
Abstract
This article presents an experimental study to investigate wear resistance of grey cast iron samples with different additions of copper from 0.00 to 3.15 wt%. A pin-on-disc apparatus was designed and built to conduct the experimental trials and assess the influence of wear time, rotational speed and normal load on wear behaviour. Experiments on wear time were from 5 to 20 min, rotational speed from 90 to 1400 r/min and applied pressure from 2.0 to 8.0 MPa, all in dry conditions. Results showed that morphology and microstructure are important parameters in relation to the wear regime exhibited by the material. It is confirmed that wear losses increased with increase in wear time, rotational speed and applied pressure. Also, it is clearly seen that adding copper to the cast iron changed the ferrite matrix into a pearlite matrix. This led to a significant improvement in the mechanical properties, especially wear resistance, with slight increase in the hardness. Generally, wear losses were quantified for cast iron with added copper; an increase in copper from 0.00 to 3.15 wt% reduced the material loss by about 30%.
Introduction
There is an ongoing and increasing demand for more robust materials with superior properties to fulfil the requirements of new engineering applications.1,2 This in turn is associated with a need for new advanced testing methods to assess the performance of such materials.3,4 Cast irons are an example of materials which, due to their superior wear resistance, have been utilized in a wide variety of mechanical systems for decades, for example, bearings, brakes and seals. 5 The wear resistance of cast iron depends profoundly on the alloying elements it contains, the phases present and their microstructures. 6 The positive effect of alloying elements on the wear behaviour of cast irons was recognized very early, 7 but it was also well known that some elements could negatively influence the ability of cast irons to resist wear. 8 In general, it is understood that wear decreases with the increased pearlite and graphite content. 9 Adding alloying elements or heat treatment to increase the hardness of the cast iron will in turn increase wear resistance beyond those of conventional grey cast irons. 10
As previously stated, advanced materials with superior mechanical properties are needed in a wide range of engineering application. For example, wear resistance is an essential characteristic for those materials subjected to friction. The relationship between friction and wear has received great attention from researchers and manufacturers for decades and it is now accepted that the main factors dominating the wear rate of a material subjected to friction are sliding speed, normal load, surface roughness of the materials in contact and material properties.11,12
Following this introduction, background to the addition of alloying element to grey cast iron is presented. Then, the experimental details of the composition of the workpiece material, its microstructure and the results of measurement of hardness and wear under different working conditions are given. After that, the results are discussed paying attention to the effect of copper by wt% in the grey cast iron microstructure. The final section sketches future perspectives.
Background: effects of alloying elements in grey cast iron
Among the oldest and long-standing engineering materials, grey cast irons have demonstrated enormous potential for casting production. In particular, grey cast irons can enable casting products with cutting-edge attributes in terms of material (mechanical and metallurgical) properties and functionality. 13 Growing attention by researchers and manufacturers is being given to improve/control properties of the grey cast iron products by adding alloying elements. Literally, grey cast iron is one of the most common exploited materials and commercial grey cast irons contain 2.5–4.2 wt% C, 1.0–3.0 wt% Si, 0.15–1.0 wt% Mn, 0.02–0.25 wt% S and 0.02–1.0 wt% P, in addition to other small proportion of other elements (impurities). 6
Grey cast iron can be a fully pearlitic matrix with graphite flakes randomly distributed throughout the matrix and these provide the damping properties. However, there can be different ferrite-to-pearlite ratios in the matrix and these can alter the properties of the material. Grey cast irons have good mechanical properties well suited to particular applications, for example, their wear resistance and mechanical strength combined with vibration damping has made them suitable for a wide range of automotive components. 10
Different alloying elements added to the melt affect the microstructure in different ways. This process can be used to determine the properties of the material. Grey cast iron contains the following alloying elements: carbon (C) and silicon (Si) are the most significant, but chromium (Cr), copper (Cu), phosphorus (P), manganese (Mn), nickel (Ni) and tin (Sn) are also used to stabilize the pearlite, add strength and enhance wear resistance.14,15 It can be concerned with the addition of copper to the mix.
Addition of an alloying element is complex, and it can change the microstructure in a number of ways; it can react with other alloying elements and influence the eutectic and eutectoid reaction. 16 Copper increases the number of eutectic cells while reducing eutectic cell size; it coarsens graphite and stabilizes pearlite. 10 In concentrations of up to 3.15 wt%, copper increases the tensile strength of a base iron composition, but adding more copper has increasingly less effect on the strength. 14 Vadiraj and Tiwari 15 concluded that the addition of copper decreases the surface area of the graphite, but the length increases.
The literature clearly reveal that modifications to the grey cast iron occur with the addition of copper due to changes of the microstructure and mechanical properties.10,14,16 However, up to now, there does not appear to have been any comprehensive investigation of the attainable morphology and wear resistance of commercial grey cast iron without and with different additions of copper under ranges of wear conditions. This omission motivated the authors to conduct a systematic study to examine the attainable morphology and wear resistance of commercial grey cast iron without and with the addition of different proportions of copper under a range of wear conditions using a pin-on-disc instrument.
This present work focuses on assessing the effect of copper addition on the wear behaviour of grey cast iron.
Experimental details
Materials
Grey cast iron with a given composition was melted in an induction furnace. Different amount of copper were added to the melt to obtain the alloyed grey iron with the desired composition as shown in Table 1. All the values of composition are in weight percentage.
Chemical composition (wt%) of the Fe-Cu alloy.

