
Abstract
Cavitation will occur in the process of power ultrasonic honing. To explore the influence of cavitation on the material surface processed, an ultrasonic honing cavitation orthogonal experiment is conducted and three indicators are analyzed, which are pits’ maximum diameter, surface erosion rate, and surface roughness and can represent the single bubble collapse strength, the whole cavitation strength, and the impact of cavitation on material surface quality, respectively. The results show that cavitation leads to micro-pits on material surface. The main factors influencing the pits’ maximum diameter are distance and amplitude in turn; meanwhile, the shorter distance and the greater amplitude result in the larger pits’ maximum diameter. The surface erosion rate is mainly affected by experiment time and distance in order. Amplitude has the greatest influence on the surface roughness. The sample surface roughness reduces and surface quality improves in the condition of distance of 5 mm, amplitude of 65%, and experiment time of 1/3 min. Therefore, cavitation effect can help to enhance the workpiece surface quality in power ultrasonic honing under certain conditions, and the experimental analysis results have reference significance to the actual processing of ultrasonic honing.
Keywords
Introduction
Power ultrasonic honing machining technology is a kind of precision and ultra-precision grinding technology and widely used in 42MnCr52, 38CrMnA, sintered NdFeB, and other hard brittle and difficult-to-machine materials in the cylinder bore machining, with some advantages such as small honing force, low honing temperature, high honing efficiency, and high machining precision. 1 The introduction of ultrasonic vibration is the most important characteristic in power ultrasonic honing processing and will inevitably lead to the acoustic cavitation of honing liquid in the grinding area, thereby affecting the power ultrasonic honing processing and the machined workpiece.
Acoustic cavitation is a kind of interdisciplinary extreme physical phenomenon, involving acoustics, fluid mechanics, thermodynamics, and so on. It is manifested as a series of behaviors of liquid cavitation nuclei from growth expansion to compression collapse under ultrasonic irradiation, involving micro-jet,2,3 shock wave,4,5 sonoluminescence,6,7 acoustic free radicals,8,9 and other physical, optical, and chemical effects, in which the micro-jet and shock wave are the research focus. Micro-jet forms when the cavitation bubble collapses and finally impacts toward material surface, and shock wave takes place when the bubble collapses to the minimum size and begins to rebound. Both of them will cause plastic deformation of near material surface.
Cavitation numerical simulation,10–12 the effect of cavitation on the surface of materials, and the prediction of cavitation intensity are hot spots in the field of cavitation research. By aluminum foil cavitation test and high-speed photography, Dular 13 proposed five material damage mechanisms: spherical cavitation cloud collapse damage, horseshoe cavitation cloud collapse damage, the “twister” cavitation cloud collapse damage, cavitation cloud separation damage, and stagnation point damage at the closure of the attached cavity. Franc et al. 14 carried out cavitation erosion experiments of aluminum alloy, nickel aluminum bronze alloy, and duplex stainless steel under different cavitation flow velocities and conducted pits analysis and then pointed out that material damage is closely related to the material strain rate. Haosheng 15 investigated the polished 40Cr steel’s damage mechanism of the cavitation erosion at the incubation stage by ultrasonic vibration cavitation erosion experiment and put forward three kinds of damage modes: complete pits, incomplete pits, and thermal pits, respectively, corresponding to three kinds of causes: micro-jet, shock wave, and high collapse temperature. Roy et al.16,17 used the static and dynamic finite element method to predict the range of cavitation load and verified it by cavitation erosion test reverse engineering.
Cavitation is advantageous in certain circumstances. In recent years, cavitation effects have been applied to surface modification of materials, 18 surface cleaning, 19 oil drilling, 20 and many other fields, playing a positive role. The research of cavitation effect in power ultrasonic honing, however, is still in the initial stage. Currently, researchers have carried out the theoretical analysis of cavitation bubble dynamics in power ultrasonic honing environment,21–24 while the experimental analysis of the effect of cavitation on the material in ultrasonic honing has not yet been studied. Based on that, this article first introduces the cavitation mechanism in ultrasonic honing, then three parameters, that is, distance, amplitude, and experiment time are selected to carry on the cavitation orthogonal experiment of power ultrasonic honing, and investigates the effect of cavitation on material surface based on the range and variance analysis.
Cavitation mechanism of power ultrasonic honing
On the basis of traditional honing, the ultrasonic resonance system is added, so that oilstones have high-frequency vibration. Cutting movement of traditional honing is rotational and longitudinal reciprocating motion of honing head and adding the pressurized movement of whetstones. Its biggest advantage is the formation of unique honing cross hatch, as shown in Figure 1, 25 which contributes to the improvement of the oil storage performance in the cylinder.

