
Abstract
Considering that sheet metal part has the properties of thin wall, low rigidity, easy to deform, and difficult to locate, this article proposes a new approach to optimizing sheet metal fixture locating layout by combining radial basis function neural network and bat algorithm. First, taking fixture locating layout as design variables based on the “N-2-1” locating principle, this article generates limited training and testing sample sets by Latin hypercube sampling and finite element analysis. Second, the radial basis function neural network prediction model with the description of the nonlinear mapping relationship between the fixture locating layout and the corresponding sheet metal deformation is constructed through learning from the training sample sets. Third, bat algorithm is applied to search the optimal layout of the “N” fixture locators for the minimum sheet metal deformation. Finally, two case studies are presented to demonstrate the optimization procedure and the effectiveness of the proposed method.
Keywords
Introduction
Having the advantages of high strength and light weight, sheet metal part is widely used in various industry fields of aerospace, vehicle, and so on.1,2 However, sheet metal part always tends to deform at machining, assembly, and measuring stages because of its properties of thin wall, large size, and low rigidity. Therefore, fixture is used for locating the part accurately and constraining deformation to reduce the dimensional and form errors. The “N-2-1” (N ≥ 3) locating principle 3 is extensively recognized in the fixture design for sheet metal part to not only ensure the locating deterministic but also restrain the excessive deformation of the sheet metal part. Hence, the optimal number and positions of the “N” locators on the primary datum plane should be appropriately selected to minimize the deformation. To this end, several approaches have been made in recent years to optimize the sheet metal fixture locating layout.
Cai et al. 3 proposed the new locating principle of “N-2-1” and proved that the principle could improve locating quality for sheet metal part. Chen et al. 4 employed finite element analysis (FEA) to analyze the sheet metal deformation and established a multi-objective optimization model for fixture layout by genetic algorithm (GA). Prabhaharan et al. 5 used FEA to compute the deformation of sheet metal part and presented a fixture layout optimization method that used GA and ant colony algorithm (ACA) separately. Padmanaban et al. 6 optimized the fixture layout to minimize the part deformation by applying ACA-based discrete and continuous optimization methods. Cheng et al. 7 proposed a hierarchical fixture layout model to optimize the base points and locating points of aeronautical thin-walled structure by genetic algorithm and ants algorithm (GAAA). Li et al. 8 put forward a new fixturing principle called “N-2-1-1” and developed the optimization procedure for sheet metal fixture layout combining GA with FEA. Xing et al. 9 gave a new method to optimize fixture scheme by non-domination sorting social radiation algorithm (NSSRA).
