
Abstract
The aim of this study was to evaluate the effects of added polymers on the properties of repair mortars. Two types of polymers, ethylene vinyl acetate and polyvinyl acetate–vinyl carboxylate, were used as a replacement for 3%, 5%, and 8% of the cement (by weight). All tests were conducted using two water–cement ratios of 0.5 and 0.6. The effectiveness of the repair materials was evaluated according to setting time, drying shrinkage, thermal expansion, compressive strength, and bond strength. Specimens containing polyvinyl acetate–vinyl carboxylate at a water–cement ratio of 0.5 presented the highest compressive and bond strength. Specimens containing ethylene vinyl acetate presented strength characteristics exceeding those of the control at 28 days. The drying shrinkage of polyvinyl acetate–vinyl carboxylate specimens was similar to that of the control. At a water–cement ratio of 0.5, the thermal expansion of polyvinyl acetate–vinyl carboxylate specimens was lower than that of ethylene vinyl acetate specimens; however, at a water–cement ratio of 0.6, the thermal expansion was independent of the type of polymer.
Keywords
Introduction
Concrete is used extensively in the construction industry in Taiwan due to its good mechanical properties, durability, and low cost. Nonetheless, concrete lacks ductility and toughness due to lack of tensile strength. Rebar can provide concrete with the ductility that it lacks, while concrete protects rebar from corrosion. Unfortunately, questionable construction practices have rendered unsafe many concrete structures in Taiwan. Once the exterior of the concrete has been breached by the elements,1,2 swelling and corrosion of the rebar accelerate spalling and crack formation, which can lead ultimately to collapse.3,4 Concrete repair cannot be initiated until the true cause(s) of the damage have been identified. Concrete damage is often attributed to poor strength; however, the actual causes can be very complex.
In the selection of materials for concrete repair, the elastic modulus, drying shrinkage, and chemical permeability must be taken into account. Compatibility with the damaged concrete is also a major consideration. Depending on the composition of the concrete, repair materials can be either cement-based or polymer-modified. 5 Cement-based materials include grout, mortar, or concrete containing Portland cement, aluminous cement, or silicate cement. The basic properties of these materials are close to those of the original concrete, making them highly compatible. Nonetheless, they are unable to make up for the shortcomings of the original concrete, such as permeability, which can lead to cracking carbonization and rebar corrosion. Cure shrinkage of concrete-based repair materials can also undermine bonding and thus the overall effectiveness of repairs. 6 Polymer-modified repair materials are concretes or mortars that contain polymers capable of reducing permeability while improving flexural strength, chemical resistance, freeze-thaw resistance, and bonding performance. 7 Nonetheless, many of these materials are toxic, expensive, and tend to vary in their thermal coefficient of expansion. The polymers used in construction roughly fit into four categories: emulsion polymers, redispersible polymer powders, water-soluble polymers, and liquid polymers. In cement and mortar repair materials, polymers are meant to improve bonding, provide a protective film on the surfaces of aggregates, and form a link with the hydration products of cement resulting in a mesh structures similar to that of polymer-laminated films. 8 Polymers can also help to fill in capillary pores, enhance resistance to water and chemicals, reduce surface cracking, and improve durability.
The high strength of repair materials means that it is generally the original concrete that undergoes subsequent damage.9–11 Thus, in the application of surface treatments to the original concrete, damaged or loose concrete and any surface dust must first be removed to promote bonding. 12 Furthermore, the drying shrinkage and thermal expansion of the repair material must be close to that of the original concrete.
Polymer-modified mortars are widely used in construction and repair works in the United States. Every year, an estimated 60,000m3 of these materials are used in buildings and even more is used in paving 2 million square meters of bridge deck. 13 Considerable research has been conducted on polymer-modified concretes and cement mortars. 13 This study examined the physical and mechanical properties of cements and mortars modified with various types and amounts of redispersible polymer powders using various water–cement ratios.
Experiments
Materials
In this study, we used Type I Portland cement manufactured by the Taiwan Cement Corporation. For the fine aggregate, we mixed fixed proportions of three types of sand that varied in maximum particle size (600 µm for the fineness of 2.43, 300 µm for the fineness of 1.78, and 300 µm for the fineness of 0.79) with a specific gravity of 2.64 g/cm3.
The ethylene vinyl acetate (EVA) used in this study was manufactured by the Dairen Chemical Corporation. It is a white powder, with average particle size 90 µm, glass transition temperature (Tg) of −15°C ± 5°C, and specific gravity of 1.17 g/cm3. Figure 1 lists the chemical make-up of the polymer, and Table 1 lists the physical properties.

