
Abstract
In order to conduct resource sharing and deployment in cloud manufacturing environment, a concept of collaborative manufacturing chain was proposed. Based on machining tasks with the sequential characteristics, the proposed model considering the criteria of service cost, service time, service quality and service utilization was constructed. Fuzzy analytical hierarchy process was adopted to add the above multi-criteria model to a single objective problem. Then, an improved firefly algorithm was used to solve a reasonable collaborative manufacturing chain scheme. Based on the discrete characteristics of the collaborative manufacturing chain, iterative position function was improved to make the solution space to be a discrete domain. Furthermore, particle swarm optimization was used to optimize the step length factor α, attraction degree β0 and light absorption coefficient γ so as to prevent the firefly algorithm from local optimum. Compared with the genetic algorithm, numerical result suggests that the improved firefly algorithm has more advantages in convergence speed and solving efficiency. It is expected that this study can provide a useful reference for the service composition of collaborative manufacturing chain.
Keywords
Introduction
Cloud manufacturing (CMfg) is a new service-oriented manufacturing mode, which can deploy online machining resources and provide an on-demand service for all kinds of prosumers.1–3 It covers the whole product life cycle activities (such as product design, fabrication, testing, sales, maintenance and recovery), aiming to realize the sharing and integration of social resources. In the context of CMfg, distributed resources were encapsulated into cloud platform as service providers. 4 However, cloud users in different locations can demand services ranging from product design, fabricating and all other stages of a product life cycle. Therefore, CMfg can provide a global, distributed and effective solution for the manufacturing industry. The machining resources utilization was limited not only to a single enterprise but also to the cloud collaboration among different enterprises.
To conduct the sharing and optimization deployment of service resources, a concept of collaborative manufacturing chain (CMC) was proposed. Around the manufacturing process of products, it is a kind of service composition with sequence characteristics of various machining tasks. That is, the output of the former service resources was the input of the latter service resources. Therefore, CMC is inter-enterprise resource integration with a view to reduce production cost, shorten production cycle and improve product quality. Since the service resources distributed in different enterprises, transportation time and cost are the factors to be considered. Besides, it is also critical to ensure the high-quality processing and the balanced utilization of service resources. Consequently, the CMC model was a multi-criteria problem with comprehensive consideration of service time, service cost, service quality and service utilization.
There are two highlights in this article. First, a multi-criteria CMC model considering the criteria of service cost, service time, service quality and service utilization was built. In view of different attributes of above four criteria, fuzzy analytic hierarchy process (FAHP) was adopted to add the above model to a single objective problem. Second, a firefly algorithm (FA) was improved to solve a reasonable CMC scheme. In the light of CMC is a discrete optimization problem, iterative position function was used to make the solution space to be a discrete domain. Besides, particle swarm optimization (PSO) was used to optimize the step length factor α, attraction degree β0 and light absorption coefficient γ so as to prevent the FA from local optimum.
The rest of this article is organized as follows. Section “Brief review” presents a brief review of CMC. Its model is given in section “CMC model.” Section “An improved FA based on PSO” shows an improved FA based on PSO. In section “Numerical example,” a numerical example is provided to illustrate the feasibility of the proposed method. Conclusions are drawn in section “Conclusion.”
Brief review
CMfg has been proposed and become a hot topic in the past 5 years. Xu 1 and Wang and Xu 5 discussed the utilization of cloud computing in manufacturing industry and presented an interoperable manufacturing perspective. He and Xu 6 reviewed the state of the art in the area of CMfg and identified recent research directions. Tao et al. 7 and Zhang et al. 8 discussed the concept, architecture, core enabling technologies and typical characteristics of CMfg. Besides, Huang et al. introduced a CMfg service platform for small- and medium-sized enterprises. 9 By analyzing features of CMfg resources, a multi-level resource virtualization method was constructed and a multi-granularity resource classification algorithm was presented for cloud services encapsulation. 10 In the environment of CMfg, the cooperation among enterprises is becoming more and more frequent. 11 CMC was a combination of service resources involving a lot of inter-enterprise collaboration elements, such as transportation cost, time, resource utilization and quality. Lin et al. 12 proposed a global optimization model for the manufacturing resources and capability allocation under the multi-centric architecture. As for the CMC, Cheng et al. 13 proposed a multi-objective optimization model considering the cost and production load with time-sequence constraints. But the service time and service quality among collaborative enterprises are not involved in their model. Therefore, a comprehensive CMC model considering the service cost, service time, service quality and service utilization was established in this article.
At present, various swarm intelligence algorithms, such as ant colony optimization (ACO), genetic algorithm (GA), PSO, artificial bee colony (ABC) algorithm and artificial fish swarm algorithm (AFSA), have been used to solve the combination optimization problem. 14 For example, Lin and Chong 15 presented a GA-based resource-constraint project scheduling, incorporating a number of new ideas (enhancements and local search) for solving computing resources allocation problems. Seghir and Khababa 16 proposed a hybrid GA to solve the QoS-aware cloud service composition problem. Xu 17 adopted an ABC algorithm to match a dedicated manufacturing cloud to customer’s requirements. Recently, FA has shown impressive performances in solving optimization problems.18–20 As a member of the swarm intelligence family of algorithms, FA was proposed by Professor Yang, 21 University of Cambridge, in 2009. It is derived from the phenomenon of clustering activity of fireflies at night. Since FA is a stochastic algorithm using a kind of randomization to search for a set of solutions, it has the advantages of less parameters and easy realization compared with the traditional swarm intelligence algorithms. 18 However, the FA needs to be modified or hybridized when solving CMC scheme. It is noted that the solution of standard FA belongs to continuous real domain, such as proportional–integral–derivative (PID) parameters, function optimization, image processing and data mining, while the solution of CMC optimization problem belongs to discrete integer domain. Therefore, iterative position function was improved to make the solution space to be a discrete domain. Besides, step length factor α, attraction degree β0 and light absorption coefficient γ have an important influence on the convergence speed and global optimization of FA. PSO was used to optimize the above parameters to make up for the shortcomings of the FA.
CMC model
Machining tasks with sequential characteristics
According to parts outsourcing strategy,
22
a CMC including n machining tasks can be denoted as MT ={MT1, MT2, …, MTi, …, MTn}. As shown in Figure 1, directed graph D = (V(D), A(D)) was used to describe the sequential characteristics of different machining tasks. V(D) is a set of nodes representing the machining tasks; A(D) is a set of directed arcs representing the sequence between the machining tasks. For the directed arc
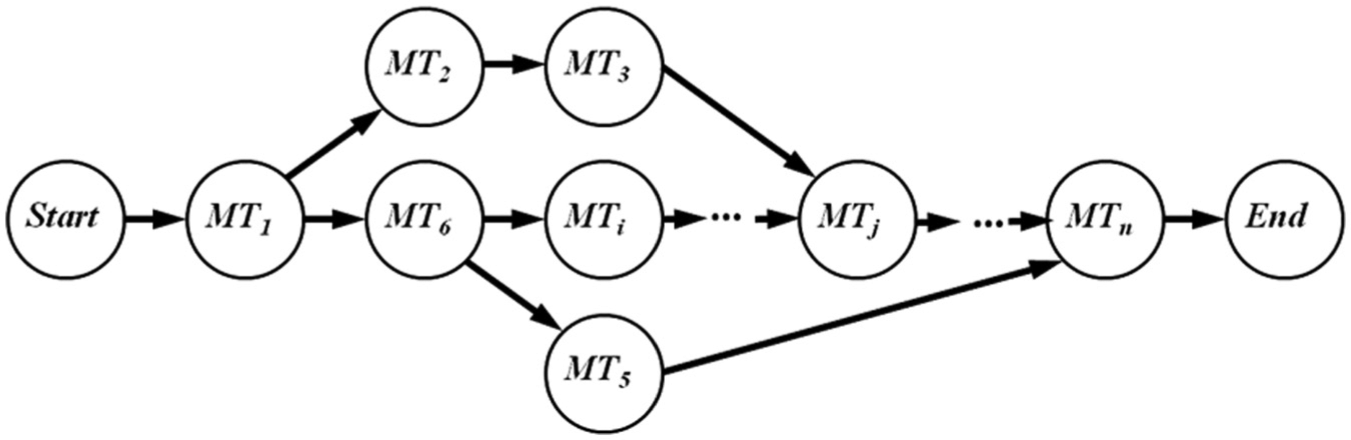
Collaborative manufacturing chain of a product.
Objective function
The service time T, service cost C, service quality Q and service utilization H were used to evaluate a CMC.
Service time T
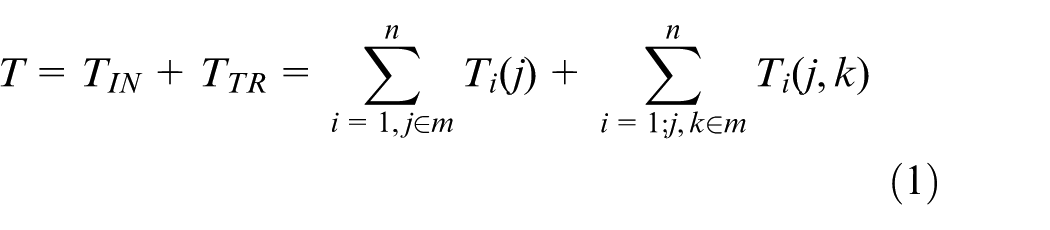
where TIN denotes the total time of machining tasks on service resources, TTR denotes the transportation time of machining tasks among different service resources, Ti(j) denotes the service time of machining task i on service resource j and Ti(j,k) denotes the transportation time of machining tasks i from the service resource j to the service resource k.
Service cost C
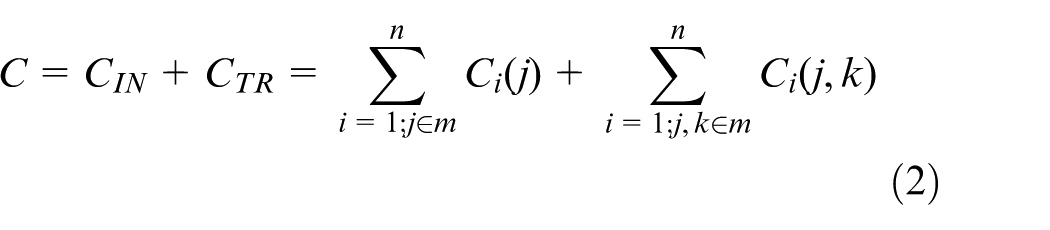
where CIN denotes the total cost of machining tasks on service resources, CTR denotes the transportation cost of machining tasks among service resources, Ci(j) denotes the service cost of machining task i on service resource j and Ci(j,k) denotes the transportation cost of machining tasks i from the service resource j to the service resource k.
Service quality Q

