
Abstract
In order to optimize the parameters of the pre-mixed abrasive water jet cutting technology and make it more efficient in the coal mine gas environment, finite element analysis software LS-DYNA is used to simulate single abrasive particle of rock erosion rule and analyze the influence of different particle size, different grinding particle impact velocity, different abrasive particle shape on rock erosion effect. The results show that under the same conditions, the greater the impact velocity, the better the erosion effect, and the erosion rate of abrasive particles is almost linear with the erosion rate of rock. With an increase in velocity of abrasive particles, the erosion rate of cube shape of abrasive particles is gradually higher than that of spherical particles of abrasive. The larger the particle size of abrasive particles, the bigger the kinetic energy of them and also the erosion depth and erosion volume on the rock and steel. But when the particle size increases, the erosion rate of abrasive particles on the rock will decrease gradually. The research results provide theoretical basis for optimizing the parameters of pre-mixed abrasive water jet cutting.
Introduction
In mines, there are many demands of cutting rock, bolt, and other metal materials. A kind of cold cutting technology of abrasive water jet (AWJ) cutting at work can be used in inflammable, explosive, high temperature, and other dangerous environment. As we know, the minimum ignition temperature of different gas concentration is 650°C–750°C and the highest temperature during Pre-mixed AWJ cutting is 70. 18°C, this temperature is considerably lower than minimum ignition temperature of different gas concentration. So, AWJ cutting technology is more suitable for the field of coal. Important contributions to the development and application of AWJ cutting of coal or rock have been made by many scholars.1–3 The abrasive and water play different roles in the process of AWJ cutting. The water is used to accelerate the abrasive and the main effect of the high speed moving abrasive is the erosion of the target plate. 4 Correlative equations between impact parameters and erosion damage caused by solid particle impact have been proposed by many investigators.5,6 There are many factors that influence the AWJ cutting and much parameter information is difficult to get in the experiment process. Therefore, using numerical simulation method to analyze the erosion mechanism of the abrasive to target plate in the process of AWJ cutting is comparatively an ideal method. The technology of AWJ has been studied by many domestic and foreign scholars.7,8 The process, in which the material is impacted by the abrasive particles, was simulated numerically through finite element method (FEM) by Anwar et al. 9 The erosion process of pure water jet was studied in numerical simulation by K Maniadaki et al. 10 The impact process of water jet on plastic material was studied in numerical simulation by L Ma et al. 11 The influence of different nozzle diameters and water pressure, abrasive flow rate, and process conditions on cutting depth was studied based on neural network by DS Srinivasu and Ramesh Babu. 12 The optimal incident velocity and incident angle of AWJ were obtained through numerical simulation by Junkar et al. 13 and W Jinghua et al. 14 Based on the smoothed particle hydrodynamics (SPH) and FEM algorithm, Mu Chaomin, RongLifan et al. 15 simulated the water jet cut rock materials and determined the optimal AWJ cutting parameters. The damage and fragmentation process of rock under the action of water jet was simulated numerically by P Chao and Yong 16 and B Zhihua and Linwei. 17 The impact of liquid jet and rigid surface was simulated with SPH method by M Li and Colleagues.18,19 The interaction between free surface incompressible fluid and structure was coupling simulated with finite element analysis software by X Yihua et al. 20 A new SPH-FEM coupling algorithm was presented, and that the cylindrical steel projectile impacted plate, leading to erosion, was studied with three-dimensional (3D) numerical simulation by Z Zhichun et al.21,22 The process of water jet impacting rock was simulated with SPH-coupled finite element analysis method by L Xiaodong et al. 23 The process of impacting steel plate was simulated and analyzed with numerical simulation by K Can et al. 24 Based on the above research results, in this text, we use ANSYS/LS-DYNA software and build the spherical and cubic shapes of abrasive particle erosion rock model. The research results have important theoretical basis to reveal the pre-mixed AWJ cutting mechanism and optimize the AWJ cutting equipment in mines.
Pre-mixed AWJ cutting experiment
Pre-mixed AWJ experimental system is shown in Figure 1. This system is made up of the high-pressure water pump, abrasive tank, cutting bed, control cabinet and valves, high-pressure pipeline, and so on. The entire system is controlled by the controlling console. The rated working pressure of the system is 40 MPa.

