
Abstract
This study conducted tensile and hardness tests to compare the mechanical properties of Mg alloys and metal matrix composites with and without WS2 or multi-walled carbon nanotubes. We also examined the microscopic structures to investigate their failure characteristics. Our results indicate that AZ61 presented the best mechanical properties following the addition of WS2 and solution heat treatment, and increasing the content of WS2 improved the mechanical properties. This performance of this combination even outperformed that of metal matrix composites containing multi-walled carbon nanotubes. This study developed an image processing method, in which X-ray images of the metal matrix composite specimens undergo filtering, binarization, edge enhancement, and morphological calculations to determine the area of internal defects in Mg metal matrix composites. The results indicated reduced percentage of internal defect area values in AZ31-T4 and AZ61-T4 following the addition of 0.2% WS2 inorganic nanotube (INT). X-ray diffraction results revealed that the solution heat treatment process causes the WS2 to dissolve into the Mg base, thereby shifting the peak to the right. This improves solid solution strengthening and enhances the mechanical properties. Further observation of the microscopic structures indicated that the AZ61-T4 possesses finer grains than does the AZ31-T4, which is consistent with the existing literature.
Keywords
Introduction
Magnesium (Mg) alloys are lightweight (density of approximately 1.8 g/cm3) with high specific strength, good shock-absorption capacity, high recyclability, good heat dissipation capacity, good electromagnetic shielding, and high resistance to impact and electromagnetic interference. More importantly, they are easy to obtain. As a result, they are strongly favored by manufacturers and have been widely used as a replacement steel and aluminum alloys in the aerospace, railway, automobile, and consumer electronics industries. Mg–Al–Z alloys constitute one of the more important series of Mg alloys. Although they are low cost and easy to develop, they cannot be used directly as structural materials. Their mechanical properties can be enhances by adding other strengthening phases to create magnesium metal matrix composites (Mg MMCs) with greater tensile properties, plastic formability, and creep resistance.
Habibnejad-Korayem et al. 1 used stir casting to create Mg MMCs by adding 100 nm alumina nanoparticles to pure Mg and AZ31 Mg alloy. The uniformly distributed alumina nanoparticles refined the grain structure of the cast materials and reduced the coefficient of thermal expansion (CTE), thereby enhancing dimensional stability. Suárez et al. 2 used multi-walled carbon nanotubes (MWCNTs) to reinforce nickel-based composite materials. Their analysis indicated that a high CTE affects the grain growth of carbon nanotubes (CNTs), and when CNT content reaches 3 wt%, CNT clustering occurs during sintering. Goh et al. 3 indicated that adding a minute amount of CNTs to Mg can