
Abstract
Fixture layout has a direct and influential impact on sheet metal manufacturing quality. Much attention has been paid to sheet metal fixture locating layout in the fields of academy, engineering, and industry in the past few years. However, how to obtain the optimal fixture locating layout so as to effectively reduce the sheet metal part deformation is still a complex and challenging task. To that end, this article proposes a new approach to optimizing the sheet metal fixture locating layout based on the “N-2-1” locating principle by coupling cuckoo search algorithm with finite element analysis. First, the optimization model of the sheet metal locating layout based on the “N-2-1” locating principle is constructed. Second, the cuckoo search algorithm is employed to search the optimum layout of the “N” fixture locators for the minimum deformation through iterative calls to the finite element analysis solver. Finally, two cases are respectively studied and conducted to verify the proposed method, and the comparison results with genetic algorithms and particle swarm optimization show that the cuckoo search algorithm outperforms the genetic algorithms and particle swarm optimization in terms of the quality of the solutions, robustness, and usability in the sheet metal fixture locating layout optimization.
Keywords
Introduction
In aviation and automotive industries, sheet metal material is widely used due to its high strength and light weight.1,2 However, sheet metal part always tends to deform at machining, assembly, and measuring stages during the whole manufacturing process because of its thin wall, large size, and low rigidity. 3 So as to constrain excessive deformation of sheet metal part in manufacturing process, Cai et al. 4 presented the “N-2-1” (N ≥ 3) locating principle for sheet metal fixture design and at the same time proved and indicated that the “N-2-1” principle was more suitable for sheet metal locating than “3-2-1” principle. Given the indispensable role of the fixture in manufacturing processes, the optimization of sheet metal fixture locating layout is a major and vital task faced with fixture designers. Traditionally, fixture locating layout design generally relies on the experience of the designers and in the meantime it is slow, costly, and laborious. In order to reduce the deformation and improve the manufacturing dimensional quality for sheet metal, naturally one of the key and essential tasks in fixture layout design is how to search and obtain the optimal number and positions of the locators on the primary datum plane based on the “N-2-1” locating principle. Therefore, many scholars and technicians have conducted extensive research on fixture layout analysis and optimization to get rid of the experience-based situation.
First, in order to analyze and evaluate the performances of different fixture locating layouts, finite element analysis (FEA) is employed to compute the part deformation under different fixture layouts because the direct analytical mapping relationship does not always exist between the sheet metal deformation and the fixture locating layout.5–7 Then, Krishnakumar et al. 8 presented an optimization technique that used genetic algorithms (GAs) and FEA to find the optimal fixture layout that minimized the deformation of the part. Liao 9 proposed a GA-based optimization method coupled with FEA to automatically select the optimal number of locators as well as their optimal positions in sheet metal assembly fixtures. Lai et al. 10 employed the global optimal search by GAs combined with FEA to obtain the final fixture layout which can effectively control the influence of fixture layout on the flexible sheet metal assembly deformation. Using FEA to model and analyze the deformation of different locators’ layouts, Wang et al. 11 applied GAs to identify the optimum locating layout for the measuring fixture. Kaya 12 developed a GA-based approach to optimizing fixture layout by integrating finite element solver run in batch mode to calculate the objective function values for each generation during the optimization evolutionary process. By coupling FEA with GAs, Chen et al. 13 established a multi-objective model for fixture layout optimization to not only reduce the degree of excessive workpiece deformation but also increase the deformation distribution uniformity. Kumar and Paulraj 14 developed a method that analyzed and optimized the fixture configuration using GA with FEA to minimize the geometric dimensional errors of the final component. Abedini et al. 15 proposed a GA-based optimization method to arrive at the optimum layout of locators for minimum machining error. Lu and Zhao 16 employed GAs to find the robust “3-2-1” locating layout first and then search the optimal position of the fourth locator on the primary datum plane based on the neural