where Qi(j) denotes the qualification rate of machining task i processed on service resource j. Q denotes the qualification rate of CMC. In CMfg environment, there is a certain risk to establish a CMC. Once a machining task fails, the entire manufacturing chain is not qualified. It was mainly used to evaluate the feasibility and effectiveness of establishing a CMC.
Service utilization H

where hmax denotes the maximum service time of a resource in present scheme and hmin denotes the minimum service time of a resource in present scheme. Therefore, H is determined according to the present scheme. They are changeable with the iteration of algorithm. It is mainly used to balance the service time of different resources in a CMC.
Then, a fuzzy weighted method was adopted to add the above four criteria functions to a single objective optimization problem. The weighted values of service time T, service cost C, service quality Q and service utilization H were denoted as wT, wC, wQ and wH, respectively. It must be noted that wT + wC +wQ+wH = 1. Due to different physical units of TCQH, it is essential to normalize the four criteria. The objective function can be formulated as
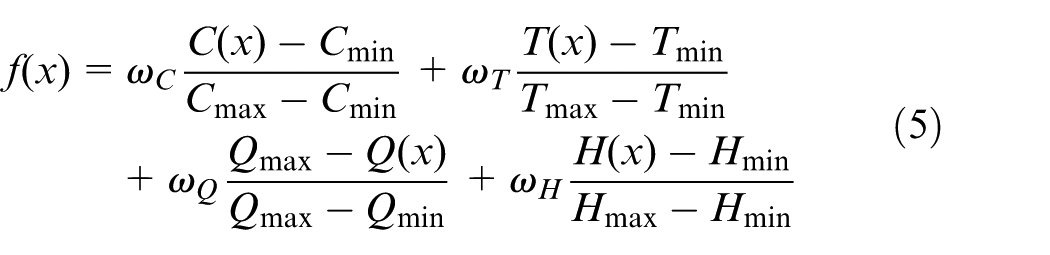
where Cmax denotes the maximum service cost in present population, Cmin denotes the minimum service cost in present population, Tmax denotes the maximum service time in present population, Tmin denotes the minimum service time in present population, Qmax denotes the maximum service quality in present population, Qmin denotes the minimum service quality in present population, Hmax denotes the maximum service utilization in present population and Hmin denotes the minimum service utilization in present population. C(x) denotes the service cost in present scheme, T(x) denotes the service time in present scheme, Q(x) denotes the service quality in present scheme and H(x) denotes the service utilization in present scheme. It must be noted that Cmax, Tmax, Qmax, Hmax, Cmin, Tmin, Qmin and Hmin were determined according to the present population. They are changeable with the iteration of algorithm.
Constraint conditions
In order to avoid the unreasonable results in the scheme and improve the solving efficiency, we set the constraints of service cost C, service quality Q and service time T.
Cost constraint
For the machining task i, its service cost on the service resource j must be less than the predetermined maximum service cost [Ci]; for the CMC, its total cost must be less than the total predetermined maximum cost [C]

Time constraint
For the machining task i, its service time on the service resource j must be less than the predetermined maximum service time [Ti]; for the CMC, its total time must be less than the total predetermined maximum time [T]

Quality constraint
For the machining task i, its service quality on the service resource j must be better than the predetermined service quality [Qi]; for the CMC, its total service quality must be better than the total predetermined service quality [Q]

Generally, the predetermined [Ci], [Qi] and [Ti] were mainly used to control the individual unsuitable service resource, which can be determined by selecting a candidate resource; while predetermined [C], [T] and [Q] were mainly used to control the unsuitable CMC.
Determine the weight
A FAHP23–25 was used to calculate the weights of service time wT, service cost wC, service quality wQ and service utilization wH.
Build the triangular fuzzy complementary matrix Ã
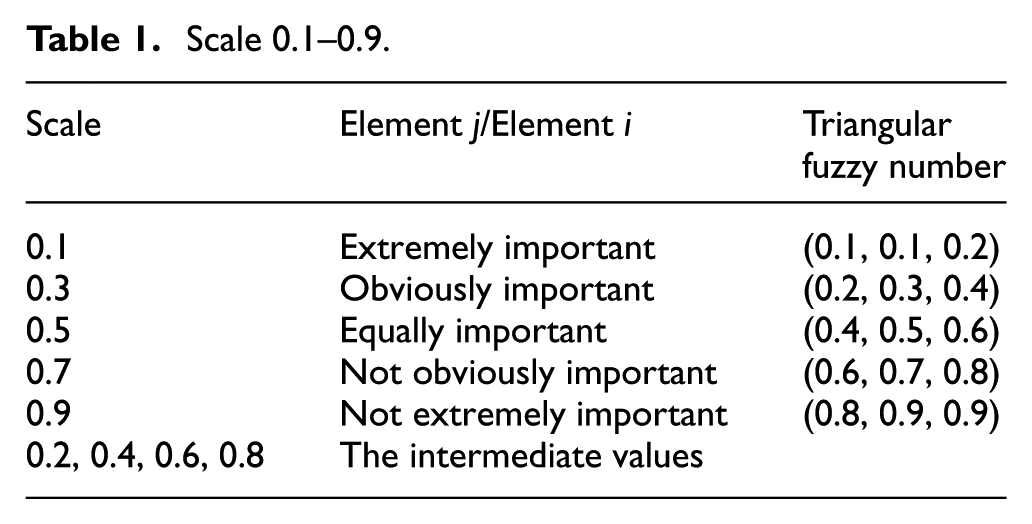
The scale 0.1–0.9 was used to evaluate the above four criteria, which is illustrated in Table 1.
Scale 0.1–0.9.
In view of the CMC optimization problem, K experts were invited to evaluate the above four criteria. Triangular fuzzy number judgment matrix of kth expert can be formulated as