enhance its tensile strength, hardness, and ductility; however, once the CNT content reaches a threshold value, CNT clustering leads to the formation of voids, thereby undermining the integrity of the material and weakening its mechanical properties. Deng et al. 4 reinforced AZ91 using sub-micron SiCp particles and found that a SiCp volume percentage of 5%–10% results in poor mechanical properties, due to the effects of clustering. Kaplan-Ashiri et al. 5 claimed that defects are the dominant factor determining the mechanical properties of a material. Díez-Pascual and Naffakh 6 presented herein highlight the benefits and high potential of using inorganic fullerene-like (IF)-nanoparticles for enhancing the thermomechanical properties of thermoplastic polymers compared to other nanoscale fillers. They also reported that adding 1 wt% of inorganic fullerene-like tungsten disulfide (IF-WS2) particles at room temperature resulted in tensile strength exceeding that of SiO2 nanoparticles and single-walled or multi-walled CNTs of the same weight percentage.7–10 Thus, under good particle dispersion conditions, the maximum rigidity and strength produced by WS2 nanoparticles can exceed those of other nanomaterials. Deng et al. 11 reported that silicon carbide microparticles have hindering effects, wherein tension increases the dislocation density around particles at room temperature, resulting in greater tensile strength. Huang et al.12,13 studied the mechanical properties enhancement of AM60/Al2O3p magnesium metal matrix nanocomposites by equal channel angular extrusion (ECAE) that is a useful technique to produce bulk nanostructured materials by severe plastic deformation.
The mechanical strength of macroscopic objects is determined by the intrinsic (crystalline) properties of the material as well as by such extrinsic factors as grain boundaries, dislocations, vacancies, and other defects.2–5 Micro-defects can grow into microcracks, which expand and converge through repeated stress into macroscopic cracks, leading to fatigue damage and fracturing in the structure. X-ray computed tomography has been used to determine the pore fraction and pore distribution in Al and Mg alloy castings.14–17 This method is able to detect defects; however, it cannot be used to measure the percentage of internal defect area (PIDA). In this study, we used X-ray image detection to determine the PIDA.
Experiment methods
Experiment materials
This study adopted AZ31 and AZ61 magnesium alloy as the substrates in this study. They were respectively purchased from Taiwan Mach Technology and Metaltech Industrial Co. Figure 1 displays their metallographic structures, and Tables 1 and 2 list their composition. Figure 2 exhibits the structures of the reinforcing phases used in this study. The WS2 inorganic nanotube (INT) was provided by the laboratory of Professor Reshef Tenne at the Weizmann Institute in Israel. 18
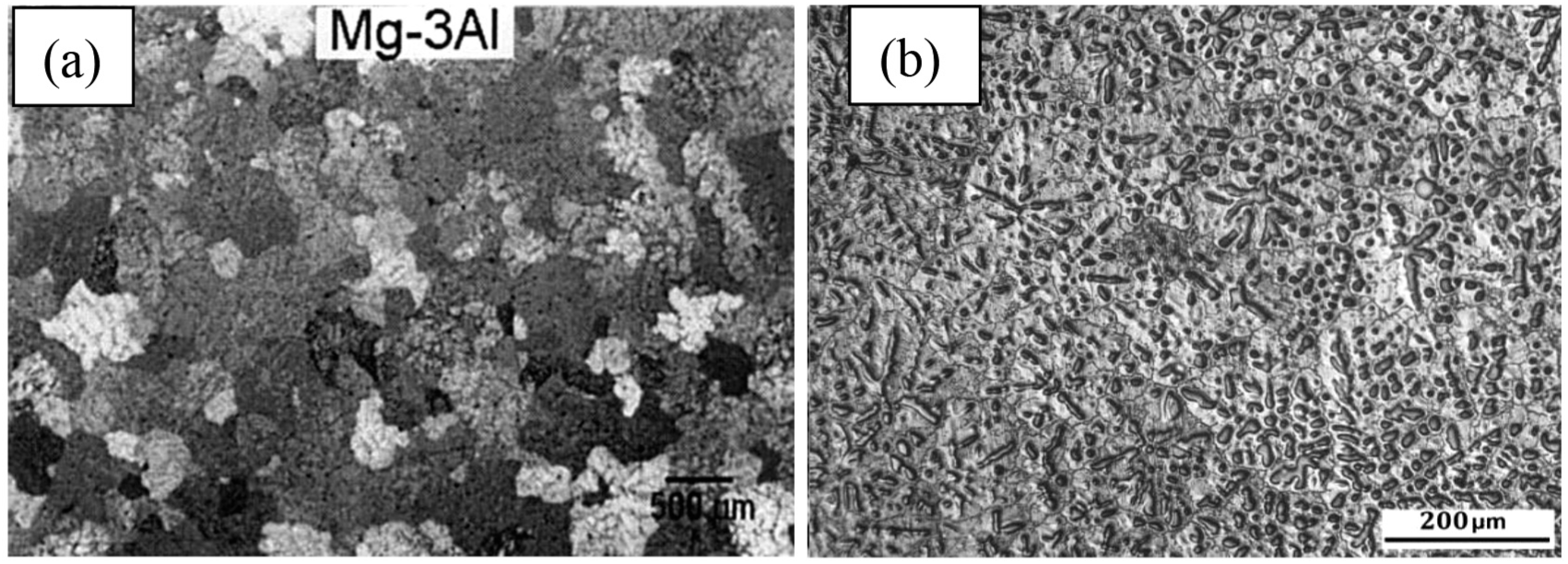
Metallographic structures of (a) AZ31 and (b) AZ61.
Composition of AZ31 magnesium alloy (wt%).

