
Abstract
Atomic layer deposition has become an important thin-film growth technique for producing gas diffusion barriers because of its low process temperature and its ability to produce uniform films. In this work, atomic layer deposition was used to deposit various Al2O3 and ZnO thin films on polyethylene terephthalate substrates; subsequently, the physical properties and water vapor transmission rates of the films were characterized. Single and hybrid films (Al2O3, ZnO, Al2O3/ZnO, and ZnO/Al2O3) with thicknesses of 25, 50, and 100 nm at a deposition temperature of 60°C were investigated. The deposited films were characterized for surface roughness, optical transmittance, adhesion, water vapor transmission rate, and contact angle. The results showed that the double-layer structure provided a higher water vapor transmission rate and higher adhesion strength than those of the single-layer structure although both the surface roughness and optical transmittance of the single-layer structure were slightly better than those of the double-layer structure. The results revealed that the atomic layer deposition-grown hybrids could act as water vapor barriers.
Introduction
Atomic layer deposition (ALD) has become an important thin-film growth technique because of its precise control over the thin-film thickness, its ability to produce uniform films over large areas, and its low process temperature.1–3 ALD can be employed at sufficiently low temperatures to deposit various high-quality thin films on thermally fragile or flexible substrates. ALD provides continuous and pinhole-free thin films that act as high-quality gas diffusion barriers. A key application of ALD is thin-film encapsulation, which is used in food packaging, microelectronics, flexible electronics, OLEDs, and biomaterials. 4
Many ALD-grown gas diffusion barriers have been proposed for thin-film encapsulation. Generally, a thin Al2O3 film is used as a diffusion barrier because Al2O3 has low oxygen and water vapor permeability. Hirvikorpi et al. 5 used ALD to deposit thin and highly uniform Al2O3 coatings on various polymeric materials. They found that the ALD-grown Al2O3 coatings significantly enhanced the oxygen and water vapor barrier performance of these materials. Similar reports6,7 revealed that ALD-grown Al2O3 thin films on flexible substrates can be an excellent diffusion barrier to protect organic electronic devices from the permeation of oxygen and water vapors. Malm et al. 8 used ALD to deposit ZnO thin films on Si substrates in the low temperature range from 23°C to 140°C. They observed highly oriented ZnO films at temperatures below 80°C. Mauro et al. 9 deposited ZnO thin films on polymeric substrates by ALD at a low deposition temperature and revealed that the ALD-grown ZnO thin film could be a high-quality flexible photocatalyst. For composite films, Elam and collegues2,10 studied the growth rate and surface roughness of ZnO/Al2O3 films. They found that the properties of the composite films can be tuned by changing the composition and interfacial density. ZnO/Al2O3 films allow the surface roughness to be controlled because ZnO is crystalline and Al2O3 is amorphous at low deposition temperatures. Furthermore, Choi et al. 4 investigated hybrid ZnO/Al2O3 layers as thin-film encapsulants on polymer substrates. They found that the multi-laminated structures with thinner ZnO and Al2O3 had better barrier properties than single ZnO and Al2O3 layers. Gan et al. 11 also reported that the crystalline quality of ALD-grown ZnO films was improved by inserting an ultrathin Al2O3 buffer layer between the ZnO film and Si substrate, resulting in an increase in the intensity of the photoluminescence.
In this work, various thicknesses of Al2O3 thin films, ZnO thin films, and hybrid Al2O3/ZnO and ZnO/Al2O3 laminated thin films deposited on flexible polyethylene terephthalate (PET) substrates prepared by ALD were investigated. The adhesion of the ALD oxide films on PET substrates was discussed. Further observations of the water vapor transmission rate (WVTR), surface roughness, contact angle, and optical transmittance of the ALD films were also studied.
Materials and methods
An ALD apparatus (Syskey Technology) was used to deposit Al2O3 and ZnO thin films on PET substrates; a schematic diagram of the ALD reaction chamber is shown in Figure 1. Each PET substrate with a size of 300 × 200 × 0.175 mm3 was treated by ultrasonic bath cleaning and oxygen plasma cleaning before performing the oxide layer deposition. The principle of Al2O3 ALD growth from H2O and trimethyl aluminum (TMA) was based on the following two self-termination reactions12,13