In order to save computational time and improve the optimization efficiency, Sundararaman et al. 10 used response surface methodology (RSM) to model the relationship between the positions of locators and the maximum deformation of the part, and then, the developed model was optimized by GA and particle swarm optimization (PSO) separately. Vasundara et al. 11 applied backpropagation neural network (BPNN) to approximate the relationship between the positions of the fixturing elements and the part elastic deformation and compared the performance of artificial neural network (ANN) and RSM. Selvakumar et al. 12 used BPNN to describe the function relationship between the positions of the locators and the maximum workpiece deformation and combined ANN-based algorithm with design of experiments (DOE) to optimize the machining fixture layout. Lu and Zhao 13 also built a BPNN model to predict the deformation of the sheet metal part under different fixture layouts and different fixture locator errors and applied GA to the established ANN model to find the optimal position of the fourth fixture locator based on the “N-2-1” locating principle. With a BPNN to predict the elastic deformation of the workpiece–fixture system, Rex and Ravindran 14 proposed an integrated approach, which incorporated full factorial DOE and statistical analysis, for the optimal fixture layout design. Wang et al. 15 developed a radial basis function neural network (RBFNN) prediction model to assist design and optimization of sheet metal fixture locating layout by training/testing data sets selected by uniform sampling and FEA. However, the subsequent optimization was not carried out.
In this article, a new approach is proposed to improve the location quality and optimization efficiency for the sheet metal fixture locating layout by integrating RBFNN and bat algorithm (BA). First, this article generates sample points by Latin hypercube sampling (LHS) and constructs the sample data sets with the help of FEA. Second, the nonlinear mapping relationship between the sheet metal fixture locating layout and the responding deformation is described by RBFNN, and the prediction model is established. Third, BA is applied to search the optimal layout of the “N” locators on the primary datum plane for the minimum sheet metal deformation. Finally, two cases are studied, and the results show that the method has preferable performance and higher location quality.
Problem description
“N-2-1” locating principle
For a sheet metal part, constraining the rigid body motion (i.e. six degrees of freedom) as suggested by the well-known “3-2-1” principle is not sufficient. The “N-2-1” locating principle, when properly used, can prevent excessive deformation and supply more reinforcements for the part. The principle generally requires N locators on the primary datum, where the number N is determined by the dimensional specifications of sheet metal part. Meanwhile, two locators on the secondary datum and one on the tertiary datum are required to locate the part uniquely. Figure 1 shows the “4-2-1” fixture locating scheme for a sheet metal part. Four locators are used on the primary datum to restrain the out-of-plane motion and excessive deformation. Note that the locating effectiveness of sheet metal based on “N-2-1” principle is strongly related to the number and positions of the N locators on the primary datum. Therefore, how to arrange the locators on the primary datum plane is a key task of sheet metal fixture locating layout design.
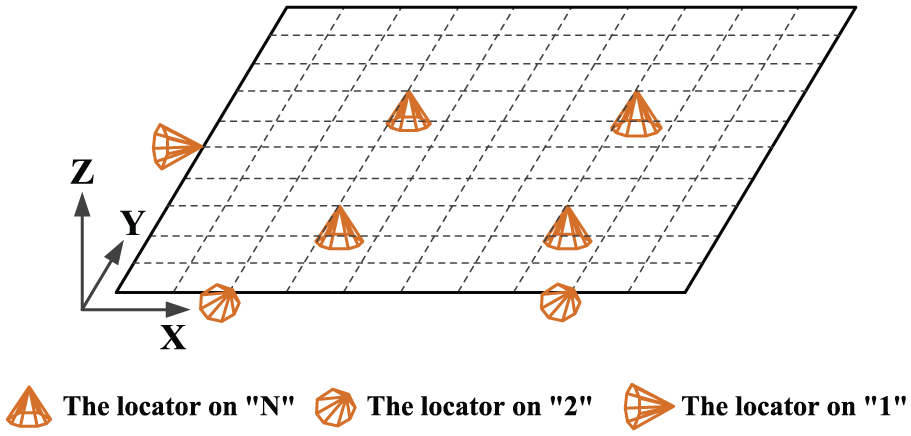
“N-2-1” locating principle.
Fixture locating layout optimization model
For most sheet metal manufacturing process, the major dimensional and form errors are caused by its elastic deformation which cannot be neglected even under its deadweight. So as to evaluate the deformation of the sheet metal part under different fixture locating layout schemes, the fitness function 9 is defined as follows

