
Abstract
Directed metal deposition by means of laser beam is investigated in this article. The process is receiving increasingly interest in the frame of additive manufacturing to the purpose of maintenance, repair and overhaul of condemned products when severe conditions hindering the working order have been experienced. Minimal distortion, reduced heat-affected zones and better surface quality are benefited in comparison with conventional techniques. Namely, metal feeding of 2024 aluminium powder is considered to produce clad traces on 2024 aluminium plates, aiming to give grounds for repairing damaged real components using materials with same or similar features with respect to the parent metal. A fibre-delivered disc laser and a three-way feeding nozzle are used. The responses are discussed in terms of geometry, microstructure and microhardness both in the fusion zone and in the heat-affected zone; the optimization is conducted via desirability functions, based on proper technical constraints upon numerical modelling. Reparation of real parts, where cracks are machined to produce V-grooves to be filled, is aimed.
Introduction
A number of innovative technologies are offered in the literature to the purpose of additive manufacturing to keep parts and devices in working order when local manufacturing imperfections or demanding conditions of temperature, wear and mechanical stresses have been experienced. 1 Since part replacement would result in increased costs for any component of complex geometry, mainly in aerospace and automotive,2,3 proper actions are required to the purpose of cost saving. Among possible technologies, laser-aided directed metal deposition (DMD) is thought to be capable of producing near-net-shape and sound clads to successfully perform coating for maintenance, repair and overhaul 4 of condemned products. Namely, a laser beam is used as focused heat source to scan the surface, thus creating a melting pool over an existing substrate. Since metal impinging the pool is fed concurrently (i.e. in single-stage processing) in the form of wire or loose powder, 5 a deposited metal trace results, with metallurgical bonding to the substrate thanks to fusion and diffusion. Side overlapping of the individual laser traces is required to process wider surfaces on 3D complex geometries. Namely, the final profile depends on the overlapping ratio (i.e. the fraction of the clad trace overlapping its forerunner). 6
Minimal distortion of the workpiece, reduced heat-affected zones (HAZs) and better surface quality are benefited in laser-aided DMD in comparison with conventional coating and repairing techniques such as arc welding and plasma spraying.7,8 Adherence of the coating and tribological behaviour are reported to be higher. 9 Enhanced productivity is achieved and grounds are given for automation and reduction of the overall processing time, as required in adaptive and flexible manufacturing environments and factories of the future. 10 In this frame, a wider processing window is offered in terms of speed range when using new generation high-brightness lasers, thanks to better beam quality; nevertheless, the eventual width of the clad is reported to be narrower; hence, this could not fit to the purpose of large coatings. 11
At present, supplying the cladding metal in form of wire has been reported to produce low surface quality, low bonding strength, porosity and cracks, although being cheaper and wasting less material compared with powder feeding. The latter has been proven to be flexible in materials, robust and effective. Given these reasons, laser-based DMD with injection of powder has been given increasing interest;1,12,13 then several studies in the literature have discussed the outcome as a function of the processing parameters.
Among major concerns, possible contamination of the parent metal must be restrained. To this purpose, dilution is considered, 4 indexing the result of mixing with the substrate, hence the bonding quality. A qualitative meaning can be given: high dilution is typical of processing conditions where high laser power resulted in overmelting of the substrate with reduced net deposition; on the other hand, low dilution would lead to poor bonding with possible lack of fusion, 14 although a quantitative optimal threshold depends on the material.