Schematic diagram of honing motion. 25
In the ultrasonic honing machining, the ultrasonic wave propagates through ultrasonic generator, transducer, horn, flexural vibration disk, flexible pole, and oilstone seat to the oilstone, making the oilstone attach high-frequency vibration; at the same time, the ultrasonic wave is radiated into the honing liquid in the grinding area. Some inherent structural defects in the honing liquid and the action of the ultrasonic negative pressure phase constitute the two necessary conditions for cavitation, and the cavitation phenomenon in power ultrasonic honing is generated. Figure 2 is the schematic diagram of power ultrasonic honing processing. Due to the wear of oilstone abrasives and the presence of honing cross hatch, there is a certain gap between the oilstone abrasives and the workpiece wall, based on this space limitation, where near-wall and attached-wall cavitation mainly occur. Cavitation also occurs on the side of the oilstone due to ultrasonic radiation, and this cavitation space is significantly larger than the former. Cavitation bubbles collapse under the action of ultrasonic vibration and honing pressure, releasing high-speed micro-jet and strong shock wave, which is very important for purifying honing environment, suppressing honing noise, and assisting material removal. Mechanism of cavitation on materials, however, still needs further investigation.
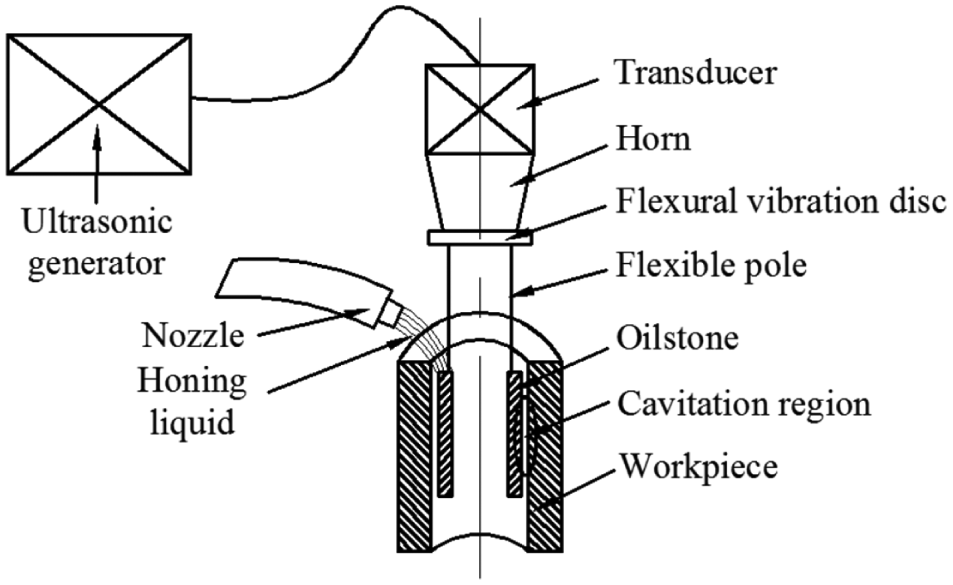
Schematic diagram of power ultrasonic honing processing.
Cavitation bubbles collapse asymmetrically near the workpiece wall in power ultrasonic honing. In the early stage of collapse, micro-jet directed toward the wall forms on the side of the bubble far from the wall, and the bubble shape changes from the original approximate sphere to a slender shape and then flattens. Finally, the micro-jet breaks the bubble wall near the wall and impacts on the wall, causing plastic damage of workpiece surface. 26 Micro-jet impingements is the main reason for cavitation damage, but due to cavitation’s complexity and randomness, micro-jet velocity cannot be obtained accurately. Plesset and Chapman 27 have proposed the micro-jet velocity estimation formula

