
Abstract
Accuracy of grinding wheel profile that is generated by form grinding theory and formed by grinding wheel dresser is a crucial factor affecting profile accuracy of screw rotors. A correction method for screw rotor profile error based on parameter adjustment for grinding wheel dresser such as diameter and distance of diamond rollers is proposed. Influence of diameter and distance of diamond rollers on grinding wheel profile and screw rotor profile based on theory of segmented dressing method is analyzed, and the adjustment method for parameters of grinding wheel dresser is presented. The results of the analysis provide a theoretical basis for error correction in screw rotor grinding. Grinding experiments for female rotor were performed due to the character that the female rotor has smooth bottom profile where the change of profile error is easy to observe. The experimental results show that the height difference between the long and short sides of rotor profile at the bottom of the rotor is significantly reduced from 0.22 mm to 0.034 mm by adjusting diameter of diamond rollers, and the distance between the long and short sides of the actual rotor profile is almost consistent with the theoretical one by measuring the distance again and adjusting its value in the computer numerical control system. These results verify the correctness of the correction method.
Introduction
As core parts of screw machine, screw rotors are widely used in compressors, industrial pumps, refrigerators, and other equipment. The accuracy of the screw rotor profile has a great influence on the performance of screw compressor. 1 It requires a precision machining method for screw rotors. Form grinding is the most common processing method for screw rotor. Zhao et al. 2 present a precision grinding method for screw rotors based on a computer numerical control (CNC) grinding wheel dressing.
To improve the accuracy of screw rotor profile under form grinding, some researches seek methods to reduce machine tool errors. Shen et al. 3 analyzed the internal and external errors of the machine tool and presented a method of error compensation to reduce the rotor profile error based on the finite sample test. Tian et al. 4 proposed a comprehensive and systematic modeling method for geometric errors of machine tools to separate these error sources that have effect on the pose accuracy of the machine tool.
In addition, some scholars have explored a new way to study the relationship between motion errors of grinder and screw rotor profile by simulating grinding process. For the virtual process of grinding screw rotor using five-axis CNC grinding machine, Wu et al. 5 established a comprehensive coordinate system to simulate change of screw rotor profile caused by feed motion error of the grinder. Guo and Tang 6 believed that the screw rotor profile error caused by the error of machine motion error can be reduced by setting the deflection angle of screw rotor profile reasonably. Furthermore, they proved that tool setting condition is also an affecting factor and analyzed the change of screw rotor profile under different setting conditions of cutting tools. 7 Stosic et al. 8 presented a profile transformation model from grinding wheel to rotor to qualitatively evaluate the effect on rotor profile of setting errors of grinding wheel such as errors of installation angle, distance error of grinding wheel and rotor center, axial position error of grinding wheel, and so on. 1 Moreover, Wei et al. 9 improved this model and made it applicable to profile error analysis of screw rotor ground by cubic boron nitride (CBN) grinding wheel. The above researches have concentrated on precision form grinding technology, machine tool accuracy, grinding wheel setting errors, and so on.
Moreover, profile of grinding wheel is also an important affecting factor that cannot be ignored. Wei et al. 10 established a mathematical model to design CBN grinding wheel profile for precision grinding screw rotor based on gear meshing theory. Shen et al. 11 used computer tomography scanning technology to generate the grinding wheel profile. Stosic 12 analyzed the effect of tool profile error on rotor profile and presented a geometric method for calculating tool wear during the process of grinding screw rotor. Axinte et al. 13 reported an application of abrasive waterjet turning method to dress grinding wheel and evaluated the effect of operational parameters on geometrical accuracy of manufactured grinding wheel, considering the manufacturing of grinding wheels has a decisive role in the desired product quality achievement. Tawakoli et al. 14 designed a novel dresser called T-dress to improve the quality of grinding wheel. According to above researches, the profile accuracy of grinding wheel is not only related to its design accuracy but also to its manufacturing accuracy and tool wear. For form grinding wheel, due to the irregular shape and wear of the grinding wheel, the manufacturing accuracy of the grinding wheel is usually improved by redressing the grinding wheel repeatedly at set intervals or replacing the dressing rollers, so little attention was paid to improve manufacturing accuracy of the form grinding wheel. However, this method is time-consuming and costly.
