
Abstract
The multi-objective optimization problem includes plate nesting, production planning, scheduling, and equipment capacity optimization in the complex manufacturing process of metal structures. For the best optimization results, a global collaborative optimization of the manufacturing system is necessary. A multi-objective optimization model for optimized nesting, optimized scheduling, dispatch optimizing, and equipment load balancing is constructed, and an improved hierarchical genetic algorithm is then developed for a better solution. A hierarchical structure of three chromosomes is designed in this algorithm. The algorithm can be used to simultaneously solve the layout selection, process sequencing, and machine selection problems. The algorithm shortens the production cycle, reduces the number of work in process, and improves equipment utilization through the application of collaborative optimization. The computational result and comparison prove that the presented approach is quite effective to address the considered problem.
Keywords
Introduction
Since the development of welding technology, metal structures have been widely used in engineering machinery, shipyards, marine machinery, port machinery, and other fields. For example, in mechanical engineering, a total consumption of more than 70% materials is used for metal structures. However, because of technology, management, and traditional habits, the application of optimization method in the metal structure manufacturing industry remains very limited. The majority of metal structure enterprises remain in the traditional processing mode, which seriously restricts the development of the metal structure industry.
The process of manufacturing metal structures is shown in Figure 1. First, parts of different shapes are cut from a steel plate. Second, some parts are machined (e.g. boring, milling) and others are bent. Third, those parts are welded together in a sequence.

The manufacturing process of metal structure.
In the metal structure manufacturing process, understanding how to improve plate utilization while improving the plant production management level and reducing production costs for all factories is an important challenge.
Due to a lack of collaborative optimization (CO) and effective control during the manufacturing process, it is difficult to gain global optimization in material utilization and achieve equipment capacity balance. Material utilization also fails to simultaneously meet group processing, parts’ set management, equipment capacity distribution, and high material utilization standards. This process restricts the metal structure from further enhancing the manufacturing industry. Therefore, it is necessary to study CO for metal structures in the manufacturing process.
Metal structure manufacturing systems are composed of numerous units or subsystems, including sheet cutting units, parts’ welding units, materials, various types of personnel, and information systems. These units collaborate and accomplish a specific task together with a certain structure, such as hierarchical stratification and dispersed distribution. To globally optimize metal structure manufacturing systems, an in-depth study of the system characteristics and the regulation of system operations is needed. Efforts are needed to identify the intrinsic link between the various global and local subsystems, design a manufacturing system operation scheme that has high-performance efficiency, and ensure the system operates effectively by managing and controlling the system operation.
To date, there are only a few studies in the literature on optimization methods in the production process of metal structures. Many researchers focus on the cutting-stock problem, are concerned with production planning problems, or only focus on scheduling problems and have achieved fruitful results from such efforts. Many algorithms and approaches are used to address the cutting-stock problem, including conventional optimization algorithms and various metaheuristic algorithms. For instance, Gomes, 1 Song and Bennell, 2 Bennell et al., 3 Cui and Chen, 4 Xie et al., 5 and others proposed some nesting algorithms and offered some suggestions regarding the two-dimensional cutting-stock problem. There are some articles concerning the combined cutting-stock and lot-sizing problems. Nonäs and Thorstenson 6 sought to find an optimal production schedule that involves a solution to the combined two-dimensional irregular cutting-stock and lot-sizing problems. These authors proposed a problem formulation and suggested different algorithms (e.g. local search and simple tree-search algorithms) to address the combined cutting-stock and lot-sizing problems. Gramani and Franca 7 considered production planning for various periods when they solved the combined cutting-stock and lot-sizing problems. They formulated a mixed-integer mathematical model and developed a solution method based on an analogy with the network shortest path problem. Those articles are concerned with how to generate the nesting layout and minimize the trim loss. However, these articles have neglected some complex constraints for optimizing cutting, such as process, delivery, and inventory constraints. Therefore, the cutting and scheduling optimization problems should be considered together to achieve a solution.
Many researchers have studied production planning and optimization decisions based on the production scheduling and inventory controlling perspectives.8–10 For instance, Ueda 8 introduced a new synthetic method for production controlling and planning, which can assess and control the range of cost and completion time. To reduce the risk of delay in delivery, Stefansson 10 proposed an efficient and practical modeling method for production planning and scheduling. Material utilization was not considered by these methods; therefore, they are not applicable to the optimization problem of the metal structure manufacturing process.
The scheduling problem has been studied extensively. For example, Allahverdi et al. 11 classified scheduling problems into batch and non-batch and sequence-independent and sequence-dependent setup and further categorized the literature according to the shop environments of single machine, parallel machines, flow shops, and job shops. The metal structure manufacturing process optimization problem is related to the non-identical parallel-machine scheduling problem. Li and Yang 12 reviewed the non-identical parallel-machine total weighted/weighted completion time problems. Van Hop and Nagarur 13 proposed a new approach to solving the printed circuit board (PCB) scheduling problem on a set of non-identical machines. This approach model–related grouping, sequencing, and component tasks by developing one integrated problem with the objective of minimizing the total makespan. Balin 14 proposed a genetic algorithm (GA) approach, which minimized maximum completion time (makespan) and combined the non-identical parallel-machine scheduling problem with fuzzy processing times. To adapt GA to the non-identical parallel-machine scheduling problem, this author proposed a new crossover operator and optimality criterion. Even though some articles have considered non-identical parallel-machine scheduling, few relate to non-identical parallel machines with process constraints. Therefore, such methods are not suitable for solving the metal structure CO problem.
The optimization problem can be divided into a sub-optimization problem by CO technology. The sub-optimization problem can be solved independently, and the best overall design can be achieved using the coordination strategy. Due to consistency constraints, the method of CO was first used to solve the optimization problem of complex systems by Kroo et al. 15 In recent years, CO methods have been of great interest to researchers. Long et al. 16 used the linear weighted sum method to solve the multi-objective problem by transforming these approaches into a single-objective problem using the CO strategy. The optimization results of this method depend heavily on weighting coefficient selection. McAllister et al. 17 used the linear physical programming method, combined with the CO strategy, to solve the multi-objective multidisciplinary optimization (MDO) problem. The Pareto set can be achieved by this method, which does not rely on a subjective weighting factor. Aute and Azarm 18 used the Pareto GA, combined with CO strategies, to solve the multi-objective optimization problem. These studies showed that the CO strategy successfully solved the multi-objective optimization problem.
Altogether, there are some studies that discuss the cut stock, production optimization, scheduling, and CO technique problems. However, no studies have investigated the CO of the metal structure manufacturing system, which restricts the metal structure manufacturing industry from further improving. Therefore, it is very necessary to study the CO of the metal structure manufacturing process.
In this article, we take the metal structure of engineering machinery as the study subjects. We analyze the relationship between cutting optimization, planning optimization, and scheduling. A collaborative and multi-objective optimization problem in the metal structure manufacturing process is proposed. To optimize products’ processing time, manufacturing costs, and equipment utilization, we discuss how to arrange parts or cutting pattern processing sequences and resources to meet the constraint condition premise. A multi-objective mathematical model for cutting, planning, and scheduling optimization is built, and an improved hierarchical genetic algorithm (HGA) is proposed to solve this model. The computational results of a practical case study prove that the presented approach is quite effective to address the considered problem. The flowchart of the presented approach is shown in Figure 2.