network prediction model for deformable sheet metal workpiece. Dou et al. 17 developed a particle swarm optimization (PSO)-based approach to optimizing fixture layout through integrating FEA to compute the workpiece deformation for a given fixture layout. Furthermore, Dou et al. 18 also presented the applications and comparisons of GAs, improved GAs (IGA), PSO, and improved PSO (IPSO) for the fixture layout optimization to minimize the elastic deformation of the workpiece. Xing et al. 19 proposed a two-stage method for sheet metal fixture layout optimization and generated three optimal locating points using PSO at the first stage. Liu et al. 20 applied PSO algorithm integrated with FEA to generate the optimal fixture layout to minimize the sheet metal assembly deformation. In order to improve the assembly dimensional quality of the sheet metal part, Xing et al. 21 applied PSO algorithm and FEA to optimize multi-station fixture layout for sheet metal assemblies. Similarly, with the help of FEA, Prabhaharan et al. 22 presented a fixture layout optimization method that used GAs and ant colony algorithm (ACA) separately to decrease the dimensional and form errors. Padmanaban et al. 23 applied the ACA-based discrete and continuous optimization methods coupled with FEA for the optimization of the fixture layout so that the elastic deformation of the workpiece is minimized. Xing 24 conducted the design and optimization of the sheet metal locating points based on the improved fruit fly optimization algorithm (IFOA). Bai et al. 25 used the memetic algorithm to carry out the bi-objective fixture layout optimization to improve the location accuracy and stability of the workpiece. Xing et al. 26 achieved the multi-objective optimization of fixture layout for auto-body compliant parts by combining the non-domination sorting social radiation algorithm (NSSRA) with FEA. To sum up, evolutionary algorithm coupled with FEA has become the main stream approach for the sheet metal fixture layout optimization.
However, evolutionary optimization of fixture layout for deformation control of the workpiece using traditional meta-heuristic algorithm, such as GAs or PSO, often requires tedious and troublesome efforts in fine-tuning so many algorithmic control parameters to obtain satisfactory results in fixture design. Recently, a new meta-heuristic algorithm, called cuckoo search (CS), is proposed by Yang and Deb27,28 based on the brood parasitism of some cuckoo species in combination with the Lévy flight behavior of some birds and fruit flies, and it is found that the results obtained by CS are much better than GAs and PSO. For the past few years, CS has been applied in lots of areas of optimization with promising efficiency, 29 such as in the engineering design 30 and manufacturing. 31
To this end, this article proposes a new approach based on the “N-2-1” locating principle by coupling CS algorithm with FEA to obtain the optimal fixture locating layout so as to effectively reduce the sheet metal part deformation. This article is organized as six sections with the Introduction section included. The optimization model of the sheet metal fixture layout is constructed in section “Optimization model.” The basic principles of the evolutionary algorithms, such as GAs, PSO, and CS, are introduced in section “Evolutionary algorithm.” Section “Method” depicts the flowchart of the proposed method for the optimization of sheet metal fixture layout. And then two cases of a flat and a curved sheet metal are conducted to verify the proposed method by comparison with GAs and PSO in section “Case study.” Finally, the conclusions are drawn in section “Conclusion.”
Optimization model
“N-2-1” locating principle for sheet metal part
The easy deformability property of sheet metal part often causes its dimensional specification out of tolerance at machining, assembly, and measuring stages during the manufacturing process. In order to provide more reinforcements to prevent the excessive deformation on the condition of being loaded, sheet metal part is always under the over-constraint condition based on the so-called “N-2-1” (N ≥ 3) locating principle. The locating principle states that there are “N” locators on the primary datum plane of sheet metal part, “2” and “1” on the second and third datum plane, respectively. Figure 1 shows a typical “4-2-1” principle where four locators are required to support sheet metal part along its normal direction, that is, the direction of Z+ axis, on the primary datum plane to avoid the excessive deflection. Furthermore, the locator number “N,” which is always more than three, is determined by the dimensional specification of sheet metal part. Obviously, the optimization of the configuration of “N” locators is a critical problem to minimize the sheet metal part deformation in the fixture design.