Schematic diagram of the ALD reaction chamber.
where the asterisks denote the surface species. The growth of thin films was started by the sequential adsorption of H2O and TMA. As the surface is exposed to water vapor, hydroxyl groups will be absorbed on the surface because of the hydrophilicity. Next, the TMA reacted with the surface hydroxyl groups in a self-limiting reaction, resulting in Al2O3 film growth and the release of CH4 gas. Similarly, the ZnO ALD films were deposited using alternating exposures to H2O and diethylzinc (DEZ) as follows14,15


where the asterisks denote the surface species. Sequential adsorption of H2O and DEZ resulted in the ZnO film growth and the release of C2H6 gas. The precursor and purging gas of the ALD reactor were controlled by switching valves and flowed past the substrate surface before entering into a mechanical pump. The ALD processing parameters are listed in Table 1. The substrate temperature was controlled at 60°C, and the chamber pressure was 9×10−3 Torr. The precursor H2O, purging N2 gas, precursor TMA, and purging N2 gas were controlled to flow into the chamber in sequence. The Al2O3 and ZnO films sequentially grew with 10 ms of precursor H2O, 6000 ms of N2 purging, 6 ms precursor of TMA and DEZ, and 6000 ms of N2 purging. The film thickness was controlled at 12.5, 25, 50, and 100 nm, where the thickness of each deposited film on the PET substrate was directly confirmed by a surface profiler (Kosaka ET4000).
ALD processing parameters.

ALD: atomic layer deposition; TMA: trimethyl aluminum; DEZ: diethylzinc.
Adhesion had a great influence on the performance and reliability of the ALD films. Interfacial failure was often the primary failure mechanism of the ALD films, limiting their applicability and lifetime. The conventional adhesion testing of thin films often involves the Scotch tape method, where a pressure-sensitive tape is pressed onto the film and then rapidly stripped off. This method provides qualitative information for practical applications. However, more accurate measurement methods are required. The scratch adhesion testing has been extensively used to determine the quantitative adhesion strength of coated surfaces.16,17 In this work, the micro-scratch test was used to characterize the adhesion strength of ALD films. In the micro-scratch tests conducted using a Rhesca CSR-02A micro-scratcher, the specimen was mounted on the 3° tilt stage, which moved horizontally 5 µm/s to push up the 5 µm radius stylus on the top end of the sensor. A load was then applied to the surface of the specimen by the stiffness and strain of the cantilever stylus. The cartridge of the micro-scratch tester oscillated parallel to the specimen surface at a fixed 100-µm amplitude via the built-in actuator. The friction between the specimen and the stylus caused relative movement, resulting in the generation of electric output signals. As long as the specimen surface was not damaged, the sensor could generate output signals proportional to the stylus velocity. As the load reached the critical value, some scratching noises were generated via the destruction or rough surface of the sample film; these noises were reflected and observed as output signals.
The surface roughness, water contact angle, and water vapor transmission rate (WVTR) of the specimens were measured using an atomic force microscope (AFM, Thermo Microscopes AP-0100), a contact angle meter (Magic Droplet Model 100SL), and WVTR measurement of sheet materials (ASTM E398), respectively. The optical transmittance was measured by an UV/VIS/NIR spectrophotometer (BWTEK BTC112) with normal incidence in the visible wavelength range from 400 to 800 nm, taking the ambient air as the reference.
In this work, six types of single-oxide layers, that is, Al2O3/PET and ZnO/PET films, each of thicknesses of 25, 50, and 100 nm, and six types of double-oxide layers, that is, ZnO/Al2O3/PET and Al2O3/ZnO/PET films, each of thicknesses of 25, 50, and 100 nm, were considered.
Results and discussion
Figure 2 shows the scratch results of the single ZnO and Al2O3 films on PET substrates; the adhesion strength of the ZnO thin films was found to range from 16.9 to 37.9 mN as the film thickness increased from 25 to 100 nm, and the strength of the Al2O3 film was found to range from 14 to 36.6 mN when the thickness increased from 25 to 100 nm. The results indicated that the adhesion strength of the ZnO film was higher than that of the same thickness Al2O3 film; it also indicated that thicker films had higher adhesion strength.
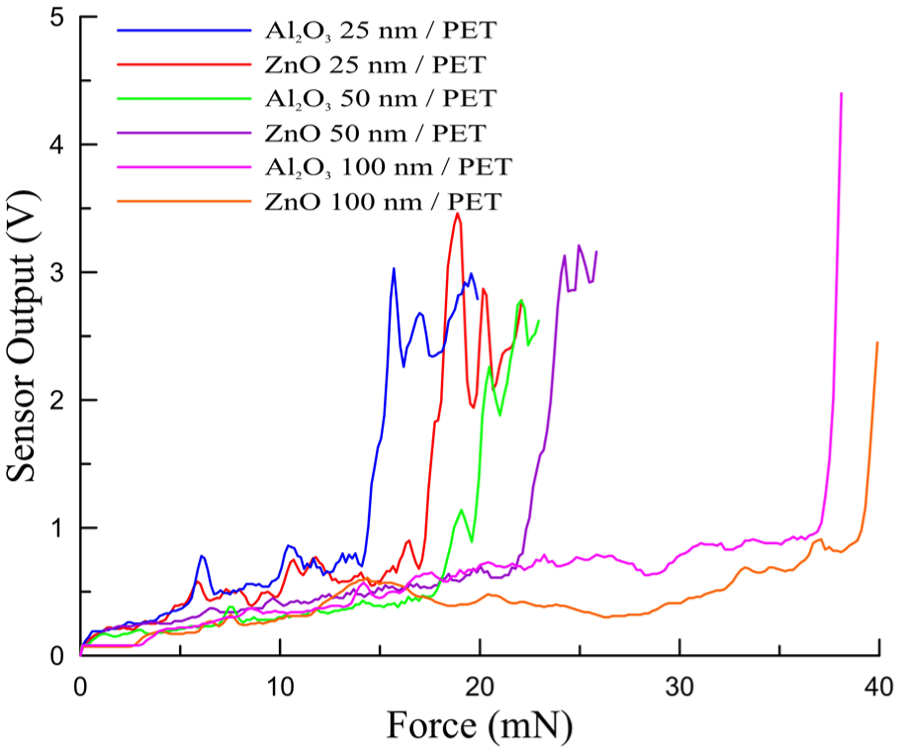
Scratch results of single-oxide layers.
Figure 3 shows the scratch results of the double ZnO and Al2O3 films on PET substrates; the adhesion strength of the double-layer structures was found to range from 30.6 to 85.6 mN. The results indicated that the strength increased as the film thickness increased. As seen by comparing Figures 2 and 3, the adhesion strength of the double-layer structure was higher than that of the single-layer.