where H is distance between the center of the bubble and the wall, R0 is initial radius of a cavitation bubble, PV is saturated vapor pressure in bubble and PV = 2.34×103 Pa, and ρ is liquid density. Water is selected as the honing liquid in this article, and so ρ = 1000 kg/m3, P∞ is environment pressure, considering the specific ultrasonic honing environment

where P0 is the standard atmospheric pressure, Ph is honing pressure, Pa is ultrasonic pressure amplitude, ω = 2πf, and Ph = 0.24 MPa, Pa = 1.753 MPa, 28 and f = 18.6 kHz. As near-wall and attached-wall cavitation mainly occurred in ultrasonic honing, assuming H = R0, equation (1) can be written as

The velocity of micro-jet produced by bubble collapse can reach 379 m/s by calculation. Then, according to the well-known water hammer pressure formula, the peak pressure produced by micro-jet impact on the wall can be estimated 29

where c is sound velocity of liquid, and ρs and cs are density and sound velocity of wall material, respectively. Micro-jet impingement can generate hundreds of megapascals on the wall. In the whole ultrasonic honing process, there will be a large number of micro-jets impinging on the wall, which will have effect on the material surface. To explore the material’s behavior changes under the cavitation effect in ultrasonic honing, following experiment analysis was carried out.
Experiment
To investigate the specific effect of cavitation on materials in ultrasonic honing and predict cavitation strength, the cavitation experiment of ultrasonic honing resonance system was carried out. The pure aluminum sheet with a thickness of 1 mm was selected as experiment material for three reasons: (1) a soft metal helps to observe the behavior change of the material surface under cavitation; (2) the difference of wall materials has little effect on cavitation strength, that is, the pressure on different materials’ surface under cavitation changes little; and (3) compared with a aluminum foil, it contributes to experiment operation and fixation, ensuring the stability of the experiment and the reliability of results. The ultrasonic honing resonance system consisted of ultrasonic generator, transducer, horn, flexural vibration disk, flexible pole, oilstone seat, and oilstone. Ultrasonic generator could automatically adjust and track frequency according to load changes, so as to achieve resonance, and the frequency was about 18.6 kHz in this experiment. The ultrasonic strength could be controlled by adjusting the amplitude percentage of ultrasonic generator, then the cavitation strength could also be controlled, and the maximum amplitude could reach 8 µm in this experiment. In addition to the ultrasonic honing resonance system, the main experiment equipment items were a VHX-600ESO digital microscope, a roughness measuring instrument, a combined bracket, a sink, and the aluminum sheet. After positioning the ultrasonic resonance system, the aluminum sheet was fixed on the steel plate and attached to the ultrasonic honing resonance system through the combined bracket, which was thread connection, and could precisely adjust the position of the aluminum sheet and the distance from the oilstone surface, as shown in Figure 3. There were three experiment factors in this experiment: distance, namely, the distance between aluminum sheet and oilstone surface (1, 3, and 5 mm); amplitude, namely, vibration amplitude of oilstone, which was adjusted directly by the ultrasonic generator through changing the percentage of the maximum amplitude (50%, 65%, and 80%); and experiment time (20 s, 1 min, and 3 min). For the orthogonal experiment of three factors and three levels, a orthogonal table of L9(34) was selected. The table has four columns, needing a total of nine groups of experiments, while this experiment has only three factors. Therefore, the fourth column is blank and can be used for variance analysis as error term. After the experiment, the aluminum sheet surface was cleaned with alcohol and then data measurement was performed.