“N-2-1” locating principle.
Fixture locating layout optimization model
With the application of the “N-2-1” locating principle, the normal deformation of sheet metal part can be reduced, which in turn improves the dimensional quality. So as to quantify the performances of different fixture locating layout schemes, the evaluation function, which is actually the objective function, is defined as

where
In this article, the applications of evolutionary algorithms of GAs, PSO, and CS to the fixture layout optimization are presented to handle the fixture layout optimization problem. The finite element model of sheet metal fixture locating layout is established to calculate the objective fitness function value for each generation in the iterative optimization procedure. Denote
where
Evolutionary algorithm
CS
The new meta-heuristic optimization algorithm called CS was developed by Yang and Deb27,28 based on the obligate breeding parasitic behavior of some cuckoo species in combination with the Lévy flight behavior of some birds and fruit flies. For simplicity, the breeding behavior of cuckoos can be idealized as the following simplification rules:
Each cuckoo lays one egg at a time in a randomly chosen nest.
The best nests with high quality of eggs (solutions) will carry over to the next generations.
The number of available host nests is fixed, and a host can discover an alien egg with a probability
On the basis of these three rules, the basic steps of the CS can be summarized as the pseudo code shown in Table 1.
Pseudo code of CS.

CS: cuckoo search.
For a cuckoo i, the new positions

where

which has an infinite variance with an infinite mean.
As is stated by Yang and Deb, there are three essential components, which can make sure that CS is an efficient and superior evolutionary algorithm. They are selection of the best, exploitation by local random walk, and exploration by randomization via Lévy flights globally. The above Rule 2 about selecting and keeping the fittest solutions ensures that the local exploitation searches are within the vicinity of the best solutions. For another, the exploration steps conducted by Lévy flights can effectively search the design space to generate diverse new solutions. Besides, there is in essence only one control parameter just as
GAs
GA is a population-based random search algorithm that mimics some mechanisms of the natural evolution. 32 The population consisting of individuals/chromosomes standing for design variables evolves from generation to generation while gradually improving its adaptation to the environment through natural selection and fitter individuals have better chances of passing their characteristics to later generations. In GAs, the natural selection of the environment is replaced by artificial selection based on the computed objective fitness function for each design variable. The objective function of the optimization model is treated as the fitness function to indicate each chromosome’s chances of survival. The basic flowchart of GAs is depicted in Table 2.
Pseudo code of GAs.
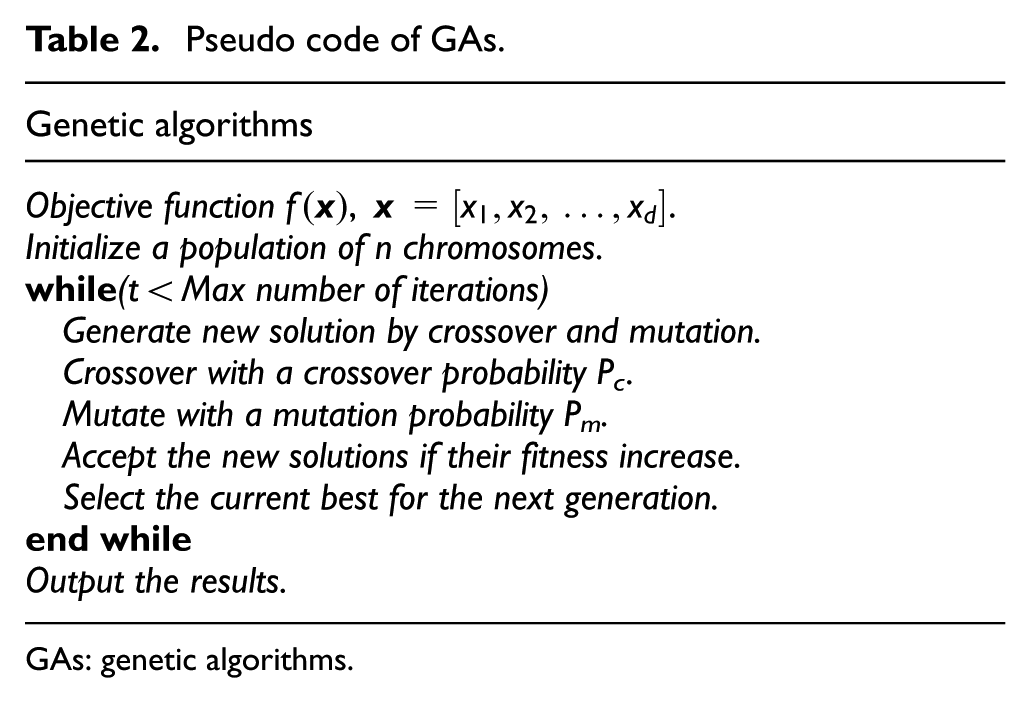
GAs: genetic algorithms.
PSO
PSO is also a swarm intelligence and meta-heuristic algorithm, inspired by social behavior simulations of bird flocking and fish schooling. 33 In PSO, the candidate solutions of a population called particles fly through the d-dimensional search space of the problem as each particle generates a solution by a directed velocity. Actually, each particle modifies its velocity to find a better solution (position) by applying its own flying experience and the experience of neighboring particles. Particles can update their positions and velocities by