Chemical formula of EVA.
Physical properties of EVA polymer powder.

The polyvinyl acetate–vinyl carboxylate (VA/VeoVa) used in this study was manufactured by Nichigo-Mowinyl Co., Ltd. It is a white powder with Tg of approximately 14°C and specific gravity of 1.37 g/cm3. The physical properties are listed in Table 2.
Physical properties of VA/VeoVa polymer powder.
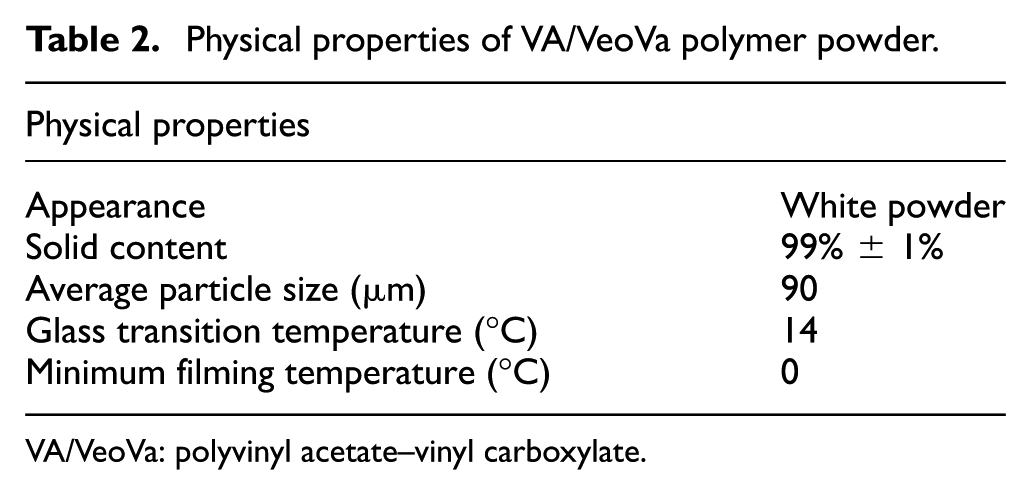
VA/VeoVa: polyvinyl acetate–vinyl carboxylate.
Mix design and test methods
Two water–cement ratios were used in this study: 0.5 and 0.6. The cement–fine aggregate ratio was 1:2.75, with 3%, 5%, or 8% of the cement (by weight) replaced using one of the two redispersible polymer powders (EVA and VA/VeoVa). The addition of polymer powders to cement mixtures tends to increase the air content, which can affect the void ratio and strength of specimens. Thus, we added an air-entraining agent and anti-foaming agent to meet ASTM C494 and facilitate comparisons. The primary components of the anti-foaming agent were hydrocarbon and polyethylene glycol with specific gravity of 0.6 g/cm3. This material is hydrophobic but dispersible in water. The quantities of these agents added to the mix were determined via trial and error under the criteria that the total weight of the cement mortar in each mixture be identical after pouring and tamping. Thus, given volumes of mortar with the same weight should have the same content of air. Workability was also controlled to ensure that all mixtures present flow of up to 170 ± 5 mm. The mix designs are listed in Tables 3 and 4.
Mix designs of mortars with water–cement ratio of 0.5 (kg/m3).