where k denotes the kth experts (1 ≤ k ≤ K),
The total triangular fuzzy number judgment matrix of K experts can be formulated as
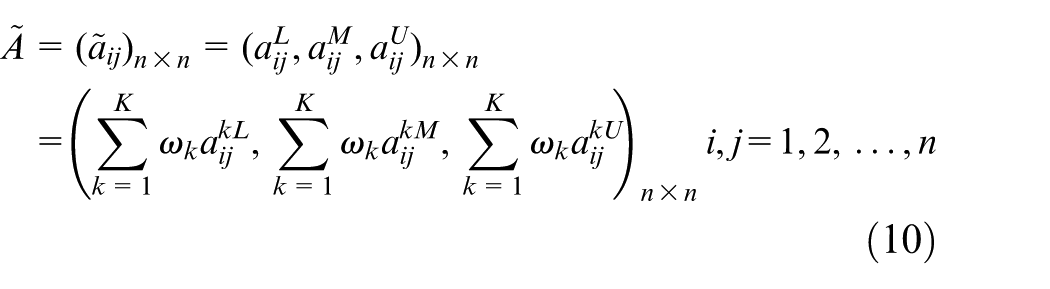
where
Calculate the triangular fuzzy weights wi
The fuzzy weight
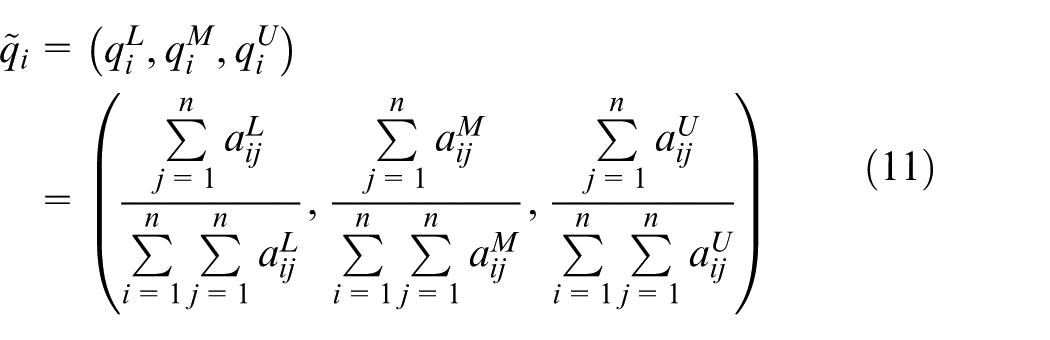
where
The defuzzification of fuzzy weight

Furthermore, the following formula is used for the normalization

where n denotes the number of criteria.
Check consistency
In order to avoid the unscientific evaluation, it is essential to check the consistency of the triangular fuzzy judgment matrix

where λmax denotes the principal eigenvalue of reciprocal fuzzy judgment matrix
In order to make the checking result more reliable, consistency ratio (CR) is proposed

where RI denotes the random consistency index. If CR < 0.1, the consistent conclusion for judgment matrix could be drawn. Otherwise, it is necessary to readjust the triangular fuzzy judgment matrix.
According to the above application of FAHP method, the final weight {wT, wC, wQ, wH} of four criteria can be determined.
An improved FA based on PSO
Basic definitions
In FA, position of each firefly was mapped into a feasible scheme of CMC. To obtain desirable results with CMC model, the following assumptions need to be supported: (1) regardless of sex, fireflies can be attracted by the brighter one; (2) the attraction degree of a firefly is proportional to its brightness; (3) the brightness of a firefly is determined by its fitness; and (4) if the given firefly is brighter than others, it will move randomly. Basic definitions are given below. 26
Definition 1
The brightness of firefly i can be formulated as

where f(i) denotes the fitness value of firefly i, which can be calculated by the objective function (equation (5)). The smaller the fitness value of a firefly, the better its brightness. If the firefly i is brighter than the firefly j, the firefly j is attracted to move toward the position of the firefly i.
Definition 2
The attraction degree between firefly i and firefly j can be formulated as

where β0 denotes the attraction degree of firefly at r = 0; γ denotes the light absorption coefficient, γ∈[0,+∞); rij denotes the distance between the firefly i and the firefly j.
Definition 3
The distance between the firefly i and the firefly j can be formulated as

where Xi and Xj denote the position of firefly i and firefly j, respectively; l is the coordinate dimension; xi,k denotes kth component of Xi; xj,k denotes kth component of Xj.
Definition 4
The iterative position function of the firefly i attracted by the firefly j can be formulated as

