
Abstract
In this study, the hot forming quenching process was investigated to improve the deficiencies that arise in materials subjected to conventional cold stamping, such as low formability and undesirable mechanical properties. The hot forming quenching process was mainly discussed in terms of formability and mechanical properties in this study and was first evaluated by preliminary tests. To examine formability, an evaluation was conducted using hot-tensile and hemispherical-dome stretching tests at temperatures of 350°C and 450°C, respectively. In addition, the mechanical properties of the formed part were predicted using quench factor analysis, which was based on the cooling temperature during the die quenching process. These preliminary test results were then used to predict the formability and hardness of the partition panel of an automotive part, where the analytical results indicated high performance of the hot forming quenching process, in contrast to conventional forming. Finally, the hot forming quenching experiment of the partition panel was carried out to validate the predicted results and the obtained formability and hardness values were compared with conventional forming at room temperature using T4 and T6 heat-treated sheets. The analytical and experimental results indicate that the hot forming quenching process is a very effective method for obtaining desirable formability and mechanical properties in the forming of aluminum sheets.
Keywords
Introduction
In recent years, a large amount of attention has been focused on vehicle weight reduction. Reducing the weight of an automobile can increase fuel efficiency and minimize its impact on the environment. One of the ways to reduce the weight of a vehicle is to substitute traditional mild-steel parts with aluminum alloys.1,2 The high bending stiffness and strength-to-weight ratio of aluminum alloys, combined with their significant corrosion resistance and recyclability, are very favorable properties in automotive components.3,4 However, despite these advantages, they have notable drawbacks: their formability and springback are significantly inferior to traditional steel alloys at room temperature.
One method that can be used to overcome these drawbacks is warm forming, which allows for desirable formability to be achieved at elevated temperatures.5–10 This method is controlled by the temperature of a heated blank and can improve formability significantly. Li and Ghosh 6 investigated the biaxial warm forming behavior at a temperature range of 250°C–350°C in three aluminum sheet alloys: Al5754, Al5182, and Al6111-T4. They determined the forming limit diagram (FLD) under warm forming conditions, which showed that formability was almost twice as high at 350°C than that at 250°C. Mahabunphachai and Koc 7 and Kim and Koc 8 reported that the springback in warm forming was greatly reduced by increasing the forming temperature above 200°C. However, the main disadvantage of warm forming is that it abates the mechanical properties. Kumar et al. 9 reported that the mechanical properties of AW7020-T6 sheet were considerably abated by warm forming and paint baking. There was a 30% decrease in ultimate tensile strength (UTS) and yield strength when compared to the as-received material. Hui et al. 10 studied the formability of AA7075 alloys using uniaxial tensile, bulge, and swift cupping tests. Although the total elongation and limit dome height (LDH) were found to increase with an increase in the temperature, the yield strength of the material exposed to 300°C decreased by approximately 44%, owing to the significant precipitate growth. Therefore, a novel forming method for aluminum sheets is necessary to improve formability without reducing the mechanical properties.
One effective forming method that achieves good formability and mechanical properties is the hot forming quenching (HFQ) process, which was first proposed by Foster et al. 11 During the HFQ process, forming and heat treatment are simultaneously performed through the cooled forming die with adequate quenching time, in order to create a super-saturated solid solution. Mohamed et al. 12 established a set of damage-coupled viscoplastic constitutive equations for predicting the material damage in the HFQ process. Fan et al. 13 investigated the effect of different forming tools at different temperatures on the strengthening behavior of a 6A02 aluminum sheet. However, these previous investigations must still validate the effectiveness of the HFQ process in terms of the formability and mechanical properties with accurate prediction using analytical method. Moreover, the potential of this process should be evaluated through applications to actual automotive components.
The purpose of this study is to develop a partition panel of the Al6061 sheet in order to demonstrate the improved formability and mechanical properties achieved using the HFQ process. In order to validate the effectiveness of this process, the formability and mechanical properties were preferentially predicted using finite element (FE) simulation and were compared to the conventional cold forming process using T4 and T6 heat-treated materials. To determine formability, a hot hemispherical-dome stretching test was performed according to the forming temperatures at which experimental FLDs were used to predict the failures in the FE simulation. In particular, the hardness of a part subjected to HFQ was predicted and evaluated using a FE simulation coupled with a quench factor analysis (QFA), which was based on the cooling temperature history of the die quenching process. The HFQ experiment was carried out to manufacture partition panels that were naturally and artificially aged in order to obtain the desired mechanical properties. The predicted failure and hardness of the partition panel were compared with the experimental values, and the effects of the HFQ process on the formability and hardness were also compared with those of conventional cold forming.
HFQ of Al6061 sheet
In the conventional forming method (cold stamping), heat-treatable (age-hardenable) aluminum sheets are normally formed after a T4 or T6 heat treatment, which involves a solid solution heat treatment, quenching, and natural or artificial aging. It is generally accepted that the strength of heat-treatable aluminum alloys is obtained from aging after the solid solution heat treatment. Hence, the conventional forming of heat-treated aluminum sheets has intrinsic problems such as large springback and low formability owing to a high strength increased with aging. 14 In the cold stamping of aluminum alloys, especially, T6 heat-treated sheets are rarely used as the initial material because of their low formability; these sheets have an elongation of approximately 10%. Therefore, a novel aluminum alloy forming process is needed to overcome the aforementioned issues related to formability and mechanical properties.
This study introduces a new forming method, HFQ, to solve the problems stemming from conventional forming. Figure 1 shows a comparison of the procedure between conventional forming and HFQ for aluminum sheets. In the HFQ process, the aluminum sheet is heated up to the solid solution temperature and then the sheet is maintained at this temperature for a sufficient period of time to allow the fully saturated material to freeze. Next, the heated sheet is rapidly transferred to a forming die, and it is then directly cooled to room temperature in order to develop the super-saturated material. Thus, the heated aluminum sheet is simultaneously formed and quenched in the closed die, combining the forming and heat treatment into one process.