The experimental system of the pre-mixed AWJ.
The high-pressure water pump was driven by the power system, which can make water become high-pressure water and then the high-pressure water will be fully mixed with abrasive at mixing chamber under the abrasive tank. The mixture will be accelerated in the nozzle because of its convergence to form high-pressure AWJ and then can be used. The pressure of the high-pressure water pump and moving speed of the nozzle can be controlled by controlling system.
The relationship between erosion rate and abrasive incident velocity, abrasive particle size, the abrasive particle shape is difficult to obtain by the experiment. 25 So, the cutting experiment of cutting depth and water pressure was tested based on the existing experimental conditions. The laboratory cutting experiments were tested in China University of Mining and Technology (Beijing) AWJ cutting platform, as it is shown in Figure 2, the pressure of water is from 15 to 30 MPa, the diameter of nozzle exit was 0.8 mm, the target distance was 10 mm, the velocity of cutting was 50 mm/min, and the concentration of abrasive was controlled between 6% and 10%. The target specimen for cutting is granite. The relation curve of cutting depth and water pressure is shown in Figure 3.
Pre-mixed AWJ cutting granite.
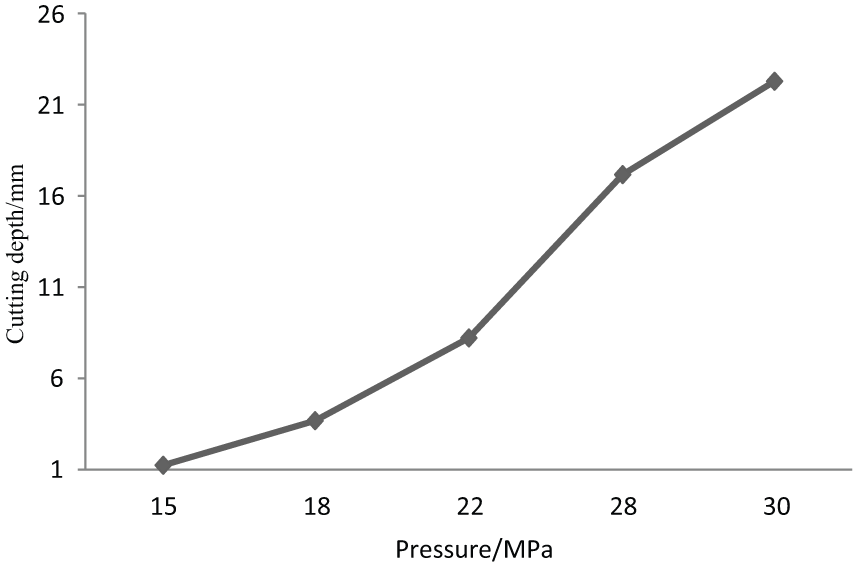
The relation curve of cutting depth and water pressure.
Mathematical model
Governing equations
Mass conservation equation 26