where
Pseudo code of PSO.
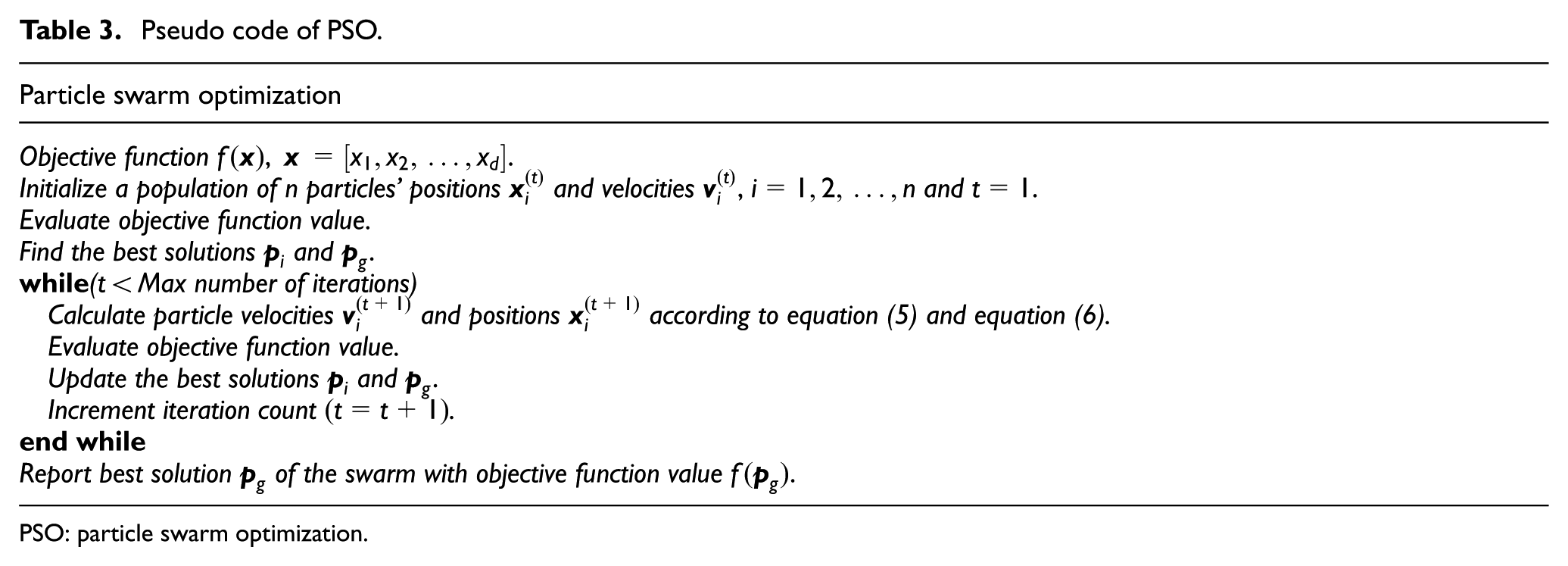
PSO: particle swarm optimization.
Method
In this article, a new approach to optimizing the sheet metal fixture locating layout based on the “N-2-1” locating principle by coupling CS algorithm with FEA is proposed. CS assumes that a solution is represented by each egg in each nest and the goal is to obtain the optimum fixture locating layout by replacing old worse solutions in the nests by new better solutions. The fixture locating layout is treated as the design variable while the overall sheet metal deformation under its dead weight is treated as the objective. Considering that there is no direct analytical function expression existing between the fixture locating layout and its responding sheet metal deformation, the finite element method is employed to model the workpiece–fixture system and determine the sheet metal deformation under different fixture locating layouts. In order to compare the performances of these three different evolutionary algorithms, CS, GAs, and PSO are all applied to search the optimum layout of the “N” fixture locators for the minimum deformation through iterative calls to the FEA solver. So as to save the manual labor during the optimization procedure, a parametric finite element model with the description of the mapping relationship between the fixture layout and the corresponding deformation is built using ABAQUS/Python secondary development scripting interface. At each iterative generation of the evolutionary algorithm over the optimization process, individuals standing for different fixture locating layouts are passed from MATLAB to the parametric finite element model. The nodal displacement