EVA: ethylene vinyl acetate; VA/VeoVa: polyvinyl acetate–vinyl carboxylate.
Mix designs of mortars with water–cement ratio of 0.6 (kg/m3).
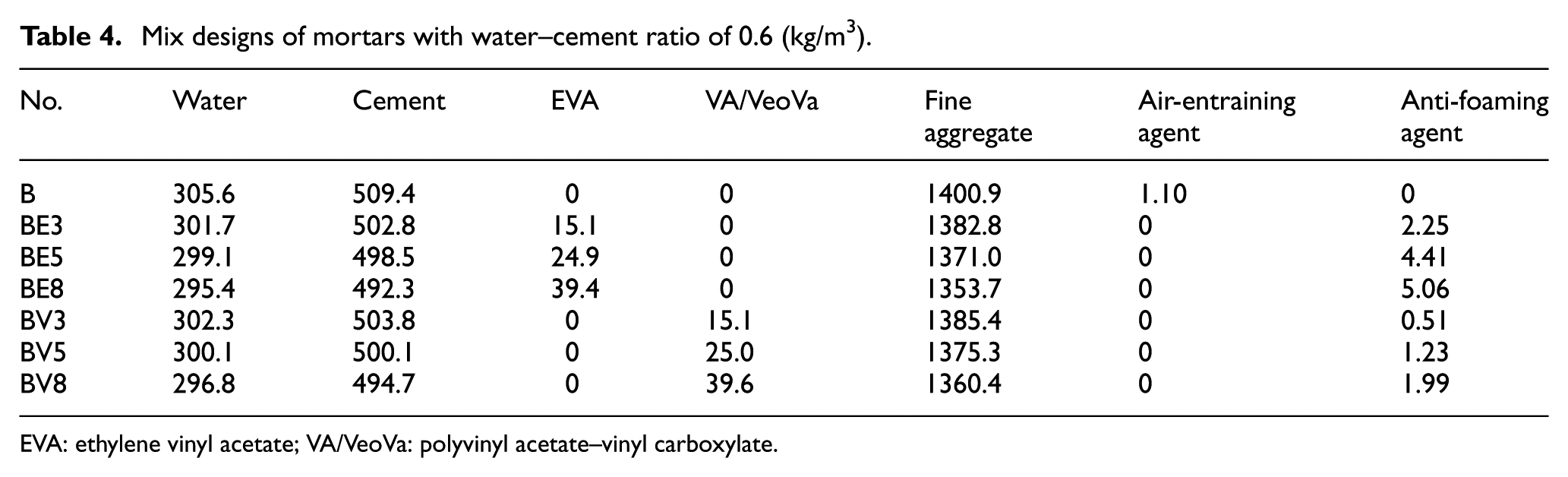
EVA: ethylene vinyl acetate; VA/VeoVa: polyvinyl acetate–vinyl carboxylate.
The numbering system used in this study is as follows. The first letter indicates the water–cement ratio, with A denoting a water–cement ratio of 0.5 and B denoting a water–cement ratio of 0.6. The second letter indicates the type of polymer powder, with E denoting EVA and V denoting VA/VeoVa. The number indicates the percentage of polymer powder, where 3 indicates the replacement of 3% of the cement by weight.
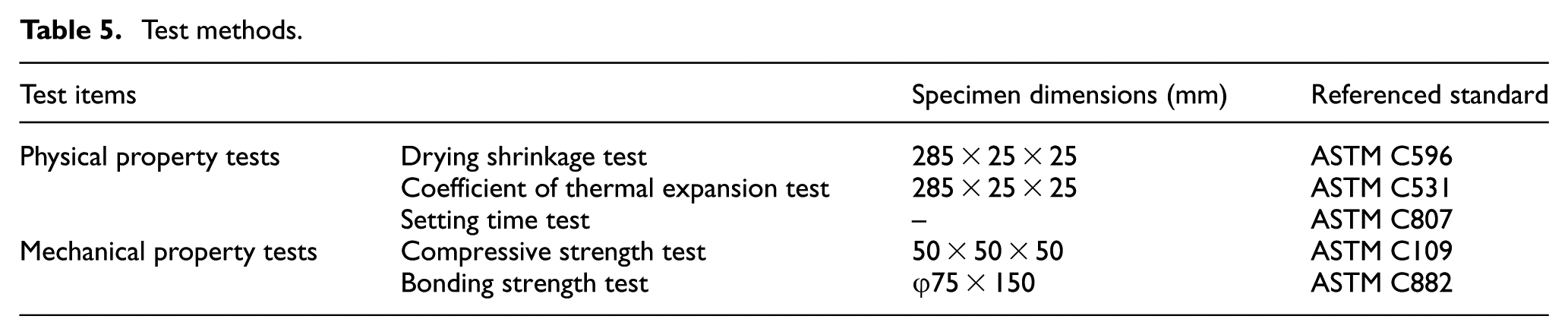
Compressive strength testing was conducted in accordance with ASTM C109, using cubic specimens (50 × 50 × 50 mm3) that were cured and tested at specific ages. Drying shrinkage tests were conducted in accordance with ASTM C596, after curing specimens in lime-saturated water for 72 h and holding them in air storage for 25 days, during which time the temperature of the specimens was maintained between 23.0°C ± 4°C and the relative humidity was at least 80%.
The coefficient of thermal expansion was measured in accordance with ASTM C531. The thermal expansion of the repair material was determined according to the mean coefficient of thermal expansion between room temperature (23.0°C ± 4°C) and 30°C–70°C.
Bonding strength testing was conducted in accordance with ASTM C882 using cylinders (φ75 × 150 mm2) with a dummy section made by Portland cement mortar at an angle of 30° from the vertical. Additional dummy sections were made by casting repair mortar against the machined dummy section held in a specimen mold. The repair dummy section was waxing to prevent the poor bonding between repair mortar and cement mortar. Specimens used to test bonding strength were cured in lime-saturated water at a temperature of 23.0°C ± 4°C and relative humidity of 80%. Table 5 lists the tests that were performed, the dimensions of the specimens, and the standards to which testing referred. Three specimens of each mixture were tested and averaged for each test.
Test methods.
Results and discussion
Setting time
We assessed the influence of polymer powder on the initial and final setting times of the cement mortar to provide a reference for the use of these polymer powders in repair mortars. The results of two groups with different water–cement ratios are presented in Figures 2 and 3. The addition of EVA polymer powder to the mix designs slightly delayed the initial setting, wherein the length of the delay was proportional to the amount of polymer powder. The influence of the EVA polymer powder on the initial setting times was between 30% and 40%, regardless of the water–cement ratio. Precisely, the same trends were observed in the final setting times. Specimens that included VA/VeoVa polymer powder and a lower water–cement ratio presented slightly shorter setting times. Increasing the quantity of polymer powder increased the setting time, but only slightly. VA/VeoVa samples with a higher water–cement ratio presented a longer setting time (proportional to the amount of polymer powder); however, the effects were not as pronounced as those observed in the EVA specimens.