Composition of AZ61 magnesium alloy (wt%).

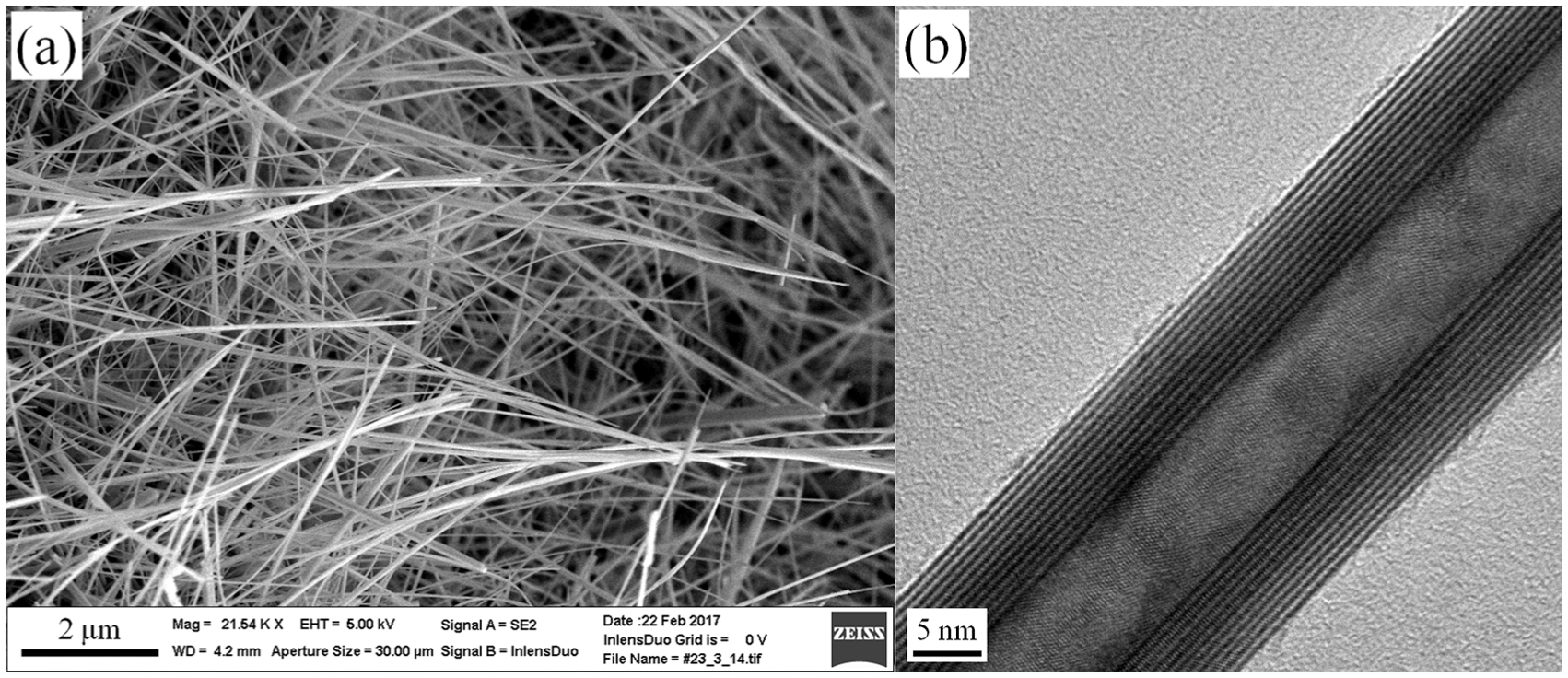
(a) SEM image of WS2 INTs 18 and (b) TEM image of CNTs.
Specimen planning and fabrication
The Mg MMC ingots used in this study presented numerous defects at the top and bottom. Metallographic structure analysis revealed that the best grain structure was located in the middle area; therefore, this was the portion of the ingots used for the experiments (tensile, hardness, and X-ray tests). As shown in Figure 3, the diameter of the specimens was 26 mm, and the length ranged from 85 to 115 mm. Following the removal of the oxide layer, the middle section of the ingot served as specimens for tensile tests. In accordance with ASTM E8-69 standards, the specimens were cut to a gage width of 6 mm and gage length of 13 mm. The clamping length at both ends was 12 mm, and the total length of the specimens was 45 mm. The shape and specifications of the specimens are presented in Figure 4.

