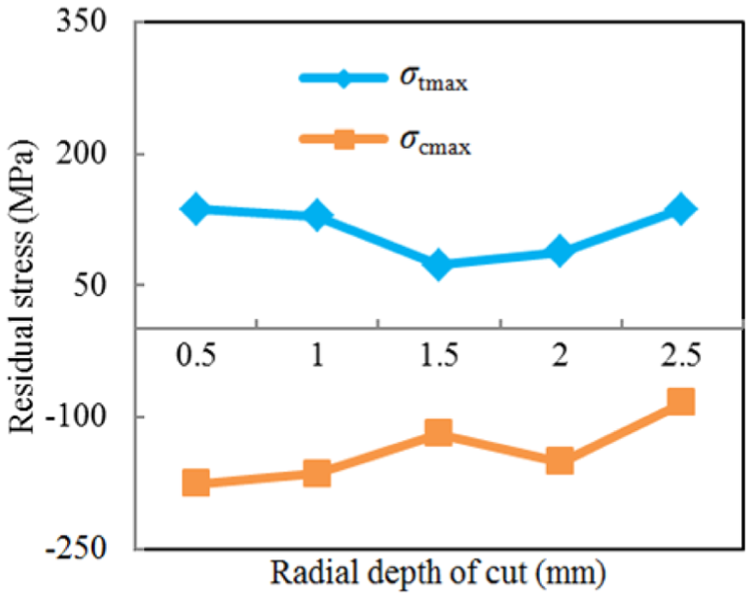
Maximum residual stresses under five levels of radial depths of cut.

Effect of radial depth of cut on average residual stress and the ratio wσ.
Effect of pocket geometries on residual stress distribution
The pocket geometry also shows some influence on the distribution of the residual stress. So, the residual stress produced by milling the triangle pocket is also investigated in this work. It is known that the square and triangle pockets are the most commonly used structures in the fuel and oxidizer tanks in the rocket. Figure 22 shows the definition of residual stress to be measured for the triangle pocket and 40 measured points for each case are distributed on the triangle pocket surface.

Definition of residual stress to be measured for the triangle pocket (dimension in mm).
Figure 23 depicts the effect of the spindle speed on the maximum and average residual stress produced by milling the triangle pocket when other cutting conditions are same to that used in milling the square pocket, and Figure 24 shows the residual stress distribution of the triangle pocket under different cutting spindle speeds. Seen from Figure 23, the average residual stress also varies in a small range of −31.6 to −12.6 MPa which is similar to that produced by milling the square pocket as shown in Figure 14. The maximum tensile residual stress ranged from 51 to 79 MPa and the maximum compressive residual stress ranged from 92 to 128 MPa (absolute value). Compared to that produced by milling the square pocket (see Figure 15), it is interesting to find that the variation ranges of both the maximum tensile and compressive residual stresses are smaller. The similar phenomenon can be observed from Figure 24; the residual stresses produced by the four different spindle speeds in milling triangle pocket varied in a smaller range than that produced in milling square pocket (See Figure 13).

Maximum and average residual stress on triangle pocket surface under four levels of spindle speeds.

Residual stress distributions of the triangle pocket. Spindle speed is equal to (a) 4000 r/min, (b) 6000 r/min, (c) 800 r/min and (d) 10,000 r/min.
Conclusion
The following conclusion can be drawn:
The residual stress distributions generated by the pocket milling of 2219 aluminum alloy include both the compressive and the tensile residual stresses, and the residual stresses are mainly the compressive stresses which are expected to prolong the component life.
The longer continuous cutting time will seriously change the pattern of the residual stress distribution, and it is advised to shorten the cutting time of the pocket milling process by raising the cutting parameters in order to obtain the required compressive stress state.
Among the four different milling parameters, the axial depth of cut is the most important parameter influencing the residual stress. The low axial depth of cut should be utilized to produce the compressive residual stress during the pocket milling of 2219 aluminum alloy.
The spindle speed shows some influence on the pattern of residual stress distribution, but the extent of influence is not great. The changes in the feed rate per tooth or the radial depth of cut exhibit little influence on the residual stress distribution.
Footnotes
Handling Editor: Ismet Baran
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the National Basic Research Programme of China (973 Program) (2014CB046603), National Natural Science Foundation of China (51405336) and Natural Science Foundation of Tianjin City (18JCYBJC19800).