where
Definition 5
The objective function (equation (5)) is used as a fitness function for the FA.
Coding rules
In FA, position of each firefly was mapped into a feasible scheme of CMC. According to the characteristics of CMC, an integer-based method was used to describe the positions of fireflies. The following rules need to be observed:
Rule 1. The number of machining tasks is mapped as the number of fireflies’ position dimensions.
Rule 2. The candidate service resources for machining task i are coded in the sequence 0, 1, 2, 3, …, ni – 1. ni is the number of candidate service resources for machining task i.
Figure 2 shows an example of firefly position (22102110). Its corresponding CMC scheme is SR5, SR9, SR11, SR3, SR12, SR5, SR8 and SR4.
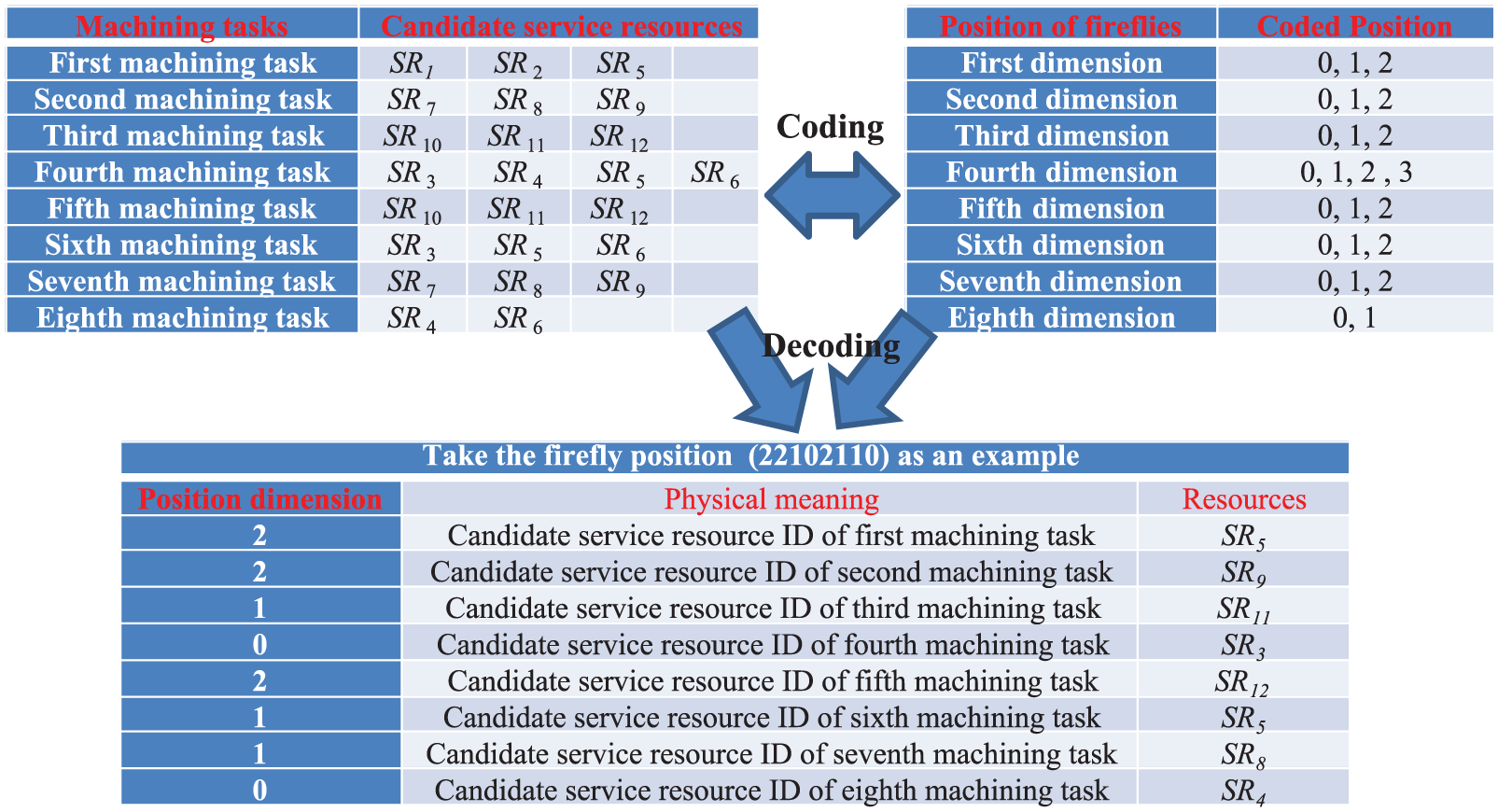
An example of firefly position (22102110).
An improvement based on PSO
There are two difficulties in using standard FA to solve the CMC optimization problem. (1) The solution space of standard FA is a continuous real domain, while the solution space of the CMC is a discrete integer domain. (2) The light absorption coefficient γ has an important influence on the absorbance, which directly determines the moving distance of fireflies. A lower γ makes the FA fall into local optimum, while a larger γ reduces the FA’s convergence rate. In general, γ∈[0.01,100]. Instead, the step length factor α can improve the population diversity, expand the searching capability and avoid premature convergence of the FA. In general, α∈[0,1].
Based on the CMC with the discrete characteristics, the authors improved the iterative position function so as to make the solution space to be a discrete domain. Furthermore, a PSO was used to determine the parameters α, β0 and γ of FA.
Discrete iterative position function
The discrete iterative position function 27 is formulated as

where

β and α|rand – 0.5| were used to control the distance of the firefly i moving to firefly j. Suppose

Determine the parameters α, β0, γ
A PSO algorithm was used to optimize the parameters α, β0 and γ. A particle corresponds to a set α, β0, γ of FA. The position of the particle i was pi = (pi1, pi2, pi3); the velocity of the particle i was Vi = (Vi1, Vi2, Vi3). The iterative functions of particle velocity and position are as follows