Scratch results of double-oxide layers.
The single-layer adhesion strength carried by scratch is shown in Figure 4, where the error bars indicate the smallest and highest values of five parallel measurements; the adhesion strength of ZnO/PET was found to be slightly higher than that of Al2O3/PET with the same thickness. Figure 5 shows the adhesion strength of double layers. Note that no obvious difference was observed between the use of Al2O3 or ZnO as the first layer in the double-layer structure. The adhesion strengths for all the samples are listed in Table 2.

Adhesion strength of single-oxide layers. The error bars indicate the lowest and highest values of the measurement.

Adhesion strength of double-oxide layers. The error bars indicate the lowest and highest values of the measurement.
Result summary.

AS: adhesion strength; R: roughness; WVTR: water vapor transmission rate; CA: contact angle; T: transmittance.
It is obvious that for the same film thickness, the adhesion strength of the double layer was much higher than that of the single layer. The adhesion strength of ZnO 12.5 nm/Al2O3 12.5 nm/PET was 2.19 times that of Al2O3 25 nm/PET, and Al2O3 12.5 nm/ ZnO 12.5 nm/PET was 2.34 times that of Al2O3 25 nm/PET. A similar ratio was found for the other cases. On average, the adhesion strength of the 25-nm-thick double layer was 2.07 times that of the 25-nm single layer. The adhesion strength of the 50-nm double layer was 2.64 times that of the 50-nm single layer, and the adhesion strength of the 100-nm double layer was 2.28 times that of the 100-nm single layer.
The average surface roughness of the single- and double-layer oxide films deposited on PET substrates determined using AFM are listed in Table 2. For single-oxide layers, the results indicated that the average surface roughness of 25-nm Al2O3/PET was 1.78 nm and increased to 2.57 nm as the film thickness increased to 100 nm. The roughness of 25-nm ZnO/PET was 1.82 nm and increased to 2.76 nm as the film thickness increased to 100 nm. These results illustrated that the roughness increased as the film thickness increased. It also indicated that the roughness of ZnO was rougher than that of Al2O3; this finding is consistent with the report that the low-temperature ALD-grown ZnO was conducting, crystalline, and rough and that Al2O3 was insulating, amorphous, and smooth. 10 For double-oxide layers, the average roughness of 12.5-nm ZnO/12.5-nm Al2O3/PET was 2.19 nm and then increased to 2.75 nm as the film thickness increased to 50 nm ZnO/50 nm Al2O3/PET. It also indicated that for the same film thickness, the roughness of the single layer was lower than that of the double layer.
The WVTRs of the single and double-oxide layers deposited on PET substrates are listed in Table 2. For single-oxide layers, the WVTR of Al2O3/PET was found to decrease from 5.42 to 3.71 g/m2/day as the film thickness increased from 25 to 100 nm. Similarly, the WVTR of ZnO/PET decreased from 5.38 to 3.54 g/m2/day as the film thickness increased from 25 to 100 nm. The WVTR of ZnO/PET was smaller than that of Al2O3/PET. For double-oxide layers, the WVTR of Al2O3/ZnO/PET decreased from 3.56 to 3.04 g/m2/day as the film thickness increased from 25 to 100 nm. In addition, the WVTR of ZnO/Al2O3/PET decreased from 3.56 to 3.14 g/m2/day as the film thickness increased from 25 to 100 nm. For the same oxide film thickness, the WVTR of the double layers was better than that of the single layer. The WVTR of ZnO 12.5 nm/Al2O3 12.5 nm/PET decreases by 52% relative to that of Al2O3 25 nm/PET, and ZnO 50 nm/Al2O3 50 nm/PET decreased by 18% compared to Al2O3 100 nm/PET. On average, the WVTR of the double layer decreased 37% compared to that of the single layer.