Additionally, control of possible formation of pores is crucial, as inter- and intra-layer porosity can result from improper processing, the former due to oxidation and incomplete fusion of powder, the latter due to imperfect side overlapping among traces; the stress intensity factor is increased as a consequence. Non uniform microstructure can result as well, depending on the thermal history as a function of the distance from the laser beam and the cooling rate. 15
To the purpose of improving the understanding of the process, a number of models have been developed to.16–18 Finite element analysis has been proven to be reliable in predicting the mechanical behaviour of the parts, 19 as for any process with localized heat source. A quantitative thermal damage model for static and fatigue tensile properties upon laser cladding has also been proposed as a function of microhardness, residual stress and material discontinuity: 20 in particular, it is worth noting that the stress–strain curves are significantly affected by the deposition strategy of feeding and scanning. Nevertheless, optimum processing parameters on worn components result in similar fatigue life with respect to casted and machined parts; 8 anisotropy is reported to occur. 21
As regarding the materials, interest is growing for repairing 22 and coating 23 of 2024 aluminium components. Indeed, among all of the commercial high-strength heat-treatable and age-hardenable aluminium alloys, 2024 is widely diffused in a wide range of applications and manufacturing areas, especially in automotive, military and aerospace industries, thanks to excellent plasticity, corrosion resistance, electric conductivity and strength-to-weight ratio. 24 Nevertheless, specific issues must be addressed: it has been reported25,26 that the response to the laser beam is hindered by reflectivity, high thermal conductivity and excessive fluidity, as well as affected by significant tendency to pore formation. It is widely accepted that micropores in processing 2024 aluminium are mainly ascribed to hydrogen: as high temperatures are experienced in the melting pool, a large amount of hydrogen is absorbed; hydrogen exceeding the solubility limit at room temperature and not escaping from the solidifying clad results in pores. 24 In addition, vaporization and loss of low-melting-point alloying elements may result in reduced strength as a consequence of rapid heating and cooling thermal cycles. 26
Aiming to give grounds for repairing of real components using materials with same or similar features with respect to the parent metal, 2024 aluminium powder has been considered in this study to produce clad traces in the form of single deposition for an overall scanning length of 100 mm on 5-mm-thick 2024 aluminium plates in T3 state. The outcome has been discussed in terms of geometry, microstructure and microhardness as a function of the processing parameters. Optical and electron microscopy observations, Vickers microhardness tests and energy dispersive spectrometry (EDS) inspections have been conducted as well, so to discuss the evolution of microstructure resulting from melting of parent metal with addition of powder. An optimum condition has been suggested based on proper technical goals combining into an overall desirability function, 27 the approach being one of the most widely used in the industry for optimization of processes with multiple responses.
Experimental procedure
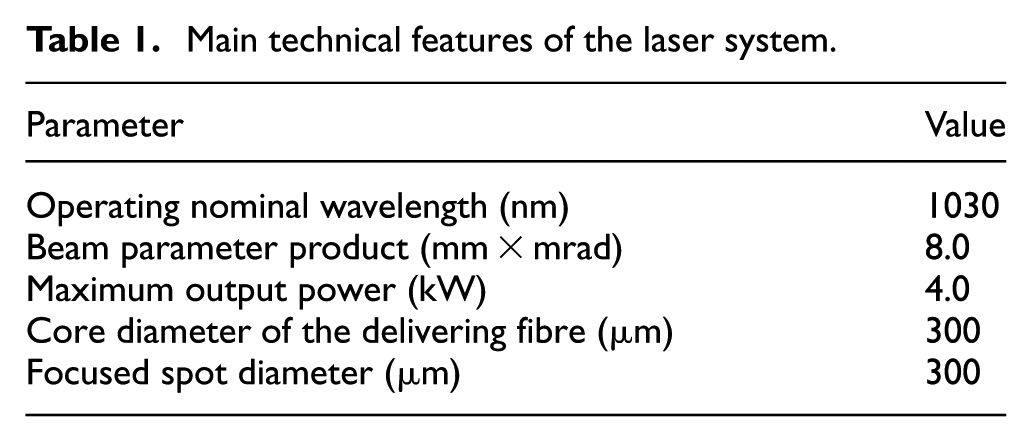
A laser deposition line to perform additive manufacturing is a complex system where a number of base components are required (Figure 1). To the purpose of this work, a fibre-delivered Yb:YAG disc laser source, operating in continuous wave emission (Table 1), has been considered. The movement of the laser head is accomplished by a six-axis industrial robot with dedicated controller; an in-built feeding nozzle is moved with the laser head.