where V is the relative volume

where
Momentum conservation equation

where
Energy conservation equation

where

where p is fluid pressure

where
Stress condition

Surface force condition
In the surface force boundary of S1

where
The boundary condition of displacement
In the displacement boundary of S2

where
Jump conditions at the discontinuity between the sliding contact surfaces

When
The weak equilibrium equation of the Galerkin method is given as

In the above formula,
Main assumptions in numerical simulation
Contact setting
Contact problem is a nonlinear problem. In order to conduct efficient, accurate, time-saving calculation and avoid the wastage of computing resources, it is important to set the contact of abrasive and rock. 27 When the abrasive contacts rock continually, the contact between them changes constantly. In the simulation of the text, when we set the condition of the abrasive particles and the rock touching before, we first set the ball part number and then set the contact between the abrasive particles and the rock as eroding surface-to-surface contact (ESTS).
Geometrical model
The corresponding physical model was built in the ANSYS/LS-DYNA pre-processor and conducted the mesh generation. In order to save computing time and use the symmetry, 1/4 of a physical model was established as shown in Figure 4. A physical model of a single particle with 0° angle erosion target was established. The shape of abrasive particles was considered to be spherical or square. Then, the physical model of different particle size and different speed of particle was established. The size of the target plate: length is 1 mm, width is 1 mm, and thickness is 0.3 mm.
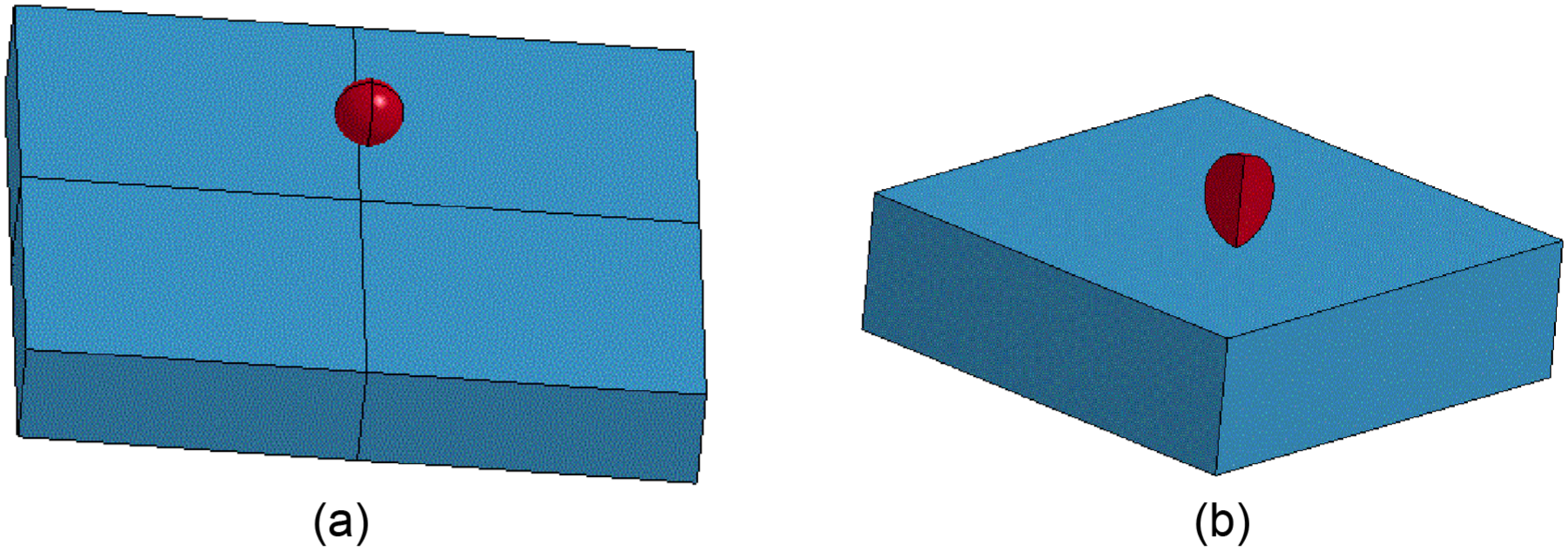
The 3D model of abrasive impacting the target: (a) spherical abrasive particle and target plate and (b) spherical abrasive particle and target plate (1/4).
The solid 164 element was used to conduct the mesh generation of the particles and the target body in the text. After the mesh generation, the target plate was divided into 294,000 units and the 1/4 of a particle in the model was divided into 27,000 units. In order to guarantee the accuracy and precision of the simulation results, the impact area of the abrasive particle and the target plate is encrypted. The mesh model of the particle and the target plate is shown in Figure 5.

Mesh generation of abrasive particle and target plate.
Boundary conditions
Under the effect of stress, the rock will not only suffer elastic deformation but also some complex deformation, such as plastic and brittle fracture. At the beginning of the elastic range, the relationship between the strain and the stress is one-to-one correspondence, that is, the relationship between the two follows the generalized Hooke’s law. But after entering the plastic state, the relationship will change and is no longer a mutually corresponding relationship. So the new relationship, which is the relationship between their increment, should be established to describe the association between the two, and the strain increment decomposes into corresponding plastic strain increment and the elastic strain increment.
For large deformation, high strain, and high-pressure effect of the rock conditions, the H-J-C model is usually used to deal with it. In this text, the target plate is the rock,28–30 so the H-J-C material model is used for the target plate material. The model was proposed by Holm quit et al. When selecting H-J-C material model, we should pay attention to some situations, such as the deformation, pressure effect, strain, and some functions. The material yield surface of the H-J-C model is defined as

where
D is the damage factor, which is obtained by the equivalent plastic strain and the plastic volume strain

where
The specific parameters of the rock material model are shown in Table 1.
Material parameters of coal rock.