Comparison between conventional forming and hot forming quenching processes: (a) conventional forming and (b) hot forming quenching.
Finally, the formed sheet is naturally or artificially aged to improve its strength by precipitation hardening that creates fine precipitates in the material. As the mechanical properties in the HFQ process are established during aging, that is, subsequent to forming, the HFQ process can provide T6 heat-treated mechanical properties to the formed part through artificial aging. Therefore, the temperature history of the blank using the forming tools is very important because it has influence on the mechanical properties of the formed part. The quenching characteristics in the HFQ process can be accurately evaluated to obtain desirable mechanical properties. In addition, the HFQ process in this study has been mainly focused on the formability and mechanical properties of the part in comparison with conventional forming of T4 and T6 heat-treated sheets.
Material and preliminary evaluation
The HFQ process was preferentially evaluated in terms of formability and hardness before the manufacturing of the actual automotive component. HFQ formability was evaluated using the hot-tensile and hemispherical-dome stretching tests, and the elicited results were used to predict the formability in the FE simulation. After the HFQ process, the post-forming hardness of the part was predicted and estimated by the FE simulation coupled with the QFA. These methods can provide accurate predictions, which is important for an effective evaluation of HFQ behavior.
Material description
A commercially available Al6061 sheet with a thickness of 1.6 mm was used as the initial material. The as-received Al6061 alloy sheet was supplied by ALCOA Co. and its chemical composition is shown in Table 1. In order to examine the effect of heat treatments on formability and mechanical properties, the as-received sheets were heat treated in accordance with the commercial conditions of T4 and T6. For the T4 heat treatment, the solid solution treatment was conducted at 530°C for 2 h. Natural aging was then performed at room temperature for 72 h. For the T6 heat treatment, the sheet treated with the solid solution was artificially aged at 175°C for 9 h.
Chemical composition of Al6061 alloy.

Cold- and hot-tensile tests
Uniaxial tensile tests were carried out using the material test system (MTS) testing machine (Landmark™) to obtain mechanical properties for FE simulation. The specimen used for the tensile test was manufactured with dimensions in accordance with ISO 6892-1. The cold-tensile test was performed with the T4 and T6 heat-treated sheets for the cold stamping FE simulation. Furthermore, to examine the temperature dependency of the Al6061 alloy during the HFQ process, hot-tensile tests were also performed using a heating chamber. During the hot-tensile test, each specimen was heated to 530°C at a heating rate of 5°C/s to achieve the solid solutionizing condition. The specimens were then cooled down to 450°C, 350°C, and 250°C, and this temperature was maintained for 5 s in order to attain a uniform temperature distribution across the deformation region. Strain rates of 0.1, 1, and 3 s−1 were selected as the forming process parameters. The tests were repeated at least three times to ensure reproducibility.
The true stress–strain curves of the Al6061 alloys obtained from the cold- and hot-tensile tests are shown in Figure 2. It can be seen that the deformation temperature had a significant effect on the flow stress. The flow stress exhibited a hardening behavior at low temperature. Although the heat treatment of T6 in the cold-tensile test provided a high UTS that was higher than 370 MPa, the uniform elongation of that heat treatment was only approximately 11%. During the hot-tensile test, it could also be seen that the flow stress increased with a decrease in temperature at a constant strain rate. In addition, the maximum stress increased when the strain rate increased from 0.1 to 3 s−1.
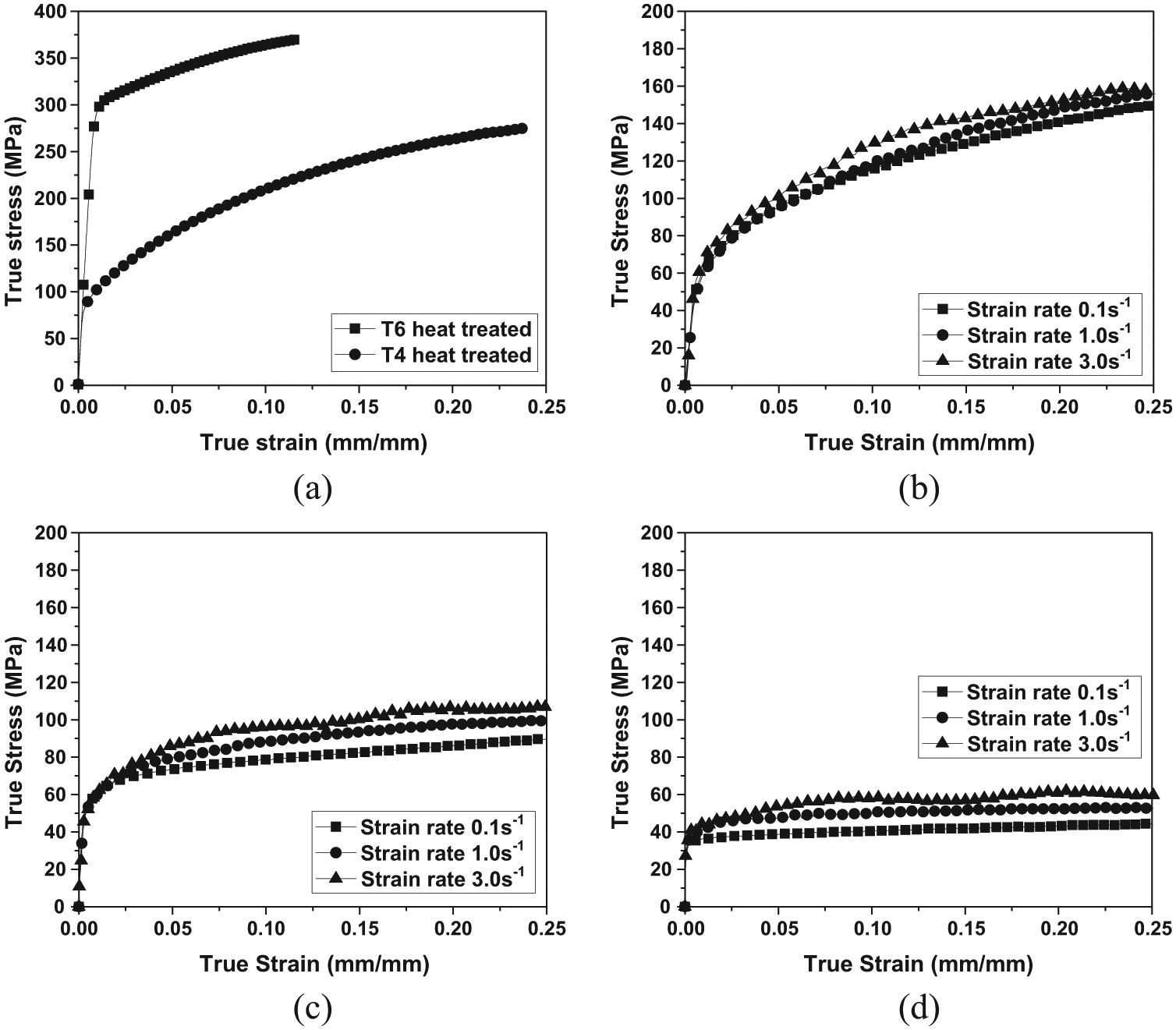
Comparison of the experimental stress–strain curves of Al6061 alloy between cold- and hot-tensile tests: (a) cold tensile (room temperature), (b) hot tensile (250°C), (c) hot tensile (350°C), and (d) hot tensile (450°C).
Evaluation of formability by hemispherical-dome test
This study adopted a hemispherical-dome stretching test to investigate the formability of the Al6061 sheet during HFQ. Tests were performed with five Nakajima specimens with widths that ranged from 50 to 200 mm for different deformation modes, as shown in Figure 3. These were wire-cut from the T4 and T6 heat-treated sheets. A specimen thickness of 1.6 mm was used, and circular grids of 1 mm in diameter were marked on the surface of each specimen for the measurement of strain after forming. Tests were performed at room temperature and at elevated temperatures of 350°C and 450°C, respectively. At room temperature, the T4 and T6 heat-treated specimens were used to investigate the effects of their heat treatments. In the case of the hot hemispherical-dome test, the specimens were heated from room temperature (20°C) to 530°C for 2 h in the electric furnace for solid solutionizing, under conditions that are identical to those of the HFQ process. The solid-solutionized specimens were then manually transferred to the tools within 5 s and were rapidly formed by the heated tools using cartridge heaters.