The flowchart of optimal sheet metal fixture locating layout by CS/GAs/PSO.
Case study
Flat sheet metal part
In this section, the design and optimization of sheet metal fixture locating layout using CS algorithm coupled with FEA is illustrated by an aluminum alloy sheet metal part case. Its fixture locating scheme given “N = 4” is shown in Figure 3. The sheet metal has the overall dimension of 400 mm × 400 mm × 1 mm and the physical material properties are listed in Table 4. The “4” locating points on the primary datum plane are L1, L2, L3, and L4, and the “2” locating points on the second datum plane are L5 and L6 while the “1” locating point on the third datum plane is L7. The coordinates of the fixed locating points L5, L6, and L7 are set as (133, 0), (267, 0), and (0, 200). The locating points to be optimized are L1, L2, L3, and L4 and their corresponding coordinates are denoted by (x1, y1), (x2, y2), (x3, y3), and (x4, y4), respectively. The optimization model for the locating layout of L1, L2, L3, and L4 can be developed and expressed as

The initial fixture locating layout of the aluminum alloy sheet metal part.
The physical properties of material.

In the developed optimization model, the fixture locating layout is treated as the design variable while the overall sheet metal deformation under its dead weight is treated as the objective. The commercial finite element software ABAQUS™
34
is employed to calculate the objective fitness function value for a given fixture locating layout. The sheet metal plane is meshed by 400 × 400 elements. The element type of the FEA model of the sheet metal part is S4R. And CS, GAs, and PSO are applied to search the optimal design variable