where ω is the inertia weight, c1 is the weight adjusting the particle to its best position, c2 is the weight adjusting the particle to global best position, r1 and r2 are the independent random numbers,
The procedure for implementing an improved FA based on PSO is shown in Figure 3:
Step 1. Input the population size m, and total generations T1 of particle swarm algorithm.
Step 2. Input the population size n and total generations T2 of FA.
Step 3. Initialize the generation variable of PSO j = 0; the particle variable of PSO k = 0; the particle position
Step 4. Decode the particle and input the parameters α, β0, γ into the FA.
Step 5. Initialize the firefly position
Step 6. Decode and calculate the fitness value of each firefly according to their positions.
Step 7. If the iterations number i of the FA was more than T2, switch to Step 9; otherwise, go to Step 8.
Step 8. Update the position of fireflies in the light of their fitness values and increase the iteration number i of FA by 1.
Step 9. Find the better fitness value and firefly position constrained by the particle pj,k.
Step 10. If the population number of the particle swarm algorithm was less than m, switch to Step 3; otherwise, record the better particle position in the total generation.
Step 11. If the iterations number of the particle swarm algorithm was more than T1, switch to Step 12; otherwise, update the position of particles and increase the iteration number of particle swarm algorithm by 1.
Step 12. Output the best CMC scheme MT = {MT1, MT2, …, MTi, …, MTn}.
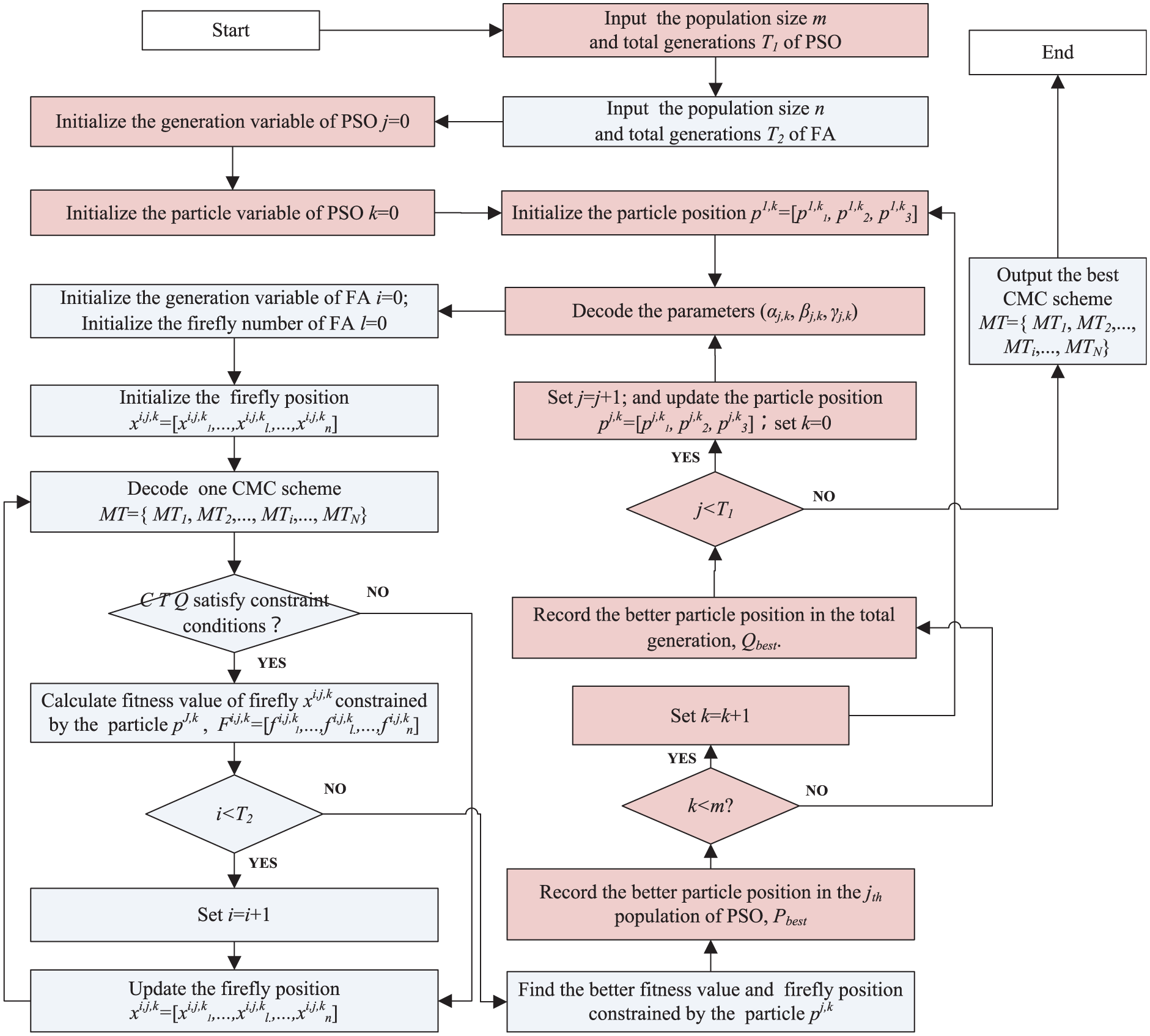
The procedure for implementing an improved firefly algorithm based on particle swarm optimization.
Numerical example
Description
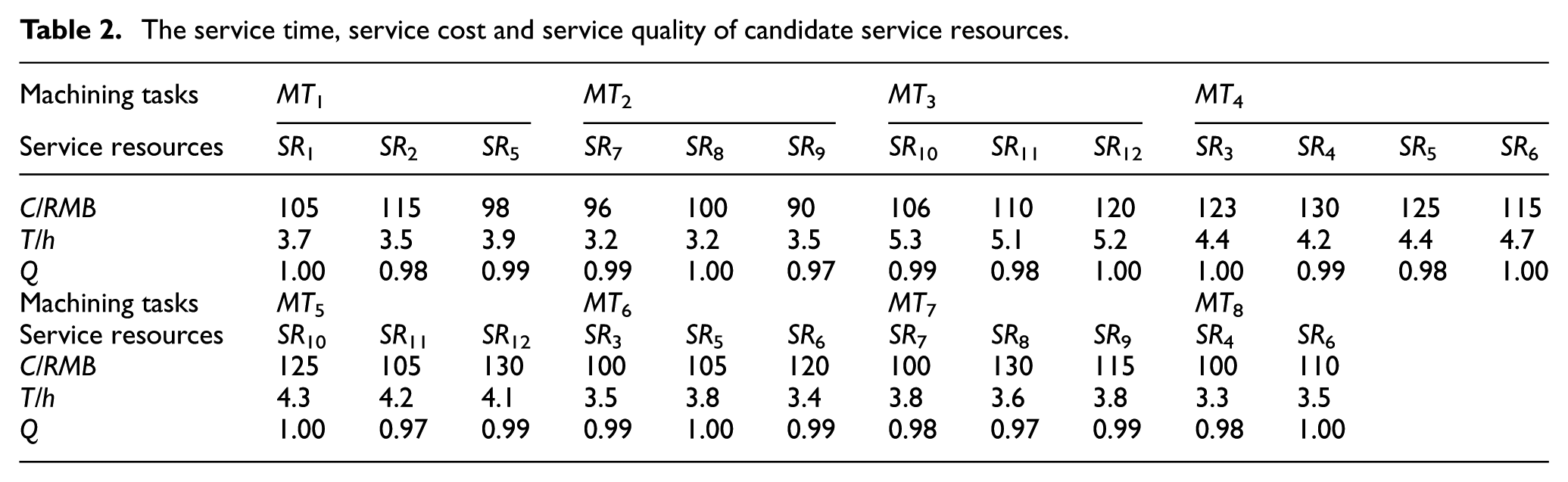
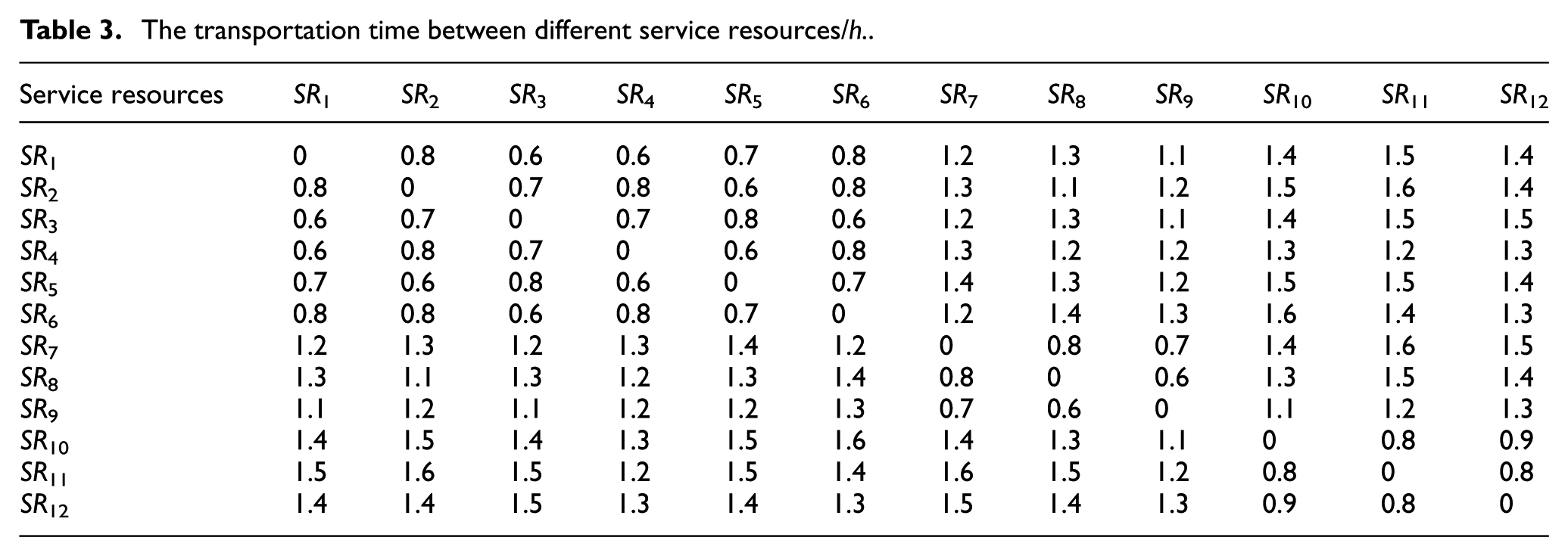
There were eight machining tasks proposed to bulid a CMC. And the sequential characteristics among machining tasks were shown in Figure 4. For each machining task, its service time, service cost and service quality of candidate service resources are shown in Table 2. The transportation time between different service resources is shown in Table 3. Suppose the transportation cost per minute was 2 YUAN, then the transportation cost between different service resources can be calculated. The initial service utilization was shown in Table 4. For each machining task i, its predetermined maximum service cost [Ci] was set to 146 YUAN, predetermined maximum service time [Ti] was set to 5.5 h and predetermined service quality [Qi] was set to 0.98. For the CMC, its total predetermined maximum cost [C] was set to 4980 YUAN, total predetermined maximum time [T] was set to 74 h and total predetermined service quality [Q] was set as 0.90.
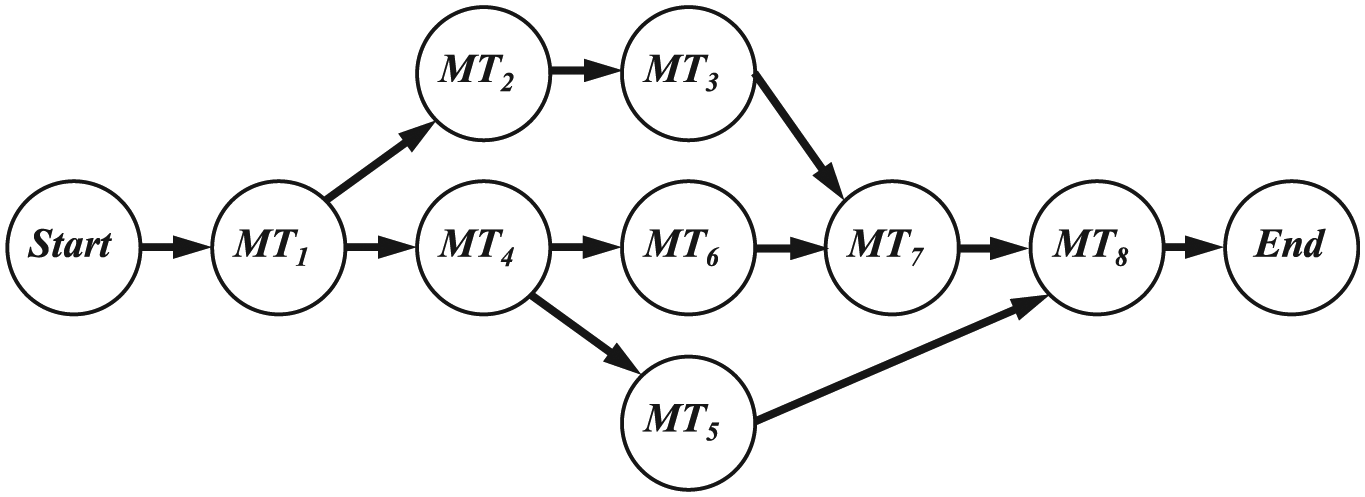
A collaborative manufacturing chain with eight machining tasks.
The service time, service cost and service quality of candidate service resources.
The transportation time between different service resources/h.
The initial utilization of service resources/h.