The goal of the article is to propose a correction method of screw rotor profile error based on parameter adjustment for grinding wheel dresser. First, by explaining form grinding theory, the complexity of the grinding wheel profile and its important influence on rotor profile are introduced. And then, by analyzing the segmented dressing method for grinding wheel, influence of diameter and distance of diamond rollers on grinding wheel profile and screw rotor profile is studied. Furthermore, the adjustment method for parameters of grinding wheel dresser is presented. Grinding experiments for female rotor with parameter errors of grinding wheel dresser were performed by forming grinder to verify the theory analysis.
Form grinding theory
Form grinding theory of screw rotor
Screw rotor is usually machined by form grinding method because of its complex profile, as shown in the Figure 1. There is an angle Ф between the axis of screw rotor and the one of grinding wheel. When grinding screw rotor, the grinding wheel only rotates around its axis Z t in high speed, while the screw rotor not only rotates around its axis Z at uniform speed but also moves uniformly along the same axis. When the rotor rotates a circle, it also moves with a lead. Then, the screw rotor rotates a dividing angle and the above steps are repeated. According to form grinding theory of screw rotor, obviously, the precision of the profile of grinding wheel directly affects the accuracy of rotor profile. 13

Schematic drawing of forming grinding screw rotor.
Dressing method of grinding wheel
Before grinding screw rotor, first, it is necessary to dress the grinding wheel into a certain complex shape. Since the screw rotor profile is complex, the profile of the corresponding grinding wheel is also complicated. One of the main factors affecting the profile accuracy of the grinding wheel is its dressing accuracy, which is related to the dressing method.
The CNC grinding wheel dresser of the screw rotor grinder uses a segmented grinding method to dress the grinding wheel, as shown in Figure 2. The profile of the grinding wheel is divided into two curves called CD and CH with point C on the V-axis as the boundary point, where the radius of the grinding wheel is the largest. The curve CD is dressed by the left diamond roller and the CH segment is dressed by the right diamond roller. The diamond roller is disc. When dressing grinding wheel, the diamond roller rotates at high speed and moves along the grinding wheel profile at the same time, the maximum outer circle of the diamond roller is in contact with the grinding wheel. Since the diameter of abrasive grains on the diamond roller cannot be ignored, the outer circle of the abrasive grains is in contact with the grinding wheel surface during the dressing process of the grinding wheel. In order to ensure the whole profile of grinding wheel is dressed, the diamond roller moves along the W-axis from point C for a certain distance, then start dressing. Thus, the dressing path of left diamond roller for the curve CD is A-B-B’-C-D-E-A, and the dressing path of right diamond roller for the curve CH is F-G-G’-C-H-J-F.