Four different samples of as-cast grey iron containing 3.25, 2.0, 1.15 and 0.0 wt% copper were utilized in this study. The ingots formed stepped shafts with different diameters (10, 20, 30, 40 mm) and 100 mm length. This was mainly to avoid uncertainty in material properties associated with the differences between inner and outer layers of the samples. Then, the test pieces were cut into suitable sizes according to the test specification.
Microscope test
The microstructures were observed using an optical microscope; samples were prepared by wet grinding, pre-polishing and Minimet polishing using 7 and 1 µm diamond paste with a nylon polishing cloth. The surfaces were etched with a solution of 2%–3% HNO3 in distilled water. The etching time was 30–90 s. Sometimes, the samples were heated before etching in hot water to improve the etching effect.
Hardness test
The hardness was measured with a Standard Brinell Hardness Number (BHN) testing machine with applied load of 750 kg and ball diameter of 5 mm. Hardness was spot measured for each specimen at four different locations and the mean value taken for the cross-section, randomly allocated to cover the whole cross-sectional area of the sample.
Wear test
Wear tests were conducted with a pin-on-disc test apparatus designed to investigate the dry sliding wear characteristic of grey cast iron samples with different percentages of copper, according to ASTM G99-05 standard test method (see Figure 1). The cylindrical shaped pins were of 10–40 mm diameter with a length of 15 mm of cast iron without and with different proportions of copper. The disc was 20 × 20 mm2 plate made of high-speed steel (HSS) with average hardness of 752 Vickers Hardness Number (VHN). The average surface roughness of the disc was 0.3 μm. Various parameters such as rotational speed, duration of test period and applied pressure were investigated. Table 2 presents the experimental conditions of the wear tests.

Pin-on-disc test rig.
Experimental wear conditions.

Before and after each test, the mass of every sample was measured using a weight balance with sensitivity of 0.01 mg. Before either weighing, the samples were cleaned with acetone-soaked wool and wear particles on the emery paper removed by dry air from a compressed air line. The difference in mass was the wear loss of that particular sample.
Surface roughness
A Surtronic 3P was employed to assess the specimen’s surface finish, before the wearing tests with cut-off distance of 2.5 mm. An average of five readings was taken for each test point. The samples were prepared by manual polishing via alumina papers having grit sizes ranging between 150 and 500 µm. The polishing resulted in Ra ≈ 3 µm.
Results and discussion
Microstructure
Hard and high-strength pearlite is a microstructural constituent of grey cast iron. It is a combination of ferrite and cementite and, as shown in the micrograph presented in Figure 2, has a lamellar appearance.