Determine the weight
Three experts were invited to evaluate the above four criteria, including the service time T, service cost C, service quality Q and service utilization H. The fuzzy complementary judgment matrices of each expert are shown in Table 5.
Triangular fuzzy number complementary judgment matrix.
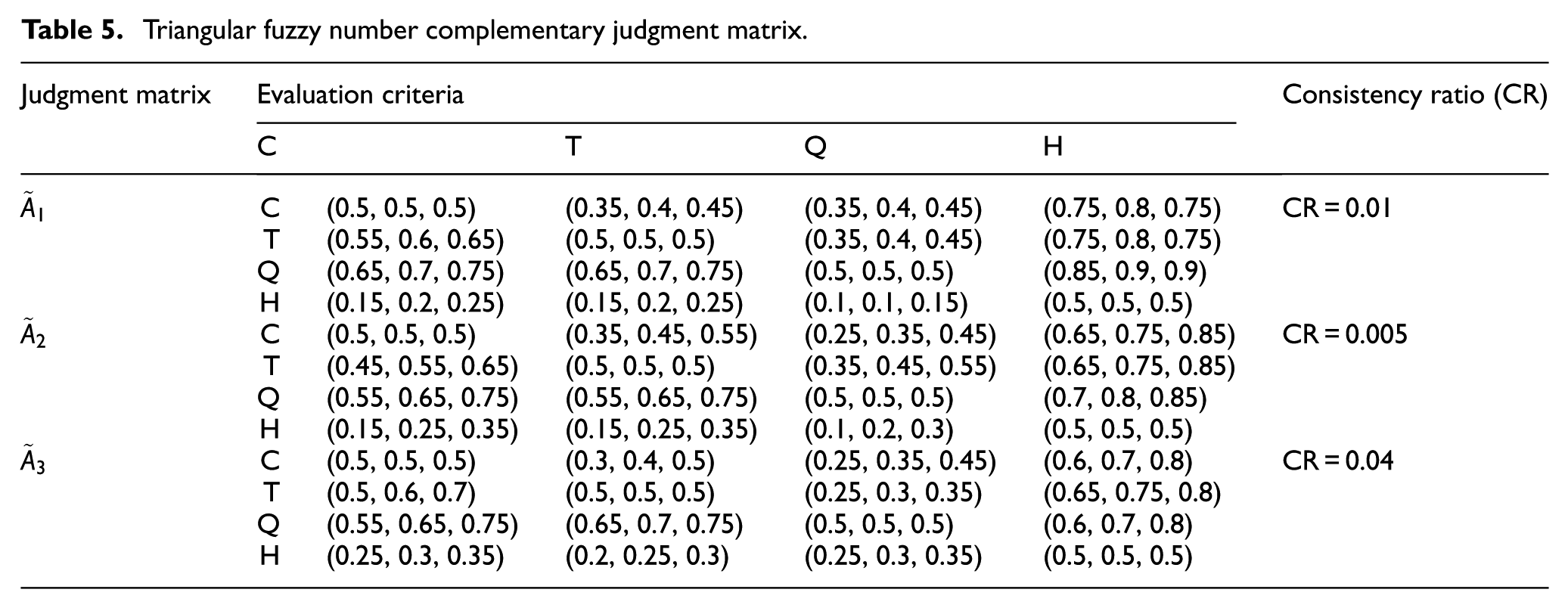
Considering the authority of three experts, experts’ weights were set to 0.5, 0.3 and 0.2, respectively. Using equation (10), fuzzy complementary judgment matrix from three experts can be integrated, and its result is shown in Table 6. Using equations (14) and (15), the consistency checking of three fuzzy complementary judgment matrices was calculated, and the results show that the CR was less than 0.1.
Synthetic triangular fuzzy complementary judgment matrix.