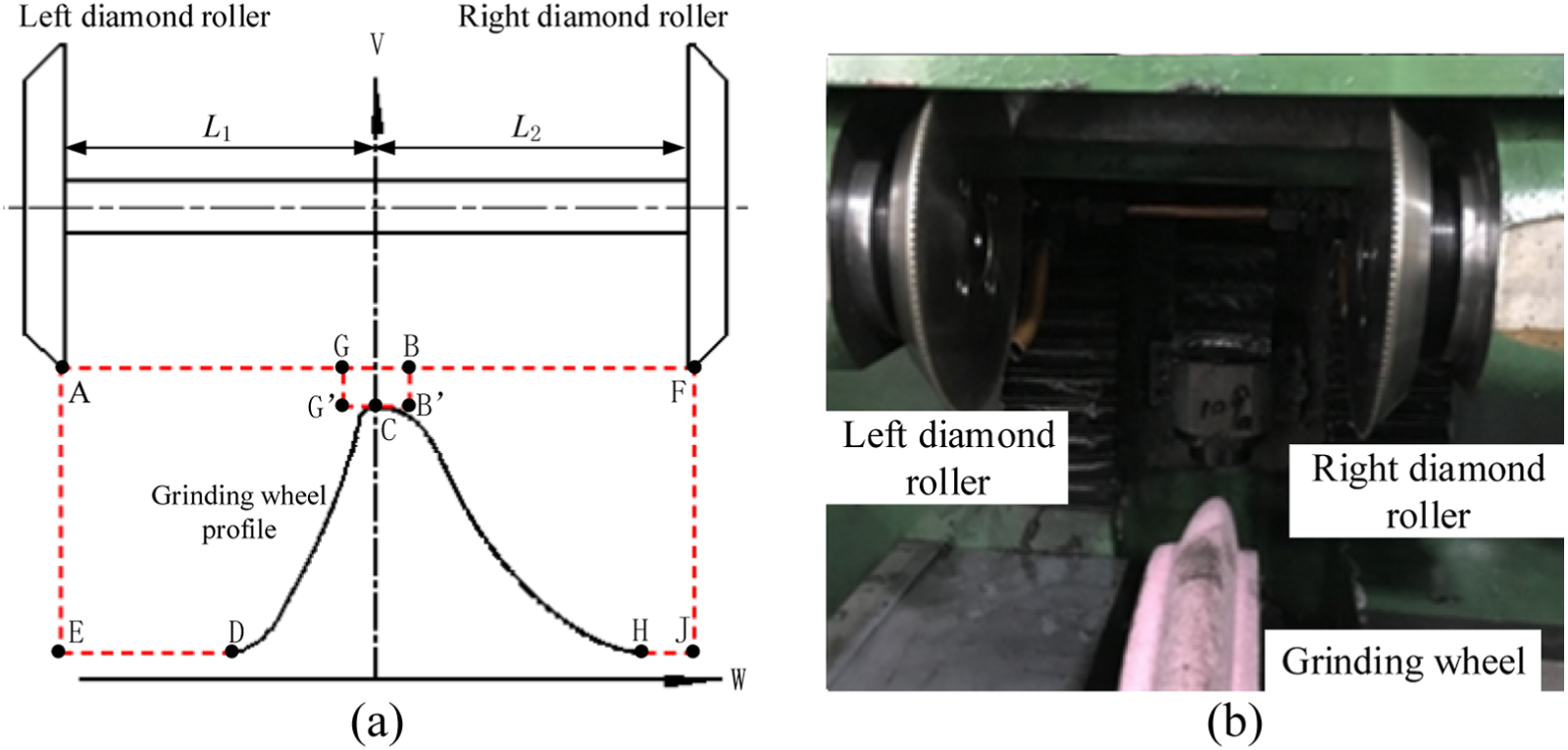
Dressing method of grinding wheel: (a) dressing path and (b) dresser structure.
Therefore, if the actual distance between the diamond roller and the V-axis or the actual diameter of the diamond roller does not match the measured value, this will inevitably cause changes of the grinding wheel profile. Then, the influence mechanism of the diameter error and the distance error of the diamond roller on the grinding wheel profile will be analyzed by taking the left diamond roller as example.
Analysis of effect of parameter errors for grinding wheel dresser on grinding wheel profile
The effect of diamond roller distance on grinding wheel profile
The influence mechanism of distance error of the left diamond roller on the grinding wheel profile is shown in Figure 3.

Profile error of grinding wheel caused by distance error of diamond roller.
The actual distance between the left diamond roller and V-axis is L1, and the measured distance is
According to the above analysis, the variation of the grinding wheel profile caused by different distance errors is shown in Figure 4. If the measuring distance between the left and right diamond rollers is less than the actual distance, the grinding wheel profile will become wider, as a result, the distance between the long and short sides of screw rotor will be narrow and vice versa. If the variation trend of the left and right diamond wheel distance error is inconsistent, then the profile error of the grinding wheel is similar with the one caused by the dominant error.

The effect of diamond roller distance on grinding wheel profile.
The effect of diamond roller diameter on grinding wheel profile
The influence mechanism of diameter error of the left diamond roller on the grinding wheel profile is shown in Figure 5. The original diameter of the left diamond wheel is D1, and the actual diameter of the diamond roller is D2 (D2 < D1) due to wear. Moreover, D1 is still used as the input diameter of the left diamond wheel in the CNC system.

Profile error of grinding wheel caused by diameter error of diamond roller.
When dressing a certain point on the grinding wheel profile, the vertical distance S that the diamond roller needs to move to be in contact with the dressed point is calculated by the CNC system. S is equal to the vertical distance between the center of the diamond roller and the dressed point minus the radius of the diamond roller. Since the parameters in the CNC system such as the coordinates of the diamond roller center, the theoretical position of the dressed point, and the diameter of the diamond roller have not changed, the vertical distance S does not change either. Due to D2 < D1, actual position of the dressed point moves from the theoretical position point A to the point A’, that is, the actual profile of grinding wheel is higher than its theoretical profile.
If there is no change in the diameter of the right diamond roller, an irregularly convex surface will be generated at the top of the dressed grinding wheel, which will result in the fact that the actual profile of grinding screw rotor at this position is lower than the theoretical profile.