Shapes and dimensions of the Nakajima specimens with different widths: (a) W50 mm, (b) W100 mm, (c) W125 mm, (d) W150 mm, and (e) W150 mm.
Figure 4 shows the experimental setup and dimensions of the tool set for the hemispherical-dome stretching test. The tools, including the die, holder, and punch, were heated by a total of 20 cartridge heaters, and their temperatures were monitored using K-type thermocouples. A blank holding force of 200 kN was applied by a hydraulic press with a capacity of 500 kN. The punch moves downward with a constant speed of 20 mm/s up to the predefined stroke (necking stroke) that was determined during trial testing. A 100-mm hemispheric punch was used, whereas the inner diameter of the die and holder was 105.5 mm. A ring-shaped drawbead was applied to prevent the specimen from flowing into the die cavity.

Experimental setup and dimensions of the tool set for the hot hemispherical-dome stretching test: (a) experimental tool set and (b) schematic view.
Evaluation of post-forming hardness by QFA
In this study, the mechanical properties of the final product after the HFQ process were evaluated and predicted using QFA. This is a very effective method for the prediction of mechanical properties during quenching.15,16 QFA was first developed by Evancho and Staley 17 in the early 1970s to predict the effect of the continuous cooling rate on the yield strength of wrought aluminum alloy. The analysis yields a single number, Q, that relates to the cooling curve of the particular alloy during quenching. The transformation and hardening characteristics of the alloy are described by the Ct function (time–temperature property). This function is a mathematical expression that relates the transformation temperatures and the times to the as-quenched properties. The basic hypothesis behind the quench factor is that the hardening behavior of an alloy during continuous cooling or quenching can be predicted by breaking a cooling curve into discrete time–temperature increments. 18 The Ct function for the alloy is usually described in accordance with the following equation

where Ct is the critical time required to nucleate the precipitate or the second phase during quenching and is typically equal to 0.5%. The locus is the starting location of the transformation in the time-temperature-property (TTP). K1 is a constant that equals the natural logarithm of the volume fraction for untransformed austenite during quenching (typically 99.5%; ln (0.995) = −0.00501), K2 is a constant related to the reciprocal of the number of nucleation sites, K3 is a constant related to the energy required to form a nucleus, K4 is a constant related to the solvus temperature, and K5 is a constant related to the activation energy for diffusion. R is a gas constant (8.3143 J/K mol), and T is the average temperature (K) between successive time steps. In order to calculate the quench factor, an incremental quench factor (q) for each time step in the range of the quenching temperature is first calculated using equation (2)

where Δt is the time step used for data acquisition in the cooling curve. The values of the incremental quench factor are summed over the temperature range between the start (T1) and end (T2) of the quenching in order to calculate a cumulative quench factor, according to equation (3)

The sum of the incremental quench factor values over the range of quenching temperatures is the quench factor, Q. The quench factor represents the microstructural reaction based on the determination of the ratio of the alloy holding time at a specific temperature to the incubation time. Additionally, the quench factor can be related to certain as-quenched mechanical properties in wrought alloys, such as hardness and strength, according to equation (4). In this equation, a low value of Q represents good mechanical properties with a fast quenching rate. In contrast, a high value of Q indicates poor mechanical properties with a slow quenching rate

where Pp is the predicted property, and Pmin and Pmax are the minimum and maximum properties of the quenched part, respectively. The minimum and maximum properties in this study are considered to be the air-cooled and water-quenched hardnesses of the Al6061 alloy, respectively.
For accurate prediction using the QFA method, material constants (K2–K5) are correctly selected. The material constants of the Al6061 alloy are summarized in Table 2. The constants in this study were determined using the Jominy end-quench test and the flexible polyhedron search (FPS). The detailed determination procedures for both of these tests were explained in a previous work. 19
Material constants of Al6061 alloy used in QFA.

QFA: quench factor analysis.
Application of the HFQ process to the automotive panel
Analytical model: partition panel
The shape of the analytical model for HFQ is shown in Figure 5 and is called the partition panel. The role of the partition panel is to separate the trunk and the rear seat, and its material is generally comprised of Al alloys such as 5XXX (Al-Mg) and 6XXX (Al-Mg-Si) series. In addition, the reinforcement of a “V” shape is attached to the partition panel for the stiffness. In order to increase the strength or hardness of the partition panel, this study adopted the Al6061 alloy sheet as a typical heat-treatable aluminum. It is required for the improvement of the hardness or the strength of the formed part compared with the mechanical properties of the heat-treated T4. Therefore, the main purpose of HFQ for the partition panel is to manufacture the part with good mechanical properties induced by the T6 heat treatment.

Shape of partition panel and its application in automotive parts.
Figure 6 shows the FE model of the partition panel for HFQ. The tools consisted of a punch, die, and binder. The FE simulation was performed using the commercial software, JSTAMP/NV, with half of the model dedicated to the symmetrical structure of the partition panel. The initial blank is a rectangular sheet with a dimension of W1220 mm × L610 mm × t1.6 mm. The tool set was assumed to be made of a rigid material. The initial blank was modeled as an elasto-plastic material and the thick thermal shell used a 12-node element with 4 nodes on each of the lower, middle, and upper surfaces, respectively. The average element size was 2 mm.