Ingot of magnesium metal matrix composite.

Tensile test specimens and specifications.
Non-destructive X-ray examination
The computer image processing technology in Figure 5 was used to develop a binarization algorithm for the processing of X-ray images. The X-ray images are Red, Green, and Blue (RGB) (32 bit); however, the threshold step supports only binary, 8 bit, 16 bit, and floating-point image types. The threshold was set in grayscale images using a specific range of pixel values. The gray morphology was then used to modify the shape of objects in an image. Opening is the compound operation of erosion followed by dilation (with the same structuring element). Closing is the compound operation of dilation followed by erosion (with the same structuring element). Image masking was then used to build a mask from an entire image or a region selected from an image. The advanced morphology was then used to perform high-level operations on flaws (blobs) in binary images and remove small objects (iterations: 10).

Flowchart for processing X-ray images.
Fundamental principles of X-ray detection using a spectrometer
In this study, a Perkin Elmer facility-model X-ray baggage inspection machine was used for X-ray detection. The test parameters used in the experiment were 160 kVp, 1.0 mA, background radiation dose of 0.09–0.15, and a continuous model. The specifications for the rendering of color are described in the following. The darkness of the color on the monitor increases with an increase in atomic number Z, as shown in Tables 3–5. Lighter elements with an atomic number of less than 10 (such as carbon, nitrogen, or oxygen) appear in the orange group. All organic materials fall within this category. Medium-weight elements, with atomic numbers of 10–18, appear in the green group. Some are light- and medium-weight, depending on the quality of the mixture. X-ray radiation is able to penetrate organic as well as inorganic materials. Elements with atomic numbers exceeding 18 appear in the blue group. Some metals used in the fabrication of knives and guns fall within this category.
Elements and their corresponding atomic numbers <10.

Elements with atomic numbers 10–18.

Elements and their corresponding atomic numbers >18.

Computer vision methodologies based on X-rays are used to characterize casting and welding and to facilitate the inspection of baggage and cargo. 14 Marrow et al. 15 applied digital volume correlation to X-ray computed micro-tomography datasets to measure three-dimensional crack opening displacement and thereby identify the crack opening modes in magnesium alloy. X-ray computed tomography has been used to determine the pore fraction and pore distribution in Al and Mg alloy castings.16,17 This method is used to analyze the internal defect of MMCs as well as materials like metals in which their atomic numbers starting from 1 to 82, such as Al and so on. Their main benefit to MMCs is in the traditional method of X-ray detection they only detect the location of the macro cracks or defects in the materials where as in the case of current study, the developed X-ray image detection come up with new approach which enables us to measure the PIDA. 19
Results and discussion
Influence of T4 solution heat treatment on castings
Heating AZ series Mg alloys to temperatures above their solvus increases the solubility of the alloying elements, whereupon the solubility is reduced when they are quenched (brought to a lower temperature), thereby promoting the generation of unstable supersaturated solid solutions. The Al solute in the β phase (Mg17Al12) of AZ series alloys reduces ductility but increases hardness. Conversely, if the Al is dissolved into the substrate, it increases ductility but decreases hardness. Figures 6 and 7 show that the β has largely disappeared from the grain boundaries and grains, and the grains can be observed directly.