The water contact angles of the single- and double-layer oxide films deposited on PET substrates are listed in Table 2. All the contact angles ranged from 83° to 90°, showing that both Al2O3 and ZnO films are between hydrophilic and hydrophobic in character. This result indicated that the contact angle of Al2O3 films decreased as the film thickness increased, in agreement with the result that a lower surface roughness corresponds to a higher contact angle. However, the contact angle of ZnO films only had a small change as the film thickness increased.
The transmittance values of single-oxide layers are shown in Figure 6, where the average transmittance of 25-nm-thick layers of Al2O3/PET and ZnO/PET were 85.49% and 85.25%, respectively. The figure indicates that the transmittance decreased with the increase in film thickness, where 100-nm-thick layers of Al2O3/PET and ZnO/PET have transmittance values of 80.46% and 80.27%, respectively. The transmittance decreased by approximately 5% as the film thickness increased from 25 to 100 nm. The figure also indicated that the transmittance of Al2O3 and ZnO thin films on the PET substrates were similar. Figure 7 shows the transmittance of double-oxide layers, where the average transmittance value of 12.5 nm ZnO/12.5 nm Al2O3/PET and 12.5 nm Al2O3/12.5 nm ZnO/PET was 83.04% and 83.47%, respectively. Similarly, the transmittance decreased as the film thickness increased. For the same film thickness, the transmittance of double layers was lower than that of single layers. On average, the transmittance of the double layer decreased by 1.38% relative to that of the single layer. The film with ZnO as the first layer was found to have higher transmittance than the film with Al2O3 in the middle.

Transmittance of single-oxide layers.

Transmittance of double-oxide layers.
All the results, that is, adhesion strength, surface roughness, WVTR, contact angle, and optical transmittance, of the various thicknesses of Al2O3/PET, ZnO/PET, Al2O3/ZnO/PET, and ZnO/Al2O3/PET are listed in Table 2. The characteristics of the thin-film/substrate structures were found to strongly depend on the deposition parameters, thin-film properties, and substrate bonding conditions. Table 2 provides a comparison of the various thin films for the same deposition parameters and substrate conditions. For the single-layer case, the adhesion strength and WVTR of ZnO/PET were better than those of Al2O3/PET. However, there was no obvious difference between the use of Al2O3 and the use of ZnO as the first layer in the double-layer structures. Although the roughness, contact angle, and transmittance of the double layer were slightly worse than those of the single layer, the results emphasized that the adhesion and WVTR of the double layer were much better than those of the single layer with the same thickness. The results revealed that the ALD-grown hybrid layers improved the water vapor permeability, in agreement with other studies.4,11
Conclusion
In this article, the parameters of surface roughness, optical transmittance, adhesion, water vapor transmission rate, and contact angle of various thicknesses of ALD-grown Al2O3, ZnO thin films, and hybrid Al2O3/ZnO and ZnO/Al2O3 laminated thin films deposited on flexible PET substrates were investigated. The results showed that, for the same film thickness, the adhesion strength of the double layer increased 2.33 times that of the single layer. The WVTR of the double layer increased 37% compared to that of the single layer. Furthermore, the optical transmittance of the double layer only decreased by 1.38% compared to that of the single layer. In summary, the hybrid layer was better than the single layer in the prevention of water vapor penetration and the enhancement of the adhesion strength. The improvement indicates the potential of ALD-grown hybrid laminates to be the water vapor barriers used in thin-film encapsulation.
Footnotes
Academic Editor: Artde Lin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the Ministry of Science and Technology through grant MOST 104-2221-E-129-006-MY3.