Light micrograph of the effect of addition of copper on the microstructure of grey cast iron for (a) 0.0 wt%, (b) 1.15 wt%, (c) 2.0 wt% and (d) 3.25 wt%.
Figure 2 shows the light micrograph of the Fe-Cu with different percentages of copper. It is well known that the effect of copper on the matrix of graphite cast iron confirmed apparent pearlite stabilization (not seen in the light micrograph). For high-strength spheroidal graphite cast iron, pearlite is the ideal matrix, and copper is an important element that facilitates pearlite in the matrix without chill formation. 10 The mechanical properties of pearlite strongly depend on the lamellar spacing and as the spacing increases, the strength decreases.7,10,14
The influences of different alloying elements on pearlite formation in cast iron are shown in Figure 3. As can be seen clearly, the influence of copper is to act as a ferrite formation element in the low-sulphur flake graphite cast iron. However, when the flake graphite cast iron contains more than 0.02 wt% S, the ferrite formation effect of copper could not be observed.

Influence of alloying elements on pearlite formation in cast iron. 17
Hardness
The hardness of grey cast iron specimen is an important parameter that needs to be specifically measured and controlled. Figure 4 shows the hardness of the Fe-Cu alloy increased monotonically with copper content for the range of values tested (0–3.15 wt%). The increase in the amount of copper in the alloy increases pearlite formation which increased the strength of the alloy. Above 3.15 wt%, the alloy is fully pearlitic. If the carbon level is decreased, spheroidal graphite is formed which also gives higher strength.
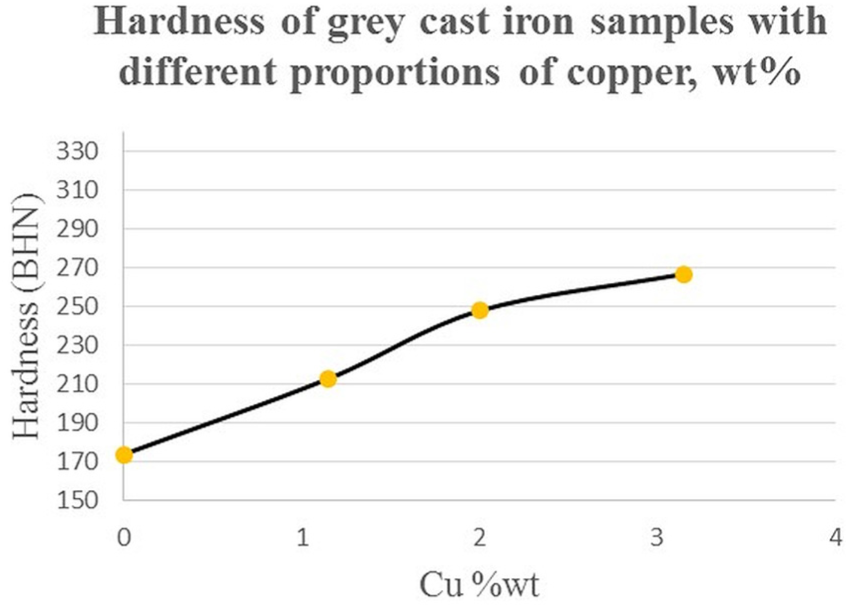
Hardness of cast iron with addition of copper wt%.
Wear behaviour
Effect of wear time
Figure 5(a)–(d) shows the relationship between the wear time and the resulting material losses for Fe-Cu alloy pins of different specimen diameters at constant speed (140 r/min) and constant load (5.0 MPa). Material loss increased with wear time and specimen diameter, as would be expected. However, it is worth emphasizing that the material losses dramatically decreased with the increase in wt% copper within the material microstructure. For the 40.0-mm diameter pin at 20-min test time, the loss of material fell from about 0.80 g at 0.00 wt% of copper to 0.45 g at 3.15 wt%. This is explained by the percentage of copper in the alloy and the presence of the pearlite in the microstructure which improve the hardness, strength and wear resistance of the material.

Material loss as a function of wear time for grey cast iron with (a) 3.15 wt%, (b) 2.00 wt%, (c) 1.15 wt% and (d) 0.00 wt% copper (speed of rotation = 140 r/min, applied pressure = 5 MPA).
Effect of rotational speed
Figure 6(a)–(d) shows the material loss with rotational speed at constant pressure (5.0 MPa) and constant duration (10 min) for the given Fe-Cu alloys with different specimen diameters. Wear losses for all four alloys were found to increase monotonically with rotational speed of the disc. The material losses again decreased with the increase in wt% of copper within the material microstructure. For the 40.0-mm diameter pin for a test speed of about 1400 r/min, the loss of material fell from about 0.65 g at 0.00 wt% of copper to 0.45 g at 3.15 wt%. Material losses as a function of rotational speed show an initial sharp rise after which the wear increases more gradually. Again the rate of increase in wear for one pin (this time the 30.0 mm diameter) is somewhat unexpected, reaching a maximum value at about 550 r/min before decreasing with further increase in speed.