Comparison of AZ31 magnesium alloy castings before and after solution heat treatment (magnified 50).

Comparison of AZ61 magnesium alloy castings before and after solution heat treatment (magnified 50).
Observation of metallographic structures
Following T4 solution heat treatment, the middle sections of the castings were retrieved for the observation of metallographic structures. Figure 8 presents OM images of the AZ31-T4 and AZ61-T4 containing WS2 of various weight percentages. As can be seen, the β phase is less apparent, and grain size shows a decreasing trend, compared to the specimens before heat treatment. Although the materials underwent T4 solution heat treatment, the AZ61 itself contains a greater proportion of Al, which contributes to the formation of more secondary phases than that found in AZ31. Using AZ31-T4 and AZ61-T4 containing 0.2 wt% of WS2 as examples, the scanning electron microscopy (SEM) results for the agglomerated and dispersed phases are shown in Figure 9(a) and (b). WS2 and MgO were also discovered near the AlMn, as shown in Figure 9(a). AlMn was also observed near the β phase as shown in Figure 9(b). Previous researchers have claimed that this compound plays a crucial role in the microfracturing of Mg–Al alloys.

OM images of AZ31-T4 and AZ61-T4 with various weight percentages of WS2 (magnified 100).

SEM micrographs and EDS with 0.2 wt% WS2: (a) WS2 in AZ31 and (b) AlMn in AZ61.
The average grain sizes listed in Table 6 reveal the variations in the AZ31-T4 and AZ61-T4 ingots with various contents of strengthening phase. We speculate that this is because AZ61 contains more Al than does AZ31, and Al inhibits grain growth. 20
Average grain size of AZ31-T4 and AZ61-T4 with various WS2 contents (μm).

INT: inorganic nanotube.
Hardness
The hardness of AZ31-T4 and AZ61-T4 was measured using the Vickers hardness test with cross indentations made at 1 mm intervals. The average hardness values were obtained from 13 indentations. The AZ61-T4 without strengthening phases contained a higher proportion of Al, which resulted in a greater quantity of β phase precipitates than that observed in the AZ31-T4. The β phase is more brittle; 11 therefore, it is reasonable to surmise without strengthening phases; the hardness of AZ61-T4 would be greater than that of AZ31-T4. Table 7 presents the hardness results.
Vickers hardness of AZ31-T4 and AZ61-T4 with various contents of strengthening phase.

CNT: carbon nanotube; INT: inorganic nanotube.
Tensile test
The AZ31-T4 presented ultimate strength of 40.1% higher than that of materials without strengthening phases, as well as 15.9% higher yield strength, and a 110.0% improvement in ductility (see Table 8). The AZ61-T4 exhibited ultimate strength of 30.1% higher than that of materials without strengthening phases, 6.0% higher yield strength, and a 144.9% improvement in ductility.
Tensile test results of AZ31-T4 and AZ61-T4 with various contents of strengthening phase.