Main components in typical laser deposition line.
Main technical features of the laser system.
A three-way feeding nozzle, receiving the base metal from a powder feeder with oscillating conveyor, has been used to supply the powder:wider and thicker traces are produced with respect to single co- or off-axial feeding, to the purpose of shifting the optimization to real application where throughput is crucial. Namely, three stream cones of metal powder enclosing the laser beam are provided (Figure 2); each stream is injected by its separate argon conveying flow. Argon as well, flowing coaxially to the laser beam, has been considered to shield the melting pool from the environment. A tilting angle of 4° has been used for the laser head, in agreement with common practice to process highly reflective metals such as aluminium and copper to prevent back-reflections from entering the optics train. 26 Particle size of the powder, spherical shaped, ranges from 20 to 60 µm, as provided and certified by the manufacturer; the chemical composition has been measured via EDS (Table 2). Since a steady feeding rate must be provided consistently, the powder has been preliminary dried, in furnace, 180°C, 2 h, so to flow properly via the conveyor.

Powder feeding and metal shielding via a three-way nozzle; the scheme is not to scale.
AA 2024 powder, nominal chemical composition (wt%), as resulted from EDS inspections.

Since many variables are involved in DMD, a systematic approach has been taken. The main inputs have been selected based on the referred literature: the effects of laser power P and laser scanning speed s have been discussed for given powder feeding rate of 3 g min−1 and given positive defocusing providing a processing laser beam diameter of 3 mm on the substrate. A full-factorial, two-factor, two-level experimental plan has been considered, with the addition of the central point (Figure 3), the choice being consistent with the literature on the same subject1,2 for work planning; five processing conditions resulted.

Full-factorial plan, resulting processing conditions.
The processing levels of the experimental plan have been adjusted based on preliminary trials, so to result in valuable outcomes (i.e., preventing detachment, balling, lack of clad or excessive dilution). With specific respect to power and speed, it has been taken into account that part of the laser irradiation for diffusion bonding and surface melting is lost in reflections, whereas the scanning speed must be taken below a threshold value so to promote homogenization of the interface between trace and substrate; 4 technical constraints on maximum deliverable power to the nozzle and allowed flow rate have been considered as well to position the processing window.
Defocusing of the laser beam has been accomplished by means of automatic movable lens focusing system, to the purpose of increasing the size of the melting pool so to match the powder stream cones, thus improving catchment; lower irradiance has been benefited as well, to the purpose of reduced penetration depth and dilution in turn. The flow rate for both carrier and shielding argon has been taken as a constant, 3 and 10 L min−1, respectively.
Three runs have been planned for each processing condition; a random test procedure has been arranged. 28 The geometry has been evaluated upon cross-cutting, namely, three samples from each trace have been considered; the results have been averaged among them to assess the statistical significance. Polishing to mirror finish and chemical etching with a solution consisting of 10% hydrofluoric acid, 15% nitric acid and water at room temperature 24 has been performed.
In agreement with common practice in DMD, a number of geometrical responses in the cross-section (Figure 4) have been measured as a function of the governing parameters: width w, depth d, height h, shape angle α at both sides of the trace, the extent of the fusion zone FZ. Measurements have been conducted by means of conventional optical microscopy. Dilution δ has been measured as the ratio of penetration depth to total transverse size of the trace 4