The garnet, whose material parameters are shown in Table 2, is selected to be the abrasive. 31
Material parameters of garnet.

According to GB6005-1985 and ISO565-1983, the garnets of 48 orders, 50 orders, 60 orders, 65 orders, 70 orders, 75 orders, 80 orders, and 100 orders were selected to be the abrasive. By querying the domestic commonly used standard sieve parameters, comparison table of abrasive particle size and orders (Table 3) was obtained. The diameter of the abrasive particles selected is, respectively, 0.15, 0.18, 0.2, 0.21, 0.25, 0.28, and 0.3 mm.
Comparison table of abrasive particle size and orders.

Results and analysis
Single abrasive particle impacting rock
A spherical particle was used to impact rock. When the particle impacted rock with the velocity 120 m/s and the size 0.2 mm, the stress nephrograms of different times are shown in Figure 6.

Rock stress cloud picture: (a) t = 2.4995 µs, (b) t = 2.6499 µs, (c) t = 2.8 µs, and (d) t = 3.8996 µs.
Figure 6 shows the stress distribution cloud picture of different times in the erosion rock process by abrasive particle. As shown in the figure, the rock suffers the impact of the particle and the particle will give the rock a direct extrusion pressure. Moreover, the place where the particle and the rock contact endures bigger stress than other places. Due to the influence of the rock properties, the stress of the rock is not the same in different graphs. With grinding particle invading continually, the contact area of it with the rock will continue to increase. When the extruding pressure reaches rock yield strength, the rock will produce plastic deformation and then break. With the continuous contact of the particle and the rock, the force between the two is also constantly increasing. When the contact force is large enough, the rock will suffer a very serious deformation. With the extrusion force of the rock increasing, the deformation of the rock is becoming more and more serious. When the rock produces plastic deformation and bursts crack, the extrusion pressure of the abrasive on the rock will not become so strong. In a word, the force between the two is constantly changing in the contact process. With the abrasive particle invading the rock, the extrusion pressure between the two will increase continuously. However, when