As a result, the strength of AZ31-T4 is slightly higher than that of AZ61-T4. The primary causes of the gradual increase in tensile strength in the Mg MMCs following the addition of strengthening phases included an increase in dislocation density, stress load transfer, and grain refinement (AZ31 with 0.2 wt% WS2 underwent refinement of approximately 50%, whereas AZ61 with 0.2 wt% WS2 underwent refinement of 38.5%). 11 AZ31-T4 and AZ61-T4 (containing either 0.1 wt% or 0.2 wt% of WS2) presented greater strength than did MMCs containing the same amount of CNT. We speculate that this can be attributed to the size and density of the WS2, both of which exceed those of the CNTs (WS2 approximately 7.5 g/cm3 and MWCNTs approximately 2.1 g/cm3). This means that the total volume of WS2 was smaller than that of the CNTs, such that with the same weight percentage, WS2 presents less surface area to bond with the substrate material. In other words, there is less total interface area between the WS2 and the substrate material. The probability of WS2 clustering is less than that of the CNTs; therefore, the addition of 0.2 wt% of WS2 was insufficient to reach the threshold value. Previous researchers have indicated that clustering is more likely to occur with less strengthening phase and to produce weaker bonds at the interface between the strengthening phase and substrate material. This, in turn, results in cracking. In this study, most of the microfractures occurred in locations where particles were more concentrated and at the boundaries between AlMn and the substrate.
Figure 10 indicates increased ductility in AZ31-T4 and AZ61-T4 following the addition of strengthening phases. According to the literature, 21 we speculate that the AZ31-T4 possesses greater ductility than does the AZ61-T4, because the includes a smaller proportion of brittle β phase. Overall, AZ31-T4 presented mechanical properties superior to those of AZ61-T4; however, the AZ31-T4 with CNTs proved inferior to the AZ61-T4. We speculate that this is due to the fact some of the CNTs formed clusters within the material.
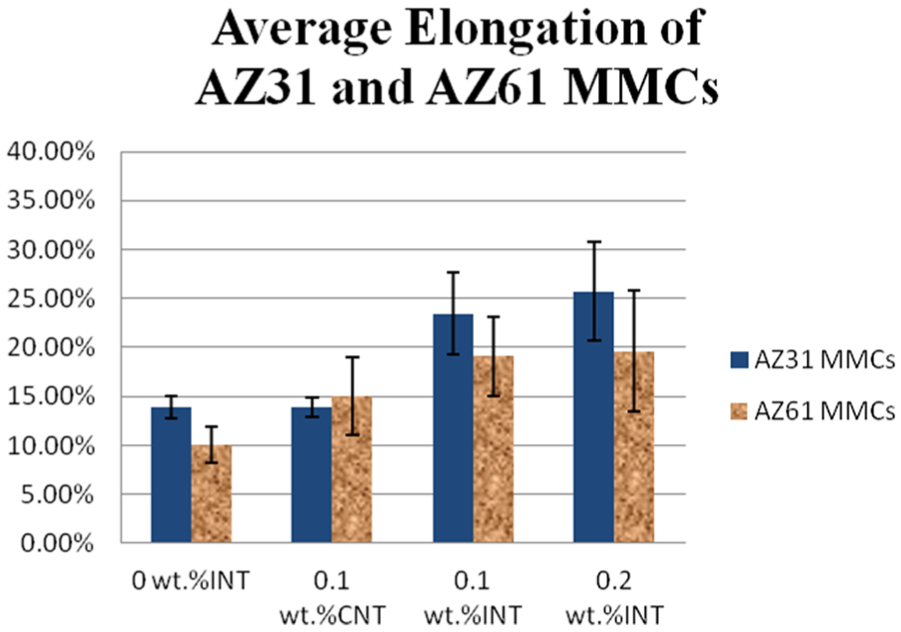
Average elongation of AZ31-T4 and AZ61-T4 MMCs.
Characteristic analysis of the tensile fracture surface
After the tensile test, the fracture specimens of different WS2 weight percentage content were subjected to SEM in order to observe the fracture characteristics. As pointed out in accordance with the literature, cleavage-type transgranular failure and intergranular failure occur on brittle materials; thus, crystal blocks and uniaxial rupture characteristics will be present on the fracture surface, whereas for the failure of ductile materials, dimple characteristics will be present on the fracture surface. 22 As indicated from the ductility results in Figure 10, the ductility of AZ31-T4 and AZ61-T4 tends to increase along with the addition of the WS2 strengthening phase. As shown in Figures 11 and 12, the tensile fracture surface with the additions of different WS2 percentage contents can be observed very clearly. For AZ31-T4 and AZ61-T4 without the addition of WS2 strengthening phase, because their own hexagonal close packings have less slip planes, the materials themselves have brittle rupture features. Therefore, the uniaxial rupture characteristic and the many intergranular grains that emerged and were observed on the fracture surfaces indicate that AZ31-T4 and AZ61-T4 without strengthening phase have the characteristics of brittle materials. Adding 0.1 wt% WS2 into AZ31-T4 and AZ61-T4 resulted in the coexistent characteristics of many tiny dimples similar to edge rupture in cup-and-cone shape and cleavage-type failures. There were slightly more cleavage failure characteristics on AZ61-T4 than on AZ31-T4; whereas adding 0.2 wt% WS2 into AZ31-T4 and AZ61-T4 resulted in more ductile dimple characteristics. From the observation of these fracture surfaces, the results have showed that the ductility of materials has a tendency to increase with the addition of strengthening phases which is consistent with the ductility results of elongation.