The flowchart of the presented approach.
The remainder of this article is organized as follows. In section “Mathematical modeling,” a mathematical model of the CO of the metal structure production process is presented. In section “An improved HGA,” a process for solving the problem with an HGA is demonstrated. Then, the results of the computational experiment are described in section “Computational experiments.” Finally, the conclusions and future directions are provided in section “Conclusion.”
Mathematical modeling
We consider the CO problem of n parts generates p cutting plan (a cutting plan includes several nesting layouts) for m non-identical parallel machines with process constraints, where m < n. The nesting layout is a basic unit in the cutting process and is cut by different cutting machines at different speeds. The part is the basic unit in other process (e.g. bending, machining), and the same part is processed by different machines at the same speed but is not cut. In other words, it is a non-identical parallel-machine scheduling problem for the cutting process and an identical parallel-machine scheduling problem for other processes. The optimization objective includes material utilization, makespan, and equipment load balancing to minimize the completion time of each machine. This objective faces a non-identical parallel-machine scheduling problem with process constraints. The previous literatures have not discussed or solved the modeling of this problem.
The problem can be summarized by the following points:
The products’ pass rate is 100%; in other words, there is no reprocessing.
Once work has begun, it must not be interrupted.
A cutting plan contains a number of independent nesting layouts.
Each part has the same processing priority.
Empty travel time is ignored; in other words, the processing time is the actual cutting time.
Setup time includes the punch time, collection time (the time of collect parts after completing the cut), and the time used to adjust steel on the cutting machine.
The cutting process includes a special process constraint set by the cutting machine. CP i means nesting layout. P i can be used, CP i ∈ M and CP i ≠ Φ.
Definition
i part index, i = 1,…, I
I number of part
j production process index, j = 1,…, m
Ji production process set of part i
L cutting plan index
l_n nesting layout index of the cutting plan l
m machine’s index
M number of machines
Pl_n nth nesting layout of the cutting plan l
LN number of nesting layouts which the cutting plan l includes
S_parti area of part i
S_layoutl_n nth nesting layout of cutting plan l
SMij production process j available machine set for part i
LRi cut length of part i
VPl_nm cut speed of nesting layout Pl_n on machine m
Pnl_n number of punches which nesting layout Pl_n includes
tpl_nm cut time of nesting layout Pl_n on machine m
STijm start process time of part i on the production process j and machine m
tijm process time of part i on production process j and machine m
CTi completed time of part i
Cijm completed time of part i on production process j and machine m
CMij set of machine for part i on production process j
Decision variables