Here,

Here
In this article, in order to calculate the sheet metal deformation to train the RBFNN, the finite element model for sheet metal fixture locating layout is established. On the basis of the nonlinear mapping property of RBFNN, the prediction model of sheet metal deformation, meeting the need of general engineering, is suggested according to the limited training samples selected by LHS. Then BA is applied to search the optimal design variable
RBFNN and BA
RBFNN
The RBFNN, as shown in Figure 2, has a feed-forward architecture with an input layer, a hidden layer and an output layer,
16
and can be considered as a mapping:
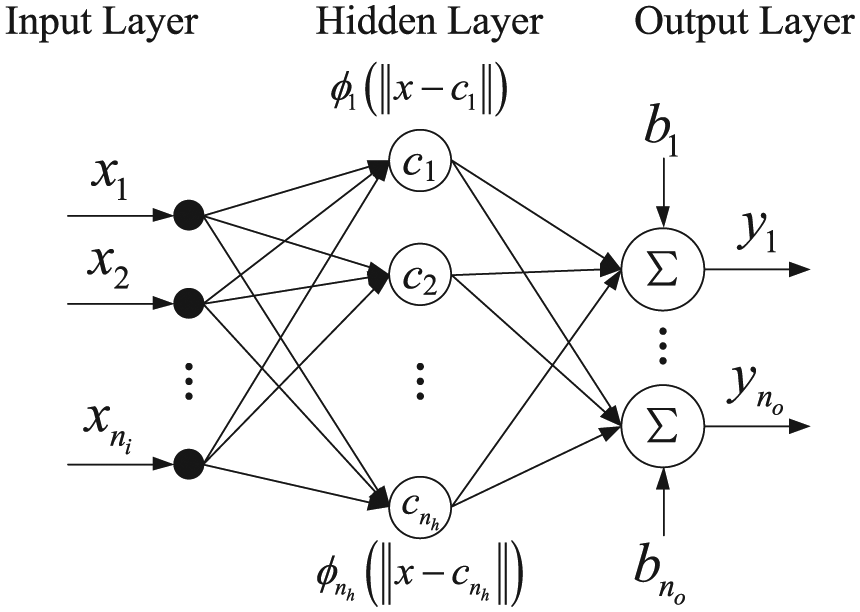
Architecture of RBFNN.
Basic principle of BA
Bats are the only mammals with wings and also have advanced capability of echolocation. Among all the species of bats, microbats are a famous example as they use a type of sonar, called echolocation, to detect prey, avoid obstacles, and locate their roosting crevices in the dark. These bats emit a very loud sound pulse and listen for the echo that bounces back from the surrounding objects. Inspired by the echolocation behavior of the microbats, Yang 17 proposed a new metaheuristic method, namely, the BA. What is more, preliminary studies indicated that BA is much superior to GA and PSO in terms of accuracy and efficiency. 17 This article is focused on the application of BA to search the optimal fixture layout for the minimum deformation of sheet metal part. In BA, the echolocation characteristics of microbats can be idealized as the following simplification rules:
Each bat uses echolocation to sense distance, and it also “knows” the difference between prey and background barriers in some magical way.
Bats fly randomly with velocity
It is assumed that the loudness varies from a large
Based on the above analysis, the basic steps of BA can be summarized as the pseudocode shown in Table 1.
Pseudocode of BA.

Velocity and position vectors of virtual bats
For each bat (i), we have to define the rules how its position



Here,
In the local search part, once a solution

Here,
What is more; once a bat has found a prey, the loudness usually decreases, and the rate of pulse emission increases. Thus, the loudness


Here,

Optimization method based on RBFNN and BA
Considering that LHS method was found to be more accurate than random sampling and stratified sampling in estimating the mean values, variance, and distribution functions of an output. 18 Moreover, LHS can ensure that each of the input variables has all portions of its range represented. The training and testing sample points for RBFNN are generated by LHS, and the responding deformation is calculated by FEA in this work. In order to improve the identification precision of RBFNN, a normalization of the input data is needed so that those relatively large inputs are still within the region where the transfer function has a large gradient. The normalization formula can be stated as follows

where
After the sample data are selected and normalized, the training and testing work for RBFNN can be conducted to build the RBFNN prediction model. Having the prediction expression describing the nonlinear mapping between the fixture locating layout and the corresponding sheet metal deformation, the BA is used to search the optimal fixture layout for the minimum deformation. The flowchart of optimal sheet metal fixture locating layout by RBFNN and BA is depicted in Figure 3.

The flowchart of optimal sheet metal fixture locating layout by RBFNN and BA.
Case study
In this section, two cases are studied to illustrate the optimization method for optimal sheet metal fixture locating layout by combining RBFNN and BA.
Planar case study
The first case used here is a planar aluminum alloy sheet metal part of 400 mm × 400 mm × 1 mm dimension (Figure 4) with mass density

The initial fixture locating layout of the planar aluminum alloy sheet metal part.
The optimal position of L-4 is to be determined by the method proposed in this article by combining RBFNN and BA for the minimum normal deformation of the aluminum alloy sheet metal part. According to the flowchart in Figure 3, the inputs of the training and testing data sets are generated by LHS (the proof is given in Tables 4 and 5 in Appendix 1). Meanwhile, as the objective function
Learning from the limited training data sets by backpropagation method, the RBFNN prediction model is established with the help of MATLAB neural network toolbox. 20 To ensure the reliability of the prediction model, the RBFNN is given with 10 sets of known input values for testing, and the predicted results are compared with the fitness function values obtained from FEA for the same 10 testing data sets. Figure 5(a) depicts the comparison between the RBFNN output and the expected output by FEA. As a consequence, the relative testing error of the RBFNN prediction model is 4.23%, which is less than the need of general engineering of 5%. Therefore, the response surface model describing the mapping relationship between the fixture locating layout scheme and the corresponding sheet metal deformation is built, as shown in Figure 5(b). Given a fixture locating layout scheme, the sheet metal part deformation can be obtained.