FE model of the partition panel for the HFQ process.
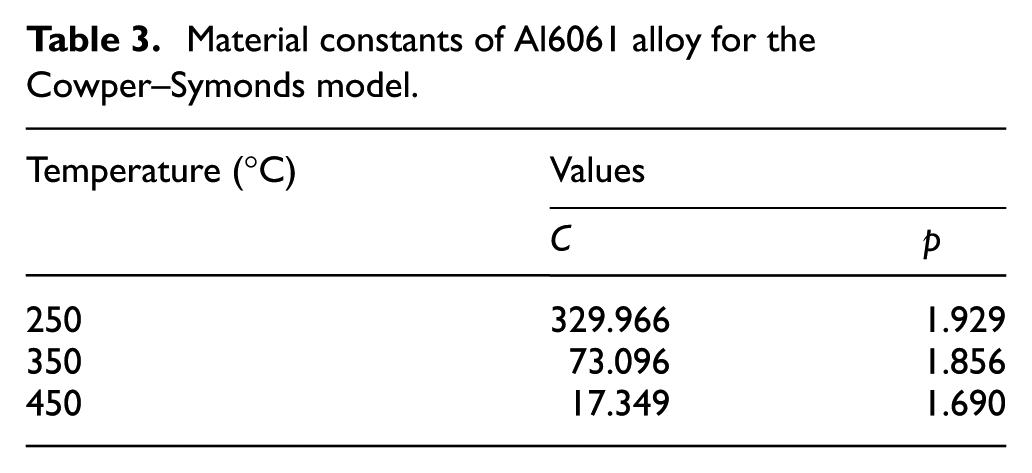
As the HFQ process is a thermo-mechanical process, the material should be considered as a temperature- and a strain-rate-dependent elasto-plastic model. The material model used in this study was the Cowper–Symonds model, 20 which is an elastic viscoplastic model that considers the thermal effect, as shown in the following equation

where
Material constants of Al6061 alloy for the Cowper–Symonds model.
In addition, the conditions of the FE simulations for the partition panel are summarized in Table 4. The friction coefficients of the cold forming and HFQ at the contacts between all three pairs of interacting surfaces, that is, the blank-punch, blank-die, and blank-binder surfaces, were assumed to be 0.06 22 and 0.2, 23 respectively. The material of the Al6061 sheet was assumed as isotropic and the elastic modulus was determined based on the study of Djavanroodi and Derogar. 24 The thermal conductivity and the heat capacity were referenced from the study of Riahi and Nazari 25 as a function of the temperature from room temperature to 600°C, considering the temperature of the solid solution heat treatment.
The conditions of FE simulation for HFQ of the Al6061 alloy.

FE: finite element; HFQ: hot forming quenching.
The FE simulations of HFQ were performed for each stage, including transferring, forming, and quenching, except for the blank heating that led to an accurate prediction of the cooling curves. The blanks were heated from room temperature at 20°C to 530°C for 2 h to attain the solid solutionizing condition. In the blank heating stage, the main boundary condition was the convective heat transfer, which used a value of 20 W/m2 K for the coefficient (hconv) throughout the surface of the blank. The heated blank was then transferred to the tools for 10 s. Heat is lost through convective heat transfer to the environment, and the surface of the blank was defined as the convective boundary condition. In the forming and quenching stages, the interfacial heat transfer coefficients (hinter) between the blank and the tools are critical parameters that determine the cooling rate of the blank and the final mechanical properties. For precise temperature prediction, the interfacial heat transfer coefficients were used as the experimentally measured values and were considered to be a function of the contact pressure that varied from 0 to 8 MPa. In the FE simulation, the temperature change in the tools due to heat transfer between the blank and the tools was considered because non-uniform temperature distributions of tools also affected the cooling rate of the blank and the final mechanical properties of the part. The temperature history predicted by FE simulations of HFQ was used to predict hardness of the partition panel using QFA.
Results of FE simulation
Figure 7 shows the predicted formability of the partition panel based on FE simulation and experimental FLDs according to conditions of various heat treatments. It is observed in Figure 7(a) and (b) that failures were predicted in the T4 and T6 heat-treated blanks during conventional cold forming. In the case of the T6 condition specifically, the maximum major strain was approximately 0.4, which exceeded the experimental FLD. Hence, failures in the T6 condition were predicted throughout the partition panel, and they had already occurred before the completion of the forming process at an extremely low formability.

Comparison of formability of the partition panel using FE simulation based on experimental FLDs: (a) conventional cold forming (T6 heat-treated blank), (b) conventional cold forming (T4 heat-treated blank), and (c) hot forming quenching (HFQ).
However, the partition panel formed by the HFQ process did not exhibit any failures, as shown in Figure 7(c). In the experimental FLD of elevated temperatures, the major strain at the plane-strain mode was approximately 0.28, which was 0.18 and 0.06 higher than that of the T6 and T4 heat-treated blanks in FLDs at room temperature. In addition, the strains of the partition panel at elevated temperatures were mainly distributed at uniaxial tension modes and they were located below the experimental FLDs. Therefore, the formability of the partition panel was predicted by the FE simulation based on the experimental FLDs, and the HFQ process can provide high formability in comparison with conventional cold forming.
Figure 8 shows the temperature distributions of the Al6061 alloy partition panel during HFQ. The temperature of 530°C for the solid-solutionized blank decreased during the transfer stage to a temperature of approximately 460°C. In particular, the temperature at the contact region between the binder and the blank dramatically decreased to a value of 360°C. The maximum temperature of the formed partition panel was 423°C. Rapid drops of the temperature were not found because the forming speed was relatively fast; the forming speed was 100 mm/s. However, the temperature of the formed part was rapidly quenched to values below 100°C within 20 s using the tools. Figure 9 indicates the temperature histories of predefined points in the partition panel. The cooling rates in the partition panel were almost similar and ranged from 24.8°C/s to 28.6°C/s.