In order to make the equal and standard comparison, the values of the common control parameters of the mentioned algorithms such as the population size and the maximum iteration number are chosen to be the same in all the numerical experiments in this article. The population size is fixed as 20 and the maximum iteration number is set as 200. It should also be noted that the initial randomly generated population is set the same for all the three algorithms of GAs, PSO, and CS. The setting values of the other control parameters of the mentioned algorithms above are given as follows:
GAs setting. Crossover probability
PSO setting.
CS setting. The discovery rate of alien cuckoo eggs by the host birds
The optimization procedures of the minimum and average fitness by GAs, PSO, and CS for the fixture locating layout design are shown in Figures 4 and 5, respectively. The comparison results for the minimum fitness and the corresponding fixture locating layout of the best solution are given in Table 5. It is inferred from Figure 4 and Table 5 that CS steadily reaches the minimum value after a few iterations like GAs and PSO but produces better quality solutions compared to GAs and PSO. The minimum deformation and best solution are sought by CS, and PSO produces almost the same minimum fitness as CS while GA performs worst among all the three algorithms. Besides, small average function fitness value of CS during the whole search process shown in Figure 5 means that CS is more stable and robust than PSO and GAs. CS evolves continuously toward the better solutions throughout the search procedure while PSO and GA jump sometimes and evolve toward worse solutions. Therefore, the CS algorithm supplies more precise and robust results and outperforms PSO and GAs in sheet metal fixture locating layout optimization.
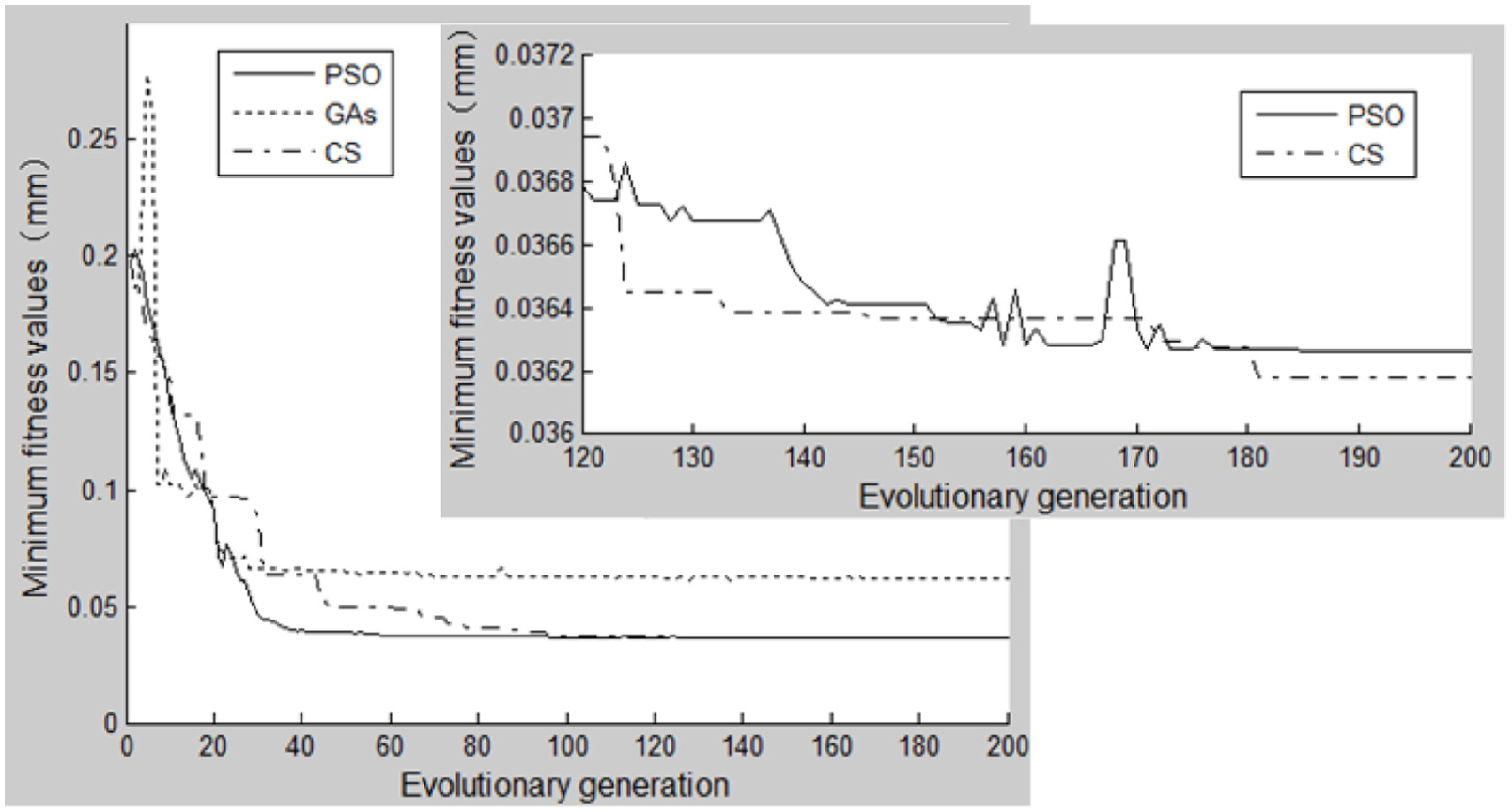
The minimum fitness values by CS, PSO, and GAs and its partial zoom-in view for the flat sheet metal part.

The average fitness values by CS, PSO, and GAs.
Comparison of the best solutions of CS, PSO, and GAs for the flat sheet metal part.