Scheme of the main geometrical responses to be measured in the cross-section.
Moreover, Vickers microhardness testing has been performed; an indenting load of 0.100 kg has been used for a dwell period of 10 s; a step of 165 µm has been allowed between consecutive indentations, in compliance with ISO standard 29 for hardness testing on metallic materials. Eventually, areal and punctual inspections have been conducted via EDS in backscattered electron imaging, with 15 kV accelerating tension. Numerical modelling and optimization of the responses have been conducted via a commercial statistical software.
Results and discussion
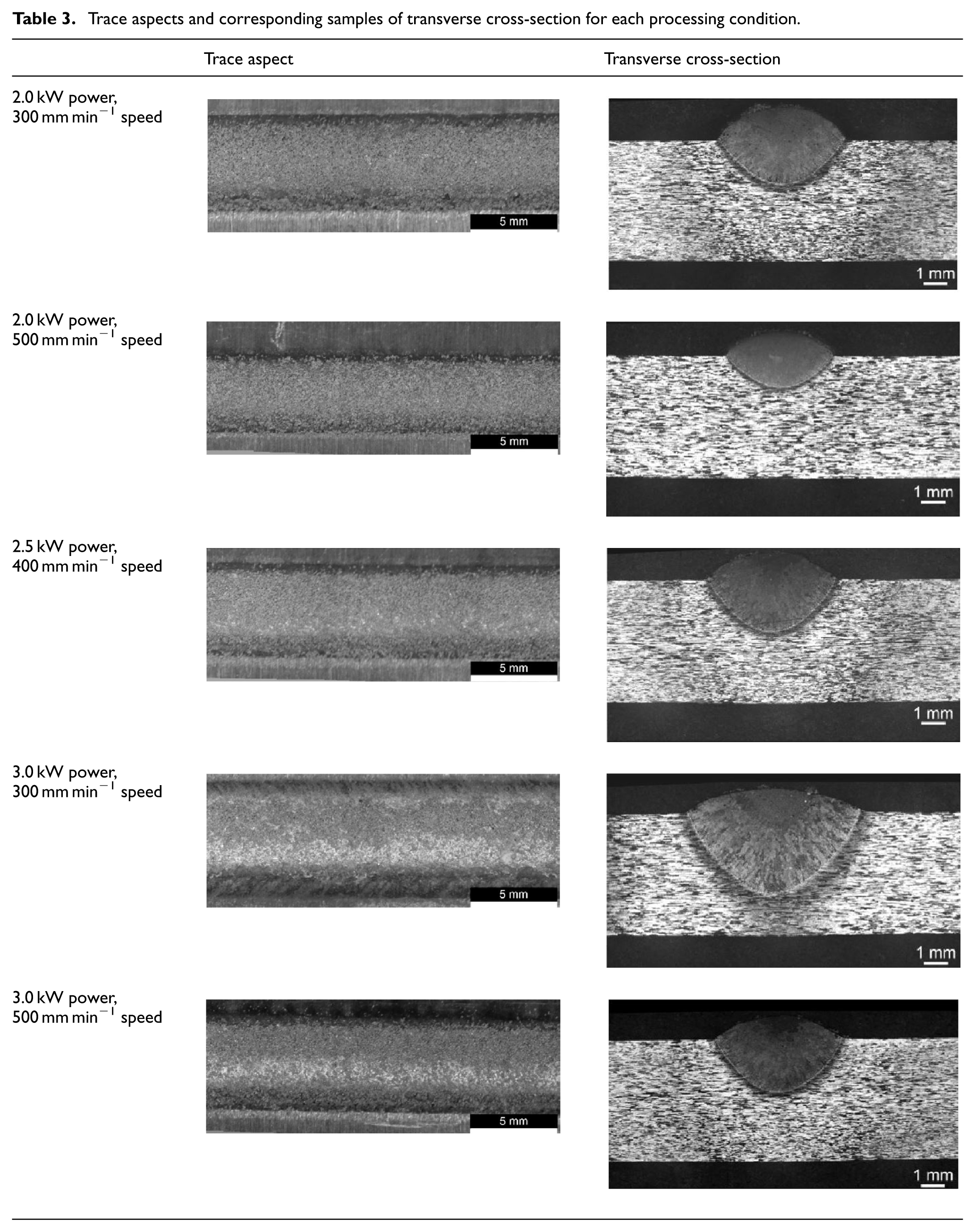
The aspect and the corresponding macrographs in the transverse cross-section have been discussed for each processing condition (Table 3). Successful cladding resulted, based on visual inspections; shielding is deemed to be effective, no cracks neither macropores resulted on the surface.
Trace aspects and corresponding samples of transverse cross-section for each processing condition.
Nevertheless, a number of micropores, ranging in size from 10 to 75 µm on average, have been found (Figure 5). One may assume this would not result in rejection of parts at quality checks. Usual international or customer standards for quality in laser welding 30 are borrowed, since no specific regulations are available at present for DMD. Namely, the highest level (Class A) of the standard is matched in terms of both maximum allowed size (0.75 mm at surface, 1.5 subsurface) and accumulated length (3 mm at surface, 6 mm subsurface). Based on this, all of the conditions of the plan are hence deemed to be valuable to feed the numerical models and the optimization.