Temperature distributions of the partition panel during the HFQ process: (a) initial state (heating), (b) holding, (c) forming, (d) after die quenching for 4 s, and (e) end of die quenching.
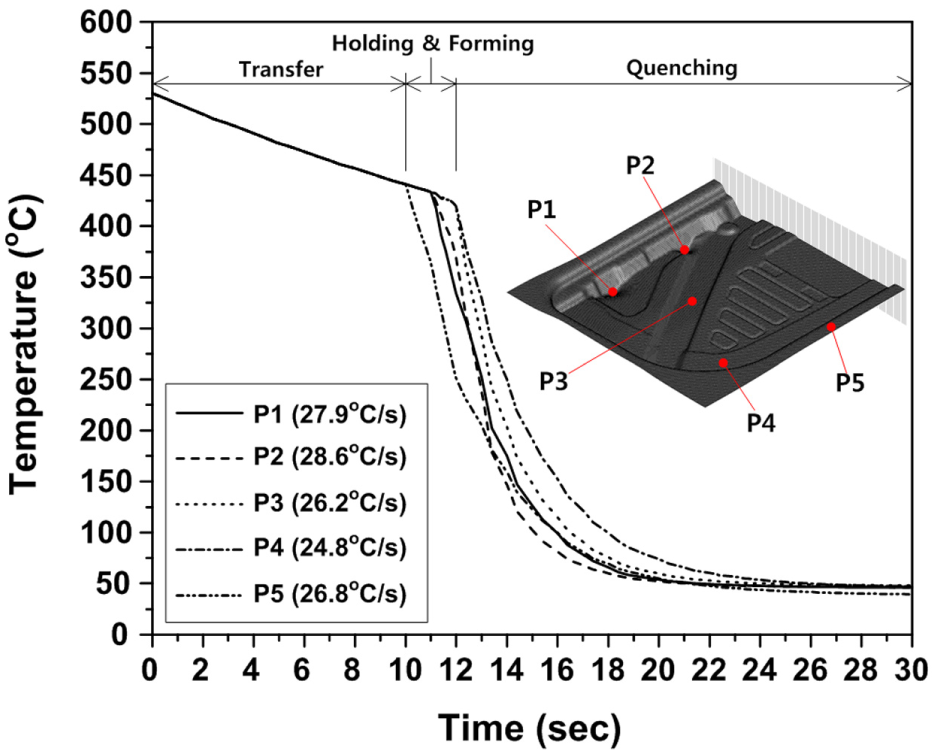
Temperature histories and cooling rates of the partition panel during HFQ.
The temperature histories of each node obtained from the FE simulations were used in the QFA to calculate the hardness of the partition panel formed with HFQ. The temperatures were extracted for each HFQ process according to the time step, which was equal to Δt as indicated in equation (2). The extracted temperatures were then used as input to the programmed QFA using MATLAB 2010a, in which data were calculated for the Vickers hardness values of all elements of the partition panel. Finally, post-processing of the calculated hardness was conducted using the user-subroutine based on LS-DYNA, which could illustrate the hardness distribution of the part formed with HFQ.
The predicted hardness distributions of the partition panel formed with HFQ are shown in Figure 10 after natural (HFQed-T4) and artificial aging (HFQed-T6), respectively. The hardnesses of HFQed-T4 and HFQed-T6 were predicted using Pmax and Pmin according to the types of aging, which were measured from the experiment of the T4 and T6 heat treatment. Therefore, for the prediction of hardness in the case of the HFQed-T4, solid-solutionized specimens were water-quenched and air-cooled before the natural aging, and hardnesses were measured to be 96.4 and 63.7 Hv, corresponding to Pmax and Pmin. Meanwhile, the values of Pmax and Pmin for HFQed-T6 were measured to be 127.6 and 91.8 Hv.
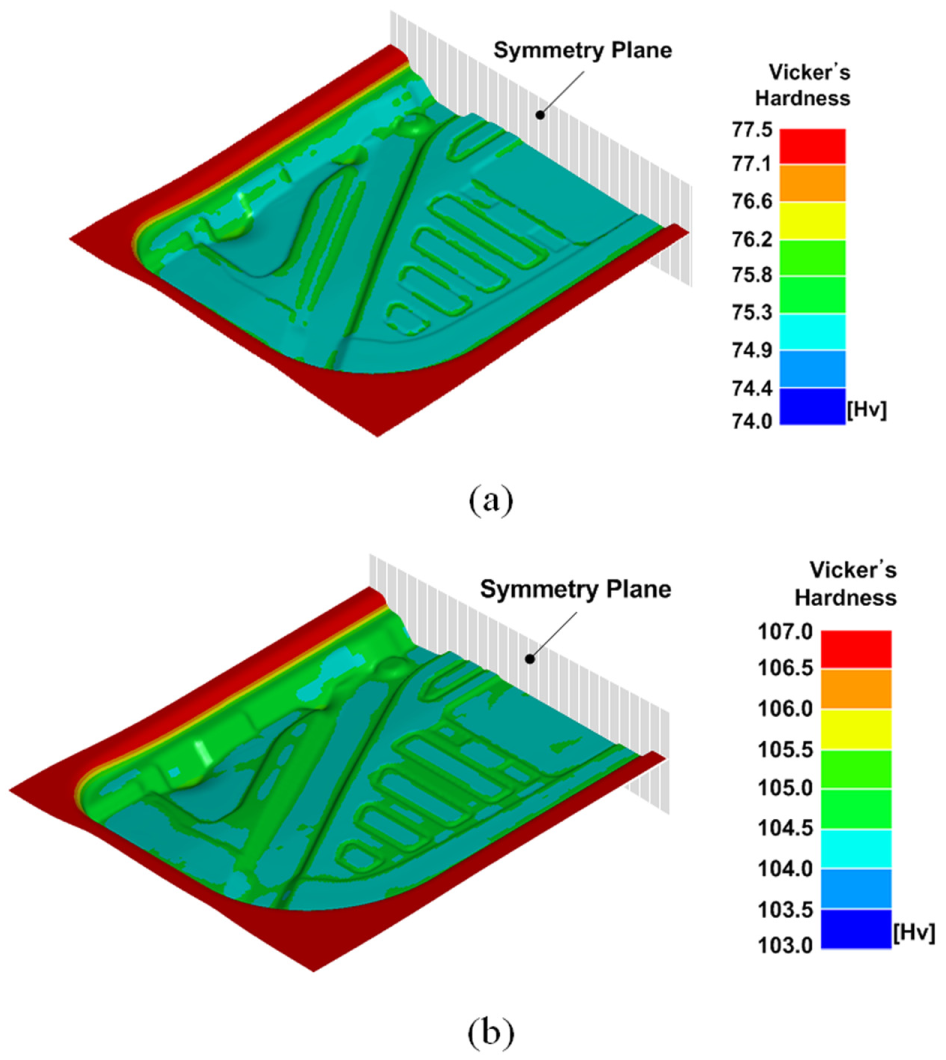
Predicted hardness distributions of the partition panel after the HFQ process: (a) HFQed-T4 and (b) HFQed-T6.
As seen in the results of the FE simulation coupled with the QFA, the hardness distribution of the partition panel during HFQed-T4 indicated values in the range of 74.0–77.5 Hv, whereas the hardness distribution of HFQed-T6 yielded values in the range of 103–107 Hv. The hardness of the artificially aged partition panel was significantly higher than that of the naturally aged panel at approximately 30 Hv. In regard to both HFQed-T4 and HFQed-T6, the hardness distribution of the partition panel indicates a slight difference with a value that ranged between 4 and 5 Hv owing to the similar quenching rate, as shown in Figure 9.
Experimental procedure
In order to validate the results of the FE simulation, the HFQ experiment was performed for the Al6061 alloy partition panel. An additional purpose for conducting the experiment was to perform an estimation of the effectiveness of the HFQ process in terms of formability and mechanical properties of the partition panel. Hence, the cooling characteristics of the formed part using the forming tools are very important during the HFQ process because they directly influence the mechanical properties of the final product. Conventional cold forming, using T4 and T6 heat-treated blanks, was employed to evaluate the formability and hardness, and the results were compared with those from the HFQ process. The experimental procedures used for the forming conditions are summarized in Table 5.
Experimental procedures for forming condition of the partition panel.