SEM images of the tensile fracture surface structures of AZ31-T4 and AZ61-T4 (magnification of 200×).

SEM images of the tensile fracture surface structure of AZ31-T4 and AZ61-T4 (magnification of 1000×).
Imaging and composition analysis of casting defects
In this study, image analysis involved the binarization of X-ray images to enable the observation of defects using LabVIEW software. Imaging and composition analysis focused on AZ31-T4 and AZ61-T4 specimens without WS2 and those with 0.2 wt% WS2 because these materials presented the best mechanical properties. Table 9 lists the number of defects, the PIDA, and the number of pixels in the four specimens. From a macroscopic perspective, most of the defects were concentrated in peripheral regions of the four castings, with almost no major defects in the internal portions. This demonstrates the integrity of the Mg alloys fabricated in this study.
Defect area in AZ31-T4 and AZ61-T4 (without WS2 and 0.2 wt% WS2).

INT: inorganic nanotube.
As shown in Table 9, PIDA values in AZ31-T4 and AZ61-T4 decreased with the addition of 0.2% WS2 INT. The PIDA of AZ31-T4 declined significantly from 1.4451% to 0.2475%, whereas the decrease in the PIDA of AZ61-T4 was less pronounced. Figure 10 illustrates how PIDA influences the average elongation in the material. In AZ31-T4, the average elongation increased with WS2 INT content. Following the addition of 0.1% WS2 INT to AZ61-T4, the average elongation and PIDA increments decreased with an increase in WS2 INT content. This verifies that the microdefects within the composite material influence the average elongation. In contrast, adding a moderate quantity of WS2 INT was shown to reduce the PIDA while enhancing mechanical performance.
In composition analysis, we derived the X-ray diffraction spectra of AZ31-T4 and AZ61-T4 with and without 0.2 wt% WS2. The specimens containing 0.2 wt% WS2 were tested at two locations and the results are presented in Figures 13 and 14. As can be seen, following the addition of WS2 and solution heat treatment, the intensities of the WS2 signals were fairly low. Both samples presented higher peak values on the (101) plane, which indicates better crystallinity. The bottom (101) peak values were also slightly higher, which we speculate is the result of differences in heat dissipation in various regions of the ingots during casting. Magnification of the (101) peak values revealed a significant increase in the 2θ value in AZ31-T4 and AZ61-T4 following the addition of 0.2 wt% WS2, which shifted the peak values to the right by approximately 0.08°. Magnification of the peak values at high angles also revealed a right shift (approximately 0.12°), with an increasing trend in the shift angle that confirms the occurrence of the solution treatment. According to Bragg’s law