The testing result and response surface of the RBPNN prediction model: (a) Testing result of RBFNN for planar sheet metal and (b) Response surface of RBPNN for planar sheet metal.
Then, the BA is applied to determine the optimum position of L-4 in this case study. A population size of 25 is used to perform the optimization procedure, and the first population is produced randomly within the range of the part. And the fitness function of the initial population is calculated through the RBFNN response surface model. In our implementation, the number of dimensions is 2, and the initial loudness and pulse rate are 0.25 and 0.5, respectively. By BA operations, new solutions are generated by adjusting frequencies, loudness, and pulse emission rates, while the proposed solution is accepted or does not depend on the quality of the solutions controlled or characterized by loudness and pulse rate which are in turn related to the closeness or the fitness of the locations/solutions to the global optimal solution. This process is repeated until the maximum iteration number is reached. Figure 6 shows the convergence of the BA.

The convergence of BA for planar sheet metal case.
The optimal layout and the corresponding minimum deformation after 100 BA generations are shown in Table 2. For further comparative analysis, the deformation of the sheet metal part with the optimal layout of L-4 is also calculated by FEA. The result is also listed in Table 2.
Optimization results and comparison.

Curved case study
The second case is a curved aircraft fuselage skin with mass density

The initial fixture locating layout of the curved aluminum alloy sheet metal part.
The training and testing samples generated by LHS and FEA are given in Tables 6 and 7 in Appendix 1. Through a normalization of the data sets, the network is fed with 35 sets of known input and output values for training and 10 sets of samples for testing. The optimal position of L-4 is to be determined by the method proposed in this article by combining RBFNN and BA for the minimum overall deformation of the aluminum alloy sheet metal part. The comparison between the RBFNN output and the expected output by FEA is illustrated in Figure 8(a). The relative testing error of the RBFNN prediction model is 4.71%, which is also less than the need of general engineering of 5%. The response surface model is shown in Figure 8(b).

The testing result and response surface of the RBPNN prediction model: (a) Testing result of RBFNN for curved sheet metal and (b) Response surface of RBPNN for curved sheet metal.
By BA operations, the optimum position of L-4 in this case study is determined, and the convergence of the optimization is shown in Figure 9. The setting values of BA algorithm are given as follows: the initial population size is 25, the maximum iteration number is 100, and the initial loudness and pulse rate are 0.25 and 0.5, respectively.

The convergence of BA for curved sheet metal case.
The optimal layout and the corresponding minimum deformation are shown in Table 3. The comparative result of the deformation of the sheet metal part with the optimal layout of L-4 calculated by FEA is also listed in Table 3.
Optimization results and comparison.

It can be seen that both the final relative errors of the two cases are within the need of general engineering (5%). As a result, the current layout is acceptable for sheet metal part.
Conclusion
In this article, the optimization method by combining RBFNN with BA is proposed to assist the design and optimization of sheet metal fixture locating layout. The three major conclusions that can be drawn from this article are the following:
An RBFNN-based prediction model describing the mapping relationship between sheet metal fixture locating layout and responding deformation is constructed. The limited training and testing sample points for RBFNN are generated by LHS and FEA, and the prediction accuracy meets the need of general engineering.
The optimization method combining RBFNN and BA is used for the optimal fixture locating layout of aluminum alloy sheet metal part. Compared with the calculated result by FEA with the same optimized fixture layout, the final optimization result meets the general engineering need, and the current layout is satisfactory for sheet metal part.
A huge reduction in computational complexity and times of FEA is achieved during the optimization of sheet metal fixture locating layout using BA coupled with RBFNN. Therefore, the efficiency of fixture locating layout design and optimization is improved.
Footnotes
Appendix 1
The following gives the training and testing samples generated by Latin hypercube sampling (LHS) and finite element analysis (FEA) for the two case studies.
Academic Editor: Mohana Muthuvalu
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by National Natural Science Foundation of China (grant no. 51375396).