Relationship between quantity of polymer powder and initial setting time (w/c = 0.5).

Relationship between quantity of polymer powder and initial setting time (w/c = 0.6).
Drying shrinkage
Table 6 lists the drying shrinkage results of EVA and VA/VeoVa specimens with different water–cement ratios. The degree of drying shrinkage was higher in the EVA specimens than in the control specimens without polymer powder, and the rate of drying shrinkage reduced with age. In the EVA specimens with a water–cement ratio of 0.5, the degrees of drying shrinkage at 28 days were as follows: 3% (0.0217%), 5% (0.0222%), and 8% (0.0224%). The correlation between the amount of polymer powder and drying shrinkage was less pronounced at 28 days than at 7 or 14 days. The increase in drying shrinkage was more pronounced in EVA specimens with a water–cement ratio of 0.6 compared to EVA specimens with a water–cement ratio of 0.5. This indicates that drying shrinkage increases with a higher water–cement ratio or higher proportion of EVA polymer powder. Drying shrinkage was much less pronounced in the VA/VeoVa specimens.
Results of drying shrinkage test (%).

Our results from the AV specimens indicate that increasing the amount of polymer powder led to a reduction in drying shrinkage, indicating that VA/VeoVa is more effective in filling capillary pores to reduce the dissipation of water. Nonetheless, the relationship between the quantity of polymer powder and the degree of drying shrinkage was more pronounced in the BV specimens.
Coefficient of thermal expansion
Table 7 lists the results of the thermal expansion tests. Thermal expansion occurs after an increase in ambient temperature. Differential expansion between repair material and the original concrete substrate produces shear and tensile stress at the bonding surface, which can result in cracking or even fracturing. Thus, in regions susceptible to changes in temperature, it is important that the repair material and substrate mortar have the same thermal expansion and drying shrinkage characteristics.
Results of thermal expansion test (%).