Micropores in the fusion zone; central condition of the plan (2.5 kW laser power, 400 mm min−1 speed).
Geometry
Usual geometrical responses in the cross-section have been measured (Table 4) to infer general dependences to drive the numerical regression. Dilution is found to be higher than 50%: although this would not be suitable for fabrication of parts, the investigating domain is intended to fit the need for part repairing.
Average geometrical responses for each processing condition.

As concerning the main effect plots (Figure 6), width is found to increase for increasing power, as expected; the same is found to decrease for increasing speed otherwise, as a reduced heat input is provided. Consistently with similar findings in the literature on DMD of aluminium powder, 17 an increase of power also yields an increase in penetration depth since the energy to melt the substrate is increased; therefore, width and depth are found to show the same trends, which is inherited by the extent of the fusion zone, as a consequence. As regarding the clad height, it is worth noting that although the effect appears to be less significant, increasing power results in decreasing height as a larger pool is induced; hence, the powder is laid on a larger trace. Increasing processing speed results in decreasing height as less powder is laid per unit length, since the in-built feeding nozzle is moved with the laser head. The same trend is found for the average shape angle; the same reasons apply, accordingly. The trend for dilution results from concurrent effects of the governing factors on depth and height, the former ruling the outcome, since any increase in power or speed yields a decrease on height. Smaller shape angle is found in conditions of higher dilution, in the investigating domain for the alloy in exam.

Main effect plots for mean responses as a function of the governing factors.
As concerning the interaction plots, data lines have been found to be nearly parallel when referred either to power or speed; therefore, only weak interactions are inferred to be in place within the investigating domain; similar findings are reported in the literature; 2 hence, setting a two-level experimental plan has been proven to be valid.
The regression models for the responses have been drawn: the significant terms to be included, therefore the best model for each response, have been selected by means of analysis of variance (ANOVA) via sequential statistical tests in a step-wise regression approach. As expected from the main effect and the interaction plots, linear trends resulted with no interactions between power, as expressed in kilowatts, and speed as expressed in millimetres per minute

As a consequence of these, the response surfaces are planar in the domain. The statistical significance of each model has been assessed 28 in terms of both p-values and R-squared factors (Table 5), the former being a measure of probability of noise occurrence, hence expected to be lower than 0.05, the latter assessing the capability of the model in reproducing the variation of the dependent variable, hence expected to be close to 1. Good reliability has been shown when comparing predicted and actual values for each response.
Resulting p-values and R-squared factors for each regression model.

Microstructure and microhardness
Before moving to the optimization of the process, the microstructure has been investigated in order to discuss possible affection beyond the fusion zone, hence possible specific constraints to be laid. Indeed, the parent metal is expected to follow different mechanical responses based on the experienced thermal cycle as in thermal aging, hence depending on the distance from the laser beam. Since hardness is intended to be a measure of strength as a consequence of thermal affection, its trend in the cross-section has been discussed as a function of the distance from trace centre (Figure 7).