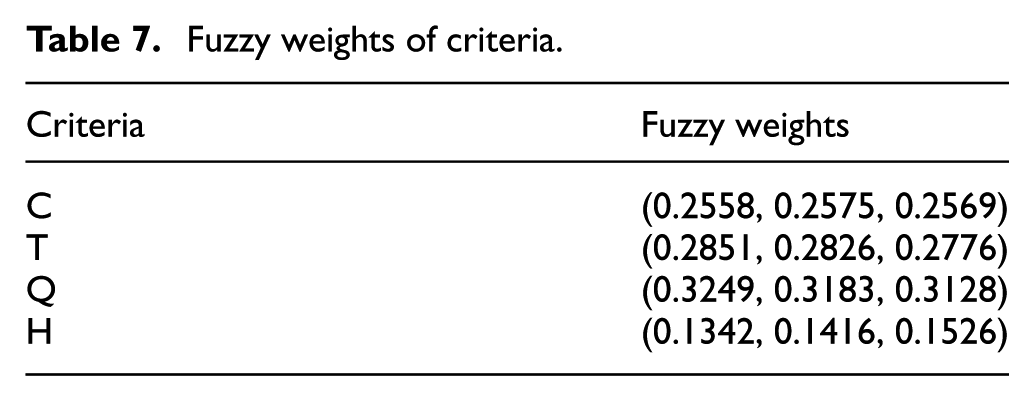
The fuzzy weights of the four criteria were obtained by equation (11), as shown in Table 7. Furthermore, the fuzzy weights were defuzzified and normalized using equations (12) and (13), and the final weights were ωc = 0.2569, ωT = 0.2820, ωQ = 0.3186 and ωH = 0.1425. Input the weights into the equation (5) to calculate the fitness function.
Fuzzy weights of criteria.
Algorithm discussion
Sensitivity analysis of parameters α, β0 and γ in FA
In general, the convergence and global optimization of FA is controlled by three parameters (step length factor α, attraction degree β0 and light absorption coefficient γ). According to the parameter setting, their sensitivities were discussed.
In the FA (discrete position), the population size was set to 20, β0 = 1 and γ = 0.4. The maximum iterations were set to 100. Figure 5 shows the fitness value for the step length factor α increasing from 0 to 1. The change of α value is very significant for the optimal fitness value. When α is set to 0.88, corresponding fitness value was 0.5325.
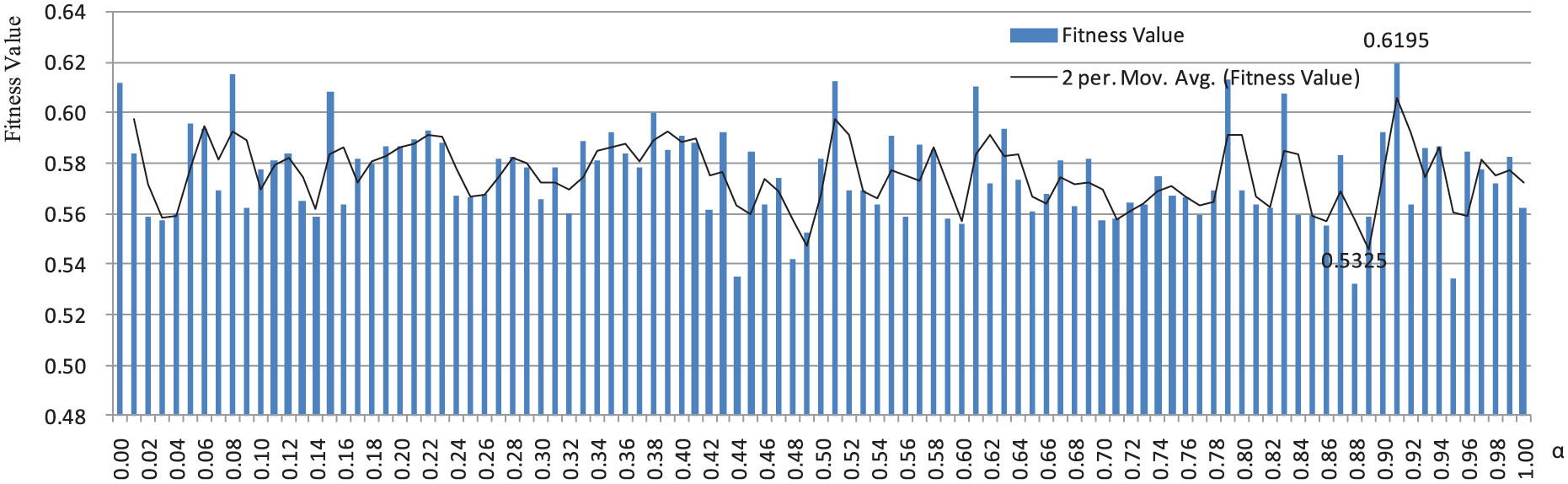
Fitness value for the step length factor α increasing from 0 to 1.
In the FA (discrete position), the population size was set to 20, α = 0.6 and γ = 0.4. The maximum iterations were set to 100. Figure 6 shows the fitness value for the attraction degree β0 increasing from 0.5 to 1.5. The change of β0 value is very significant for the optimal fitness value. When β0 is set to 0.90, corresponding fitness value was 0.5307.
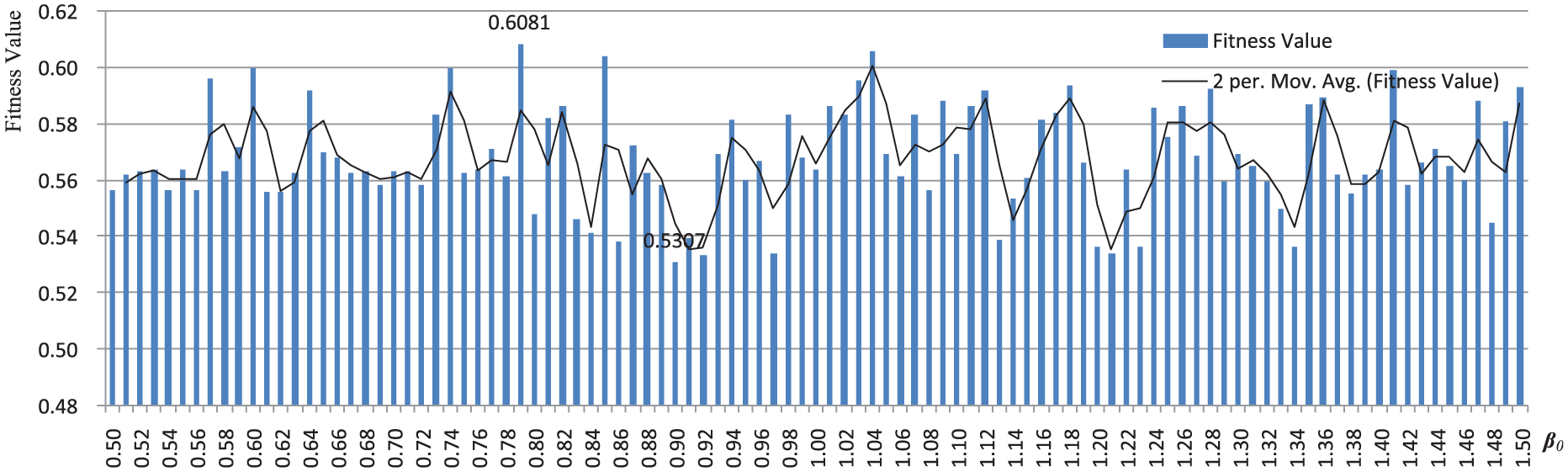
Fitness value for the attraction degree β0 increasing from 0.5 to 1.5.
In the FA (discrete position), the population size was set to 20, α = 0.6 and β0 = 1. The maximum iterations were set to 100. Figure 7 shows the fitness value for the light absorption coefficient γ increasing from 0.01 to 1. The change of γ value is very significant for the optimal fitness value. When γ is set to 0.71, corresponding fitness value was 0.5338.
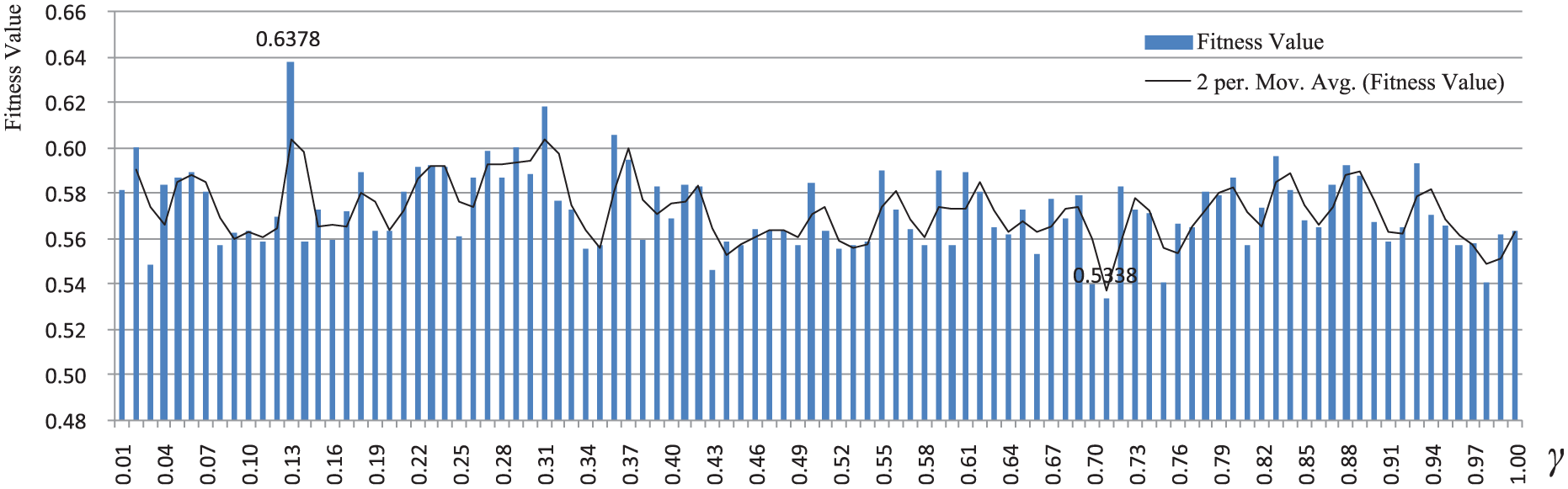
Fitness value for the light absorption coefficient γ increasing from 0.01 to 1.
Algorithm comparison
Based on the above sensitivity analysis of parameters α = 0.88, β0 = 0.90 and γ = 0.71, the following optimization algorithms were compared through solving the CMC:
Algorithm 1: Improved FA based on PSO. The population size of PSO was set to 30, the maximum iterations of PSO were set to 100, w = 0.5, c1 = c2 = 2; the population size of FA was set to 20; the maximum iterations of FA were set to 100.
Algorithm 2: Standard FA (integer position). The population size was set to 20, α = 0.88, β0 = 0.90 and γ = 0.71; the maximum iterations were set to 100.
Algorithm 3: Standard FA (discrete position). The population size was set to 20, α = 0.88, β0 = 0.90 and γ = 0.71; the maximum iterations were set to 100.
Algorithm 4: GA. The population size was 20, cross probability Pc = 0.9, mutation probability Pm = 0.5. The maximum iterations were set to 100. Its encoding rules were similar to those of the FA.
The solving result of the above four algorithms is shown in Figure 8 and Table 8.