HFQ: hot forming quenching, RT: room temperature.
Figure 11 presents the experimental tool set for forming the partition panel. The tool set consists of three main parts: punch, die, and binder. The hydraulic press has a 3000 kN capacity and was used for single-action movement, and a holder force of 75 kN was applied with a total of eight cushion pins. The 1.6-mm-thick cold-rolled sheet of the Al6061 alloy was employed in the experiment of the partition panel. During the HFQ experiment, initial blanks were heated up to 530°C for 2 h using the electric furnace in consideration of the solid solution heat treatment of the Al6061 alloy. The heated blanks were placed on the holder using detachable position guides after a transfer time of 10 s. They were then immediately formed by the cooled tool set. In order to improve the strength by precipitation hardening, the formed partition panels were naturally and artificially aged at room temperature for 72 h and at 175°C for 9 h, respectively, to enhance the mechanical properties of parts.
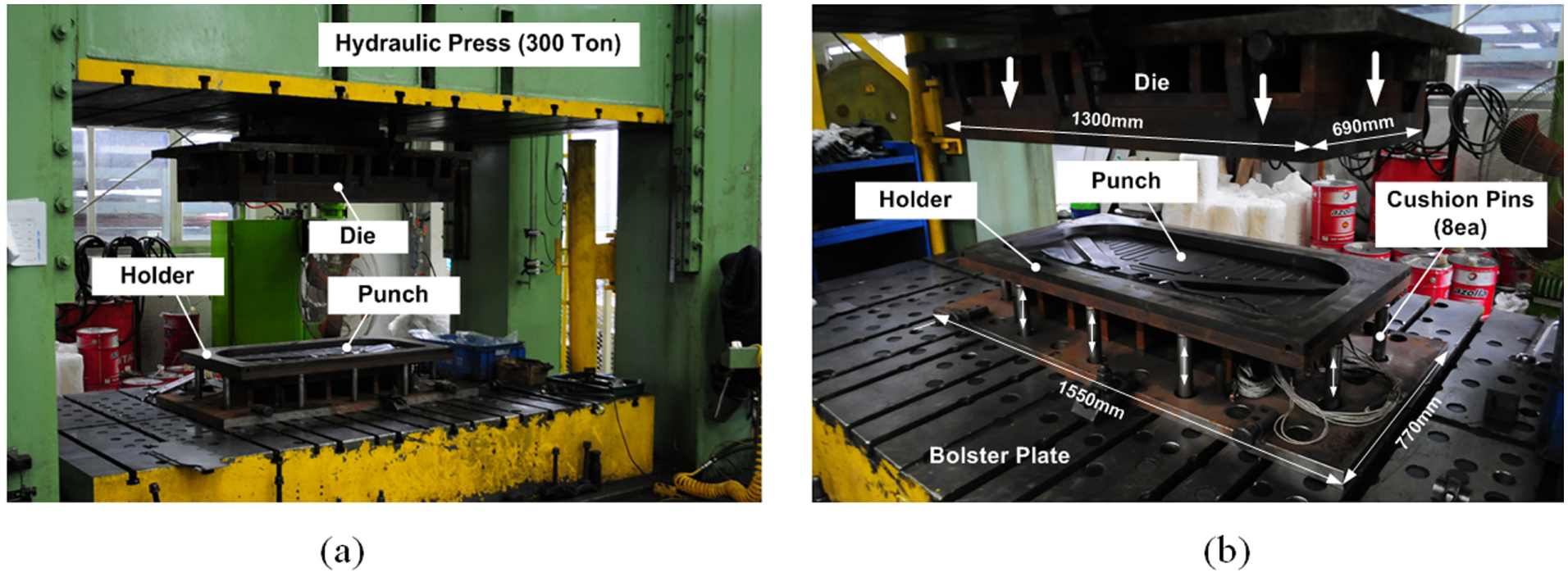
Experimental tool set for the HFQ of the partition panel: (a) view 1 and (b) view 2.
Limitation of the conventional cold forming
Conventional forming was employed to compare the formability of the partition panel by cold forming and the HFQ processes. Conventional forming was conducted at room temperature using the T4 and T6 heat-treated blanks, respectively, and the formed partition panels are shown in Figure 12. At both the T4 and T6 heat-treated conditions, the formability of the partition panels is very poor with regard to cracking and necking. Furthermore, the failure of the T6 heat treatment is more serious than that of T4 at the same observed regions, which shows similarity to the results predicted by the FE simulations. As shown in the FLD and the tensile results, the elongation of the T6 heat-treated Al6061 alloy at room temperature is lower than that of the T4 heat-treated sheet.
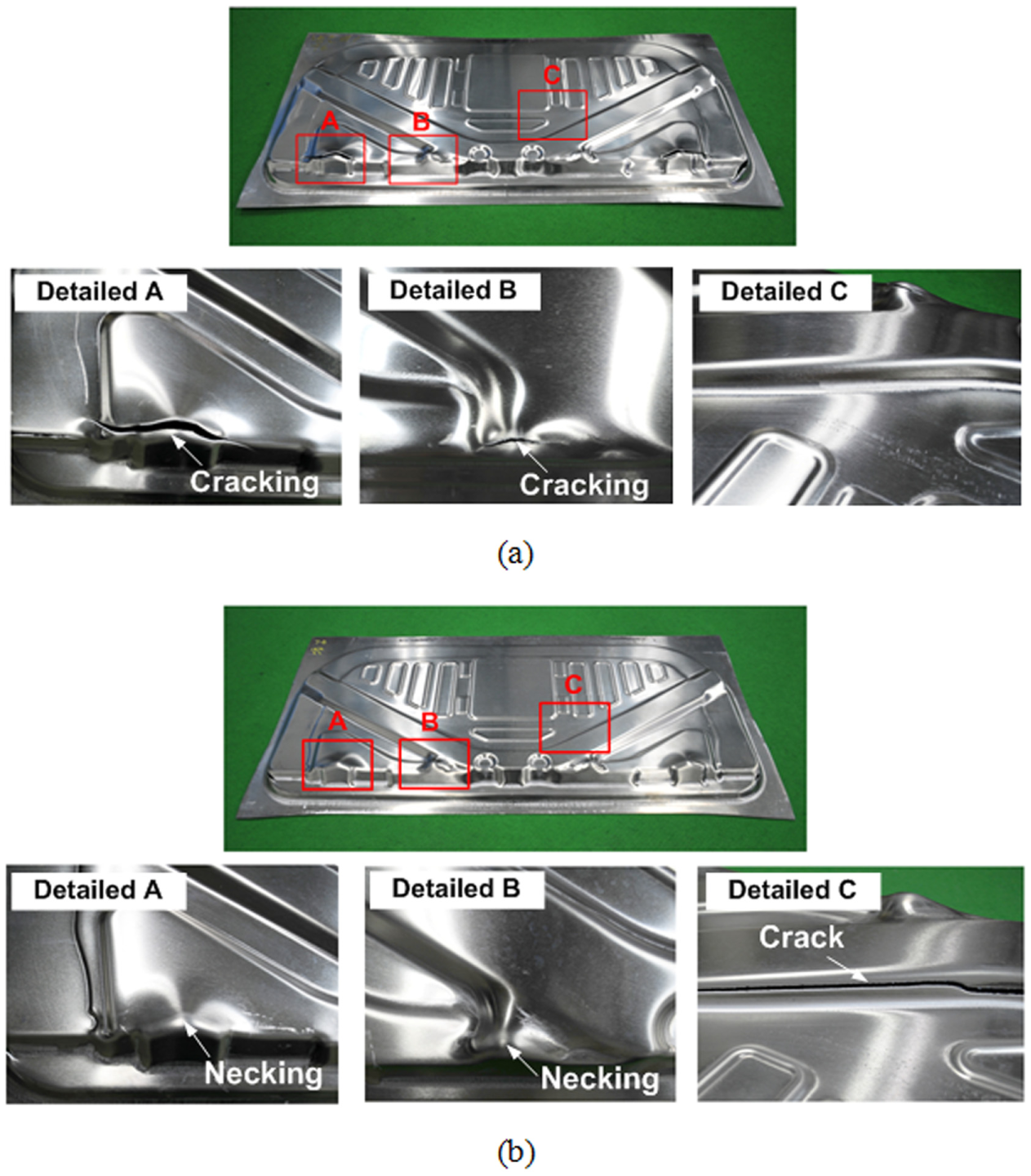
Limitation of conventional cold forming with failures of cracking or necking: (a) T6 heat-treated blank and (b) T4 heat-treated blank.
In addition, the failure is markedly identified at the deepest region (detailed A in Figure 12) throughout the partition panel. The failure of the “C” region at the T6 heat-treated sheet was not detected, in contrast with the T4 heat-treated sheet. This is due to an insufficient holding force during the forming. Thus, the forming of the regions “A” and “B” is more complete compared with region “C” because