Vickers microhardness trend in the cross-section, 1 mm from the nominal surface of the plate; central condition of the plan (2.5 kW laser power, 400 mm min−1 speed).
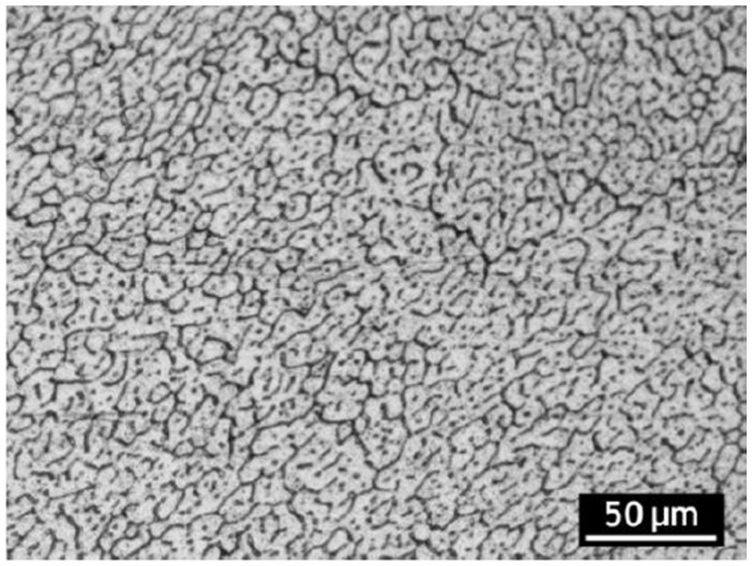
Common trends and values have been found, irrespective of the processing conditions. Namely, average base hardness is 145 HV0.1 in the parent metal in T3 state, whose strength is improved by means of solution treating and room temperature aging upon cold working, with elongated grains in both the longitudinal and long-transverse direction (Figure 8). Steep softening is experienced in the fusion zone, to average 115 HV0.1 where fine grains are produces in the core (Figure 9). A pronounced columnar structure, which is usually referred to as feather crystals 31 and is driven by the direction of the thermal gradient (Figure 10), is found towards the boundary. An intermediate 130 HV0.1 is measured between the parent metal and the fusion zone instead, where a HAZ is produced. Given the step between consecutive indentations, one can assume the HAZ to range from 100 to 250 µm at most, which is roughly 7% of average clad width and 12% of total transverse size. The original grain size is not affected in the HAZ; nevertheless, overaging is deemed to be experienced; coalescence of dispersoids gives reason for lower hardness with respect to finer precipitation in the parent metal.

Micrograph, parent metal; elongated grains in longitudinal and long-transverse direction.
Micrograph, core of the fusion zone; central condition of the plan (2.5 kW laser power, 400 mm min−1 speed).

Micrograph, feather crystals at FZ boundary; central condition of the plan (2.5 kW laser power, 400 mm min−1 speed).
To further support these assumptions, the results of SEM inspections are given. Bright original phase constituents are found at grain boundaries in the fusion zone, both in the core (Figure 11) and towards its boundary, where elongated grains are produced (Figure 12): clusters of typical intermetallics such as S-phase, θ-phase and α-phase are thought to surround dark aluminium clad matrix grains.

SEM inspections, core of the fusion zone; central condition of the plan (2.5 kW laser power, 400 mm min−1 speed).