Schematic diagram of the experiment.
Results and discussion
Each group of aluminum sheet after experiment was placed under the VHX-600ESO digital microscope and observed. It could be seen that micro-pits and some flocculent and corrugated damage were found on the surface of aluminum sheets after the experiment, which was jointly caused by the micro-jet effect, the shock wave effect, the thermal effect, and other effects produced by bubble collapse. For the convenience of research, they could be distinguished according to the main effect. Micro-pits fitted characteristics of bubble collapse micro-jet impingement, and could be considered to be caused by bubble collapse micro-jet impingement, while flocculent and corrugated damage could be considered to be caused by bubble collapse shock wave. Obviously, micro-pits accounted for most of material surface damage, and it could be concluded that the micro-jet was the main reason for the behavior change of material surface. Therefore, micro-jet impact was mainly analyzed in this article.
Under the observation of VHX-600ESO digital microscope, the maximum pit on the surface of each group of aluminum sheet was found and its diameter was recorded. This indicator could reflect the single micro-jet impact strength, and also provide a reference for single bubble collapse strength. Then, image processing was used to extract micro-pits and obtain the ratio of micro-pits total area to the original total area, namely, the surface erosion rate. On the surface of each aluminum sheet, this indicator could reflect the whole micro-jet impact strength and was more practically significant to engineering applications compared with the former indicator. In addition, to explore the effect of cavitation on the material surface quality, the surface roughnesses, Ra, of aluminum sheets after experiment were measured by roughness measuring instrument, and each group was measured three times and averaged. Based on that, the orthogonal experiment table is shown in Table 1. The results of experiment were then analyzed in detail.
Orthogonal experiment table.

Pits’ maximum diameter
To investigate the impact of single cavitation micro-jet on the material, pits’ maximum diameter was introduced from the microscopic point of view. Each sample was placed under the VHX-600ESO digital microscope, and the eyepiece was selected at 500× magnification. The surface morphology of samples was shown in Figure 4, and the pits’ maximum diameters were obtained through the VHX-600ESO digital microscope and recorded in Table 1.

Surface morphology of each sample.
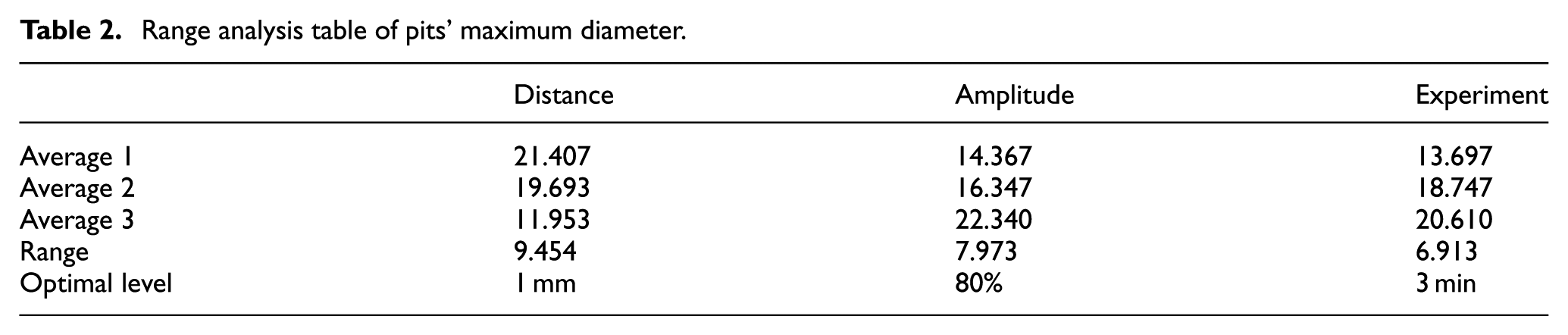
To explore the influence of the three factors on the pits’ maximum diameter, the range analysis of experiment data was performed, and Table 2 is its range analysis table. The influence of each factor on the pits’ maximum diameter is in the order of distance > amplitude > experiment time, and the maximum appears in the condition of distance of 1 mm, amplitude of 80%, and experiment time of 3 min, when the single cavitation micro-jet impingement is the strongest. Variance analysis results of Table 3 show that distance and amplitude are significant factors while experiment time is not. As F ratio of distance is greater than amplitude, distance’s influence is more significant. Therefore, distance and amplitude have significant influence on the pits’ maximum diameter and single cavitation micro-jet impact strength, and the influence of distance is even greater.
Range analysis table of pits’ maximum diameter.
Variance analysis table of pits’ maximum diameter.

SS: sum of square deviation; df: degree of freedom; F: F ratio.
indicating the factor is significant.
Surface erosion rate
Pits’ maximum diameter just could reflect the impact strength of a single cavitation micro-jet, but could not reflect the impact effect of whole cavitation micro-jets macroscopically. Therefore, Figure 4 is grayed and binarized by image processing of MATLAB, as shown in Figure 5. Micro-pits were separated from the image, so as to obtain the proportion of micro-pits in the image, that is, the surface erosion rate, which could indicate the impact effect of whole cavitation micro-jets macroscopically.