GAs: genetic algorithms; PSO: particle swarm optimization; CS: cuckoo search.
Curved sheet metal part
As displayed in Figure 6, the overall dimension of the curved sheet metal part is 150 mm × 300 mm × 1 mm and its curvature radius is 286.25 mm. The physical material properties of the curved sheet metal part are also listed in Table 4. The “4” locating points on the primary datum plane are L1, L2, L3, and L4, and the “2” locating points on the second datum plane are L5 and L6 while the “1” locating point on the third datum plane is L7. Set the coordinates of the fixed locating points L5, L6, and L7 as (0, 100), (0, 200), and (75, 300), respectively. The locating point to be optimized are L1, L2, L3, and L4 and their corresponding coordinates are denoted as (x1, y1), (x2, y2), (x3, y3), and (x4, y4), respectively. The sheet metal part is meshed by 150 × 300 elements. The element type of the FEA model of the sheet metal part is S4R. Then, CS, GAs, and PSO are applied to search the optimal design variable

The initial fixture locating layout of the curved sheet metal part.
In order to make the equal and standard comparisons, the population size and the maximum iteration number are chosen to be the same in this article. The population size and the maximum iteration number are also fixed as 20 and 200, respectively. It should also be noted that the initial randomly generated population is set the same for all the three algorithms of GAs, PSO, and CS. The setting values of other control parameters of the mentioned algorithms are given as follows:
GAs setting. Crossover probability
PSO setting.
CS setting. The discovery rate of alien cuckoo eggs by the host birds
The optimization procedures of the minimum and average fitness by GA, PSO, and CS for the curved sheet metal fixture locating layout design are shown in Figures 7 and 8, respectively. The comparison results for the minimum fitness and the corresponding fixture locating layout of the best solution are given in Table 6. It is inferred from Figure 7 and Table 6 that CS steadily reaches the minimum value after a few iterations like GAs and PSO but produces better quality solutions compared to GAs and PSO. The best solution and the minimum deformation are sought by CS, and PSO produces almost the same minimum fitness as CS while GA performs worst among all the three algorithms. Besides, small average function value of CS during the whole search process shown in Figure 8 means that CS is more stable and robust than PSO and GAs. CS evolves continuously toward the better solutions throughout the search procedure while PSO and GA jump sometimes and evolve toward worse solutions. Therefore, the CS algorithm supplies more robust and precise results and outperforms PSO and GAs in sheet metal fixture locating layout optimization.

The minimum fitness values by CS, PSO, and GAs and its partial zoom-in view for the curved sheet metal part.

The average fitness values by CS, PSO, and GAs and its partial zoom-in view.
Comparison of the best solutions of CS, PSO, and GAs for the curved sheet metal part.

GAs: genetic algorithms; PSO: particle swarm optimization; CS: cuckoo search.
Conclusion
In this article, the method using CS algorithm coupled with FEA is proposed to cope with the sheet metal fixture locating layout optimization problem. The developed optimization model of fixture locating layout is searched by CS to minimize the overall sheet metal deformation through iterative calls to the FEA solver compared to GAs and PSO. The conclusions are drawn as follows:
The CS-based optimization method for sheet metal fixture locating layout design is studied and verified through an aluminum alloy sheet metal case. The results of case study indicate that CS coupled with FEA is capable of obtaining the optimal fixture locating layout for sheet metal part and aiding the fixture design process.
The CS-based optimization method is compared with GAs and PSO in the sheet metal fixture locating design. The comparison results show that CS is superior to these two existing and widely accepted algorithms in the literature, that is, GAs and PSO, in terms of the quality of the solutions and robustness during the whole iterative optimization process.
There are fewer control parameters to be fine-tuned in CS than GAs and PSO. This means that we do not have to take the trouble to fine tune so many parameters for the sheet metal fixture layout optimization as GAs and PSO. This motivates the generality of using CS in the fixture layout design and the proposed approach can be further extended to fixture layout design and optimization at complex machining, assembly, and measuring stages.
Footnotes
Academic Editor: Jianqiao Ye
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Natural Science Foundation of China (Grant No. 51375396) and Shaanxi Province Science and Technology Integrated and Innovative Engineering Planning Project (Grant No. 2016KTCQ01-50).