SEM inspections, feather crystals at FZ boundary; central condition of the plan (2.5 kW laser power, 400 mm min−1 speed).
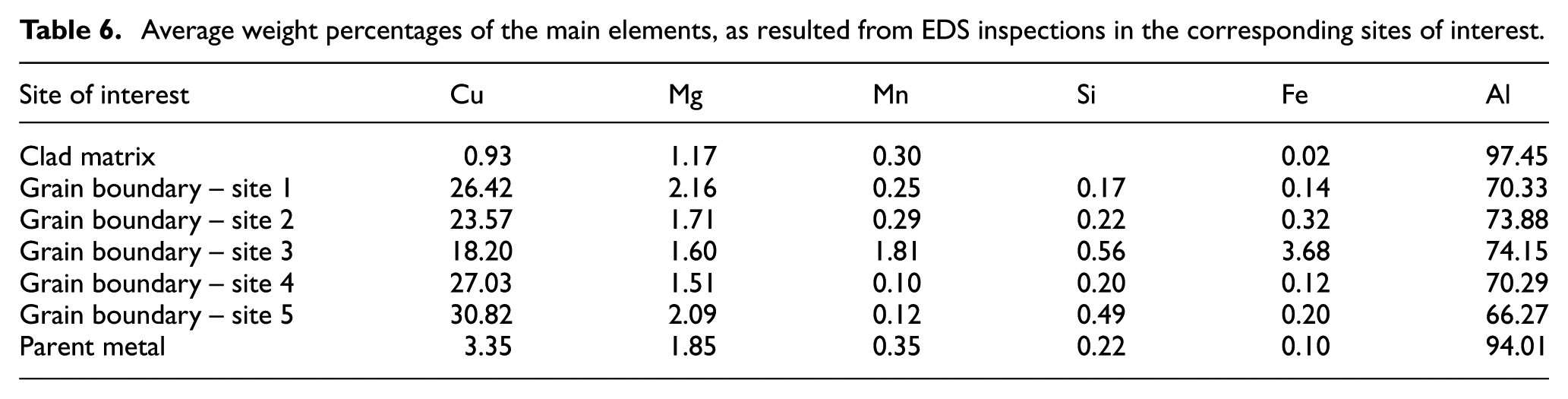
Areal and punctual inspections have been conducted indeed for the aluminium matrix and the grain boundaries, respectively (Figure 13). The corresponding quantitative analyses are provided (Table 6), in comparison with the average values as obtained in the parent metal. The chemical composition in punctual inspection at grain boundaries depends on the site of interest, thus suggesting that a compound of intermetallics is formed. Post-processing heat treating is suggested to recover base hardness in the fusion zone and the HAZ, as usual practice upon welding, irrespective of the heat source. 24

EDS inspection: sites of interest in the fusion zone; central condition of the plan (2.5 kW laser power, 400 mm min−1 speed).
Average weight percentages of the main elements, as resulted from EDS inspections in the corresponding sites of interest.
Optimization
Since a number of responses are involved in DMD, some constraints must be defined to find the optimum; moreover, different importance can be awarded to each constraint, based on proper technical goals. Aiming to reparation of real parts, where cracks are machined to produce V-grooves to be filled, minimization has been required for clad height and dilution, whereas maximization has been preferred for depth. A relative weight has been awarded to each technical constraint, according to common industrial needs, to fit the purpose of part repairing. Namely, maximum importance (50%) has been awarded to the constraint involving dilution aiming to reduce the affection of the parent metal, although the same material is used; medium importance (30%) has been awarded to depth and low importance (20%) to height, since post processing on the surface is expected to be performed upon repairing to restore nominal dimensions. Constraints for the HAZ can be neglected, being it limited in size, irrespective of the processing conditions, as resulting from Vickers testing.
The individual desirability D(y) for each response has been given a value ranging between 0 and 1 representing either a completely undesirable outcome or the ideal one, respectively; linear individual desirability has been considered in this article. Based on the idea that a product or a process with several features and responses is completely unacceptable if even only one of them drops outside of some desired limits, 27 the overall desirability function D* has been evaluated