Objective function
Minimize trim loss

Minimize makespan

Minimize maximum load

Subject to










Constraint formula (4) represents part Ri and part Rk, which do not overlap. Constraint formula (5) represents part Ri and is nested within sheet S_layoutl. Constraint formula (6) represents each part and can be processed on only one machine. Constraint formula (7) represents the completion time of part x and part y, which are in the same cutting layout. l_n is identical to the cutting processing completion time of cutting layout l_n. Constraint formula (8) represents the production process j available. The machine setting for part i is non-null. Constraint formula (9) represents the processing sequence constraint. The parts are processed in a certain sequence. There are four components in equation (10). The first component represents the cutting time; the second component represents the collection time (i.e. the time of collecting each part that has been cut is 0.5 min), the third component represents the punch time (punching a hole takes 0.3 min), and the forth component represents the sheet placing time (placing one sheet on the cutting machine takes 5 min). Equation (11) represents the completed time of production process j on machine m for part i.Equation (12) represents the last completed time of part i. Constraint formula (13) represents the machine constraint that only one part can be processed on one machine at the same time.
As the problem size increases, the solution becomes very complicated. The problem may even be impossible to solve with conventional optimization methods. Research has proven that the problem is non-deterministic polynomial (NP)-related. The HGA has strong global search capability. 19 Therefore, an improved HGA is used to solve this model.
An improved HGA
The HGA was proposed by Tang et al. 20 based on the hierarchical structure of chromosome genetics. The hierarchical structure consists of parameter and control genes. Parameter genes exist at the lowest level, and control genes reside at the higher levels of the parameter genes. 21 The parameter genes are controlled by the control genes. In addition, to speed the convergence rates and resolve local convergence issues, a type of adaptive crossover and mutation probability is used in this algorithm.
Code
If binary encoding is used to solve this problem, the chromosome will be very complex and crossover operator and decoding will be difficult. 22 Therefore, natural number encoding is used to overcome these difficulties. The process of natural number encoding is shown in Figure 3.

The process of natural number encoding.
For example, six parts were generated by three cutting plans. Each cutting plan has three nesting layouts. Parts are processed through four processes on 10 different machines. The cutting plan selected is shown by the second-level control genes. The value of the first number on the right represents the cutting plan number. The remainder of the numbers represents the nesting layout numbers. The processing order is shown by the first control genes. The value of the first number on the right represents the manufacturing processes. The remainder of the numbers represents the parts. The machine selected is shown by the parameter genes. The value represents the number of machines.
Initial population
The metal structure manufacturing process optimization problem can be divided into three sub-problems, including cutting pattern selection, parts’ processing order, and machine selection. A set of feasible solutions were generated using different methods for each sub-problem. For example, a cutting plan (i.e. second-level control gene) is chosen randomly. The parts’ processing order (i.e. first-level control gene) is determined using a heuristic rule. All parts are ordered according to their machining process, and a set of parts processing orders contain Nind processing orders where Nind represents the size of the population. This set is generated randomly for those parts that have the same machining process. Then, Nind feasible processing orders are obtained. Finally, one available machine is assigned randomly for each part of each possible processing sequence.
Note
Those parts that are contained in a nesting layout could be considered as a whole (a part) in the cutting process and could not be separated. Those parts that are welded together in the welding process could not be separated. Those parts that are contained in a nesting layout are assigned the same cutting machine, and those parts that are welded together are assigned the same welding machine.
Fitness function
Individual fitness is determined by the Pareto rank value and the level of similarity between individuals of the same rank. 23 This algorithm introduces niche values to maintain population diversity.
The sharing evaluation function is used to estimate the level of similarity between two individuals. This function is represented by sh(dij), and its value could be obtained by formula (14). In this formula, dij represents the Euclidean distance between individual i and individual j, and its value can be obtained by formula (15). The sharing function value is larger, and the level of similarity between individuals is higher

where α = 1, and

where
The niche value could be obtained by formula (16)

where
The individual fitness is obtained by formula (17)