Material losses as a function of rotational speed for grey cast iron with (a) 3.15 wt%, (b) 2.00 wt%, (c) 1.15 wt% and (d) 0.00 wt% copper (duration of test = 10 min, applied pressure = 5 MPA).
Effect of applied load
Figure 7(a)–(d) shows a general monotonic increase in wear with applied pressure for the range of pressures tested at constant rotational speed (140 r/min) and constant duration (10 min). As would be expected, increasing the load increases wear and removal of metal from the surface. There is one rogue point for each of the 10.0- and 20.0-mm-diameter pins. However, again it is clear that the loss of material during the tests is less the greater the wt% of copper in the cast iron mix. For the 40.0-mm-diameter pin for a load of 8.0 MPa, the loss of material fell from about 0.57 g at 0.00 wt% of copper to 0.37 g at 3.15 wt%.

Material losses as a function of applied pressure for grey cast iron with (a) 3.15 wt%, (b) 2.00 wt%, (c) 1.15 wt% and (d) 0.00 wt% copper (duration of test = 10 min, speed of rotation = 140 r/min).
The results for wear parameters show an increase in wear with the increase in applied load, duration of test (equivalent to distance travelled by the contacting surfaces) and sliding speed. These results confirm those of previous researchers such as Singla et al., 18 who also found an increase in wear with the increase in load and sliding distance (under dry conditions).
The results presented in Figures 5 and 7 are in agreement with the generally held theories 9 that increasing the load effectively pushes the sliding faces closer together, increasing inter-surface interactions and thus increasing the frictional forces.
Initially, the rubbing of one surface on the other acts to clean and smooth both surfaces, but then disrupts the surface layers, increasing the strength of the contact and connections between them. However, if the force is sufficient and the duration of the sliding distance is long enough, the work done in overcoming the friction force caused by the ploughing action of one surface on the other increases their temperatures, so that plastic deformation and even flow occurs along the sliding surfaces, and this assists in the gradual levelling of surface projections. This reduces the shear forces and the coefficient of friction, so that a new steady state is achieved, one with lower surface roughness and higher slide speed but with lower material losses. This is one explanation of the shape of the graphs in Figure 6. At a rotational speed of about 560 r/min, the transition described here takes place and there is a discontinuity in the plots, above which the rate of loss of surface material is substantially reduced. These results are consistent with what previously reported in literature.19–21 Also, the results show the increase in copper addition in the grey cast iron from 0.00 to 3.15 wt% reduced the wear loss by about 30%.
Conclusion
The overarching aim of this article was to examine the surface wear behaviour of grey cast iron in the presence of added copper with different proportions under different working conditions, applied pressure, rotational speed and test duration. Material attributes in terms of wear losses and hardness were utilized as quality marks to assess the influence of the copper additions in grey cast iron samples. Results of this study can be summarized as follows:
Morphology and microstructure of grey cast iron are significantly influenced by the proportion of added copper, which acts as an important parameter to the wear regimes encountered by the material.
Adding Cu to grey cast iron changes the ferrite matrix into a pearlite matrix, which was approved in previous related work. This led to a significant improvement in the mechanical properties of grey cast iron, especially hardness and wear resistance.
Although wear losses increase with the increase in wear time, rotational speed and applied pressure, however, applied pressure could have an inverse effect by inducing induced surface hardening effect, which in turn positively affects wear resistance.
Finally, the developed cast iron–copper alloy offered more resistance to wear as the speed increased, which can be attributed to the hardening effect due to the generated temperature during the tests.
Footnotes
Acknowledgements
The authors wish to thank the technicians at the Faculty of Engineering, Port Said University for the technical support provided to carry out the experimental trials.
Handling Editor: Francesco Massi
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was financially supported by the Research Affairs Office at UAE University (Grant Code 31N309).