In addition, the measurement error of the diamond roller will also cause the diameter error of the diamond roller. When analyzing the influence mechanism of the diameter of the diamond roller on grinding wheel profile, the measured diameter of the diamond wheel is regarded as D1, which is the input diameter of the diamond roller in the CNC system, while the actual diameter of the diamond roller is still D2. Therefore, the change of the grinding wheel profile caused by the measured value of the diameter of diamond roller is smaller than its actual value, which can be regarded as the change caused by wear of the diamond roller.
It is worth noting that if the diameter errors of the left and right diamond rollers are inconsistent, the height difference of the left and right side of grinding wheel profile will be generated at the top of the grinding wheel. And it will directly generate a height difference h, which is hardly corrected at the bottom of the rotor profile, as shown in Figure 6.

Where es is the maximum profile error near the bottom of the female rotor and el is the minimum profile error near the bottom of the female rotor.

The characteristics of screw rotor profile error caused by diameter error of diamond roller.
If the diameter errors of the two diamond rollers are the same, the overall profile of the grinding wheel moves along the V-axis, that is, the error of the center distance between grinding wheel and screw rotor is generated, which will enlarge the profile of screw rotor, 15 and such profile error of screw rotor can be eliminated by increasing the radial feed of grinding wheel.
Adjustment method of parameters of grinding wheel dresser
According to the above analysis, the diameter errors and distance errors of the diamond rollers in the grinding wheel dresser have effect on profile accuracy of grinding wheel and will eventually be reflected in the profile error of screw rotor. Therefore, by adjusting the parameters of the grinding wheel dresser such as the diameter and distance of diamond rollers, the accuracy of the grinding wheel profile can be improved, and the profile accuracy of screw rotor can also be improved.
Adjustment method for diamond roller diameter
It is usually difficult to correct the profile error of screw rotor indirectly caused by the diameter error of diamond roller. Therefore, the diameter of the diamond roller in the CNC system should be adjusted first when correcting the profile error of screw rotor.
To adjust the diameter of the diamond roller, a screw rotor should be machined first, and the adjustment of diameter of the diamond roller in the CNC system can be determined by observing the profile error at the bottom of the screw rotor.
The height difference between the long and short sides of screw profile at the bottom of screw rotor is shown in Figure 6. In this figure, the short-side profile is higher than the long-side profile with h height, which means the short-side profile of the grinding wheel is lower than its long-side profile. It can be conjectured that the actual diameter of the left diamond roller is larger than the actual diameter of the right diamond roller. Therefore, the diameter of the left diamond roller should be increased by 2h or the diameter of the right diamond roller should be reduced by 2h in the CNC system.
Adjustment method for diamond roller distance
According to the analysis in section “The effect of diamond roller distance on grinding wheel profile,” it can be inferred that if the distance between the long and short sides of screw rotor profile becomes narrow, the input distance of the diamond roller should be increased, conversely, it should be reduced. It is worth noting that if the measuring distance of the left diamond roller is reduced by
Compared with the male rotor, the bottom profile of the female screw rotor as shown in Figure 7 is simpler and smoother, which is beneficial to the judgment of the diameter error of the diamond roller. Therefore, the dressing parameters of grinding wheel dresser are usually adjusted according to the measurement results of female rotor profile.