Selection
The selection process is based on the fitness of the individuals. Higher fitness results in more frequent selection. There are different selection rules, such as the roulette wheel implementation, tournament selection, and elitism. The roulette wheel selection method, in which the individual probability of being selected is proportional to the relative fitness of the entire population, is used in this article. The step-by-step details are provided as follows:
Step 1: Add the fitness value of each individual to
Step 2: Calculate each individual probability of being selected by formula (18)

Step 3:
Step 4: End after repeating Step 3
If the fitness value of individual i is higher, the interval
Crossover
In this article, a combination of multi-point crossover and heuristic algorithms is used to crossover the control genes. The basic principle is as follows: there are n parts that need to be processed. Two crossover points, x and y (x < n, y < n), are randomly selected from two parents (individuals A and B). The crossover process is shown in Figure 4. For offspring
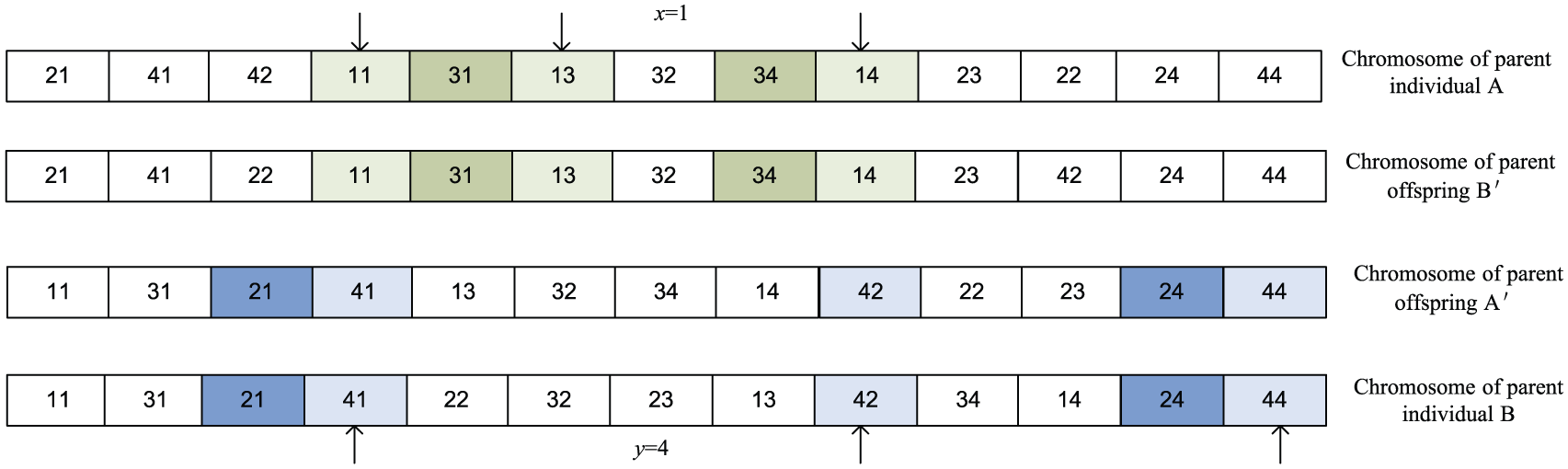
The first-level control genes’ crossover operating process.
The crossover operation of the parameter genes is prone to illegal solutions. For example, the first manufacturing procedure of part 1 and the third manufacturing procedure of part 2 are assigned machine M1 and M6. If the two positions are exchanged, the first manufacturing procedure of part 1 is assigned machine M6, and the third manufacturing procedure of part 2 is assigned machine M1. In fact, the first manufacturing procedure of part 1 could not be processed on machine M6. Therefore, the crossover operator process applies only to the control genes.
Mutation
Sequence variations were changed for the second-level control genes. Two parent gene points were randomly selected. Then, the values of the selected points of the parent genes are exchanged with each other. If the point of the latter gene is in the front of the gene from the previous manufacturing procedure, the points of these two genes should be interchanged. For example, Figure 5 shows that parent A’s gene is p = [21 41 42 11 31 13 32 34 14 23 22 24 44]. The variation points are 6 and 10, and the variation gene is p = [21 41 42 11 31 23 32 34 14 13 22 24 44] after the variation operator process. The third manufacturing procedure of part 2 (point 6) is in the front of the second manufacturing procedure of part 2 (point 11). Therefore, point 6 of the variation gene and point 11 were interchanged. Offspring A′’s gene is p = [21 41 42 11 31 22 32 34 14 13 23 24 44]. In addition, the parts of the same layout are regarded as a whole for the cutting process and cannot be split. The parts that are welded together are also regarded as a whole in the welding process.