Importance is expressed by each exponent to each individual desirability. A response surface has been drawn (Figure 14) for the overall desirability, as a function of the governing factors. The condition with the maximum possible desirability has been selected as optimum, 2.5 kW laser power, 420 mm min−1 processing speed, resulting in an overall desirability of 51%. Although higher desirability is usually expected and suggested, the response surface is found to be flat about this optimum; hence, robustness is benefited and processing is deemed to be stable in case of possible deviations of the governing parameters with respect to the nominal optimum condition.
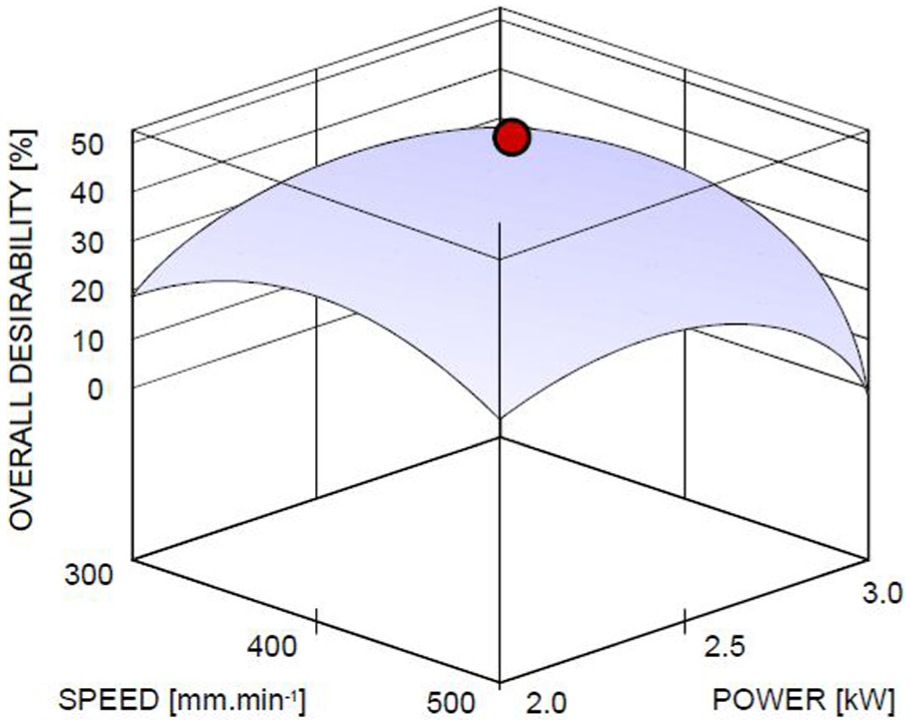
Response surface of the overall desirability, as a function of the governing factors.
Conclusion
Grounds have been given in the frame of repairing of real aluminium parts by means of DMD with metal powder. It is worth noting that although all of the processing conditions of the experimental plan resulted in effective cladding along the scanning direction (i.e. preventing balling and macropores according to usual standards for quality in laser welding), some constraints must be considered for the responses so to find an optimum. A condition with 2.5 kW laser power, 420 mm min−1 processing speed is suggested for given feeding rate of 3 g min−1 and 3 mm beam diameter, which is deemed to be robust, given the shape of the response surface of the overall desirability.
As regarding the heat affection of the parent metal, a reduced extent of the HAZ, in the order of 7% of average clad width and 12% of total transverse size, has been found. According to the trend of microhardness in the cross-section, softening is experienced in both the HAZ and the fusion zone, due to overaging with coalescence of dispersoids in the former and precipitation to grain boundaries in the latter, with respect to parent metal in T3 state. SEM inspections and EDS analyses have been provided to support these assumptions. Further research must be conducted on repairing of real V-grooved parts to validate a proper multi-trace deposition strategy, then on assessing the resulting strength, based on both static and fatigue testing.
Footnotes
Acknowledgements
The authors gratefully acknowledge PON Ricerca e Competitività 2007–2013 under grant agreement PON01_00895 LABREP, all the people, including students and referee, who contributed to the successful outcome of the research, Eng. Marilina Giordano for her worthy commitment in the experimental work.
Academic Editor: Min Zhang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was financially supported by PON Ricerca e Competitività 2007–2013 under grant agreement PON01_00895 LABREP.