where d denotes the lattice spacing, 2θ is the angle between the reflection lines, λ is the wavelength, and n is the reflection constant. It can be inferred that even when θ increases, n and λ do not change, which means that the lattice spacing decreases, such that θ and d have an inversely proportional relationship. The atomic radii of Mg, S, and W are 0.16, 0.104, and 0.141 nm, respectively, which means that in terms of atomic radius, Mg > W > S. When the solid solution phenomenon occurs and the atoms within Mg crystals are replaced with S or W atoms, the lattice shrinks, such that the spacing among internal atoms is reduced. In other words, d decreases, and the interaction effects of internal dislocations and screw dislocations increase the strength. 23 We speculate that the solution heat treatment caused the WS2 to dissolve into the Mg base, thereby causing the peak to shift to the right. This corresponds to the enhancement of mechanical properties and solid solution strengthening.
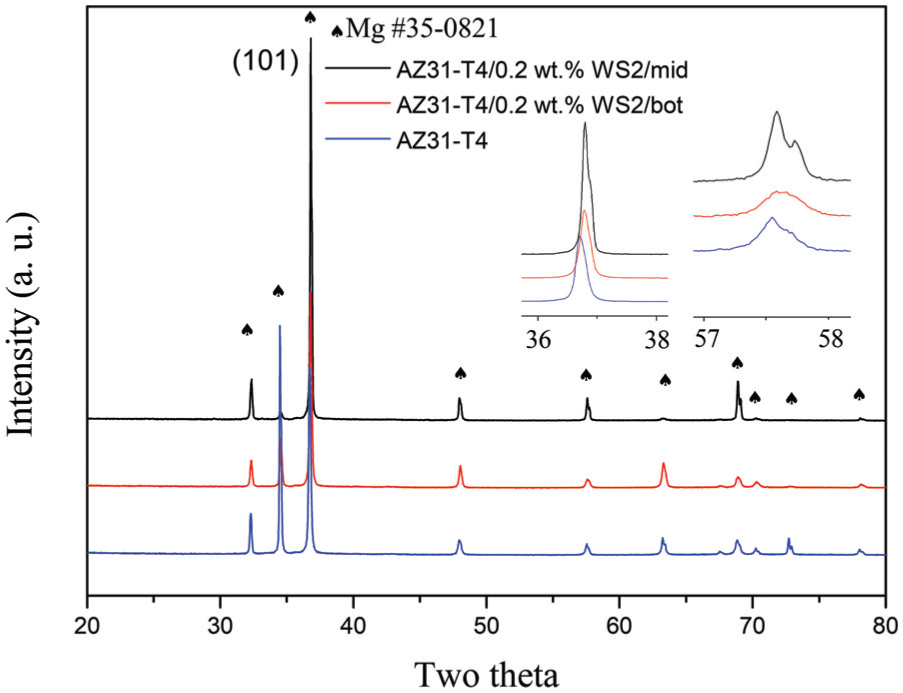
XRD spectra of AZ31-T4 and AZ31-T4/0.2wt% WS2.

XRD spectra of AZ61-T4 and AZ61-T4/0.2wt% WS2.
Conclusion
This study fabricated Mg MMCs by adding various weight percentages (0%, 0.1 wt%, and 0.2 wt%) of WS2 to AZ31 and AZ61 Mg alloys, followed by T4 solution heat treatment to remove segregations from within the castings, reduce the influence of secondary phases, and enhance the ductility of the material. The addition of WS2 as a strengthening phase improved the mechanical properties of the Mg MMCs in various aspects. It was observed that the influence of WS2 on Mg alloys containing different quantities of Al from the perspectives of microstructures and arrived at the following conclusions.
Influence of WS2 on microscopic structure
The addition of WS2 to AZ31-T4 and AZ61-T4 significantly reduced the grain size. The AZ61-T4 produced finer grains than AZ31-T4, which is consistent with results in the literatures. Furthermore, the WS2 exerted a significant influence on microscopic structure, regardless of Al content. The addition of WS2 and the subsequent T4 solution heat treatment provided the Mg base with solid solution characteristics.
Influence of WS2 on mechanical properties
The PIDA values of AZ31-T4 and AZ61-T4 decreased following the addition of 0.2% WS2 INT, which verifies that the microdefects within the composite material influence average elongation. The further addition of a moderate quantity of WS2 INT reduced PIDA and enhanced mechanical performance.
Footnotes
Acknowledgements
The authors would sincerely like to thank the Ministry of Science and Technology and the laboratory of Professor Song-Jeng Huang for providing the equipment and funding for this study, under MOST 104-2923-E-011-003-MY3.
Handling Editor: Amanda Wu
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.