The first-level control genes’ variation operating process.
Integer variation is used for the first-level control and the parameter genes. For example, the parent parameter gene is replaced by the integer k (k
An adaptive mutation probability pmuta is designed as follows

Stop criteria
In this article, the maximum iteration was used to stop the optimization process, which is simple and easy to use. In other words, the algorithm will stop when the iteration reaches the maximum iteration setting.
Based on these rules and definitions, an HGA is used to solve the CO of manufacturing processes as follows:
Step 1. Generate the initial population, set the number of iteration as 0, and initialize the parameter.
Step 2. Identify the population Pareto set and assign its rank, calculate the population fitness of each individual, and copy the front fitness Elite_Size individuals to the elite list.
Step 3. Perform selection, crossover, and mutation.
Step 4. Add the individuals from the elite list to the population, calculate the fitness population of each individual, identify this population’s Pareto set, and assign its rank.
Step 5. Retain less rank level Nind individuals, use the previous Elite_Size individuals to update the elite list, and update the population’s Pareto optimal solution set (i.e. the number of iteration plus 1).
Step 6. If the number of current iterations is less than the maximum iteration number, go to Step 3. Otherwise, output the optimal solution and end.
Computational experiments
Currently, there are no metal structure manufacturing benchmarks for the CO of manufacturing processes in metal structure manufacturing system. To prove the proposed optimization approach, the solution strategy performance is evaluated by solving actual production data from a Chinese metal structure manufacturer.
Three different cutting patterns for each group’s cutting parts were generated by nest software (SmartNest). There are three cutting machines (CM1, CM2, and CM3) with speeds of 600, 500, and 400 mm/min, respectively. Machining (MM4, MM5, and MM6), bending (BM7 and BM8), and welding (WM9, WM10, and WM11) machine processes also exist with the same ratio of cutting speeds. This algorithm has been implemented in MATLAB2014b. We present the results of the experiments performed on a computer with a 3.30 GHz Intel® Core™ i5-4590 and 8.00 GB of random access. The maximum iteration was set 200, and the computation time was 192.5 s. The results of selecting cutting patterns and scheduling a Gantt chart are shown in Figures 6 and 7, respectively. Table 1 shows a comparison of before and after the CO.

The layout of cutting pattern 4.

Gantt chart for process scheduling.
Results’ table of different methods.

Compared with the method proposed in this article, the material utilization is higher, but other targets (makespan, maximum load) are very poor. The material utilization increased by 0.6%. However, the makespan and maximum load decreased by 13.1% and 6.4% of other targets, respectively. Selecting the higher material utilization cutting pattern is not always better. CO of manufacturing processes in metal structure manufacturing systems better meets the actual needs.
Conclusion
The collaborative metal structure manufacturing optimization process was introduced in this article. A multi-objective mathematical model for optimized layout, optimized scheduling, dispatch optimizing, and equipment load balancing was proposed. To better solve this model, an improved HGA is developed. This algorithm designed a hierarchical structure of three chromosomes that were used to simultaneously solve the layout selection, process sequencing, and machine selection problems. The collaborative metal structure manufacturing process optimization problem can be effectively solved by this method, and a detailed case study was used to demonstrate its effectiveness. In addition, this method has been successfully used in the material forming division of a Chinese construction machinery company, and it has achieved good results. In the future, we will collect more practical case studies to verify the effectiveness of the proposed method.
Footnotes
Academic Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the scientific research project of the Hubei Province Education Department (grant no. Q20151408), Science and Technology Research Program of Hubei Provincial Department of Education (grant no. B2016051), Open Fund of the State Key Laboratory of Rolling and Automation (grant no. 2016001), and the Hubei University of Technology High level Talent Fund.