of a high-forming depth. Severe cracks at regions “A” and “B” at the T6 heat-treated condition lead to an insufficient holding force at region “C.” Failure at this region does not occur due to the low-holding force, with an inadequate geometry of the formed part. Both the T6 and T4 heat-treated conditions indicate the limitation of the conventional cold forming with failures of cracking and necking of the partition panel.
Improvement of formability and hardness by HFQ
Figure 13 shows that the partition panel formed by the HFQ process demonstrates good formability and does not contain cracking or necking failure. The part formed with HFQ did not generate any cracking or necking throughout the partition panel. From the experimental results, the formability of the Al6061 sheet can be improved by the HFQ process in the forming of the partition panel. Predicted hardnesses of partition panels formed with HFQ after natural and artificial aging were, respectively, compared to the measured ones, as shown in Figure 14. The predicted hardnesses of the partition panel were in good agreement with the measured values, within a maximum error of 4.54% at P9 of HFQed-T6. The hardness of HFQed partition panel could be precisely predicted using FE simulation coupled with QFA, as suggested in this study. In addition, experimentally measured hardnesses did not indicate a significant difference in the HFQed partition panel in common with the predicted results. The maximum difference of the hardness was only 3.3 Hv at P1 of HFQed-T4.
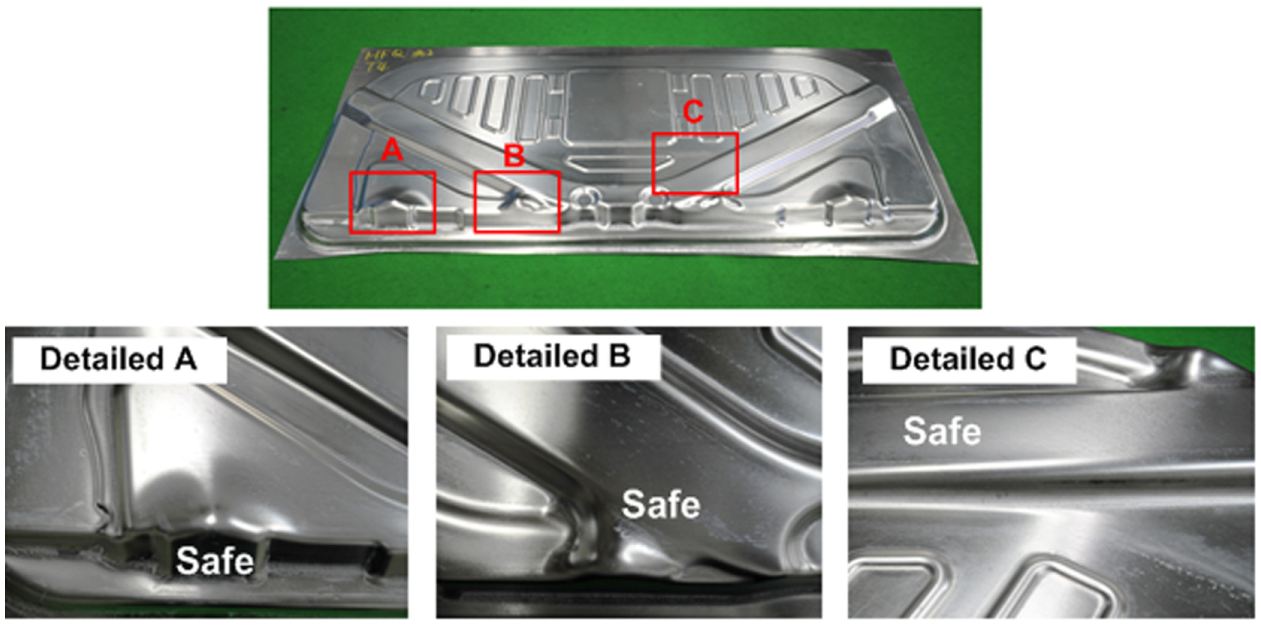
The formed partition panel by the HFQ process without failures of cracking or necking.
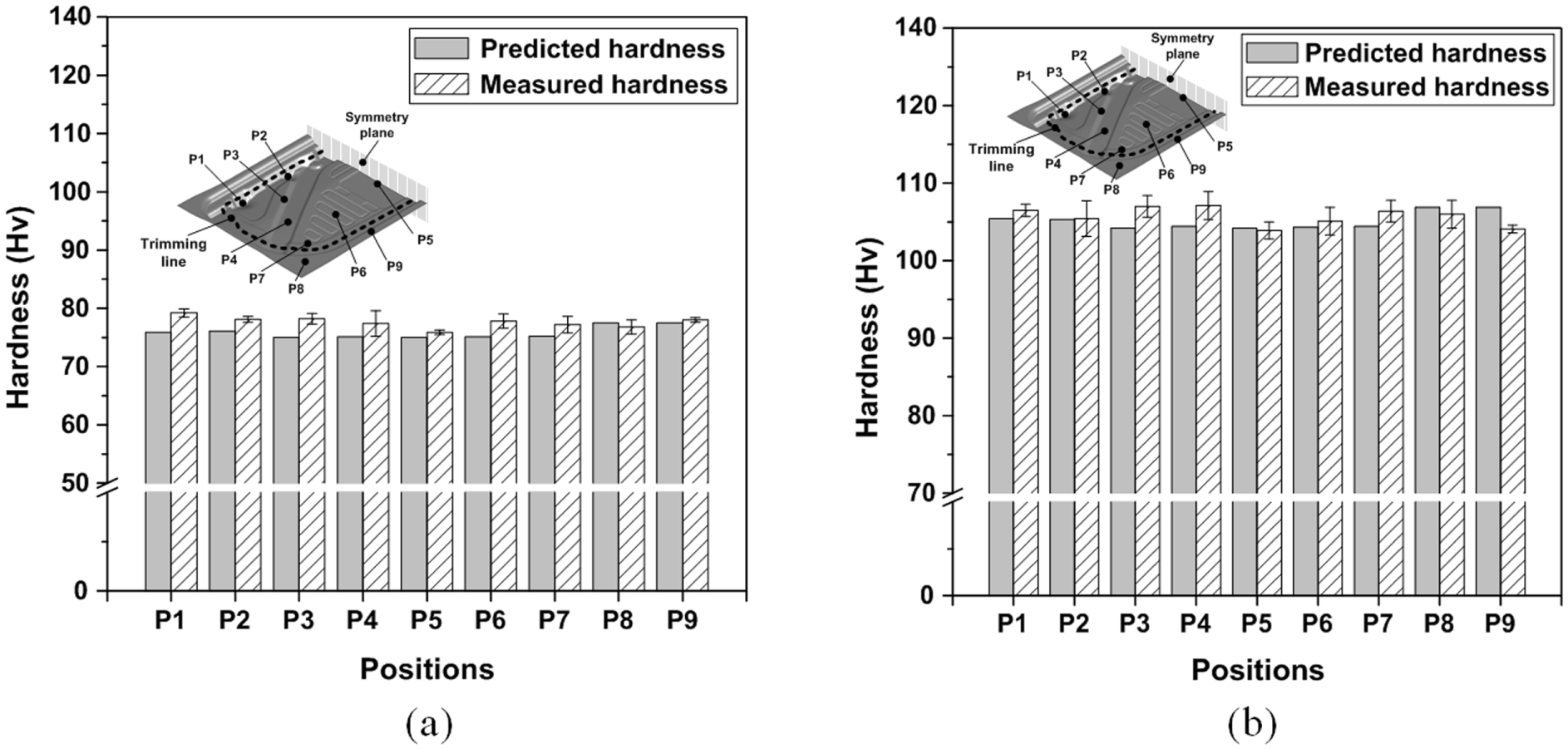
Comparison of hardness between the predicted and measured values of the partition panel formed with HFQ: (a) HFQed-T4 and (b) HFQed-T6.
Figure 15 shows the effects of the HFQ process on the hardness and formability of the partition panel. The experimentally measured hardnesses of parts formed with HFQ after natural and artificial aging were compared with those of conventional cold forming using T4 and T6 heat-treated blanks. Based on the comparison results, the hardnesses of parts formed with HFQ were almost similar to those of conventional cold forming without a deterioration of the mechanical properties. In the case of cold forming for T6 and T4 conditions, cracks and necks were detected at P1 and P2 (shown using the blank circle and square symbols in Figure 15); however, the HFQ process does not indicate any failure throughout the partition panel.