Sample surface after image processing.
Table 4 is the range analysis table of surface erosion rate, which shows that distance and experiment time have a great influence and the amplitude’s influence is small, and the maximum surface erosion rate appears under the condition of distance of 1 mm, amplitude of 80%, and experiment time of 3 min. The variance analysis table is shown in Table 5, and the two factors of distance and experiment time are significant and experiment time is more significant, while amplitude is not. The order of influence of each factor on surface erosion rate is experiment time > distance > amplitude. Therefore, it can be predicted that the cavitation effect on the surface of processing materials cannot be ignored in ultrasonic-assisted processing, especially when processing time is longer. However, the effect of cavitation on the machined surface is unknown, which is needed to further study, thus a surface roughness experiment of samples was conducted and analyzed in detail.
Range analysis table of surface erosion rate.

Variance analysis table of surface erosion rate.
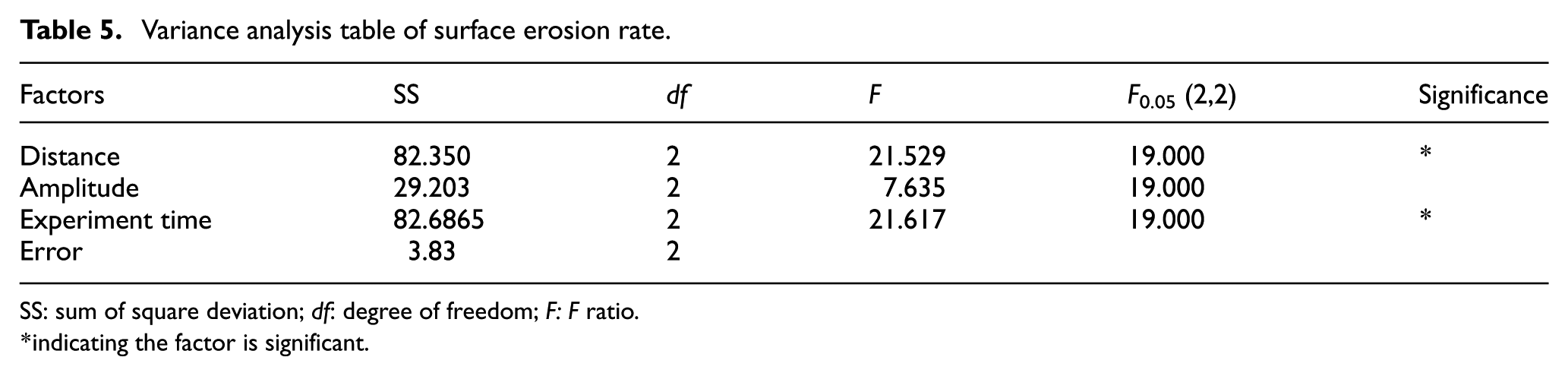
SS: sum of square deviation; df: degree of freedom; F: F ratio.
indicating the factor is significant.
Surface roughness
To study the change of material surface quality under ultrasonic cavitation, the surface roughnesses of samples were measured. In this experiment, the mean roughness of the original surface of aluminum sheet is 0.276 µm, and the three measurement values were 0.224, 0.316, and 0.288 µm, respectively, as shown in Figure 6. For each group of aluminum sheet after experiment, the roughness was measured three times and the average value was taken as the experiment result, as shown in Table 1. It can be seen that, after ultrasonic cavitation experiment, the surface roughnesses of most samples are greater than the original value, that is, ultrasonic cavitation effect will reduce the surface quality. But in the eighth group experiment (distance of 5 mm, amplitude of 65%, experiment time of 1/3 min), the surface roughness is 0.198 µm and lower than the original roughness, and the surface quality is improved, the three measurement values being 0.156, 0.117, and 0.320 µm, respectively, as shown in Figure 7. This indicates that the ultrasonic cavitation effect can be used as a means to enhance the surface quality under certain conditions, which can provide reference for the related engineering application.

Initial surface roughness of the sample.