bursting crack of the rock occurs, the extrusion pressure between the two will decrease continuously. Therefore, in the contact process of the abrasive particle and rock, the extrusion pressure between the two is constantly changing, also an increasing and decreasing circulation. The maximum of the extrusion pressure between the two occurs in the full contact area.
In a word, the erosion process of abrasive particles on rock is also a fracturing and compacting process on rock and it is a circulation process. So, the extrusion pressure the rock endures is also a constantly increasing and decreasing process. This process circulates with the circulation of fracturing and compacting of rock.
Figure 7 shows the grid deformation map of the rock at different times. The graph reflects the process of abrasive particles invading rock and the destruction on rock. When the abrasive impacts the surface of the rock, the rock begins to sink at first. And when the impact continues, the rock begins to suffer compression and break. With the invasion of abrasive on rock, the damage degree of rock becomes higher and higher.
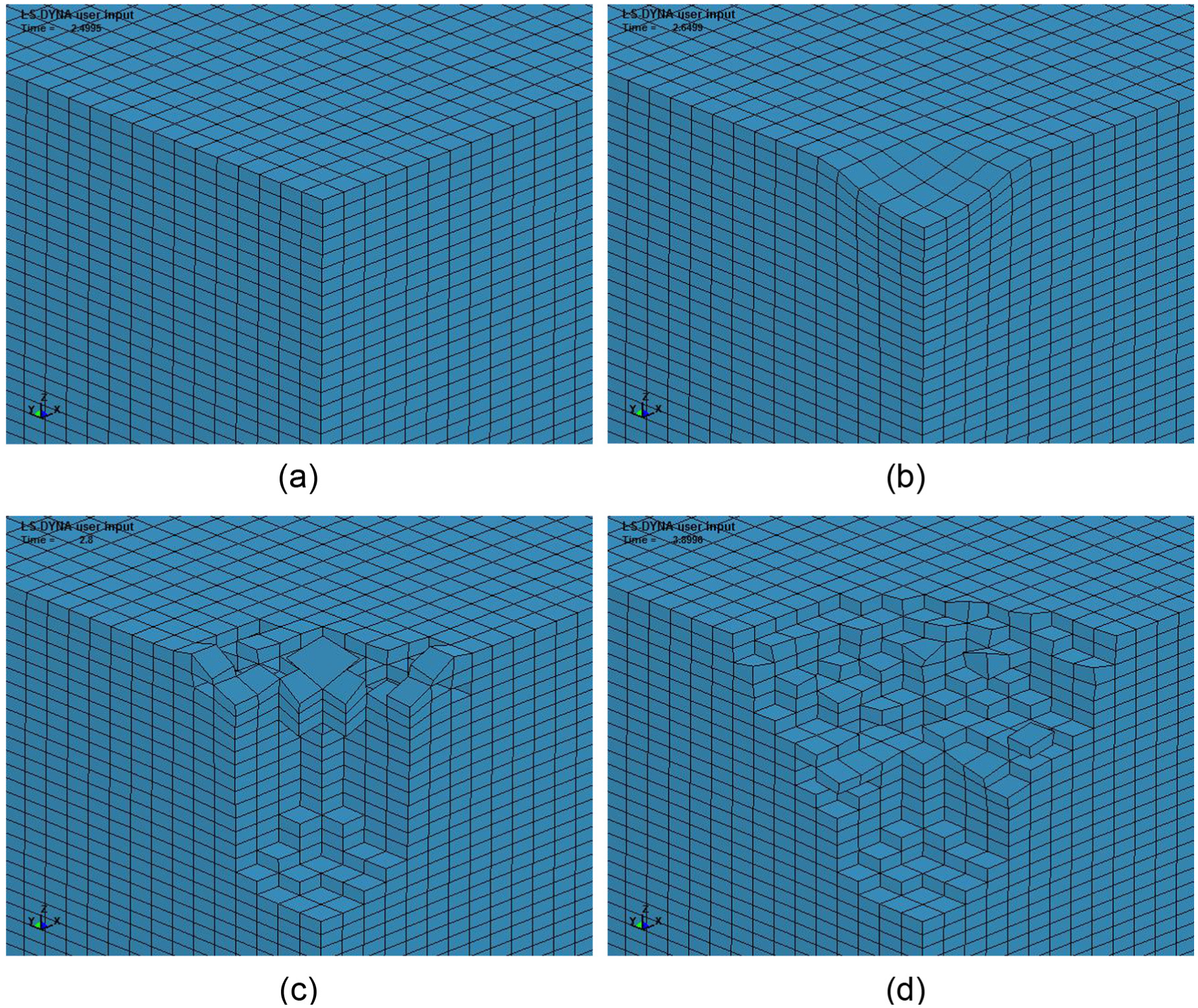
Rock plastic deformation map: (a) t = 2.4995 µs, (b) t = 2.6499 µs, (c) t = 2.8 µs, and (d) t = 3.8996 µs.
The impact effect of abrasive particles velocity on rock
0° was selected as the abrasive impact angle, 0.2 mm was selected as the abrasive particle size, sphere was selected as the abrasive shape, and 80, 100, 120, 140, and 160 m/s were selected as the incident speed of the abrasive particles. The impact effect of abrasive particle velocity on rock was studied using different abrasive particle incident velocity.
The definition of erosion rate E is 32

where
Figure 8 shows the relation curve of the incident velocity and erosion rate. As shown in the figure, the velocity of abrasive is almost linear with the erosion rate of rock. The bigger the velocity of the abrasive particle, the bigger the erosion rate of the rock. When the velocity of the abrasive particle is 160 m/s, the erosion rate reaches the maximum. So, the speed of abrasive particle can be increased to increase the erosion rate, but it should not be increased without limit. The pressure provided by the water pump which is used for the acceleration of the abrasive particle is certain.