Effect of the HFQ process on the hardness and formability of partition panel of Al6061 alloy.
Therefore, this means that the quenching rate during the HFQ process is sufficient to achieve the desired mechanical properties. The hardness of the partition panel manufactured using the HFQ process is similar to that of the commercial T6 heat treatment with respect to mechanical properties. Moreover, formability of the partition panel was significantly improved by the HFQ process without failures. Based on the results, the partition panel of the Al6061 alloy was successfully manufactured by the HFQ process, and its effectiveness was validated by the FE simulations and experiments.
Conclusion
In this study, a partition panel of the Al6061 alloy was developed using the HFQ process to improve material formability and mechanical properties. Based on the FE simulations and experiments, the following conclusions can be drawn:
Preliminary tests of hot-tensile and hemispherical-dome stretching were performed to investigate formability during the HFQ process. In the experimental FLD at elevated temperatures, the major strain at the plane-strain mode was approximately 0.28, which was 0.18 and 0.06 higher than that of the T6 and T4 heat-treated blanks in FLDs at room temperature.
FE simulations coupled with QFA were used to predict the hardness distribution of the partition panel. The results showed that HFQed-T4 and HFQed-T6 indicated hardness distributions that ranged between 74.0–77.5 and 103–107 Hv, respectively. These values were similar to those elicited by commercial heat treatments.
The HFQ experiment was performed for the partition panel in order to validate the predicted results. In regard to the formability, failures of cracking and necking were accurately detected by the FE simulations, which were based on the experimental FLDs. In addition, the results from the FE simulations coupled with QFA showed that the predicted hardnesses of the partition panel were in good agreement with the measured results and fell within a maximum error of 4.54%.
Based on the experimental results of the partition panel in comparison with the conventional forming, the formability was significantly improved using the HFQ process without any cracking or necking. In addition, hardnesses of parts formed using HFQ were uniformly distributed with a maximum difference of 3.2 Hv at an artificially aged condition. The elicited values were almost similar to the hardness values induced using the commercial heat treatment.
In this study, the partition panel of the Al6061 alloy was successfully developed by the HFQ process. This process was very useful and effective toward the improvement of the formability without a deterioration of the mechanical properties in aluminum sheet metal forming.
Footnotes
Academic Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was financially supported by the Dong-A University Research Fund.