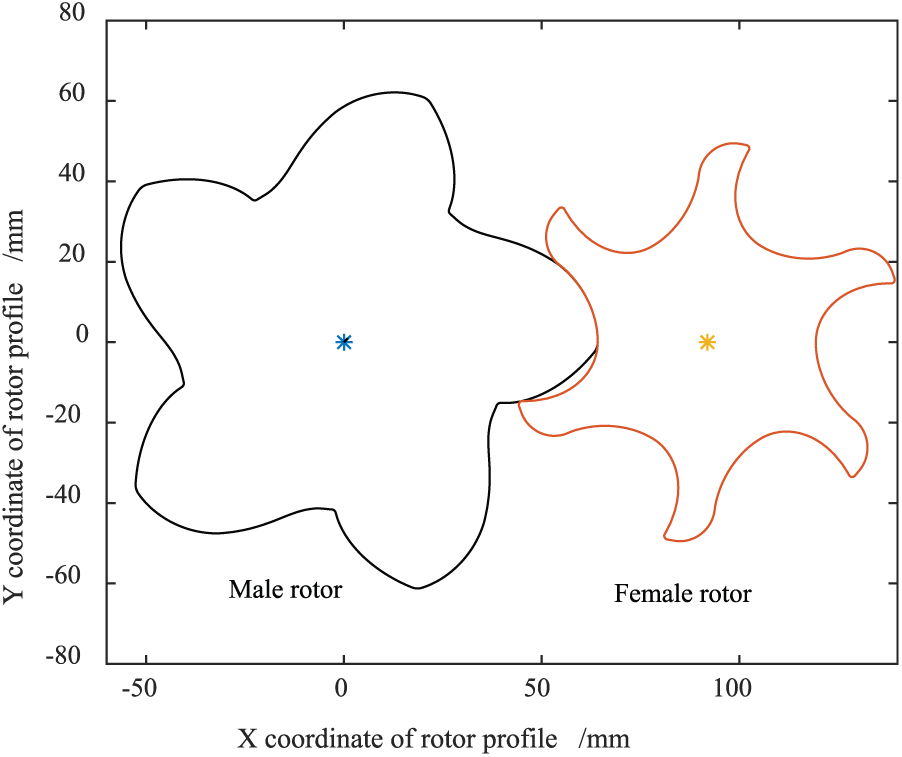
Profile of the male and female rotor.
Experimental verification
In order to verify the correctness of the above adjustment method, grinding experiment for screw rotor is carried out. The two diamond rollers of the experiment for dressing the grinding wheel have been used for some time, and the diameter and the distance of diamond rollers in the CNC system are still the original value.
Figure 8(a) shows the profile error of the female rotor before adjusting parameters of the grinding wheel dresser. It can be seen that there is a height difference h between the long and short sides of female rotor profile at the bottom of the rotor, and the profile of the short side is higher than that of the long side. The value of h calculated according to equation (1) is 0.22 mm. Besides, the distance between the long and short sides of the actual rotor profile is narrower than the theoretical one. Based on analysis results in section “Adjustment method for diamond roller diameter,” in this situation, the diameter of the left diamond roller in the CNC system should be increased by 2h or the diameter of the right diamond roller should be reduced by 2h to correct the profile error of the rotor caused by the diameter error of diamond roller. And the distance between the left and right diamond rollers should be measured again to adjust its value in the CNC system.

Profile error of female rotor before and after adjusting parameters of grinding wheel dresser: (a) before and (b) after.
The profile error of female rotor after adjusting diameter of diamond roller is shown in Figure 8(b). The height difference between the long and short sides of rotor profile at the bottom of the rotor is 0.034 mm, which is significantly smaller than the height difference in Figure 8(a). And the distance between the long and short sides of the actual rotor profile is widened, which is also almost consistent with the theoretical one.
This proves that the above adjustment method for parameters of grinding wheel dresser is effective. In addition, the adjusted grinding wheel dresser does not need to be adjusted again when dressing the grinding wheel for male rotor.
Conclusion
In this work, by analyzing the influence mechanism of parameter errors of grinding wheel dresser on the profile of screw rotor with segmented grinding method, it is found that the larger the distance between diamond roller and V-axis in CNC system, the narrower the distance between the long and the short sides of screw profile, and the reduction of the diameter of diamond roller will cause the height difference between the long and short sides of rotor profile at the bottom of the rotor. And then the adjustment method of the dresser parameters based on the measurement result of the rotor profile error is proposed. Experiment is carried out to verify this correction method, and the results show that the rotor profile error caused by the grinding wheel dressing error can be effectively reduced by the adjustment method. Therefore, before dressing the forming wheel, it is necessary to repeatedly measure the diameter and distance of the diamond rollers and then input the CNC system. In addition, since the bottom profile of female rotor is relatively smooth, it is also possible to correct the diameter and distance error of diamond rollers based on the measurement of the female rotor profile.
Footnotes
Acknowledgements
The authors greatly thank Professor Feng Hutian of the Key Laboratory of Performance Test and Reliability Technology for CNC Machine Tool Components of Chinese Machinery Industry for providing the experimental conditions.
Handling Editor: Zengtao Chen
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study has been supported by the Natural Science Foundation for Youths of Jiangsu of China (BK20171072), Jiangsu Universities Natural Science Research Project (17KJB110007), Doctoral Research Startup Project of Jiangsu University of Science and Technology, and Youth Science Foundation of Jiangsu University of Science and Technology (Zhangjiagang), Pre Research Fund Project of Production, Learning and Research of Zhangjiagang.