The relation curve of the incident velocity and erosion rate.
Figure 9 shows the relation curve of the incident velocity and the erosion depth. As shown in the figure, the velocity of the abrasive particle is not linear with the erosion depth of the rock. When the velocity is very small, the erosion depth has a trend of slow increase with the increase of the velocity. But when the speed increases to 120 m/s, the erosion depth of the rock has a sharp increase. But on the whole, the erosion rate of the rock is constantly increasing with an increase in the velocity of the abrasive particle. The changing tendency between the simulated results of Figure 9 and the experimental results of Figure 3 has little difference. The accuracy of the numerical simulation was verified by the analysis, so the relationship between erosion rate and abrasive particle size and the abrasive particle shape can be obtained by the simulation.
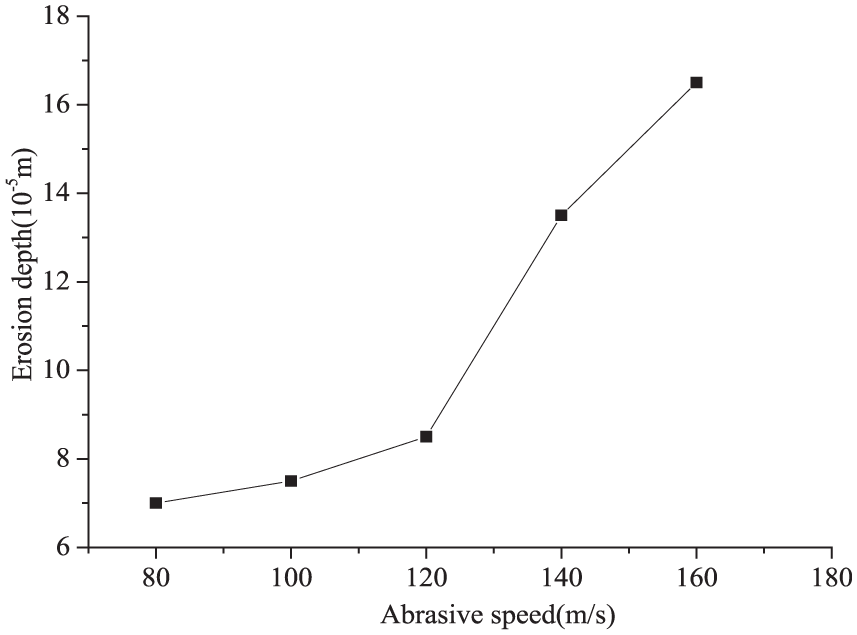
The relation curve of the incident velocity and the erosion depth.
The influence of the abrasive particle size on the impact effect of rock
0° was selected as the abrasive impact angle, 100 m/s was selected as the impact velocity, sphere was selected as the abrasive shape, and 0.15, 0.2, 0.212, 0.28, and 0.3 mm were selected as the abrasive particle size. The impact effect of rock was studied by selecting different abrasive particle size.
Figure 10 shows the relation curve of the abrasive particle size and erosion rate. When abrasive particle size is between 0.15 and 0.3 mm, the erosion rate of the rock continues to decrease with an increase in the abrasive particle size. Erosion rate is the largest when the abrasive particle size is 0.15 mm. Figure 7 also reflects that when the particle size is not same, the erosion rate difference is not so great.