The thermal expansion coefficients of mortar specimens containing polymer powder bears heavily on the type of aggregate used and may be equal to or slightly greater than those of normal cement mortar. 13 The thermal expansion coefficients of specimens made with polymer powder at a water–cement ratio of 0.5 were higher than the control specimen with no polymer powder. In the AE specimens, the coefficient of thermal expansion increased with the quantity of polymer powder. The AV specimens presented the same trend; however, the thermal expansion coefficient was lower.
In contrast, the thermal expansion coefficient of specimens made with polymer powder at a water–cement ratio of 0.6 was lower than that of the control specimens (no polymer powder). The coefficient of thermal expansion in AE specimens decreased with the quantity of polymer powder. The AV specimens presented the same trend; however, the effects were less pronounced. In other words, the thermal expansion coefficients of the AV specimens were closer to that of the control specimen.
Compressive strength
Table 8 presents the development of compressive strength in the various specimens. A repair mortar with less compressive strength than the original substrate is even more subject to damage than is the original substrate material when subjected to pressure or cyclic loads. For repairs in compression zones, the repair material should be stronger than the original substrate. However, the addition of polymers to cement mortars increases internal porosity, which does not benefit compressive strength and may even diminish it. Thus, we added an anti-foaming agent to the mortar mixtures with polymer powder to moderate the effects on internal porosity.
Results of compressive strength test (MPa).

The early strength of the EVA specimens was lower than that of the control specimens, and compressive strength decreased with the quantity of polymer powder. The compressive strength of the AE specimens was lower than that of the control group at 3 and 7 days, whereas the compressive strength of the BE specimens was slightly higher than that of the control group, thanks to the addition of the anti-foaming agent. Nonetheless, compressive strength decreased with an increase in the quantity of polymer powder. At 28 days, the compressive strength of the AE specimens increased with the quantity of polymer powder. Despite the fact that the BE specimens had higher compressive strength than the control group, it decreased with an increase in the quantity of polymer powder. Nonetheless, the compressive strength of specimens containing VA/VeoVa powders increased with the quantity of polymer powder. This result is consistent with the findings in a previous study, 14 wherein VA/VeoVa powders were shown to enhance the hydrophobicity and water impermeability of cement mortar.
Bonding strength
Table 9 presents the development of bonding strength in the various specimens. Among the specimens with a water–cement ratio of 0.5, the AE specimens exhibited higher bonding strength than did the control specimens, and the bonding strength increased with the quantity of polymer powder. Among the specimens with a water–cement ratio of 0.6, the bonding strength of the BE specimens was lower than that of the control group at 3 days, and bonding strength decreased with an increase in the quantity of polymer powder. The BE specimens presented bonding strength higher than that of the control group at 7 and 28 days; however, the compressive strength still decreased with an increase in the quantity of polymer powder. This indicates that under higher water–cement ratios, the addition of EVA polymer powder does not improve bonding strength. The bonding strength of the AV and BV specimens exceeded that of the control specimens, regardless of age. Furthermore, bonding strength was shown to be directly proportional to the amount of polymer powder that was added. The VA/VeoVa polymer powder significantly enhanced the bonding strength between repair mortars and the original substrate, and this effect was more pronounced in specimens with a water–cement ratio of 0.5. Furthermore, the film-forming characteristics of VA/VeoVa proved particularly effective in filling the pores and thereby enhancing the mechanical properties of the mortar. This corroborates the findings of previous studies. 15
Results of bonding strength test (MPa).

Conclusion
At a water–cement ratio of 0.5, the VA/VeoVa polymer powder proved more effective than EVA in promoting compressive and bonding strength. VA/VeoVa specimens also presented thermal expansion and drying shrinkage characteristics very close to those of the control specimen, which makes them ideal for repair work.
The AE specimens presented early strength lower than that of the control specimens; however, the compressive strength was higher at 28 days. The VA/VeoVa specimens presented compressive strength higher than that of the control specimens and EVA specimens, and the difference became increasingly obvious when the quantity of polymer powder was increased.
The AE specimens exhibited bonding strength higher than that of the control specimens, and bonding strength was shown to increase with the amount of polymer powder. However, under a higher water–cement ratio of 0.6, the bonding strength of the BE specimens was not that high. In contrast, the VA/VeoVa specimens have significantly greater bonding strength.
The VA/VeoVa specimens displayed less drying shrinkage than did the EVA specimens, thanks to the formation of a polymer film, which prevented the escape of water.
A higher water–cement ratio was shown to be associated with a lower coefficient of thermal expansion. The thermal expansion coefficient of BE specimens was lower than that of BV specimens containing the same amount of polymer powder.
The addition of polymer powders was shown to delay setting times except in all but the AV specimens, in which setting times were shortened slightly. The delay increased with the amount of polymer powder that was added, and this phenomenon was more pronounced in the EVA specimens.
Footnotes
Academic Editor: Stephen D Prior
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.