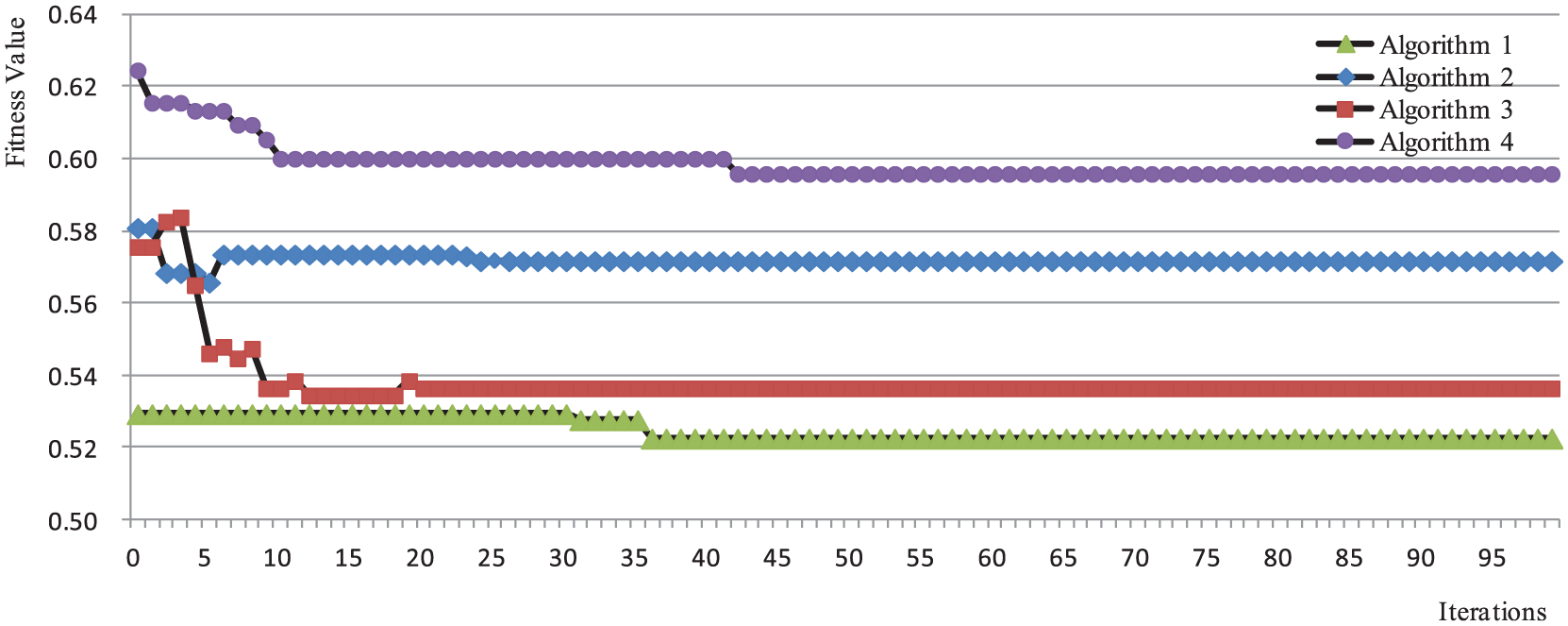
Convergence curve of different algorithms.
Solving result of different algorithms.
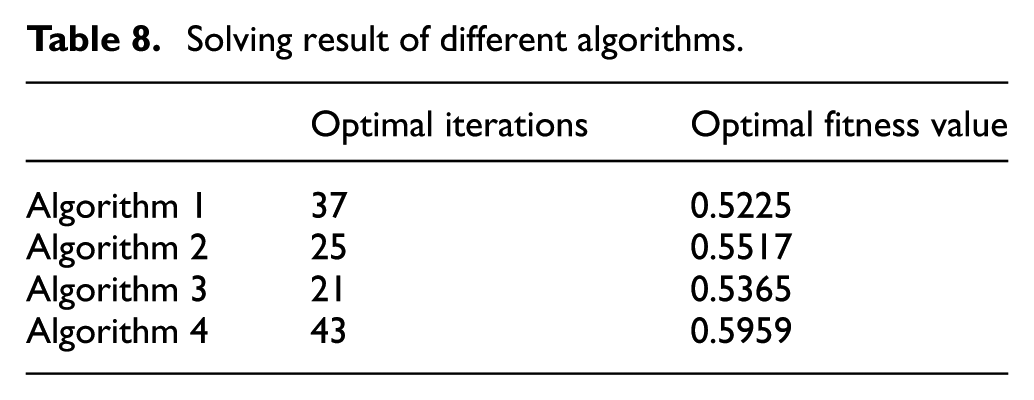
Compared with algorithm 2 and algorithm 3, we can find that the discrete position of fireflies can prevent premature convergence. This is because the rounding of firefly position in algorithm 3 allows the fireflies position to move back and forth between two points, resulting in slower convergence. Compared with algorithm 1 and algorithm 2, we can find that the reasonable values of step length factor α, attraction degree β0 and light absorption coefficient γ adjusted by PSO can obtain a better solution value. Compared with algorithm 1 and algorithm 4, we can also find that the improved FA based on PSO has a better solution. Therefore, both the convergence and solving results of an improved FA are optimal. The optimal scheme was (22102110), and the corresponding fitness was 0.5225. The corresponding manufacturing resources of an optimal CMC were SR5, SR9, SR11, SR3, SR12, SR5, SR8 and SR4.
Conclusion
CMfg as a trend of future manufacture mode can provide cost-effective, flexible and scalable solutions to different enterprises by sharing manufacturing resources as services with lower support and maintenance costs. The CMC was a multi-criteria optimization problem with comprehensive consideration of reducing service cost, shortening service time, improving service quality and balancing service utilization. An improved FA was proposed to solve a reasonable collaborative manufacturing scheme:
In the light of the characteristics of manufacturing resource in the CMfg environment, a multi-criteria mathematical model was established based on the service time, service cost, service quality and service utilization. Fuzzy analytical hierarchy process was used to determine the weights among criteria.
For the standard FA, the parameters of step length factor α, attraction degree β0 and light absorption coefficient γ have an important influence on its convergence and global optimum. The PSO was used to adjust these parameters to make up for the shortcomings of the FA.
A numerical example was given to demonstrate the effectiveness and feasibility of the proposed algorithm. Sensitivity analysis of parameters α, β0 and γ in FA was presented. Besides, an improved FA based on PSO, standard FA (integer position), standard FA (discrete position) and GA were used to solve a reasonable collaborative manufacturing scheme. The results suggest that the improved FA has more advantages in convergence and global optimum.
Footnotes
Acknowledgements
The authors thank the anonymous reviewers for their valuable comments and constructive criticism.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research work presented in this paper was supported by the National Natural Science Foundation of China (Nos. 51605041 and 51705030), Natural Science Basic Research Plan in Shaanxi Province of China (No. 2018JQ5038), and the Funda-mental Research Funds for the Central Universities, China (No. 300102258112).