The relation curve of the abrasive particle size and erosion rate.
Figure 11 shows the relation curve of the particle size and the erosion depth of the rock. When abrasive particle size is between 0.15 and 0.3 mm, the erosion depth of the rock is constantly increasing with an increase in the abrasive particle size. But the relationship between the two is not linear. The erosion depth of the rock will reach the maximum when the particle size is 0.3 mm. Because the kinetic energy of the abrasive particle increases with an increase in the particle size, then the erosion depth of rock will also increase.
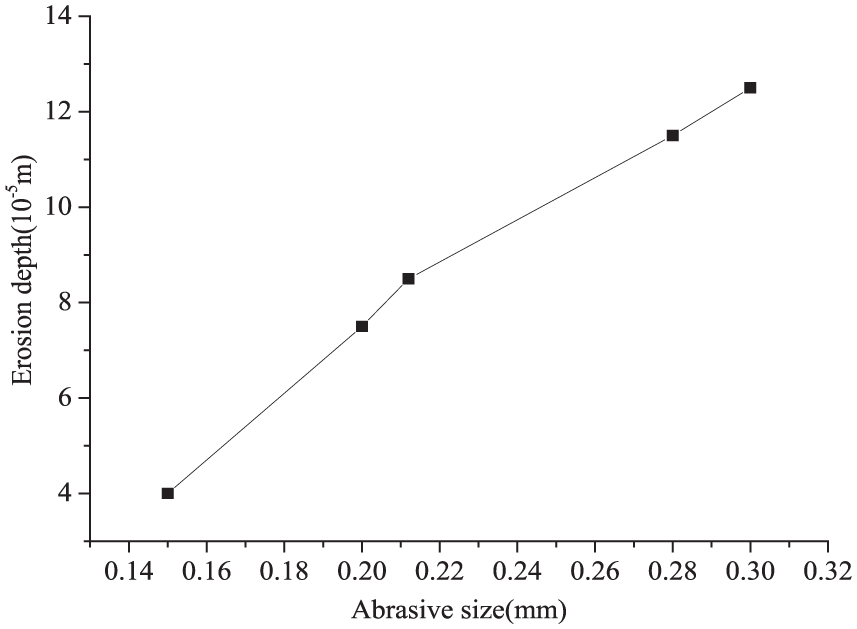
The relation curve of the particle size and the erosion depth.
The influence of the abrasive particle shape on the impact effect of rock
0° was selected as the abrasive impact angle and 0.2 mm was selected as the abrasive particle size. The impact effect of rock was studied with sphere abrasive particle and cube shape abrasive particle.
Figure 12 shows the relation curve of the abrasive shape and erosion rate of rock. As can be seen in the figure, when both the abrasive particle size and speed are same, abrasive shape will have the greatest influence on the erosion rate of rock. Within the speed scope 60–80 m/s, when the speed is not so big, the erosion rate of cube shape abrasive particle is smaller than that of spherical one. But with an increase in the speed, the erosion rate of cube shape abrasive particle gradually increases than that of the spherical one. The erosion volume of cube shape abrasive particle increases relatively faster and the volume of cube shape abrasive particle is relatively smaller compared with the spherical one at the same size, so is the quality. Therefore, the erosion rate of cube shape abrasive is larger.

The relation curve of the abrasive shape and erosion rate.
Figure 13 shows the relation curve of the abrasive shape and erosion depth of rock. As can be seen in the figure, the erosion depth increases with an increase in the speed of the abrasive particle. But both the speed and the erosion depth of the two different shapes are nonlinear. When the velocity is same, the erosion depth of the spherical abrasive particle on the rock is greater than that of cubic one on the rock.

The relation curve of the abrasive shape and erosion depth.
Conclusion
Under the same conditions, in the erosion process of abrasive particles on the rock, the greater the impact velocity of abrasive particles, the better the impact effect. Because when the velocity gets bigger, the kinetic energy will become larger. Then, the erosion volume, the erosion depth, and the erosion rate will become very large and the relationship between the erosion velocity of abrasive particles and the erosion rate of the rock is almost linear. But the velocity cannot be increased without limit, because the pressure provided by the water pump which is used for the acceleration of abrasive particles is certain. So, in mines, the water pressure for cutting rock, bolt, and other metal materials can be obtained based on the simulation result.
Under the same conditions, in the erosion process of abrasive particles on the rock, the bigger the size of abrasive particles, the bigger the kinetic energy of them and also the erosion depth and erosion volume on the rock and steel. But when the particle size increases, the erosion rate of abrasive particles on the rock will decrease gradually.
Under the same conditions, in the erosion process of abrasive particles on the rock, with an increase in the velocity of abrasive particles, the erosion rate of cube shape abrasive particle is gradually bigger than that of the spherical one. Because the erosion volume of cube shape abrasive increases relatively faster and the volume of cube shape abrasive particle is relatively smaller compared with the spherical one at the same size, so is the quality. Therefore, the erosion rate of cube shape abrasive gets larger gradually. The research results provide theoretical basis for optimizing the parameters of pre-mixed AWJ using in mines.
Footnotes
Acknowledgements
The authors thank the editor and anonymous reviewers’ who improve this paper.
Academic Editor: Noel Brunetiere
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Fundamental Research Funds for the Central Universities (no. 2011QZ02).