Surface roughness of the eighth group of sample after experiment.
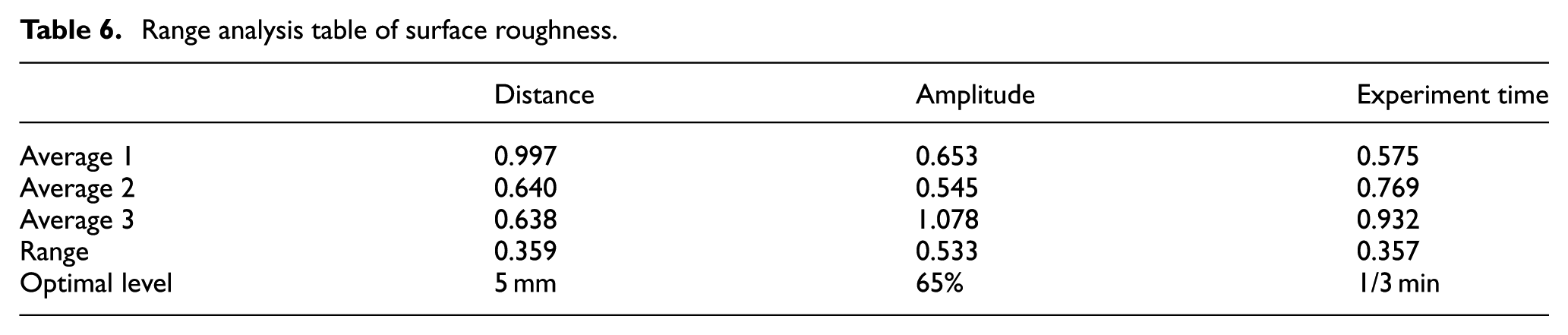
Table 6 is the range analysis table of surface roughness, and the amplitude has the greatest influence on the result and the other two factors have less influence. Under the condition of the optimal level, the surface roughness of the sample is reduced and the surface quality is improved after experiment. The reasons may be that stronger cavitation will destroy the surface morphology, resulting in increased surface roughness, while weaker cavitation is not sufficient to reduce the surface roughness of the sample obviously. Therefore, cavitation under certain conditions is required, which will not produce obvious erosion on the surface of materials, but will reduce the surface roughness of materials through some behaviors (such as removal of small burr and compaction of surface micro bump), so that the surface quality is improved.
Range analysis table of surface roughness.
Conclusion
To investigate the cavitation effect on the surface of workpiece in power ultrasonic honing, the mechanism of cavitation in ultrasonic honing was studied, and the velocity of micro-jet produced by bubble collapse can reach 379 m/s. Then, the cavitation orthogonal experiment of ultrasonic honing resonance system was carried out with distance, amplitude, and experiment time as the experiment factors and pits’ maximum diameter, surface erosion rate, and surface roughness as the experiment indicators. The experimental results show that pits with a diameter of several microns to tens of microns appear on the surface of material after the cavitation experiment. The diameter of single pit is closely related to the impact strength of single cavitation micro-jet. The influence of distance and amplitude on the pits’ maximum diameter and the impact strength of single cavitation micro-jet are obvious, and the distance has a greater influence, that is, the shorter distance and the larger amplitude, the larger pits’ maximum diameter. The influence of experiment time on the surface erosion rate is the most significant, followed by distance. The longer the time and the shorter the distance, the greater the degree of surface erosion. It can be predicted that cavitation will have a significant effect on the surface of processing materials in power ultrasonic honing, especially when processing time is longer. The effect of amplitude on the surface roughness is the greatest, and under the condition of distance of 5 mm, amplitude of 65%, and experiment time of 1/3 min, surface roughness is reduced and surface quality is improved. This is because that stronger cavitation will destroy the surface morphology, resulting in increased surface roughness, while weaker cavitation is not sufficient to reduce the surface roughness of the sample obviously, and proper cavitation will not produce obvious erosion on the surface of materials, but will reduce the surface roughness of materials through some behaviors (such as removal of small burr and compaction of surface micro bump). Therefore, in suitable conditions, cavitation contributes to the improvement of workpiece surface quality in power ultrasonic honing.
Footnotes
Academic Editor: Noel Brunetiere
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China under Grant Nos 51275490 and 50975265.